Autor: Ing. Robert Freites Director:M. Ing. Enrique ... · Identificación De Las Inferencias. 48...
149
TRABAJO FINAL ESPECIALIDAD INGENIERIA DE SISTEMAS EXPERTOS DISEÑO DE SISTEMA EXPERTO PARA EL DIAGNÓSTICOS DE CAUSAS DE DEFECTOS DE FRICCIÓN EN LA CHAPA HOJALATA LAMINADA EN FRÍO Autor: Ing. Robert Freites Director:M. Ing. Enrique Fernández Marzo 2007
Transcript of Autor: Ing. Robert Freites Director:M. Ing. Enrique ... · Identificación De Las Inferencias. 48...
TRABAJO FINAL ESPECIALIDAD INGENIERIA DE SISTEMAS EXPERTOS
DISEÑO DE SISTEMA EXPERTO PARA EL DIAGNÓSTICOS DE CAUSAS DE DEFECTOS DE FRICCIÓN EN LA CHAPA
HOJALATA LAMINADA EN FRÍO
Autor: Ing. Robert Freites Director:M. Ing. Enrique Fernández
Marzo 2007


Agradecimientos: A Dios que Orienta nuestros pasos,
A mi Esposa quien me apoyo y motivo en este camino, A mis Padres y Hermanos
Al equipo de Trabajadores e Ingenieros de SIDERAR,CA Al personal Docente y Directivo de CAPIS

Índice. 1. Capitulo 1 .Introducción. 1 1.1. Descripción Del Problema 1 1.2. Antecedentes 3 Capitulo 2.Identificación De La Tarea 7 2.1. Identificación De Requisitos 7 2.1.1. Objetivos Generales 8 2.1.2. Objetivos Específicos 8 2.1.3. Funcionamiento Y Rendimiento Requeridos. 8 2.1.4. Fiabilidad Y Calidad 8 2.1.5. Tecnología Disponible. 8 2.1.6. Limitaciones De Coste Y Tiempo. 8 2.1.7. Requisitos De Fabricación (Diagramas De Información). 8 2.1.8. Ampliaciones Futuras Y Tecnología Disponible 10 2.2. Estudio De Viabilidad Del Sistema 11 2.2.1. Selección Del Problema. 11 2.2.1.1. Dimensión De Plausibilidad: 11 2.2.1.2.Dimensión De Justificación:. 13 2.2.1.3. Dimensión De Adecuación: 15 2.2.1.4. Dimensión De Éxito: 18 2.3. Definición De Características De La Tarea 23 2.3.1. Requisitos Funcionales Y Operativos 23 2.3.2. Criterios De Éxito. 24
2.3.3. Casos De Prueba O Juego De Ensayo 24 2.3.4. Recursos Para Desarrollar El Sistema Experto 25 2.3.5. Análisis De Costos/Beneficios 25 2.3.6. Programa De Desarrollo. 25 2.4. Adquisición De Conocimientos 26 2.4.1. Descripción De Técnicas Utilizadas 26 2.4.2. Análisis De Entrevistas Y Descripción De Los Conocimientos Educidos 27 2.4.2.1. 1era Entrevista: 27 2.4.2.2. 2da. Entrevista 31 2.4.2.3. 3era Entrevista 37 2.4.2.4. 4ta Entrevista: 42 2.4.2.5. 5ta Entrevista: 44 2.4.3. Aplicación De Técnicas De Análisis De Protocolos 45 2.4.3.1. Grabación Del Protocolo. 45 2.4.3.2. Trascripción Del Protocolo. 45 2.4.3.3. Codificación. 46 2.4.3.4. Identificación De Búsqueda. 47 2.4.3.5. Identificación De Operadores. 47 2.4.3.6.. Identificación De Las Inferencias. 48 2.4.3.7. Identificación De Sinónimos. 49 2.4.3.8. Interpretación 49
