BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan · Strarsbouurrg 1, Perancis. Lampiran 1. Peta Proses...
27
ϵϭ BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan Dari hasil pengembangan layout dan perhitungan jaraknya, dapat disimpulkan bahwa: a. Permasalahan penempatan mesin-mesin di lantai produksi dengan memberikan rancangan tata letak yang baru dapat diselesaikan dengan usulan tata letak alternatif 1. b. Jarak tempuh aliran material pada alternatif 1 lebih pendek daripada alternatif 2, yaitu sebesar 663,36 m atau lebih pendek 267,66 m dari jarak tempuh aliran material pada alternatif 2. c. Rancangan tata letak alternatif 1 menunjukkan keteraturan dalam penempatan mesin-mesin produksi berdasarkan kesamaan proses. Untuk permasalahan aliran backtracking, rancangan layout usulan tetap ada dan sama dengan layout saat ini karena aliran proses produksi tidak ada yang dihilangkan dan diganti. Untuk permasalahan perpotongan aliran proses, rancangan layout alternatif 1 tidak mengalaminya lagi. Untuk permasalahan luas area kerja dan operator, rancangan layout usulan memberikan kelonggaran luas area tersebut. 6.2. Saran Sebaiknya dilakukan analisis sampai dengan perhitungan biaya material handling dan waktu tempuh perpindahan material dari usulan perbaikan rancangan tata letak lantai produksi yang baru. Selain itu dilakukan perhitungan kapasitas produksi perusahaan agar dapat mengetahui kemampuan perusahaan dalam pemenuhan order produksi. 6.1. Kesimpulan Dari hasil pengembangan n n la la layout dan perhitun nga ga gan jaraknya, dapat disimpulkan bahwa: a. Permasala a ah ha han penempat t tan a a mesin-mesin di lantai ai i produksi dengan memb b be e erikan rancangan tat at ata le e et ta tak k k ya ya yan n ng b b bar ar aru dapat disele le esa s s ikan dengan us s su u ulan tata leta ak k k al al alt t tern rn rnatif 1. b. Jarak tem m mpu pu puh alir r ran mater ria ia al l l pa pa pada da da a a alt lt lter er erna na nati t f 1 lebih h h pendek ek ek d d daripada al a a ternati f 2, yai ai aitu tu t s s seb eb ebesar 6 6 66 63 63,36 m atau l lebih pendek k 26 26 267, 7 66 m m m d d dar ar ari i jarak te emp m m uh alir ir iran an an mater r ria ia ial l pa ada d alternatif 2. c. R R Ran an ancang ng gan a tata letak alternat atif 1 menun nju jukkan k ket et eterat at tur r ran an an dalam m m pe penem m mpatan mesin-m -mes e in produ uks si berdasar arka kan kesamaan n p rose se ses. s. s. Untuk perm m masalahan aliran ba back c trackin ng, , rancanga gan layout usulan tet et etap a a ada da da dan sa a am ma d den enga gan layout sa aat at ini karen na alir ran an proses prod duk uksi si tidak ak k ada da da y y yan a a g d di dihilangkan da dan n di d ganti. U Unt ntuk pe erma masa salahan pe perp rpot otongan alira a an proses, r ra rancangan layout al alte tern nat atif 1 1 tid idak m men nga ala lam miny nya lagi. Untuk perm m masalahan an an l lu uas area kerja dan op operator, rancan angan layout usulan me e emberi ri rik ka k n k ke kelongga ara ran n lu luas as a a are re rea a a te te ters rs rsebut. 6.2. Saran Se Se Seba b b iknya dilakukan analisis sampai dengan perhitungan biaya material h h ha an and dl dlin n ng g g da da dan n n wa wa wakt u t temp uh uh p p er er erpi p pind nd ndah ah ahan an an m m material da da dari r ri u u usu s sula la lan n n pe pe rb b rb i i aik k kan ra nc nc ncan an anga ga gan n n ta ta tat ta ta le le leta ta tak lantai pro odu du duks ks ksi i i yang baru. S S Sel el elai ai ain n n itu dilakuka ka kan n n pe pe perhitungan ka ka kap pa pas si sitas pr pr rod od o uk uk uksi si si p p per er erusah ah haa aa aan agar dap p pat a a mengeta ta ahui kemamp mp pua ua uan pe pe peru ru rusa sa saha ha haan an an dalam pemenuhan order produksi.
Transcript of BAB 6 KESIMPULAN DAN SARAN 6.1. Kesimpulan · Strarsbouurrg 1, Perancis. Lampiran 1. Peta Proses...
BAB 6 KESIMPULAN DAN SARAN
6.1. Kesimpulan Dari hasil pengembangan layout dan perhitungan jaraknya, dapat disimpulkan
bahwa:
a. Permasalahan penempatan mesin-mesin di lantai produksi dengan
memberikan rancangan tata letak yang baru dapat diselesaikan dengan
usulan tata letak alternatif 1.
b. Jarak tempuh aliran material pada alternatif 1 lebih pendek daripada alternatif
2, yaitu sebesar 663,36 m atau lebih pendek 267,66 m dari jarak tempuh
aliran material pada alternatif 2.
c. Rancangan tata letak alternatif 1 menunjukkan keteraturan dalam
penempatan mesin-mesin produksi berdasarkan kesamaan proses. Untuk
permasalahan aliran backtracking, rancangan layout usulan tetap ada dan
sama dengan layout saat ini karena aliran proses produksi tidak ada yang
dihilangkan dan diganti. Untuk permasalahan perpotongan aliran proses,
rancangan layout alternatif 1 tidak mengalaminya lagi. Untuk permasalahan
luas area kerja dan operator, rancangan layout usulan memberikan
kelonggaran luas area tersebut.
6.2. Saran Sebaiknya dilakukan analisis sampai dengan perhitungan biaya material handling
dan waktu tempuh perpindahan material dari usulan perbaikan rancangan tata
letak lantai produksi yang baru. Selain itu dilakukan perhitungan kapasitas
produksi perusahaan agar dapat mengetahui kemampuan perusahaan dalam
pemenuhan order produksi.
6.1. KesimpulanDari hasil pengembangan n n lalalayout dan perhitunngagagan jaraknya, dapat disimpulkan
bahwa:
a. Permasalaaahhahan penempatttanaa mesin-mesin di lantaiaii produksi dengan
membbbeeerikan rancangan tatatata leeettatak k k yayayannng bbbarararu dapat diseleleesass ikan dengan
usssuuulan tata letaakkk alalalttternrnrnatif 1.
b. Jarak temmmpupupuh alirrran materriaiaalll papapadadada aaaltltltererernananatit f 1 lebihhh pendekekek dddaripada alaa ternatif
2, yaiaiaitutut sssebebebesar 66666363,36 m atau llebih pendek k 2626267,7 66 mmm dddararari i jarak teempmm uh
aliririrananan materrriaiaiall paadad alternatif 2.
c. RRRananancangnggana tata letak alternatatif 1 menunnjujukkan kketeteteratatturrrananan dalammm
pepenemmmpatan mesin-m-mese in produukssi berdasararkakan kesamaann pproseseses.s.s. Untuk
permmmasalahan aliran babackc trackinng,, rancangagan layout usulan tetetetap aaadadada dan
saaamma ddenengagan layout saaatat ini karenna alirranan proses proddukuksisi tidakakk adadada yyyanaa g
ddidihilangkan dadann did ganti. UUntntuk peermamasasalahan peperprpototongan aliraaan proses,
rrarancangan layout alalteternnatatif 11 tididak mmenngaalalamminynya lagi. Untuk permmmasalahananan
lluuas area kerja dan opoperator, rancanangan layout usulan meeemberiririkkak n
kkekelonggaararann luluasas aaarerereaaa tetetersrsrsebut.
