Bab 33.ppt
36
BAB 33 BAB 33 KEKASARAN PERMUKAAN DAN PENGUKURAN; KEKASARAN PERMUKAAN DAN PENGUKURAN; GESEKAN, KEAUSAN, DAN PELUMASAN GESEKAN, KEAUSAN, DAN PELUMASAN Disajikan oleh : Mymatch Baiat 5315077568
description
pemilihan bahan dan proses
Transcript of Bab 33.ppt

BAB 33BAB 33KEKASARAN PERMUKAAN DAN KEKASARAN PERMUKAAN DAN
PENGUKURAN; GESEKAN, KEAUSAN, PENGUKURAN; GESEKAN, KEAUSAN, DAN PELUMASANDAN PELUMASAN
Disajikan oleh :Mymatch Baiat5315077568

PendahuluanPendahuluan
Bab ini menjelaskan sifat permukaan yang mempunyai efek langsung pada proses manufaktur dan perbaikan pada bagian-bagian yang dihasilkan. khususnya:
Sifat permukaan seperti kekasaran, tekstur, dan lapisan
Sifat dari gesekan dan kuantifikasinya Faktor-faktor yang terlibat dalam keausan dan
pengurangan keausanJenis pelumas dan efeknya pada operasi
manufakturKarakteristik, pemilihan, dan aplikasi dari fluida
pengerjaan logam

Struktur permukaan dan Struktur permukaan dan integritasintegritas
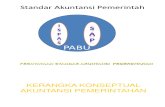
Secara umum logam terdiri dari beberapa lapisan :1. Logam substrat memiliki struktur yang tergantung
pada komposisi dan asal-usul pengolahan logam2. Diatasnya merupakan lapisan yang pada umumnya
telah terdeformasi plastis dan pekerjaan yang keras untuk tingkat yang lebih besar selama proses manufaktur
3. Suatu bentuk lapisan oksida selama pekerjaan yang keras
4. Dalam kondisi lingkungan normal, permukaan lapisan oksida umumnya ditutupi dengan lapisan teradsorpsi gas dan kelembaban
5. Permukaan terluar dari logam dapat dilindungi dengan kontaminan seperti kotoran, debu, minyak, residu pelumas, pembersihan residu-senyawa, dan polutan dari lingkungan

Gambar 33.1. Skema ilustrasi pada bagian-lintas Gambar 33.1. Skema ilustrasi pada bagian-lintas dari struktur permukaan logam. Ketebalan lapisan dari struktur permukaan logam. Ketebalan lapisan individu bergantung pada kondisi pengolahan dan individu bergantung pada kondisi pengolahan dan lingkungan pengolahan.lingkungan pengolahan.

Permukaan integritasPermukaan integritas
Permukaan menggambarkan integritas tidak hanya topologi (geometris) sifat permukaan fisik dan kimia tetapi juga
sifat mekanik, metalurgi dan karakteristik. Permukaan integritas merupakan pertimbangan penting dalam operasi manufaktur, karena
pengaruh sifat seperti kekuatan lelah, ketahanan terhadap korosi, dan
perbaikan

Beberapa cacat permukaan yang Beberapa cacat permukaan yang dihasilkan selama pengerjaan biasanya dihasilkan selama pengerjaan biasanya disebabkan oleh kombinasi faktor-faktor, disebabkan oleh kombinasi faktor-faktor, seperti :seperti :
a. Cacat dalam material asli (Celah mungkin eksternal atau internal; retakan yang membutuhkan perbesaran 10x atau lebih tinggi untuk dilihat dengan mata telanjang disebut microcracks)
b. Metode dengan permukaan yang dihasilkan
c. Kurangnya kontrol yang tepat dari parameter proses (yang dapat mengakibatkan tegangan yang berlebihan, suhu, atau deformasi permukaan)

Tekstur permukaan dan Tekstur permukaan dan kekasarankekasaran
(A) Standar istilah dan simbol untuk menggambarkan kehalusan permukaan. Jumlah disampaikan dalam μm. (B) Simbol umum lapisan permukaan

Kekasaran permukaan umumnya digambarkan Kekasaran permukaan umumnya digambarkan dengan dua metode. nilai aritmatika rata-rata dengan dua metode. nilai aritmatika rata-rata (R(Raa) adalah berdasarkan ilustrasi skematis dari ) adalah berdasarkan ilustrasi skematis dari permukaan kasar, seperti yang ditunjukkan permukaan kasar, seperti yang ditunjukkan pada Gambar. 33,3. itu didefinisikan sebagaipada Gambar. 33,3. itu didefinisikan sebagai
Dimana semua koordinat, a, b, c, ..., adalah nilai-nilai absolut dan n adalah jumlah tafsiran. Kekasaran akar pangkat-rata-kuadrat (Rq, sebelumnya diidentifikasi sebagai RMS) didefinisikan sebagai