Capitulo 3. Desarrollo De Prototipos 53 3.1. Concepción De La Solución 53 3.1.1. Concepción De La Solución: Descomposición En Subproblemas Y Determinación De Analogías. 53 3.1.1.2. Adquisición Y Conceptualización De Los Conocimientos. 54 3.2. Conceptualizacion De Los Conocimientos: 55 3.2.1. Etapa De Conceptualización 57 3.2.1.1. Conocimientos Estratégicos. 57 3.2.1.1.1.Arbol De Descomposición Funcional 57 3.2.1.1.2. Definición Paso Procedimental 58 3.2.1.1.3. Comprobación De Los Conocimientos Estratégicos. 63 3.2.1.2. Conocimientos Tácticos. 64 3.2.1.2.1. Aplicación De Tablas De Decisión Para Caracterizar El Defecto Presente En El Material: 64 3.2.1.2.2. Tabla De Decisiones Para Determinar Variabilidad Condiciones De Lubricidad 64 3.2.1.2.3. Determinación De Condiciones De Rugosidad Mediante Pseudo Reglas 65 3.2.1.2.4. Determinación De Condiciones De Lubricación Mediante Pseudo Reglas 66 3.2.1.2.5. Determinación De Condiciones De Relaciones Tiro X Fuerza Mediante Tablas De Decisión 66 3.2.1.2.6. Determinación De Condiciones De Dureza Mediante El Uso De Tablas De Decisión. 67 3.2.1.2.7. Selección De Hipótesis A Través De Tablas De Decisión 68 3.2.1.2.8. Selección de Acciones de Correctivas a Través De Tablas de Decisión 69 3.2.1.2.8. Formulas Utilizadas 72 3.2.1.2.9. Comprobación De Los Conocimientos Tácticos. 73
3.2.1.3. Conocimiento Factico. 73 3.2.1.3.1. Diccionario De Conceptos 73 3.2.1.3.2. Tabla Concepto Atributo Valor 79 3.2.1.4. Mapa de Relaciones Entre Conceptos 82 3.2.1.5. Mapa De Conocimientos 83 3.2.1.5.1. Comprobación del Mapa De Conocimientos. 84 3.3. Etapa De Formalización. 84 3.3.1. Selección De Formalismos. 84 3.3.2. Diseño De Marcos 85 3.3.2.1. Marco Lubricidad 85 3.3.2.2.. Marco Lubricación 85 3.3.2.3. Marco Rugosidad. 86 3.3.2.4. Marco Tiro. 86 3.3.2.5. Marco Fuerza. 87 3.3.2.6. Marco Dureza Del Material 87 3.3.2.7. .Relación Tiroxfuerza. 88 3.3.2.8...Marco Lamina. 89 3.3.2.9. Marco Acción Correctiva. 90 3.3.3. Formalización De Los Conocimientos Tácticos. 92 3.4. Implementación De Los Conocimientos: 103 3.4.1. Selección De La Herramienta 103 3.4.2. Representación Del Conocimiento. 103 3.4.3. Comportamiento Dinámico Del Sistema. 103

3.4.4. La Interfaz De Usuario 103 3.4.5. Validación Y Evaluación Del Prototipo. 105 Capitulo 4. Ejecución Del Sistema Integrado 111 4.1. Requisito De Diseño E Integración Con Otros Sistemas 111 4.2. Aceptación Por El Usuario Del Sistema Final 111 4.3. Actuación Para Conseguir El Mantenimiento Perfectivo 111 4.3.1. Actualizar Rangos De Variables De Procesos: 112 4.3.2. Incorporar Nuevo Atributo De Una Variable Principal. 113 4.3.3. Incorporar Nueva Causa Origen Del Defecto. 114 4.3.4. Incorporar Nueva Acción Correctiva 115 4.3.5. Actualizar Nueva Regla. 116 4.3.6. Incorporar Nueva Función. 117 4.4. Transferencia Tecnológica 119 4.4.1. Programa de Capacitacion 119 4.4.2. Manual Del Usuario. 120 Capitulo 5. Conclusiones 125 5.1 Conclusiones 125 5.2. Futuras Lineas de Investigacion 126 6. Anexos 129 6.1. Glosario 129 6.2. Bibliografia 131 6.3. Lista de Figuras 132 6.4. Lista de Tablas 134

CAPITULO 1 . INTRODUCCION.

