BAB II LANDASAN TEORI 2.1 Definisi Kualitaseprints.umm.ac.id/41419/3/BAB II.pdf5 BAB II LANDASAN...
18
5 BAB II LANDASAN TEORI 2.1 Definisi Kualitas Terdapat banyak sekali pengertian kualitas karena masing-masing orang dapat mendefinisikan kualitas secara berbeda-beda satu dengan lainnya. Namun agar lebih mempermudah mengambil suatu makna maka dibawah ini adalah definisi kualitas menurut para ahli (Irwan, 2015) 1. Josep M. Juran Juran mendefinisikan kualitas sebagai kecocokan untuk pemakaian ( fitness for use). Definisi menekankan orientasi pada pemenuhan harapan pelanggan. 2. Philip B. Crosby Crosby mengutarakan pentingnya melibatkan setiap orang dalam organisasi pada proses, yaitu dengan jalan menekankan kesesuaian individual terhadap persyaratan/tuntutan. Pendekatan Crosby merupakan pendekatan top down. 3. W. Edwards Deming Strategi Deming didasarkan pada alat-alat statistik. Strategi ini cenderung bersifat bottom-up. Penekanan utama strategi ini adalah perbaikan dan pengukuran kualitas secara terus-menerus. Definisi kualitas menurut Deming adalah kesesuaian dengan kebutuhan pasar. 4. Genichi Taguchi Filosofi Taguchi didasarkan pada premis bahwa biaya dapat diturunkan dengan cara memperbaiki kualitas dan kualitas tersebut secara otomatis dapat diperbaiki dengan cara mengurangi variasi dalam produk atau proses. Taguchi mendefinisikan kualitas sebagai kerugian yang ditimbulkan oleh suatu produk bagi masyarakat setelah produk tersebut dikirim, selain kerugian-kerugian yang disebabkan fungsi instrinsik produk. 2.2 Definisi Six Sigma Six Sigma adalah konsep statistik yang mengukur suatu proses yang berkaitan dengan cacat atau kerusakan. Mencapai enam sigma berarti proses menghasilkan
Transcript of BAB II LANDASAN TEORI 2.1 Definisi Kualitaseprints.umm.ac.id/41419/3/BAB II.pdf5 BAB II LANDASAN...

5
BAB II
LANDASAN TEORI
2.1 Definisi Kualitas
Terdapat banyak sekali pengertian kualitas karena masing-masing orang dapat
mendefinisikan kualitas secara berbeda-beda satu dengan lainnya. Namun agar
lebih mempermudah mengambil suatu makna maka dibawah ini adalah definisi
kualitas menurut para ahli (Irwan, 2015)
1. Josep M. Juran
Juran mendefinisikan kualitas sebagai kecocokan untuk pemakaian (fitness
for use). Definisi menekankan orientasi pada pemenuhan harapan pelanggan.
2. Philip B. Crosby
Crosby mengutarakan pentingnya melibatkan setiap orang dalam organisasi
pada proses, yaitu dengan jalan menekankan kesesuaian individual terhadap
persyaratan/tuntutan. Pendekatan Crosby merupakan pendekatan top down.
3. W. Edwards Deming
Strategi Deming didasarkan pada alat-alat statistik. Strategi ini cenderung
bersifat bottom-up. Penekanan utama strategi ini adalah perbaikan dan
pengukuran kualitas secara terus-menerus. Definisi kualitas menurut Deming
adalah kesesuaian dengan kebutuhan pasar.
4. Genichi Taguchi
Filosofi Taguchi didasarkan pada premis bahwa biaya dapat diturunkan
dengan cara memperbaiki kualitas dan kualitas tersebut secara otomatis dapat
diperbaiki dengan cara mengurangi variasi dalam produk atau proses. Taguchi
mendefinisikan kualitas sebagai kerugian yang ditimbulkan oleh suatu produk
bagi masyarakat setelah produk tersebut dikirim, selain kerugian-kerugian yang
disebabkan fungsi instrinsik produk.
2.2 Definisi Six Sigma
Six Sigma adalah konsep statistik yang mengukur suatu proses yang berkaitan
dengan cacat atau kerusakan. Mencapai enam sigma berarti proses menghasilkan