Secara umum, permukaan tidak dapat dijelaskan Secara umum, permukaan tidak dapat dijelaskan oleh Roleh Raa atau nilai R atau nilai Rqq sendiri, karena nilai rata-rata sendiri, karena nilai rata-rata ini. Dua permukaan bisa memiliki nilai kekasaran ini. Dua permukaan bisa memiliki nilai kekasaran yang sama tetapi sebenarnya memiliki topografi yang sama tetapi sebenarnya memiliki topografi yang sangat berbeda. Sebagai contoh, sebuah yang sangat berbeda. Sebagai contoh, sebuah palung panjang beberapa di atas permukaan palung panjang beberapa di atas permukaan dinyatakan halus tidak akan mempengaruhi nilai dinyatakan halus tidak akan mempengaruhi nilai kekasaran secara signifikan. Namun, jenis profil kekasaran secara signifikan. Namun, jenis profil Permukaan dapat signifikan dalam hal gesekan, Permukaan dapat signifikan dalam hal gesekan, keausan, dan karakteristik kelelahan dari produk keausan, dan karakteristik kelelahan dari produk yang diproduksi. Akibatnya, penting untuk yang diproduksi. Akibatnya, penting untuk menganalisis permukaan dengan sangat rinci, menganalisis permukaan dengan sangat rinci, terutama untuk bagian yang akan digunakan dalam terutama untuk bagian yang akan digunakan dalam aplikasi kritis. aplikasi kritis.
GAMBAR 33,3 koordinat digunakan untuk mengukur kekasaran permukaan menggunakan Persamaan. (33,1) dan (33,2)

Mengukur kekasaran permukaanMengukur kekasaran permukaan
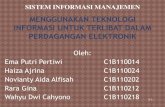
GAMBAR 33,4 (a) Pengukuran kekasaran permukaan dengan stylus. Rider mendukung stylus dan menjaga terhadap kerusakan. (B) jalan stylus pengukuran kekasaran permukaan (garis terputus) dibandingkan dengan profil kekasaran yang sebenarnya. Perhatikan bahwa profil dari jalan stylus lebih lancar dibandingkan dengan permukaan yang sebenarnya. (C) sampai (f) khusus profil permukaan yang dihasilkan oleh berbagai mesin dan proses akhir permukaan. Perhatikan perbedaan antara skala vertikal dan horizontal

Karena radius yang terbatas hingga ujung Karena radius yang terbatas hingga ujung berlian stylus, garis stylus yang berbeda dari berlian stylus, garis stylus yang berbeda dari permukaan yang sebenarnya (perhatikan garis permukaan yang sebenarnya (perhatikan garis putus dalam Gambar 33.4b)., Dan diukur putus dalam Gambar 33.4b)., Dan diukur kekasaran rendah. Diameter ujung stylus yang kekasaran rendah. Diameter ujung stylus yang paling umum digunakan adalah 10 μm. paling umum digunakan adalah 10 μm. Semakin kecil diameter stylus dan permukaan Semakin kecil diameter stylus dan permukaan halus, semakin dekat garis stylus ke profil halus, semakin dekat garis stylus ke profil permukaan sebenarnya permukaan sebenarnya
Kekasaran permukaan dapat diamati Kekasaran permukaan dapat diamati secara langsung melalui mikroskop optik atau secara langsung melalui mikroskop optik atau elektron. terutama foto Stereoscopic berguna elektron. terutama foto Stereoscopic berguna untuk melihat tiga-dimensi dari permukaan untuk melihat tiga-dimensi dari permukaan dan juga dapat digunakan untuk mengukur dan juga dapat digunakan untuk mengukur kekasaran permukaan kekasaran permukaan

Pengukuran permukaan Tiga-Pengukuran permukaan Tiga-dimensidimensi
Karena sifat permukaan dapat bervariasi secara signifikan tergantung pada arah di mana Profilometer jejak yang di diambil, sering kali ada kebutuhan untuk mengukur profil permukaan tiga dimensi. Dalam kasus yang paling sederhana, ini dapat dilakukan dengan Profilometer permukaan yang memiliki kemampuan pengindeksan jarak pendek diantara jejak. Sejumlah alternatif lainnya telah dikembangkan, dua di antaranya adalah interferometer optik dan gaya-mikroskop atom