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Introduccion Ing. Robert Freites 1
1.INTRODUCCION. 1.1. Descripción del Problema Los procesos de manufactura como procesos multivariables complejos están sometidos a
diversos fenómenos propios de las relaciones multicausas-efecto. La calidad en la manufactura del material procesado depende del control de las variables conocidas que gobiernan el proceso, y de una corrección oportuna en tiempo y eficacia.
Desde un punto de vista genérico el proceso de laminación se puede desglosar en las
siguientes variables: � Propiedades del lubricante, (saponificación, ph, estabilidad, etc). � Características de los cilindros de laminación (rugosidad, corona, diámetros,
refrigeración). � Características del material procesado (dureza, reducción total, características del
proceso anterior, rugosidades). � Estado de los equipos de medición y control (Celdas de cargas, tensiometros, taco
generadores, encoder de posición). � Referencias de actuadores de velocidad y posición para un material con un atributo
determinado (espesor, grado de reducción, etc.). La variable determinante de la conjugación de todo este proceso multivariable es el
coeficiente de fricción que determinara la fuerza de laminación y las referencias de los actuadores electromecánicos necesarios para conseguir los atributos dimensiónales y superficiales que el cliente requiere, las desviaciones de cualquiera de las variables antes
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Introduccion Ing. Robert Freites 2
mencionadas puede causar un efecto en el coeficiente de fricción que se manifiesta con los siguientes síntomas:
� Variaciones en la calidad superficial (Marcas de calor, patinado). � Variaciones en el espesor de la chapa. � Variaciones en la forma del material (centro ondulado, borde ondulado). � Variaciones en la generación de finos de hierro. � Variaciones en la corriente de laminación limitando la velocidad del tren y por ende
la productividad. La aparición de cualquiera de estos síntomas pueden producir desviaciones de calidad en
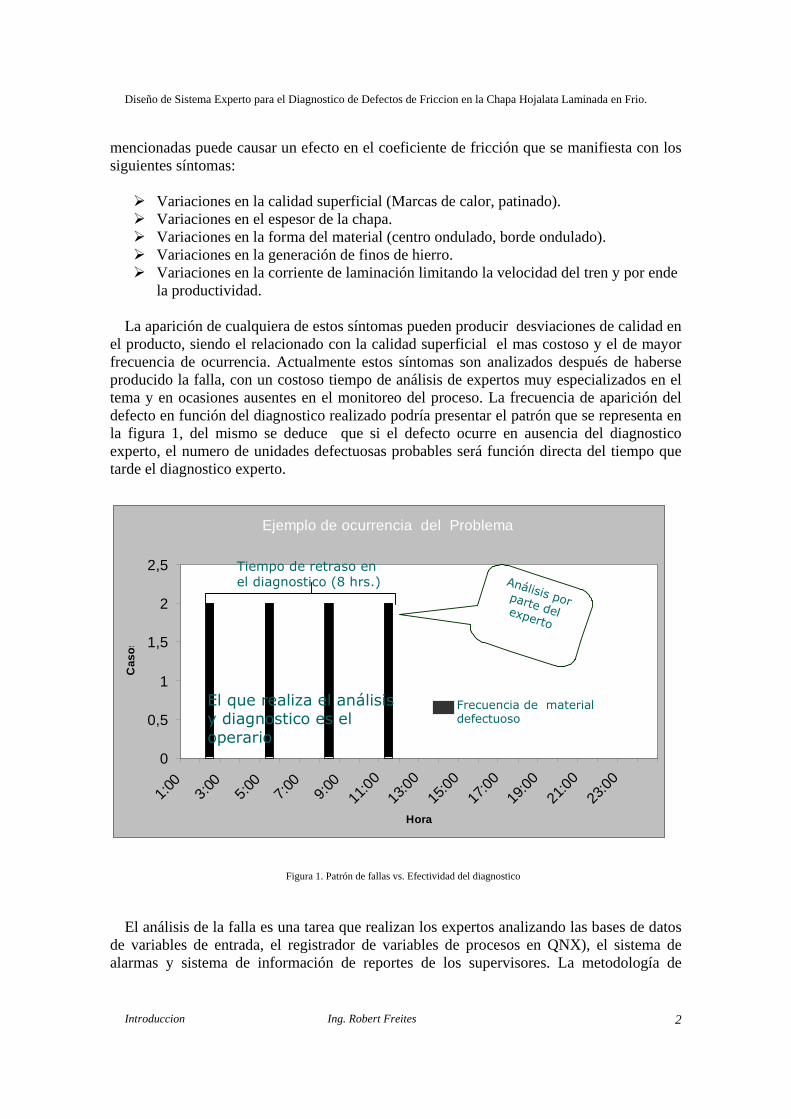
el producto, siendo el relacionado con la calidad superficial el mas costoso y el de mayor frecuencia de ocurrencia. Actualmente estos síntomas son analizados después de haberse producido la falla, con un costoso tiempo de análisis de expertos muy especializados en el tema y en ocasiones ausentes en el monitoreo del proceso. La frecuencia de aparición del defecto en función del diagnostico realizado podría presentar el patrón que se representa en la figura 1, del mismo se deduce que si el defecto ocurre en ausencia del diagnostico experto, el numero de unidades defectuosas probables será función directa del tiempo que tarde el diagnostico experto.