6
hanya 3,4 cacat per sejuta peluang. (Brue, 2002). Sedangkan menurut
Soemohadiwidjojo (2017), Six Sigma merupakan quality improvement tools yang
berbasis pada penggunaan data dan statistik. Istilah “Sigma” merupakan huruf
Yunani yang digunakan untuk besaran Deviasi Standar.
Prinsip dasar Six Sigma adalah perbaikan produk dengan melakukan perbaikan
pada proses sehingga proses tersebut menghasilkan produk yang sempurna.
Pendekatan Six Sigma digunakan untuk mengidentifikasikan hal-hal yang berkaitan
dengan penanganan error dan pengerjaan ulang produk akan menghabiskan biaya,
waktu, mengurangi peluang mendapatkan pendapatan, mengurangi peluang
mendapatkan pendapatan, dan mengurangi kepercayaan pelanggan.
Bagi perusahaan yang memiliki produk fisik, hasil penerapan metode Six
Sigma untuk mengurangi kesalahan atau cacat produksi dapat langsung terlihat.
Namun beda halnya dengan bisnis jasa, karena sifat produknya yang intangible.
Maka penerapan metode Six Sigma tidak sesederhana seperti bisnis yang memiliki
produk fisik. Oleh karena itu, definisi dari defect kemudian didefinisikan sebagai
segala keluaran (output) yang tidak sesuai dengan kebutuhan dan keinginan
pelanggan.
Six Sigma bukan hanya sekedar statistik. Metode Six Sigma mengantarkan
untuk mereduksi defect, peningkatan proses, dan peningkatan kepuasan pelanggan
yang berdasarkan paradigma berfikir statistik, sebuah filosofi dalam pelaksanaan
dan pembelajaran berdasarkan proses, variasi dan data. (Kumar, 2011)
2.3 Sejarah Six Sigma
Six Sigma pertama kali diterapkan pada akhir 1980-an dalam mass-
manufacturing pada perusahaan motorola. Namun mulai dikenal oleh dunia setelah
diterapkan oleh perusahaan GE pada pertengahan 1990-an. Sejak tahun 1980-an Six
Sigma menjadi sudah menjadi satu suatu metode yang paling populer dalam hal
inisiatif peningkatan dan secara luas telah diterapkan di seluruh dunia dalam
berbagai sector industri. Diantaranya adalah perusahaan Boeing, DuPont, Toshiba,
Seagate, Allied Signal, Kodak, Honeywell, Texas Instrument, Sony, Bombardier,
Lockheed Martin. Dan semua perusahaan tersebut menyatakan berdampak besar
pada financial savings (Knowles, 2011)

7
2.4 Tahapan Six Sigma
2.4.1 Define
Tujuan utama dari langkah ini adalah untuk mendefinisikan permasalahan
secara jelas dan apa dampak permasalahan terhadap kepuasan pelanggan,
pemangku kepentingan karyawan, dan profitabilitas organisasi (Soemohadiwidjojo,
2017). Mendefinisikan permasalahan merupakan langkah pertama dalam metode
Six Sigma. Setelah tahap ini masih ada empat tahap lagi yang harus dilewati.
Adapun tools yang bisa digunakan pada tahap define adalah voice of customer,
diagram SIPOC, dan tinjauan lokal. Adapun tools yang digunakan pada penelitian
ini adalah sebagai berikut:
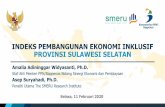
SIPOC Diagram
Analisa SIPOC adalah cara sederhana untuk mengidentifikasi pemasok dan
masukan mereka ke dalam proses, urutan proses, keluaran proses, dan kepentingan
pemasok terhadap keluaran (Saludin, 2016). Format SIPOC dapat dilihat pada
gambar di bawah ini
Supplier Input Process Output Customer
Dept. Kaca Lembaran Kaca
Potong sesuai
ukuran x dan y
Gosok ke tebal t
CNC/pembentuk
an pola tertentu
CS/Perkeras kaca
Cetak lapisan cat
Kaca ukuran X ± x dan Y ± y dan tebal t ± t dengan nilai CS : p Mpa dan DOL > q
um dan tanpa goresan
Dept. Laminasi
Gambar 2.1 Contoh SIPOC pembuatan Kaca Pelindung HP1
Sumber : Saladin
Adapun penjelasan mengenai bagian-bagian diagram SIPOC menurut
(Soemohadiwidjojo, 2017) adalah sebagai berikut:
1. Supplier – orang atau kelompok yang memberikan informasi, bahan baku, atau
sumber daya lainnya, ke dalam proses.
2. Input – sesuatu yang menjadi masukan proses