Kekasaran permukaan dalam praktek Kekasaran permukaan dalam praktek rekayasarekayasa
Persyaratan untuk desain permukaan-kekasaran dalam jenis aplikasi teknik yang bervariasi sebanyak dua porsi besar. Beberapa contoh adalah:
Bantalan bola 0,025 μm Bantalan poros engkol 0,32 μm Rem drum 1,6 μm Clutch-disk permukaan 3,2 μm
Karena banyak materi dan variabel proses yang terlibat, kisaran kekasaran yang diproduksi sama saja dalam proses manufaktur yang signifikan

GesekanGesekan Gaya gesek memainkan peranan penting dalam proses manufaktur karena gerakan yang relatif dan tenaga selalu pemberian dari perkakas, cetakan, dan benda kerja. Gesekan (a) menghilangkan energi (panas sehingga menghasilkan, efek yang merusak pada operasi) dan (b) menghalangi gerak bebas pada antarmuka (sehingga aliran gesekan dapat berpengaruh secara signifikan dan deformasi material dalam proses pengerjaan logam). Di sisi lain, gesekan tidak selalu diinginkan. Sebagai contoh, tanpa gesekan, akan mustahil untuk roll logam, penjepit benda kerja pada mesin, atau di chuck bor

GAMBAR 33,5GAMBAR 33,5 ilustrasi skematis dari antarmuka ilustrasi skematis dari antarmuka dua benda dalam kontak menunjukkan daerah dua benda dalam kontak menunjukkan daerah nyata dari kontak di asperities. Di permukaan nyata dari kontak di asperities. Di permukaan rekayasa, rasio daerah nyata dari kontak dapat rekayasa, rasio daerah nyata dari kontak dapat setinggi 4-5 μm besarnya setinggi 4-5 μm besarnya

Gesekan pada plastik dan keramikGesekan pada plastik dan keramik
Meskipun kekuatannya rendah dibandingkan dengan logam, plastik umumnya memiliki karakteristik gesekan rendah. Sifat ini membuat plastik lebih baik dari logam untuk bantalan, roda gigi, segel, sendi buatan , dan aplikasi umumnya mengurangi gesekan. Bahkan, polimer terkadang digambarkan sebagai pelumas sendiri

Mengurangi gesekanMengurangi gesekanGesekan dapat dikurangi melalui pemilihan bahan yang memiliki adhesi yang rendah (seperti karbida dan keramik) dan melalui penggunaan permukaan film dan pelapisan. Pelumas (misalnya minyak) atau film padat (seperti grafit) menempatkan melekat film antara alat ini, cetakan, dan benda kerja. Film ini meminimalkan adhesi dan interaksi satu permukaan dengan gesekan lain, sehingga mengurangi. Gesekan juga dapat dikurangi secara signifikan dengan menundukkan alat-atau antarmuka cetakan-benda kerja untuk getaran ultrasonik biasanya di 20 kHz. Getaran ini secara berkala memisahkan dua permukaan dan memungkinkan pelumas untuk mengalir lebih bebas ke dalam interface selama pemisahan

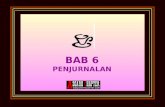
Pengukuran gesekanPengukuran gesekanKoefisien gesek biasanya ditentukan secara eksperimen, baik selama proses manufaktur atau simulasi tes di laboratorium dengan menggunakan spesimen skala kecil dengan berbagai bentuk. Sebuah tes yang telah memperoleh penerimaan luas-terutama untuk proses deformasi massal-adalah uji cincin kompresi. Sebuah plat cincin plastis antara dua plat silinder mesin (Gbr. 33.6a). tingginya berkurang, cincin memperluas radial luar. Jika gesekan pada interface adalah nol, baik diameter dalam dan luar cincin memperluas seolah-olah disk solid. Dengan gesekan meningkat, Namun, diameter internal menjadi lebih kecil. Untuk pengurangan tinggi tertentu, ada nilai gesekan kritis di mana meningkatkan diameter internal dari aslinya jika μ lebih rendah dan menurun jika μ lebih tinggi (Gambar 33.6b).