Figura 1. Patrón de fallas vs. Efectividad del diagnostico
El análisis de la falla es una tarea que realizan los expertos analizando las bases de datos
de variables de entrada, el registrador de variables de procesos en QNX), el sistema de alarmas y sistema de información de reportes de los supervisores. La metodología de
Ejemplo de ocurrencia del Problema
0
0,5
1
1,5
2
2,5
1:00
3:00
5:00
7:00
9:00
11:0
013
:00
15:0
017
:00
19:0
021
:00
23:0
0
Hora
Cas
os
Análisis por parte del experto
Tiempo de retraso en el diagnostico (8 hrs.)
El que realiza el análisis y diagnostico es el operario
Frecuencia de material defectuoso
Ejemplo de ocurrencia del Problema
0
0,5
1
1,5
2
2,5
1:00
3:00
5:00
7:00
9:00
11:0
013
:00
15:0
017
:00
19:0
021
:00
23:0
0
Hora
Cas
os
Análisis por parte del experto
Tiempo de retraso en el diagnostico (8 hrs.)
El que realiza el análisis y diagnostico es el operario
Ejemplo de ocurrencia del Problema
0
0,5
1
1,5
2
2,5
1:00
3:00
5:00
7:00
9:00
11:0
013
:00
15:0
017
:00
19:0
021
:00
23:0
0
Hora
Cas
os
Análisis por parte del experto
Tiempo de retraso en el diagnostico (8 hrs.)
El que realiza el análisis y diagnostico es el operario
Frecuencia de material defectuoso

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Introduccion Ing. Robert Freites 3
diagnostico y solución que se utiliza es la de plantear hipótesis alternativas y validarlas en función de las variables fuera de control.
Una vez determinada la causa origen se toman acciones correctivas sobre los síntomas,
como por ejemplo: � Adicionar aceite lubricante para aumentar concentración. � Revisión de fugas aceites minerales. � Parar la de línea para revisión de sistema de refrigeración y lubricación. � Cambiar los cilindros de laminación.
La automación del proceso de diagnostico y emisión de soluciones correctivas para la
rápida supresión de la aparición de defectos de fricción (patinado y Rayas de calor) representa una alternativa para minimizar la aparición de unidades defectuosas. Por el tipo de tarea que implica el diagnostico los SISTEMAS EXPERTOS se presenta como una opción viable y valida para el desarrollo de la aplicación en busca de la automación del proceso en cuestión.
El presente trabajo tiene como propósito principal el desarrollo de un sistema experto
que dictamine un diagnostico, en tiempo diferido, la posible causa que origina la aparición de defectos superficiales en el proceso de laminación de hojalata, así como un posible curso de acciones a seguir para suprimir la causa.