8
3. Process – sekumpulan langkah yang mengolah input dan menambahkan nilai pada
input.
4. Output – hasil dari proses (produk) atau proses final.
5. Customer – orang atau kelompok atau proses yang menerima output
Analisis SIPOC merupakan kerangka kerja yang dapat diterapkan pada proses
dengan berbagai skala dan ukuran. Adapun manfaat dari analisis SIPOC menurut
(Soemohadiwidjojo, 2017) adalah sebagai berikut:
1. Menampulkan sekumpulan aktivitas lintas fungsi organisasi dalam diagram tunggal
yang sederhana, yang memungkinkan organisasi melihat dengan perspektif
“bird’s-eye view” atau melihat gambaran besar dari proses.
2. Mendefinisikan proses dengan definisi dan batasan yang jelas.
3. Mengidentifikasikan aktivitas utama yang terlibat dalam proses dan hasil utama
dari proses tersebut.
4. Mencegah terjadinya detaul yang berlebihan yang dapat mengarah pada
kebingungan.
5. Membantu perencanaan dan pengukuran pencapaian sasaran.
6. Memperlihatkan keselarasan fungsi.
Pada perkembangannya, SIPOC Diagram saat ini mulai digunakan untuk
menggambarkan keseluruhan entitas yang terlibat dalam kegiatan audit internat di
suatu perusahaan. (Guerorguiev, 2018).
2.4.2 Measure
Tujuan dari langkah measure adalah mencari peluang untuk
perbaikan/peningkatan kinerja dan menetapkan ukuran yang akan dijadikan basis
pengukuran peningkatan kinerja setelah project Six Sigma diimplementasikan
(Soemohadiwidjojo, 2017). Saat memulai tahap measure, mula-mula yang harus
dilakukan adalah mengidentifikasi proses-proses internal yang krusial yang
mempengaruhi CTQ. Adapun tools yang dapat digunakan pada fase ini adalah
diagram pareto, Gage R & R, dan Measurement System Analysis. Pada tahap ini
juga menghitung nilai dari DPO (Defect Per Opportunity) dan juga DPMO (Defect

9
Per Million Opportunity), serta tingkat sigma pada perusahaan. Perhitungannya
adalah seperti uraian dibawah ini:
Menurut Soemohadiwidjojo (2017), Ukuran ini menunjukkan proporsi defect
atas jumlah total peluang dalam sebuah kelompok. DPO dan DPMO dihitung
menggunakan rumus:
𝐷𝑃𝑂 = 𝐽𝑢𝑚𝑙𝑎ℎ 𝑑𝑒𝑓𝑒𝑐𝑡 𝑦𝑎𝑛𝑔 𝑑𝑖𝑡𝑒𝑚𝑢𝑘𝑎𝑛
𝐽𝑢𝑚𝑙𝑎ℎ 𝑢𝑛𝑖𝑡 𝑝𝑟𝑜𝑑𝑢𝑘 𝑦𝑎𝑛𝑔 𝑑𝑖𝑝𝑒𝑟𝑖𝑘𝑠𝑎 𝑥 𝐽𝑢𝑚𝑙𝑎ℎ 𝐶𝑇𝑄 𝑝𝑜𝑡𝑒𝑛𝑠𝑖𝑎𝑙 (1)
𝐷𝑃𝑀𝑂 = 𝐷𝑃𝑂 𝑥 1.000.000 (2)
Adapun tools yang digunakan pada tahap ini adalah sebagai berikut:
Pareto Diagram
Diagram Pareto pertama kali dikembangkan oleh Joseph M. Juran, dan diberi
nama sesuai dengan nama Vilfredo Pareto, ahli ekonomi Italia yang menemukan
bahwa sebagian besar kekayaan di dunia hanya dimiliki oleh beberapa orang.
Dengan menggunakan Diagram Pareto akan diketahui secara spesifik hal-hal yang
menyebabkan masalah berdasarkan dampak atau frekuensi terjadinya
permasalahan. Selanjutnya setelah melakukan analisis terhadap permasalahan
tersebut maka dapat ditentukan faktor-faktor dominan yang memiliki pengaruh
paling besar menyebabkan terjadinya permasalahan untuk kemudian dibuat
prioritas perbaikannya (Soemohadiwidjojo, 2017)
Adapun kegunaan Diagram Pareto menurut Soemohadiwidjojo (2017) adalah
sebagai berikut:
1. Menunjukkan masalah utama atau pokok masalah yang dominan
2. Menyatakan perbandingan masing-masing masalah terhadap permasalahan secara
keseluruhan.
3. Menunjukkan perbandingan masalah sebelum dan sesudah perbaikan.
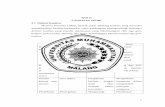
Diagram Pareto menggunakan diagram batang dalam penerapannya. Terdapat
dua sumbu y pada Diagram Pareto yaitu terletak pada sisi kanan dan sisi kiri. Sumbu
Y pada sisi kiri menunjukkan kekerapan terjadinya masalah tersebut. Sedangkan
Sumbu Y pada sisi kanan menunjukkan persentase kumulatif dari besaran yang
diukur. Faktor yang dominan biasanya digambarkan terletak di sisi kiri. Untuk