GAMBAR 33,6GAMBAR 33,6 pengujian Cincin kompresi pengujian Cincin kompresi antara antara plat cetakan. (a) Efek dari pelumasan pada jenis plat cetakan. (a) Efek dari pelumasan pada jenis laras cincin-spesimen. (b) hasil tes: (1) spesimen laras cincin-spesimen. (b) hasil tes: (1) spesimen asli dan (2) sampai (4) gesekan meningkat. asli dan (2) sampai (4) gesekan meningkat. Sumber: after A. Pria T. dan M. G. Cockcroft Sumber: after A. Pria T. dan M. G. Cockcroft

CONTOH 33,1 penentuan koefisien gesekan CONTOH 33,1 penentuan koefisien gesekan
Dalam uji cincin-kompresi, tinggi spesimen 10 mm dengan diameter luar (OD) 30 mm dan diameter dalam (ID) 15 mm dengan ketebalan berkurang sebesar 50%. Tentukan koefisien gesekan, μ, jika OD adalah 38 mm setelah deformasi
penyelesaian, Hal pertama adalah perlu untuk menentukan ID baru (yang diperoleh dengan menggunakan volume konstan), sebagai berikut:
Dengan menggunakan persamaan ini, ID baru dihitung sebagai 9,7 mm. Dengan demikian, perubahan diameter internal
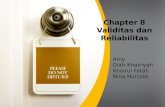
Dengan tinggi pengurangan 50% dan penurunan 35% dengan diameter internal, fiksi koefisien dapat diperoleh dari Gambar. 33,7 sebagai

GAMBAR 33,7GAMBAR 33,7 Chart untuk menentukan koefisien gesek dari Chart untuk menentukan koefisien gesek dari uji cincin kompresi. Pengurangan tinggi dan perubahan uji cincin kompresi. Pengurangan tinggi dan perubahan pengukuran diameter internal cincin, kemudian μ dibaca pengukuran diameter internal cincin, kemudian μ dibaca secara langsung dari tabel ini. Sebagai contoh, jika spesimen secara langsung dari tabel ini. Sebagai contoh, jika spesimen tinggi cincin berkurang sebesar 40% dan penurunan diameter tinggi cincin berkurang sebesar 40% dan penurunan diameter internal sebesar 10%, koefisien gesekan adalah 0.10 internal sebesar 10%, koefisien gesekan adalah 0.10

KeausanKeausankeausan memiliki teknologi signifikansi dan ekonomi yang besar karena perubahan bentuk alat dan cetakan, akibatnya, mempengaruhi kehidupan alat, ukuran alat, dan kualitas dari bagian-bagian yang dihasilkan. Pentingnya keausan tampak jelas dalam jumlah bagian dan komponen yang terus menerus harus diganti atau diperbaiki. Contoh keausan dalam proses manufaktur termasuk bor tumpul yang harus diasah, keausan alat pemotong yang harus diindeks, peralatan dan cetakan yang harus diperbaiki atau diganti, dan lain-lain yang tak terhitung jumlahnya. keausan pelat (yang dikenakan beban tinggi) adalah komponen penting dalam beberapa mesin pengerjaan logam

33,8 GAMBAR33,8 GAMBAR Perubahan asli (a) disikat kawat dan Perubahan asli (a) disikat kawat dan (b) profil permukaan setelah keausan. Sumber: (b) profil permukaan setelah keausan. Sumber: after E. liar dan K. J. Mackafter E. liar dan K. J. Mack

Keausan AdhesiveKeausan Adhesive
keausan adhesive dapat dikurangi dengan metode berikut:
a. Memilih bahan yang tidak membentuk ikatan adhesive kuat
b. Menggunakan bahan keras sebagai salah satu pasang
c. Menggunakan bahan yang lebih mudah mengoksidasi
d. Menerapkan pelapis keras yang digunakan metode ke c di atas. Pelapisan satu permukaan denganbahan lembut (seperti tin, perak, timah, atau kadmium) juga efektif dalam mengurangi keausan

GAMBAR 33,9GAMBAR 33,9 ilustrasi skematis dari (a) dua ilustrasi skematis dari (a) dua hubungan asperities, (b) adhesi antara dua hubungan asperities, (b) adhesi antara dua asperities, dan (c) pembentukan partikel keausanasperities, dan (c) pembentukan partikel keausan