6.2. Saran SeSeSebabb iknya dilakukan analisis sampai dengan perhitungan biaya material hhhaananddldlinnngg g
dadadan n n wawawakttu ttemppuhuh ppperererpippindndndahahahananan mmmaterial dadadarirri uuusussulalalannn pepeperbbrb iiaikkkan raaancncncananangagagannn tatatattata
leleletatatak lantai proodududuksksksiii yanggg baru. SSSelelelaiaiainnn itu dilakukakakan n n pepeperhitungan kakakappapassisitas
prprrododo ukukuksisisi ppperererusahahhaaaaaan agar dapppataa mengetataahui kemampmppuauauan pepeperururusasasahahahaananan dalam
pemenuhan order produksi.
DAFTAR PUSTAKA
Apple, J.M. (1990). Tata letak pabrik dan pemindahan bahan. Bandung: Institut
Teknologi Bandung.
Arya,V. dan Chauchan, S.S. (2013). Increased productivity and planning by
improved plant layout using systematic layout planning at NCRM division,
Bhushan Steels Ltd. Khopoli, Mumbai. International Journal of Innovations
in Engineering and Technology, 2(2), 297-304.
Braglia, M. (1996). Optimization of a simulated-annealing-based heuristic for
single row machine layout problem by genetic algorithm. International
Transactions in Operational Research, 3(1), 37–49.
Chen, D.S., Wang, Q., dan Chen, H.C. (2001). Linear sequencing for machine
layouts by a modified simulated annealing. International Journal of
Production Research, 39(8), 1721–1732.
Drira, A., Pierreval, H., dan Hajri-Gabouj, S. (2007). Facility layout problems: a
survey. Annual Reviews in Control, 31(2), 255–267.
Dweiri, F. dan Meier, F.A. (1996). Application of fuzzy decision-making in facilities
layout planning. International Journal of Production Research, 34(11),
3207–3225.
Francis, R. L., Jr., L.F.M., dan White, J.A. (1992). Facility layout and location: an
analytical approach. New Jersey: Prentice Hall.
Hassan, M.M.D. (1994). Machine layout problem in modern manufacturing
facilities. International Journal of Production Research, 32(11), 2559–
2584.
Ho, Y.C., Lee, C. dan Moodie, C.L. (1993). Two sequence-pattern, matching-
based, flow analysis methods for multi-flowlines layout design.
International Journal of Production Research, 31 (7), 1557-1578.
Koopmans, T.C. dan Beckmann, M. (1957). Assignment problems and the
location of economic activities. Econometrica, 25(1), 53–76.
Teknologi Bandung.
Arya,V. dan Chauchannn, SSS.S. (2013). Increaseddd ppproductivity and planning by
improved ppplalalant layout using systematic layout plananannin ng at NCRM division,
Bhusshahahan Steels Ltd. Khhhoopo oli, Mumbai. International Joourururnal of Innovations
ininn EEngineeririringngg aaandnn Technhnh oloo ogogogyyy, 2((2(2)2)2),, 292997-7--3030304.
Bragagaglia, M. (1(1(1996). OpOpOptitiimization of a simulated-dd annnnenenealing-babb sed heeeuruu istic for
siiingngnglelele rrroowo maccchihihinnene layout prproblem byb gggenenenetic algggorororititithmhmhm. Internnnataa ional
TrTrTrananansactiooonnsns in Operational Reesearch, 3(1), 37–4–449.9.9.
Chhhenenen, D.S.,,, WWaW ng, Q.Q., dan Chen, HH.C.C (2001). Linneae r sequenenencinggg fororor mmmachineee
laayyoyouts by a mmoodified simuulaated annealalining. Internatiooonann l JoJoJourururnnnal of
PPrP oduction Researcrchh,, 39(8), 11721–17322.
DDDrira,,, A., Pierrrrevevalal, H., dan HaHajrjri-Gaaboouj, SS. ((2007). Facacililitityy layout ppproblememems:s:s: a
survey. Annuualal RReve iewss in CoConttroroll, 3131(2), 225555–2–2667.
Dweeieiri, F. dan Meier, F.A. (1999696). AApplicatit onn ooff fuzzy decision-making inn facilillititities
llayoutut pplalannnnininng.g.g. InInInteteternrrnational Journaal l ofofof PPProroroduductctioionn ReResearchchch, 3334(11))),,,
32077–333222222555.
FrFF ancis, R. L., Jr., L.F.M., dan White, J.A. (1992). Facility layout and locatiiononon: : annn
anananalalytyy ical apppppproach. New Jersey: Prentice Hall.
HaHaHassan, M.M.D. (((191919949494). Machihihinenene lllayayayouououttt problemm ininin mmmodern manufafafactctctururriing
fafafacicicilililitititieseses. InInnteteternational JoJoJ urnal of PPPrroduction ReReResearararchchch,,, 323232(1(1(11)1)1),,, 222559–
25252588484.
Ho, Y.C., Lee, C. dan Moodie,, C.L. (19933). Two sequence-pattern, matching-
based, flow analysis methods for multi-flowlines layout design.
International Journal of Prroroductioonnn Research, 31 (7), 1557-1578.
Koopmans, T.C. dan Beckmann, MM. (1957). Assignment problems and the
location of economic activities Econometrica 25(1) 53–76

Lasarus, L. (2011). Perancangan ulang tata letak lantai produksi divisi sarung
tangan PT. Adi Satria Abadi. (Skripsi). Program Studi Teknik Industri,
Fakultas Teknologi Industri, Universitas Atma Jaya, Yogyakarta.
Meyers, F.E. dan Stephens, M.P. (2005). Manufacturing facilities design and
material handling (Ed. 3). New Jersey: Prentice Hall, Inc.
Muther, R. (1974). Systematic layout planning (Ed.2). Boston: Chahners Books.
Ramakrishnan, S. dan Srihari, K. (2008). A novel method to re-layout facilities
using industrial engineering concepts. Industrial Engineering Research
Conference, 655–660.
Raman, D., Nagalingam, S.V., Gurd, B.W., dan Lin, G.C.I. (2009). Towards
measuring the effectiveness of a facilities layout. Robotics and Computer-
Integrated Manufacturing, 25(1), 191-203.
Sabharwal, A., Syal, M., dan Hastak, M. (2008). Impact of manufactured housing
component assembly redesign on facility layout and production process.
Construction Innovation, 9(1), 58-71.
Shah, C.R. dan Joshi, A.M. (2013). Increased productivity in factory layout by
using systematic layout planning (SLP). International Journal of Advanced
Engineering Technology, 61-63.
Shayan, E. dan Chittilappilly, A. (2004). Genetic algorithm for facilities layout
problems based on slicing tree structure. International Journal of
Production Research, 4055–4067.
Shewale, P.P., Shete, M.S., dan Sane, S.M. (2012). Improvement plant layout
using systematic layout planning (SLP) for increased productivity.
International Journal of Advanced Engineering Research and Studies,
259-261.
Tompkins, J.A., White, J.A., Bozer, Y.A. dan Tanchocho, J.M.A. (2002). Facilitites
planning (Ed. 3). United States of America: John Wiley dan Sons, Inc.
Vaidya, R.D., Shende, P.N., Ansari, N.A., dan Sorte, S.M. (2013). Plant layout for
effective production. International Journal of Engineering and Advanced
Technology, 500-504.
Meyers, F.E. dan Stephens, MMM PP.P. (2(2(20000005)5)5).. Manufacturing facilities design and
material handlinngg g ((E(Ed. 3). New Jersey: Prentntnticicice Hall, Inc.