10
faktor dominan kedua terletak setelahnya dan seterusnya untuk faktor-faktor
dominan yang lain. Vilfredo Pareto, seorang ekonom Itali menemukan aturan 80/20
dengan melakukan studi akan distribusi kekayaan dari berbagai negara. Ia
menyimpulkan bahwa 20% minoritas menguasai 80% kekayaan masyarakat.
Aturan ini tetap relevan diterapkan pada berbagai bidang, termasuk dalam inisiatif
pengembangan kualitas yaitu 20% dari kecacatan akan menyebabkan 80% masalah.
(Hendradi, 2006)
Maka oleh karena itu 20% kecacatan yang ada pada proses produksi baja
tulangan beton akan menyebabkan 80% masalah. Sehingga 20% kecacatan itulah
yang diprioritaskan untuk diperbaiki terlebih dahulu.
Berikut ini adalah contoh dari diagram pareto:
Gambar 2.2. Contoh Pareto Diagram2
Sumber : Windarti
2.4.3 Analyze
Dalam mengimplementasi Six Sigma untuk perbaikan kinerja sistem dan proses
bisnis, target yang diinginkan adalah menghasilkan sistem atau proses bisnis yang
memiliki stabilitas dan kapabilitas sehingga mencapai zero defect. Untuk mencapai
kondisi tersebut, pada tahap Analyze perlu dilakukan pencarian dan analisis
terhadap hal-hal mendasar (root cause) yang menyebabkan terjadinya variasi pada
sistem atau proses, yang berpotensi menimbulkan defect. Dari hasil analisis
tersebut, selanjutnya dilakukan penyusunan prioritas penyelesaian masalah sesuai