Keausan AbrasiveKeausan Abrasive Jenis keausan yang disebabkan oleh permukaan yang keras dan kasar (atau permukaan keras berisi, partikel menonjol) meluncur di permukaan yang lain. Akibatnya, microchip atau potongan yang diproduksi, sehingga meninggalkan alur atau goresan pada permukaan lunak (Gambar 33,10). Bahkan, proses seperti pengarsipan, pengasahan, mesin ultrasonik, dan jet-abrasive dan abrasive mesin jet-air bertindak dengan cara ini. Perbedaannya adalah bahwa, dalam operasi ini, parameter proses yang dikendalikan untuk menghasilkan bentuk yang diinginkan dan permukaan melalui keausan; sementara, keausan abrasive umumnya tidak disengaja dan tidak diinginkan

keausan Korosifkeausan Korosif
Keausan Korosif dapat dikurangi dengan:
Memilih bahan yang akan melawan serangan lingkungan
Mengontrol lingkunganMengurangi suhu operasi untuk
menurunkan laju reaksi kimia

GAMBAR 33,10GAMBAR 33,10 gambaran skematis gambaran skematis dari keausan abrasif geser. Longitudinal dari keausan abrasif geser. Longitudinal goresan di permukaan biasanya goresan di permukaan biasanya menunjukkan keausan abrasif menunjukkan keausan abrasif

Keausan lelahKeausan lelah
Keausan lelah dapat dikurangi dengan:
Menurunkan tegangan kontakMengurangi peredaran panasMeningkatkan kualitas bahan
dengan membuang kotoran, inklusi, dan berbagai kelemahan lainnya yang mungkin bertindak sebagai poin lokal untuk retak awal

GAMBAR 33,11 GAMBAR 33,11 jenis keausan diamati jenis keausan diamati dalam satu cetakan yang digunakan dalam satu cetakan yang digunakan untuk penempaan panas. Sumber: after untuk penempaan panas. Sumber: after A. Dean T. A. Dean T.

keausan dari plastik dan keausan dari plastik dan keramikkeramik
Perilaku keausan dari plastik yang mirip dengan logam. perilaku Keausan abrasif sebagian bergantung pada kemampuan polimer untuk merusak dan memulihkan elastis, seperti pada elastomer. Jenis polimer dengan ketahanan keausan baik polyimides, nilon, polikarbonat, polypropylene, asetal, dan high density polyethylene. Polimer ini adalah cetakan atau mesin untuk membuat roda gigi, puli, sprockets, dan komponen mekanis yang sama. Karena plastik dapat dibuat dengan berbagai komposisi, mereka juga dapat dicampur dengan pelumas internal, seperti silikon, grafit, molibdenum disulfida, dan partikel karet yang diselingi dalam matriks polimer

PelumasanPelumasan
Ada bukti bahwa melumasi permukaan untuk mengurangi gesekan dan keausan sekitar empat ribu tahun lalu untuk melumasi berbagai komponen bergerak linier dan putar. Misalnya, roda kereta yang dioleskan lemak sapi pada tahun 1400 SM Berbagai minyak juga digunakan untuk pelumasan dalam proses pengerjaan logam, yang dimulai pada sekitar 600 AD

Rezim pelumasanRezim pelumasan
33,12 GAMBAR Jenis pelumas yang umumnya terjadi dalam operasi pengerjaan logam. Sumber: after W.R.D. Wilson

fluida pengerjaan logam dan fluida pengerjaan logam dan pemilihannyapemilihannya
Fungsi fluida pengerjaan logam adalah untuk: Mengurangi gesekan, sehingga mengurangi gaya
dan kebutuhan energi dan kenaikan suhuMengurangi keausan, sehingga mengurangi
perampasan dan lecetMeningkatkan aliran material pada alat-alat, dies,
dan cetakan Bertindak sebagai penghalang termal antara benda
kerja dan alat dan permukaan cetakan, sehingga mencegah benda kerja dalam proses pendinginan pengerjaan-panas
Bertindak sebagai agen pelepasan atau perpisahan-zat yang membantu dalam pemindahan atau penyemburan bagian dari dies dan cetakan

Beberapa jenis fluida pengerjaan logam yang Beberapa jenis fluida pengerjaan logam yang tersedia memenuhi persyaratan dan memiliki tersedia memenuhi persyaratan dan memiliki
beragam kimia, sifat, dan karakteristik beragam kimia, sifat, dan karakteristik 1. Minyak2. Emulsi3. sintetik dan larutan semisintetik 4. soaps, Gemuk, dan waxes 5. Aditif6. pelumas padat; seperti: Grafit,
Molibdenum disulfida, Logam dan film polimer, Kaca, Konversi lapisan, Fullerene atau buckyballs

SELESAISELESAI