Muther, R. (19747474))). Systematic layout planning (Ed.2). Bostttononon: Chahners Books.
Ramakrisshnhnhnan, S. dan Srihari,,, K.K.K. (((202020080808).).). AAA nnnovovovelee method to re-e-e-layout facilities
using industststrir alalal eeenngn ineeeeringngn concececepppts.ss InInIndududustststriririaaal Engineeringngng Research
Confferererene ce, 6566 5–660.
Raman,n,n, DDD., Nagalallininingag m, S.V., Gurd,d B.W., dan LLininn, G.C.I. (((202020090909). Towwwaraa ds
mememeasurrrinining the e effectiveness ofof a facilities layooutu . Roobobobotics aanddd CCComomomputeteer-
Inteeeggrgrated Manufufaca turing, 25(1)), 191-203.
SaSaSabhbb arwwaw l, A., Syal, M., ddanan Hastak,, MM. (2008).. Immpact of manufactctcturededed hhhououousiss ng
coompmponent assembblyly rredesiggn on faccililittyy layout and pprorodudu tctioioion prrrocococeesess.
Construcuctitionon Innovatioon,n 99(1),, 588-71..
Shahhh, C.R. dan Joshii, A.A.M.M. (200133)). Incncreaasedd prorodductivity in factoryy layout bybyby
using systematic layouout t plana ning (SLS P)P). International Journal of AAAdvannnccced
EEngigineneererining g TeTechchchnononololologygyg , 61-63.
Shayan, E. dan Chittilappilly, AAA. (2(2(2004)4)4).. GGeGenetic algorithm for facilities layououout t
problems based on slicing tree structure. International Journaaalll ofofof
Production Research, 4055–4067.
ShShS ewalalaleee, PPP PP.P., SSShehehetetete,,, MMM.SSS., dadadannn SaSaSanenee,,, S.S.S.MMM. ((202020121212).).). IIImpmpmproroovevevememementntnt pllanttt lllayayayooout
usususinininggg sysysysstemmmatatatiic layyyouoo t plllanananning (((SSSLP) fffororor iincncncrerereasasasededed ppprororodududucctctivity.
InInInteteternrnrnatatatiiional Journal of AAAdvanceeddd Engineering Reseseearararchchch aaandndnd Studies,
259-261.