1.2. ANTECEDENTES. La calidad superficial de la Hojalata es un de los atributos mas importantes del producto
terminado, entre esos defectos las rayas en la superficie son de común aparición siendo las mas frecuentes las marcas generados por problemas de fricción en la laminación en frío.
En la planta de SIDERAR, C.A los defectos de fricción representan una perdida de 425
Ton/año en el periodo Junio 2003-Abril 2004, este importante volumen tiene su causa en problemas propios de procesos y por falta de detección oportuna de la causa origen, es en este ultimo punto donde la sistematización de la detección podría disminuir el tonelaje afectado.
Los procedimientos de calidad vigentes enmarcados en las ISO-9002 han sistematizado
el conocimiento de algunos aspectos sin embargo existen conocimientos privados propios de expertos y de carácter muy especializados que no se han podido representar eficazmente. Este tipo de problema comenzó a ser abordado por las Organizaciones Industriales mediante de la implementación de sistemas de adquisición y registro de variables y procesos que sirvieran de bases al Control estadístico de Procesos que se comenzó a difundir en la década del 90, sin embargo la interpretación de estos gráficos multivariables aun quedaba reservada para expertos y especialistas, por consiguiente se comenzaron a trabajar en la interpretación de los mismos mediante Sistemas de Reglas para la generación
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Introduccion Ing. Robert Freites 4
de alarma vía PLC y nivel 2 en las plantas automatizadas y simplemente alarmas sonoras o visuales. El grado de automatización en las plantas modernas y la gran cantidad de datos disponibles permite la introducción de Sistemas de Inteligencia Artificial que puedan tomar decisiones similares a las de los especialistas, ahorrando perdidas a las organizaciones que los implantan.
CAPITULO 2. IDENTIFICACION DE LA TAREA

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 7
2. IDENTIFICACION DE LA TAREA 2.1. IDENTIFICACIÓN DE REQUISITOS 2.1.1. Objetivos generales En función de la problemática planteada se propone el desarrollo de un sistema experto
que dictamine un diagnostico, en tiempo diferido, sobre la posible causa de aparición de defectos superficiales en el proceso de laminación de hojalata, así como un posible curso de acciones a seguir para suprimir la causa.
2.1.2. Objetivos específicos � Dictaminar causa origen probable de aparición del defecto en el proceso de
Laminación de Hojalata. � Presentar alternativas de solución en función del diagnostico realizado. � Proporcionar una arquitectura del sistema que permita la actualización de los
conocimientos que la organización requiera.
� Presentar al usuario la información sobre el tipo de premisas y reglas utilizadas para llegar a cada conclusión.
2.1.3. Funcionamiento y rendimiento requeridos.

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 8
En el proceso de carga manual, es deseable que la interfaz de carga de datos sea jerarquizada por conceptos de tal manera de minimizar los errores en la carga de datos, es necesario validar los datos entrantes y alarmar en el caso de que exista un dato no valido.
El tiempo de procesamiento debe ser menor a los 3 segundos y en una misma pantalla se deben presentar todas las conclusiones que el sistema determine.
2.1.4. Fiabilidad y calidad En esta primera etapa del proyecto es deseable que la fiabilidad de las respuesta
coincida en un 80 % con el diagnostico del experto.
2.1.5. Tecnología Disponible.
Los datos primarios del sistema son almacenados en una consulta ISQL que esta definida en el ambiente QNX en el que trabaja la Organización, estos datos serán suministrados al sistema en forma de un archivo plano y posteriormente el usuario deberá cargarlos en el sistema.
El registro de esta información se realiza en forma automática desde los sensores de campo a los PLC y desde estos a los PC de registro de Nivel 2. (Nivel del sistema de información de la organización donde se supervisan y registran los procesos).
Se cuenta con un entorno de desarrollo de KAPPA para construir SSEE.
La validación de las salidas del sistema se compara con herramientas de algoritmos de inducción en función de datos estadísticos almacenados registrado durante el periodo de investigación del presente trabajo.