11
dengan kontribusi permasalahan terhadap kepuasan pelanggan dan profitabilitas
organisasi (Soemohadiwidjojo, 2017). Adapun tools yang dapat digunakan adalah
fishbone diagram, pareto diagram, dan FMEA. Adapun tools yang digunakan pada
penelitian ini adalah sebagai berikut:
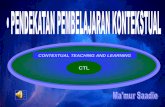
Cause-Effect Diagram
Menurut Soemohadiwidjojo (2017), Diagram Tulang Ikan pertama kali
dikembangkan oleh Kaoru Ishikawa. Nama “Tulang Ikan” sering digunakan karena
bentuk diagram ini menyerupai tulang ikan. Tujuan diciptakannya diagram ini
adalah untuk mendesain produk dan mencegah terjadinya defect, dengan
menganalisis dan menetapkan faktor penyebab yang paling berpengaruh dalam
terjadinya defect. Secara umum ketegori-kategori pada Diagram Tulang Ikan terdiri
atas hal-hal berikut:
1. Men/People : Sumber daya manusia yang terlibat dalam proses.
2. Method : Bagaimana proses dilaksanakan dan persyaratan spesifik
apa saja yang dibutuhkan untuk melaksanakan proses tersebut seperti kebijakan,
prosedur, dan peraturan perundangan.
3. Machine : Seluruh peralatan, komputer, perangkat yang dibutuhkan
untuk melaksanakan proses.
4. Material : Bahan mentah, bahan baku, suku cadang, alat tulis, dan
bahan-bahan lainnya yang digunakan sebagai input proses untuk membuat produk
akhir.
5. Measurement : Data kuantitas/kualitas kerja yang diperoleh dari proses yang
digunakan untuk mengevaluasi mutu serta teknik yang digunakan untuk
mengumpulkan data.
6. Environment : Kondisi seperti lokasi, waktu, suhu, dan budaya dimana proses
beroperasi.
Tujuan dari analisis sebab akibat menggunakan Diagram Tulang Ikan adalah
sebagai berikut:
1. Untuk mengenali penyebab penting terjadinya defect.
2. Untuk memahami semua akibat dan penyebab terjadinya defect.

12
3. Untuk membandingkan prosedur kerja.
4. Untuk menemukan pemecahan masalah yang tepat.
5. Untuk mengidentifikasi hal apa yang harus dilakukan.
6. Untuk mengembangkan proses.
Berikut ini adalah contoh gambar dari Cause-Effect Diagram
Gambar 2.3 Contoh Cause-Effect Diagram3
Sumber : Widarti
Cause-Effect Matrix
Sebuah Cause-Effect Matrix menghubungkan input kunci ke output kunci
menggunakan process map dan Cause-Effect diagram sebagai sumber utama dari
masukan informasi. Output utama dinilai sesuai dengan kepentingannya, sedangkan
input kunci dinilai dalam hal hubungan mereka dengan output kunci. Faktor yang
penting untuk setiap parameter adalah peringkat yang diperintahkan dan setiap
parameter input yang terdaftar berkorelasi dengan setiap parameter output.
Akhirnya, nilai total untuk setiap parameter diperoleh dengan mengalikan peringkat
kepentingan dengan nilai yang diberikan ke parameter dan menambahkan untuk
setiap parameter.
Untuk menjadi sangat yakin tentang tingkat kepentingan parameter, analisis
Pareto tambahan akan diterapkan. Diagram Pareto dengan jelas menampilkan

13
informasi tentang kepentingan relatif dari faktor-faktor masalah tertentu. Informasi
ini membantu mengidentifikasi faktor-faktor yang paling penting, yang akan
dianalisis terlebih dahulu. Hasil yang diperoleh dengan Cause-Effect Matrix dapat
digunakan untuk analisis dan optimasi lain seperti FMEA, mutli-vari analysis and
design of experiments. (Sokovic et al., 2005)
Skor korelasi antara input dan output yang digunakan adalah nilai 0 yang
berarti tidak ada korelasi, nilai 1 yang berarti korelasi lemah, nilai 3 yang berarti
moderate korelasi, dan nilai 9 yang berarti korelasi kuat. (Gygi et al., 2012)
Berikut ini adalah tahapan pembuatan Cause-Effect Matrix (SixSigmaTV.net):
1. Memilih syarat output dari proses atau CTQ
Gambar 2.4 Cause-Effect Matrix Process Outputs4
2. Tentukan skor prioritas untuk setiap output dari proses atau CTQ
Gambar 2.5 Cause-Effect Matrix Importance Rating of Outputs5
3. Masukkan langkah-langkah proses dan input proses.

14
Gambar 2.6 Cause-Effect Matrix Process Steps6
4. Beri nilai untuk korelasi atau hubungan antara input dan output proses.
Gambar 2.7 Cause-Effect Matrix Correlations Score7
5. Kalikan setiap skor prioritas output dengan setiap skor korelasi antara input dan
output proses, kemudian jumlahkan untuk setiap input.