Tompkins, J.A., White, J.A., Bozzeree , Y.A. dannn Tanchocho, J.M.A. (2002). Facilitites
planning (Ed. 3). United SStatat tes of AAAmerica: John Wiley dan Sons, Inc.
Vaidya, R.D., Shende, P.N., Ansari, N.AAA., dan Sorte, S.M. (2013). Plant layout for
effective production. Internatioioional Journal of Engineering and Advanced
Watanapa, A., Kajondecha, P., Duangpitakwong, P., dan Wiyaratn, W. (2011).
Analysis plant layout design for effective production. International
Multiconference of Engineers and Computer Scientists, Vol 2.
Wignjosoebroto, S. (1996). Tata letak pabrik dan pemindahan bahan (Ed. 3).
Jakarta: PT. Guna Widya.
Wiyaratn, W. dan Watanapa, A. (2010). Improvement plant layout using
systematic layout planning (SLP) for increased productivity. World
Academy of Science, Engineering and Technology, 373-377.
Zhou, J. (1998). Algorithmes et outils pour l’analyse des flux de production
a`l’aide du concept d’ordre. (Disertasi). Doctor of Philosophy, Universitas
Strasbourg 1, Perancis.
Wignjosoebroto, S. (1996). Taaatatata llletetetakkak pppabababrir k dan pemindahan bahan (Ed. 3).
Jakarta: PT. Gununnaaa WWidya.
Wiyaratn, W. dddaan Watanapa, A. (2010). Improvemennnttt plant layout using
syststteeematic layout planananniiingngng (((SLSLSLP)P)P) fororo increased prororodud ctivity. World
AAAcademy ofofof SScicicienenence, Ennngigigineneneerererinining g g ananand TeTeTechchchnononololologygg , 373-377.7
Zhhhooou, J. (1999989898). Alglglgorithmess eeettt ouououtititilslsls pppououour r l’analyssee dess fluxuu de prrrodoo uction
a`a`a`l’l’l’aiaiaidedede du coooncncnceept d’ordre. (DiD sertasi). Doctcttororor of Phhhillilosssopopophyhyhy, Univererersitas
StStStrarr sbouuurrgrg 1, Perancis.

Lampiran 1. Peta Proses Operasi Celana Dalam Seri 1366
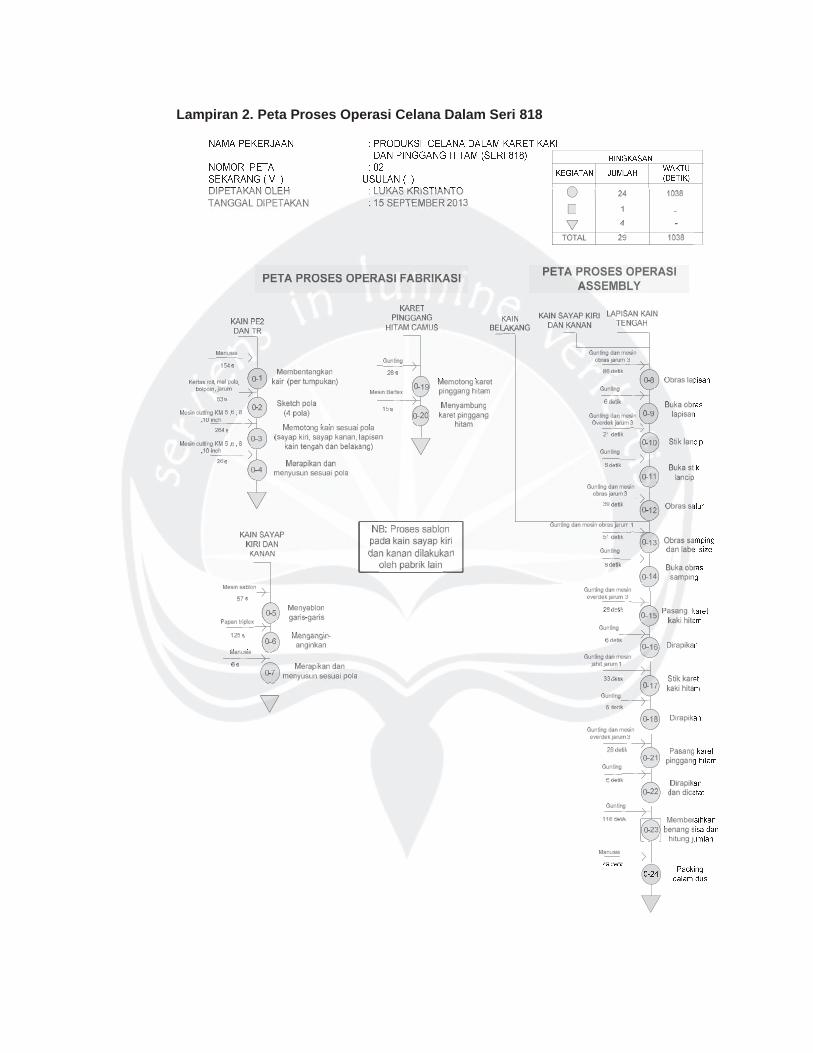
Lampiran 2. Peta Proses Operasi Celana Dalam Seri 818