15
Gambar 2.8 Cause-Effect Total of Process Outputs8
6. Membuat diagram pareto dari Cause-effect matrix di atas.
Gambar 2.9 Diagram Pareto dari Cause-Effect Matrix9
2.4.4 Improve
Dalam tahapan ini, dikembangkan alternatif solusi dan dipilih solusi yang
paling optimum untuk menghasilkan kinerja terbaik. Solusi yang dikembangkan
dapat melalui perancangan (atau perancangan ulang) dan implementasi proses baru
(Soemohadiwidjojo, 2017). Apapun metode statistik (statistical tools) yang
digunakan tim implementasi Six Sigma untuk mengidentifikasi variasi dalam
sistem/proses, serta apapun rencana tindakan yang diusulkan dan
diimplementasikan, efektivitasnya harus dievaluasi dengan melakukan pengukuran
pencapaian target kinerja. Secara umum, target pencapaian kinerja yang ingin
dicapai implementasi Six Sigma adalah penurunan DPMO menuju Zero Defect,
atau mencapai kapabilitas proses setara dengan tingkat six sigma atau lebih besar.
Hal ini dapat tercapai dengan melakukan pemantauan dan pengukuran secara terus-
menerus terhadap nilai DPMO dan kapabilitas sigma dari setiap CTQ proses.
Adapun tools yang bisa digunakan adalah Desain of Experiment, FMEA, Process
Map. Adapun tools yang digunakan pada penelitian ini adalah sebagai berikut:

16
Failure Mode and Effect Analysis
Menurut Soemohadiwidjojo (2017), Failure Mode and Effect Analysis
merupakan metodologi terstruktur untuk mengidentifikasi dan menganalisis
kegagalan/kesalahan (failure) yang sudah terjadi atau yang mungkin terjadi, dengan
tujuan mencegah kegagalan tersebut memberikan dampak negatif pada hasil sebuah
proses. FMEA banyak digunakan dalam reliability engineering, safety engineering,
dan quality engineering.
Dalam project-project Six Sigma, FMEA digunakan untuk mengidentifikasi
permasalahan, melakukan pengumpulan data, menganalisis usaha-usaha Voice of
Customer, prosedur, dan pelaksanaan inisiatif Six Sigma. Metode ini paling tepat
diimplementasikan untuk project-project yang memiliki situasi kompleks atau
beresiko tinggi, dimana diperlukan penekanan khusus untuk menghentikan
masalah.
Langkah-langkah yang dilakukan dalam FMEA adalah sebagai berikut:
1. Identifikasi masalah potensial (failure mode/defect) yang memiliki potensi muncul.
2. Melakukan analisis terhadap peluang terjadinya failure mode/defect , untuk
kemudian diberi skor berdasarkan dampak (tingkat keparahan/kerumitan),
profitabilitas (kemungkinan frekuensi terjadinya masalah), dan Detektabilitas
(kemungkinan deteksi kegagalan berdasarkan efektivitas metode pengendalian
eksisting)
3. Dari hasil skoring tersebut, ditetapkan nilai Risk Priority Number (RPN) yang
merupakan perkalian skor Dampak, Frekuensi, dan Detektabilitas. Nilai RPN ini
kemudian digunakan untuk memeringkatkan peluang kegagalan untuk kemudian
ditetapkan prioritas tindakan koreksi yang sebaiknya dilakukan.
4. Melakukan tindakan-tindakan untuk mengurangi risiko terjadinya masalah/defect

17
Tabel 2.1 Contoh Skor Tingkat Dampak1
Skor Tingkat Dampak/Severity
1 Tidak ada dampak yang relevan
2 Sangat minor (tidak ada kerusakan, tidak ada cedera)
3 Minor (Kerusakan ringan, cedera ringan)
4 Kritikal (kerusakan berat, cedera berat, maksimum 1
fatality)
5 Katastropi (operasi berhenti total, kerusakan sangat
berat, fatality > 1)
Tabel 2.2 Contoh Skor Tingkat Frekuensi2
Skor Tingkat Frekuensi/Probability/Occurance
1 Extremely Unlikely
2 Remote
3 Occasional
4 Reasonably Possible
5 Frequent
Tabel 2.3 Contoh Skor Tingkat Deteksi3
Skor Tingkat Deteksi
1 Certain
2 Almost Certain
3 High
4 Moderate
5 Low
6 Kegagalan tidak terdeteksi oleh operator atau
petugas maintenance

18
Tabel 2.4 Contoh Template FMEA4
No Process
Step
Potential
Failure
Mode
Potential
Failure
Effect
S
e
v
e
r
i
t
y
Potential
Cause
O
c
c
u
r
a
n
c
e
Current
Control
D
e
t
e
c
t
i
o
n
R
P
N
Action
Recommendation
1
2
3
4
5
Saat ini FMEA mulai dikombinasikan dengan Fault Tree Analysis. Dimana FTA
akan menggambarkan Failure Mode apa yang terjadi di level system, level function,
maupun level component. Kemudian FMEA digunakan untuk menilai Failure
Mode mana yang diprioritaskan untuk diperbaiki di setiap level-nya. (Peeters et al.,
2018)

19
2.5 Literatur Review
Tabel 2.5 Literature Review
No Jurnal Hasil / Manfaat untuk
perusahaan
Metode yang
digunakan
1. Application Six
Sigma
Methodology In
An Engineering
Educational
Institution
(Prasad et al.,
2012)
• Menjamin kualitas
pendidikan
• Penempatan lulusan di
perusahaan yang diinginkan
dan juga terkenal
• Berpeluang untuk studi lebih
tinggi
• Entrepreneurship
berkembang
• Persentase kelulusan
meningkat
• Define :
Penentuan
CTQ dan
SIPOC
Diagram
• Measure :
Perhitungan
mean sample,
standar
deviasi, Cp,
dan Cpk
• Analyze :
Cause-Effect
Diagram,
Pareto
Diagram
• Improve :
Failure Mode
and Effect
Analysis
• Control :
Control Chart
2. The Quality
Improvement of
Primer Packaging
• Sigma Level mengalami
peningkatan dari 4,2 menuju
5,1 yang berarti aplikasi Six
• Define :
Critical to
Quality Tree

20
Process Using Six
Sigma
Methodology
(Ditahardiyani et
al., 2009)
Sigma berpengaruh baik bagi
perusahaan.
• Measure :
Perhitungan
DPMO dan
Sigma Level
• Analyze : Root
Cause
Analysis
• Improve :
Failure Mode
and Effect
Analysis
• Control :
Management
control.
3 Pengendalian
Kualitas Untuk
Meminimasi
Produk Cacat
Pada Proses
Produksi Baja
Besi Beton
(Windarti, 2014)
• Produk cacat turun dari
57,657 ton menjadi 38,768
ton
• Sigma Level mengalami
kenaikan dari 2,96 menjadi
3,17
• Define :
menentukan
sasaran dan
tujuan
peningkatan
proses dan
identifikasi
cacat produk
• Measure :
Pareto
Diagram,
perhitungan
DPMO dan
tingkat sigma
• Analyze :
Control Chart,

21
Cause-Effect
Diagram
• Improve :
Failure Mode
and Effect
Analysis
• Control :
Penerapan
usulan dan
perhitungan
DPMO dan
tingkat sigma
sesudah
penerapan
4. Application of Six
Sigma
Methodology to
Reduce Defect of
a Grinding
Process
(Gijo et al., 2011)
• Angka cacat turun dari 16,6%
menjadi 1,19%
• Define :
Membuat tim
pelaksana Six
Sigma dan
SIPOC
Diagram
• Measure :
Gage R & R
• Analyze :
Pareto
Diagram dan
Cause-Effect
Diagram
• Improve :
Design Of
Experiment

22
• Control :
Internal audits
dan control
chart.
5. Minimasi Defect
Produk dengan
Metode Six Sigma
(Dewi, 2012)
• Nilai DPMO turun menjadi
10922,92 dari 15576,73
• Nilai Sigma naik menjadi 3,8
dari 3,7
• Define :
Penentuan
sasaran dan
tujuan
perbaikan dan
identifikasi
cacat produk.
• Measure :
Pareto
Diagram dan
menghitung
DPMO dan
tingkat sigma
• Analyze :
Cause-Effect
Diagram
• Improve :
Failure Mode
and Effect
Analysis
• Control :
Perhitungan
Kapabilitas
Proses dan
nilai sigma.