Lampiran 3. Peta Proses Operasi Celana Dalam Seri 289, 838

Lampiran 4. Peta Proses Operasi Celana Dalam Seri 108, 007, 228
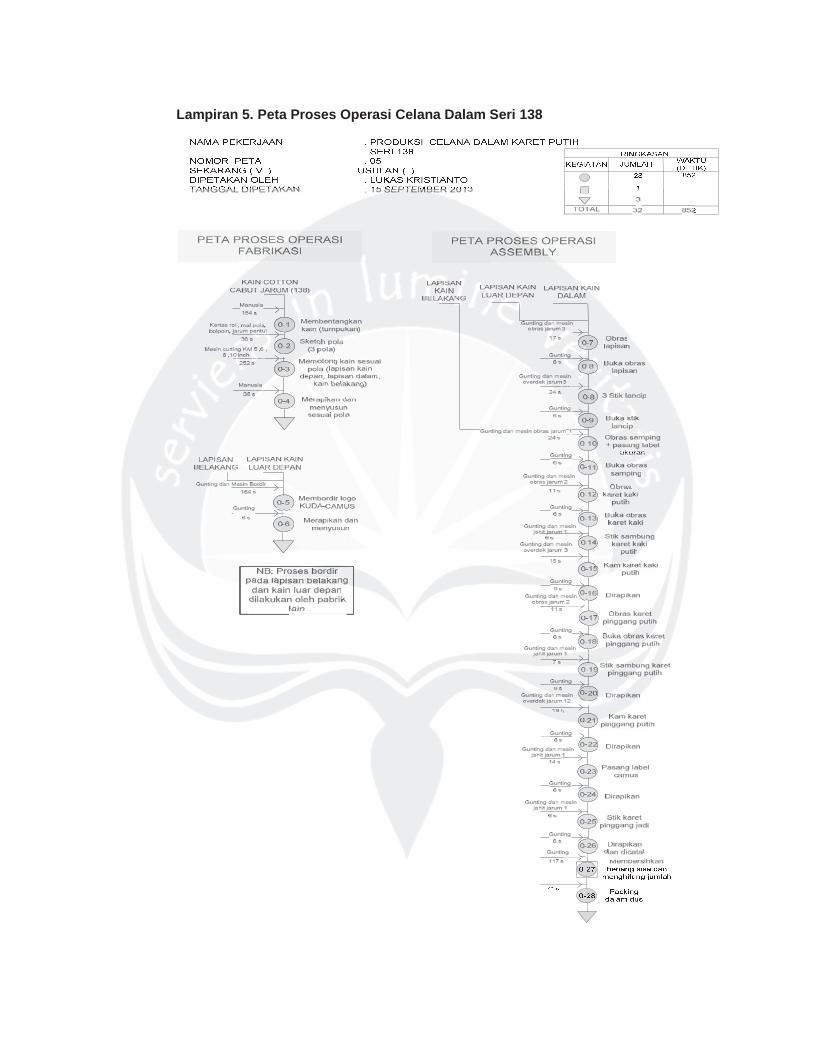
Lampiran 5. Peta Proses Operasi Celana Dalam Seri 138
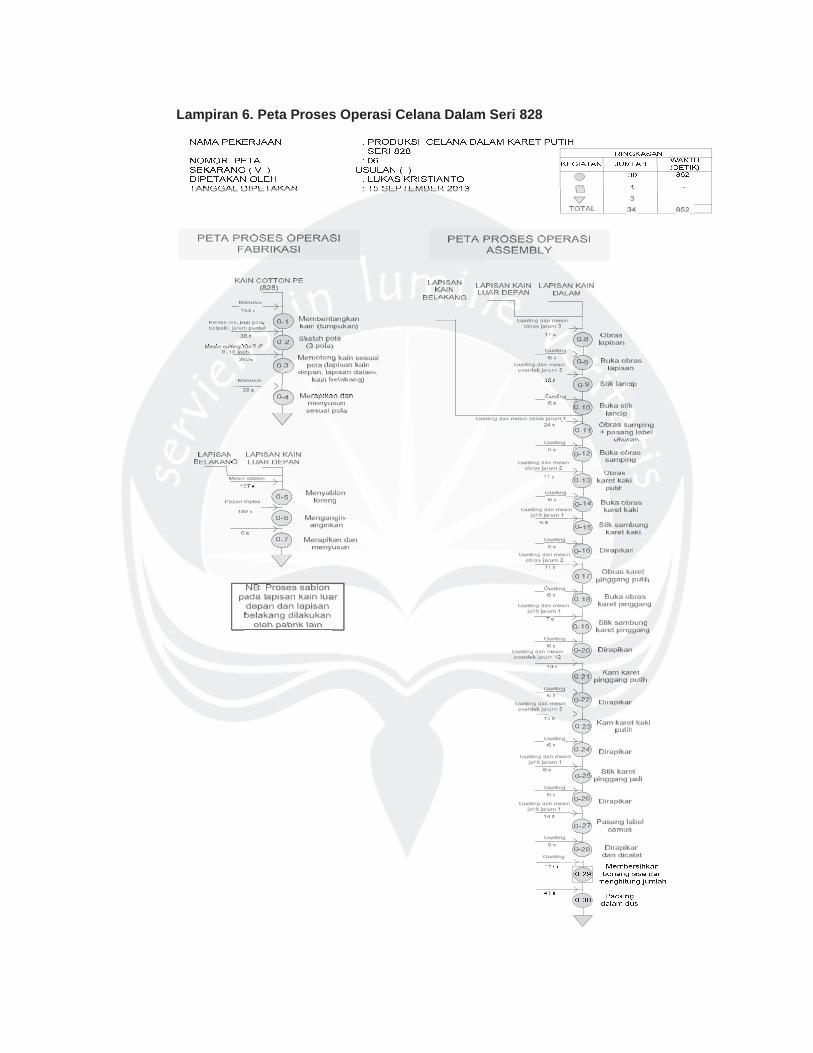
Lampiran 6. Peta Proses Operasi Celana Dalam Seri 828

Lampiran 7. Peta Proses Operasi Celana Dalam Seri 888

Lampiran 8. Peta Proses Operasi Celana Dalam Seri 899
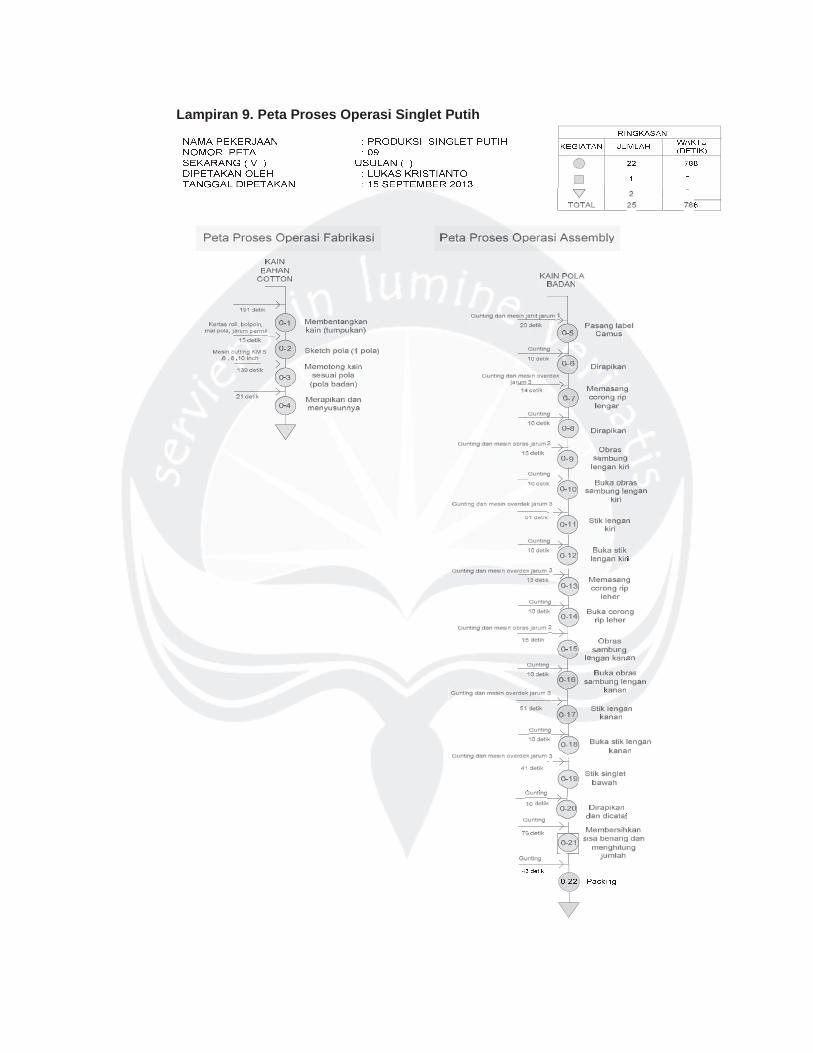
Lampiran 9. Peta Proses Operasi Singlet Putih
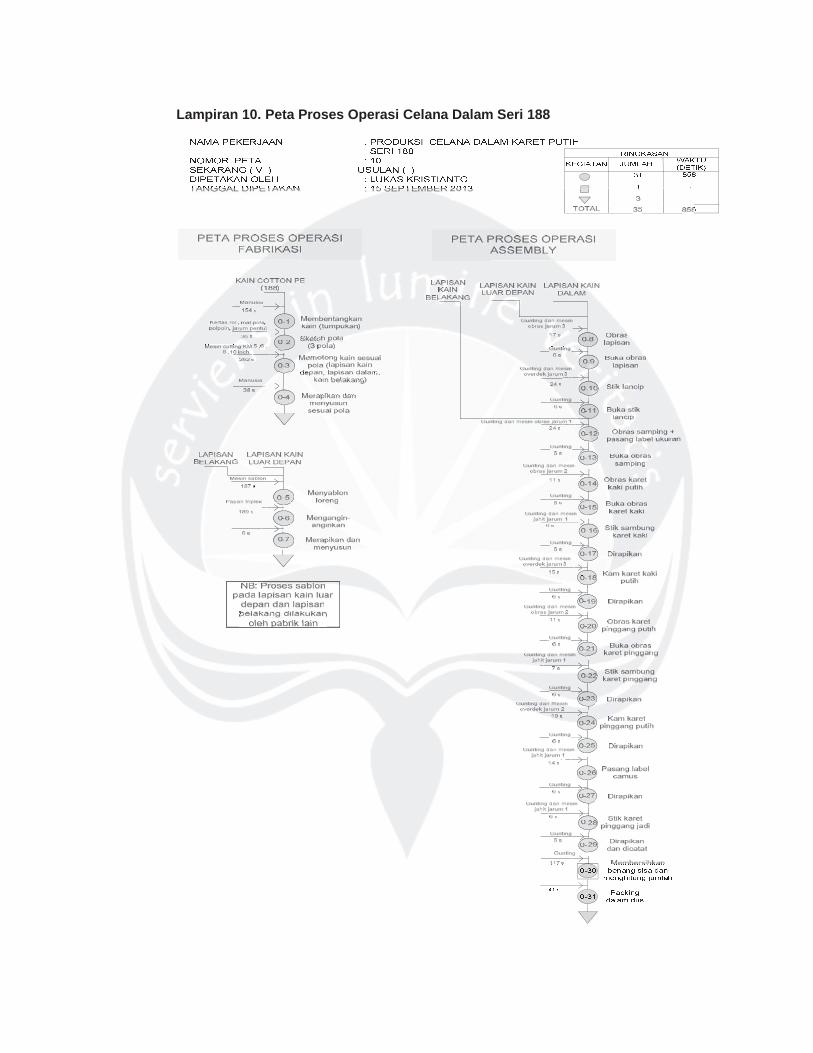
Lampiran 10. Peta Proses Operasi Celana Dalam Seri 188
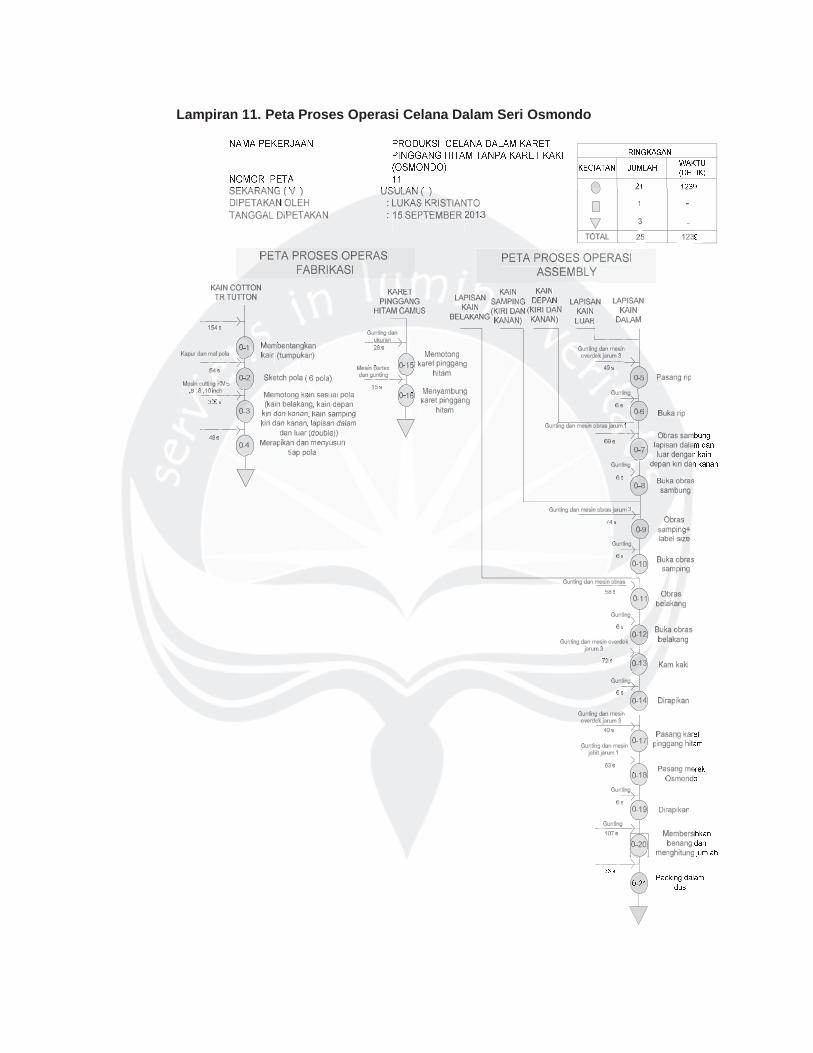
Lampiran 11. Peta Proses Operasi Celana Dalam Seri Osmondo

Lampiran 13. Aliran Material Layout Alternatif 1 pada Kelompok 1
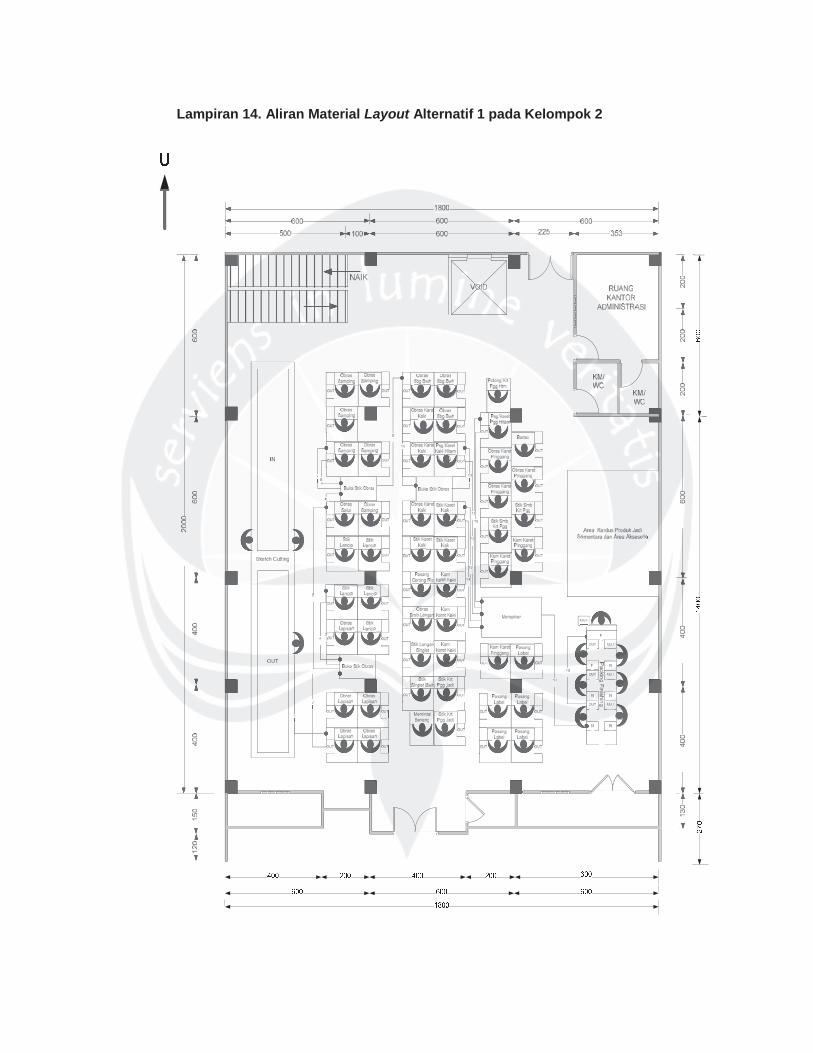
Lampiran 14. Aliran Material Layout Alternatif 1 pada Kelompok 2

Lampiran 15. Aliran Material Layout Alternatif 1 pada Kelompok 3
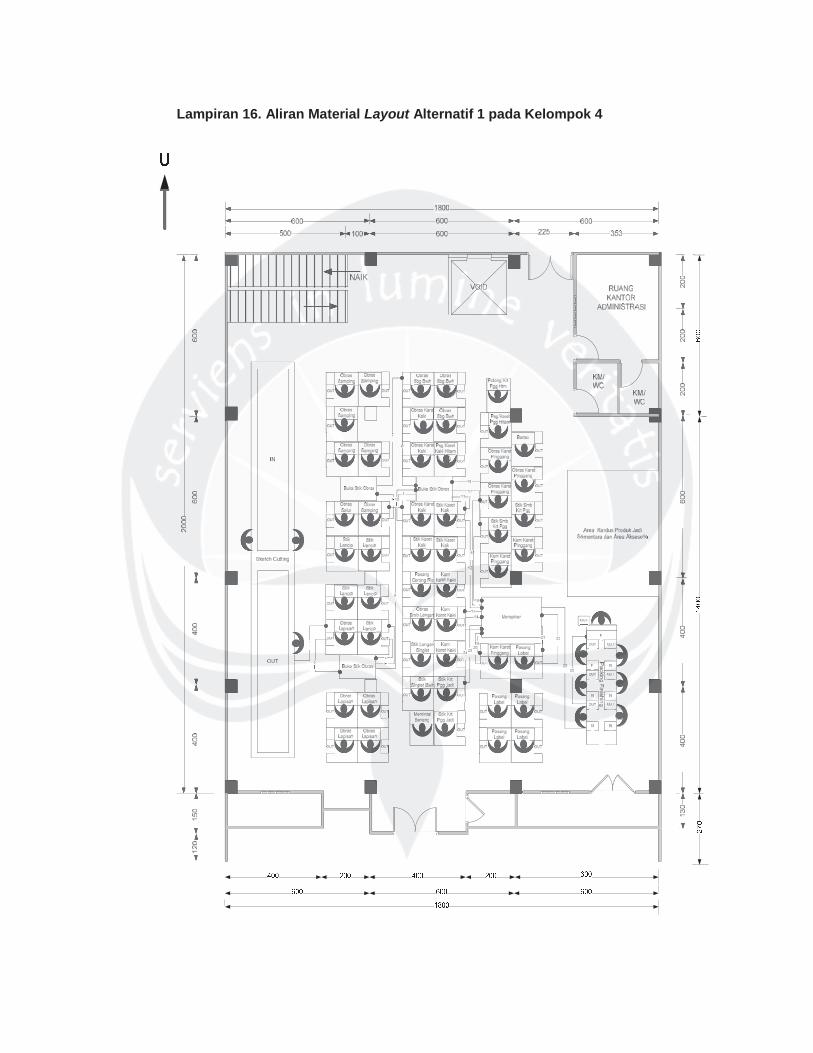
Lampiran 16. Aliran Material Layout Alternatif 1 pada Kelompok 4

Lampiran 17. Aliran Material Layout Alternatif 1 pada Kelompok 5
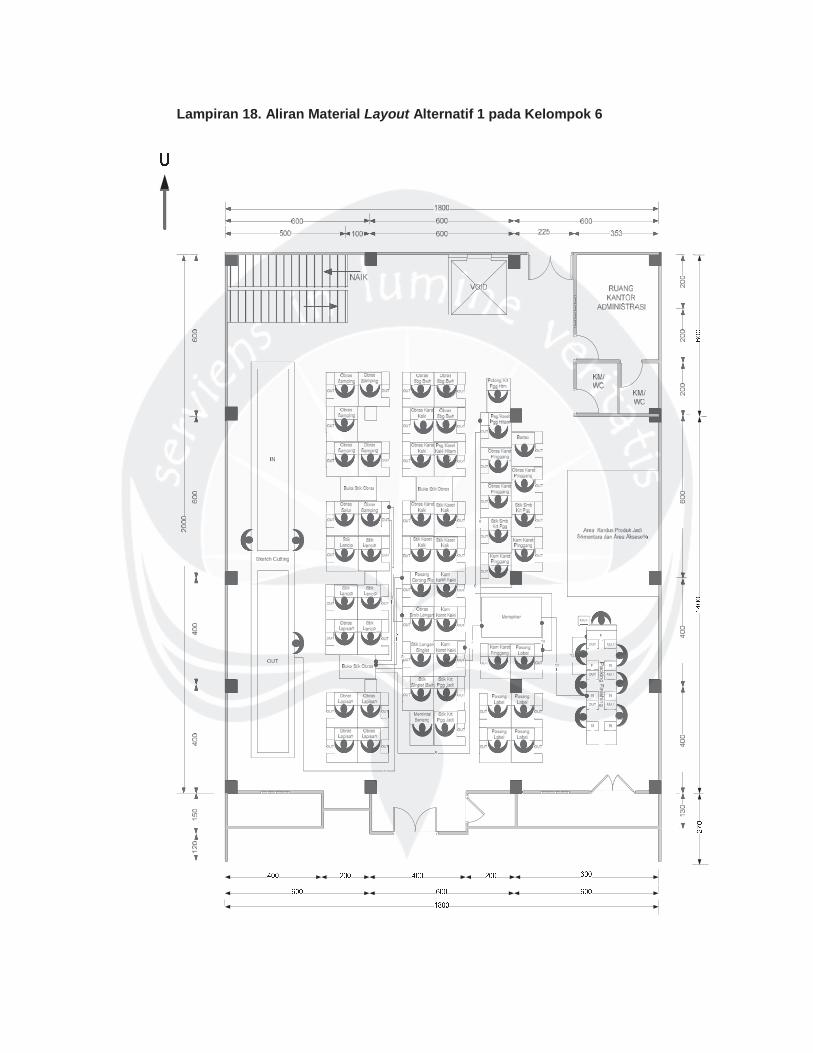
Lampiran 18. Aliran Material Layout Alternatif 1 pada Kelompok 6
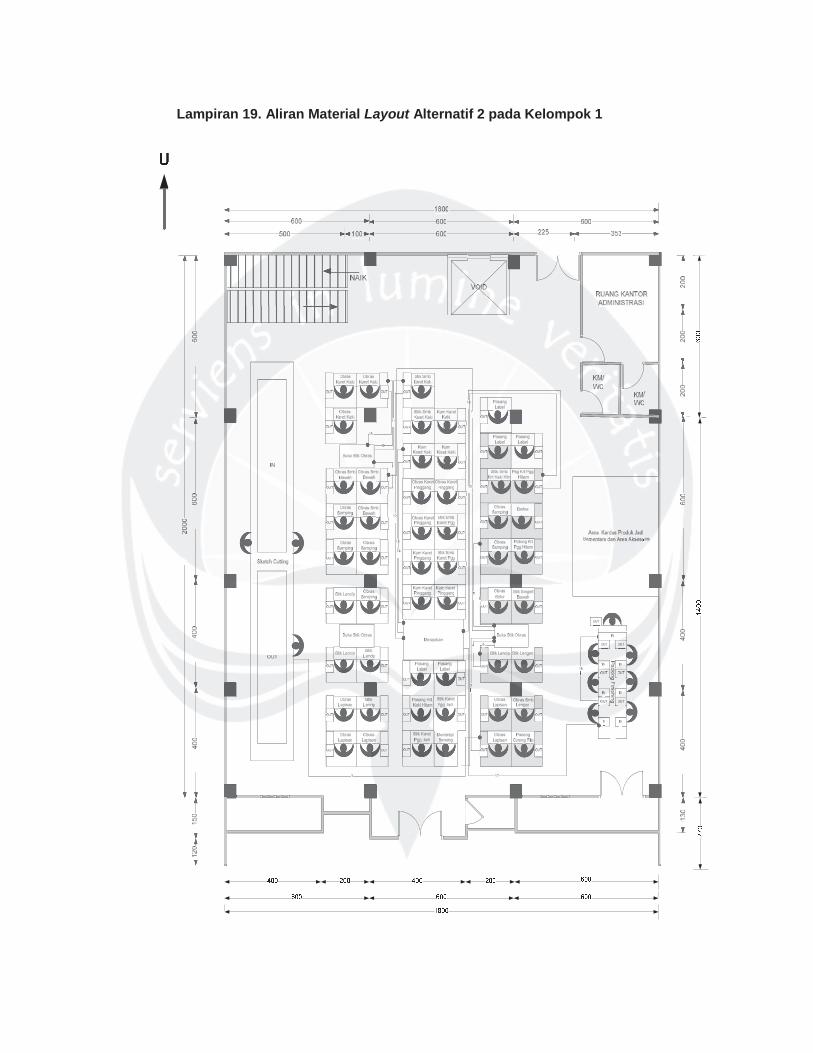
Lampiran 19. Aliran Material Layout Alternatif 2 pada Kelompok 1
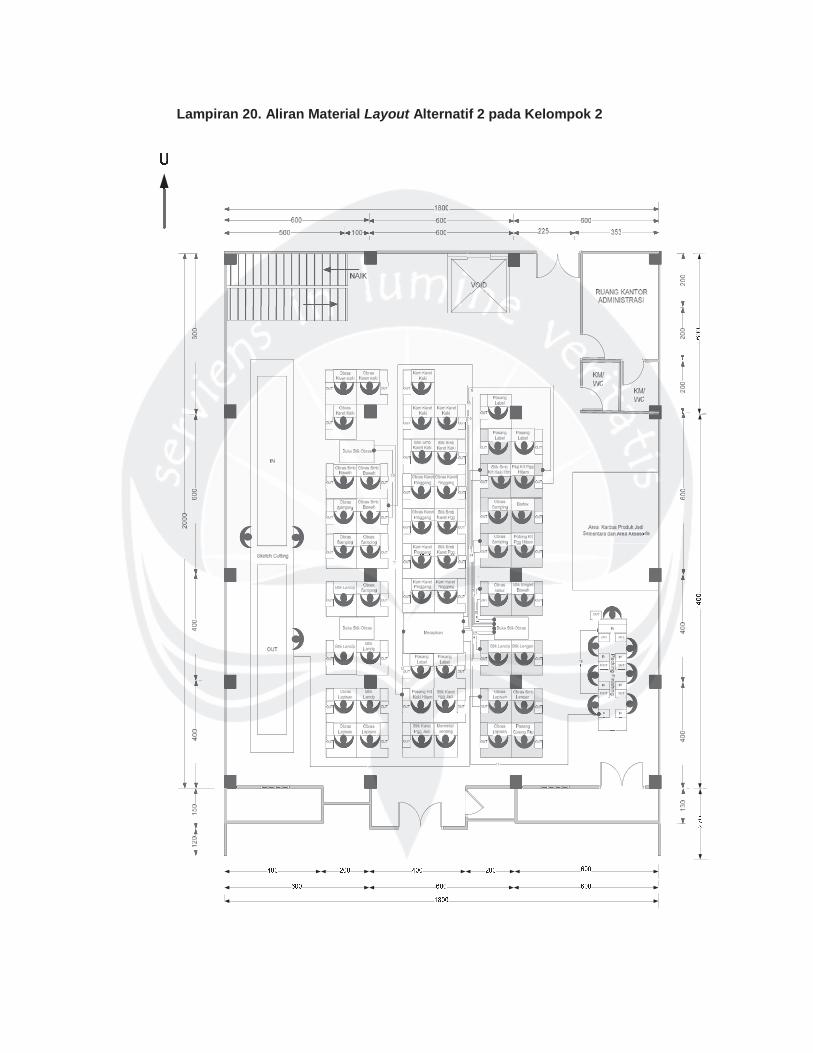
Lampiran 20. Aliran Material Layout Alternatif 2 pada Kelompok 2
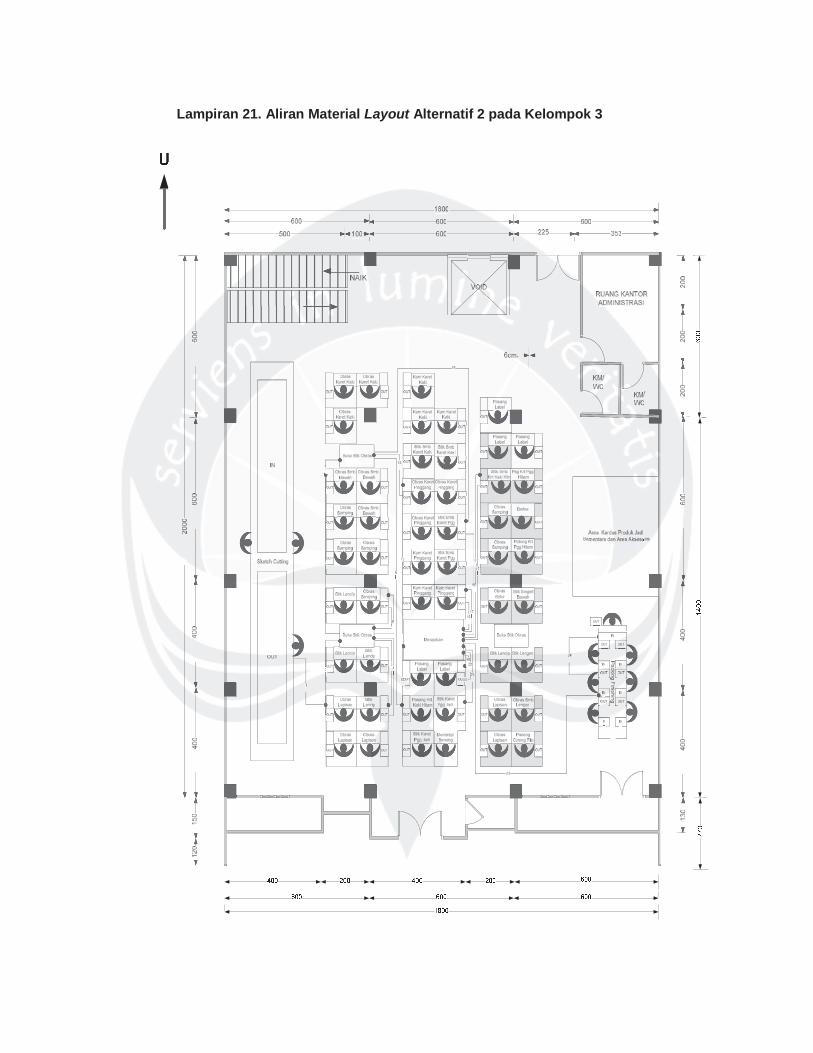
Lampiran 21. Aliran Material Layout Alternatif 2 pada Kelompok 3
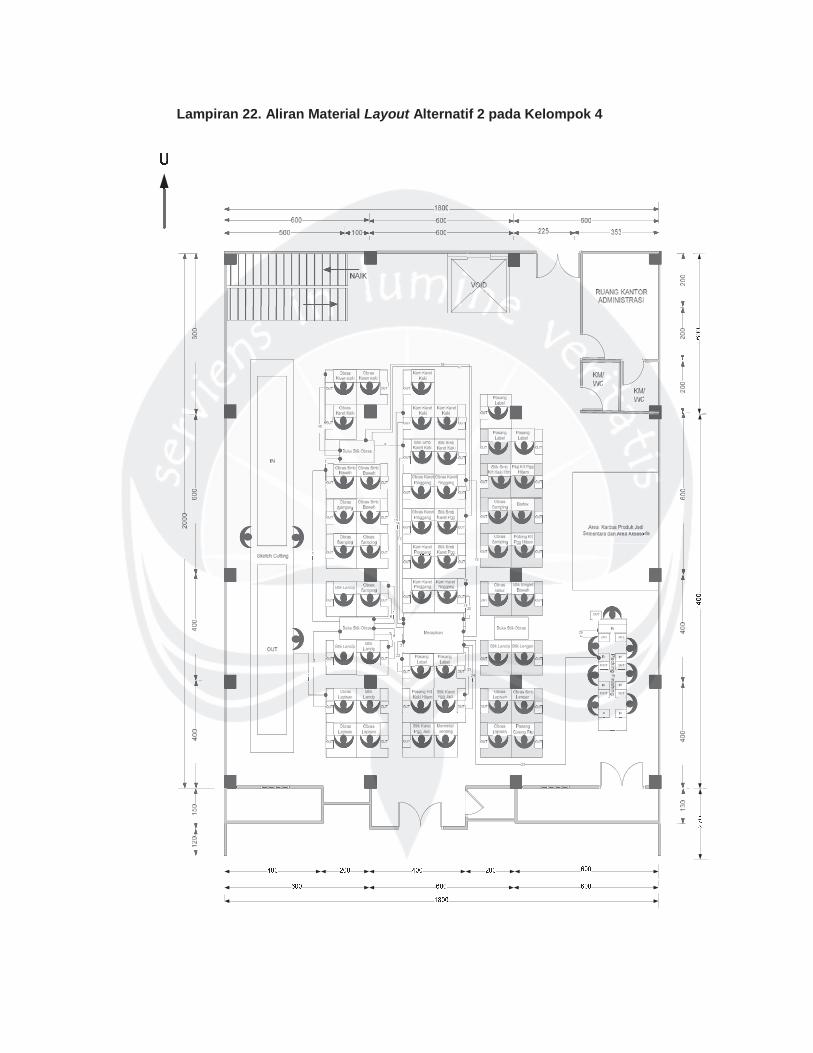
Lampiran 22. Aliran Material Layout Alternatif 2 pada Kelompok 4
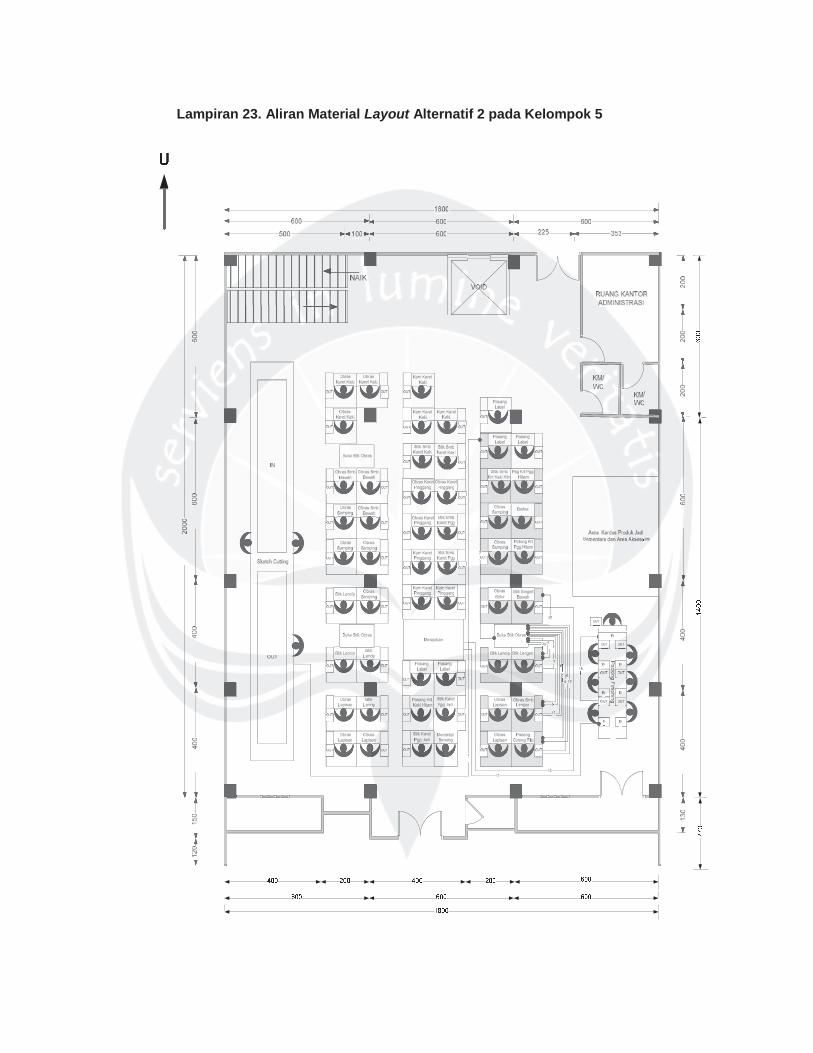
Lampiran 23. Aliran Material Layout Alternatif 2 pada Kelompok 5

Lampiran 24. Aliran Material Layout Alternatif 2 pada Kelompok 6