2.1.6. Limitaciones de coste y tiempo. Como el tiempo disponible para realización de este proyecto esta acotado en 9 meses,
el sistema solo contemplara el diagnostico de variables que afectan la calidad superficial de la chapa en cuanto a defectos de fricción.
2.1.7. Requisitos de fabricación (Diagramas de información). El interés de la organización en el sistema es de soporte en el diagnostico de eventos de
procesos con el fin de minimizar el tiempo de reacción en aplicar una solución a un desvió determinado en el proceso, por otro lado la interacción con el sistema permitirá el reforzamiento continuo del conocimiento del proceso que debe tener los usuarios, en conclusión las necesidades reales de los usuarios se pueden plasmar en los siguientes requisitos:
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 9
1. Diseñar un sistema que permita el diagnostico de la condición de proceso de laminación en cuanto a las variables de fricción con una fiabilidad por lo menos igual al 80% en comparación con las respuestas de los expertos.
2. Que el sistema sea accesible a los niveles de la organización que toman las decisiones
de tal manera de independizar las soluciones a los problemas de la presencia del experto.
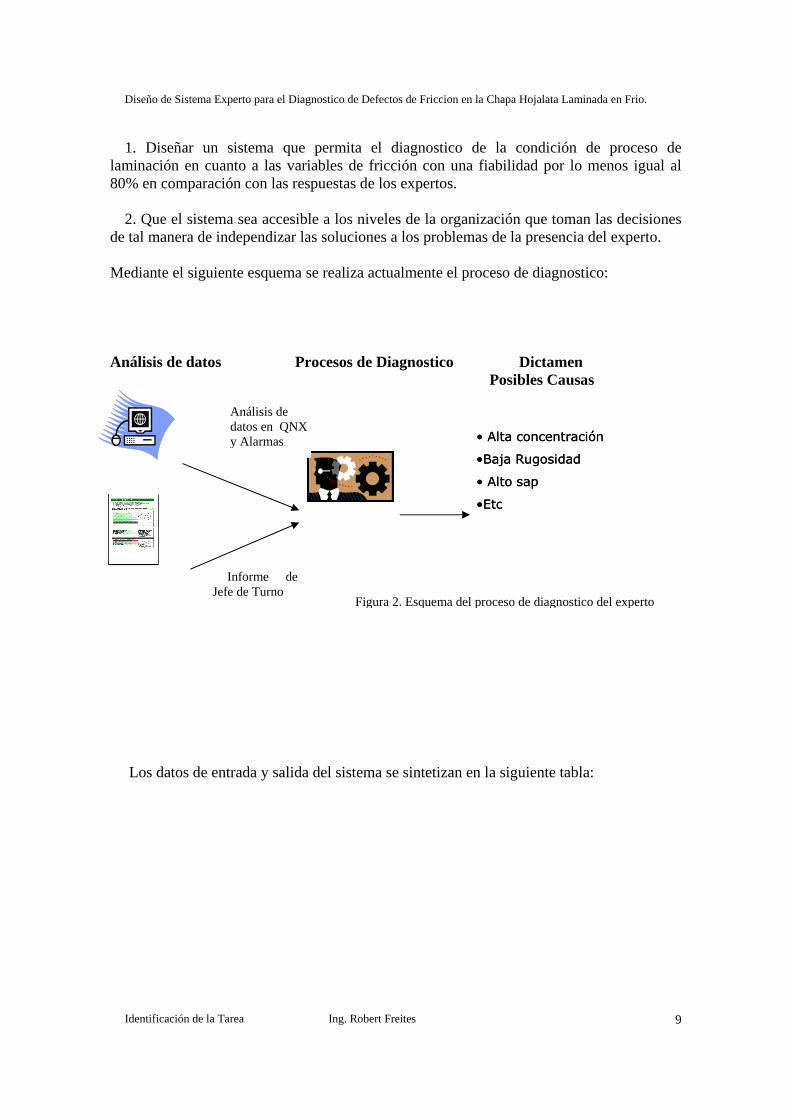
Mediante el siguiente esquema se realiza actualmente el proceso de diagnostico: Análisis de datos Procesos de Diagnostico Dictamen
Posibles Causas
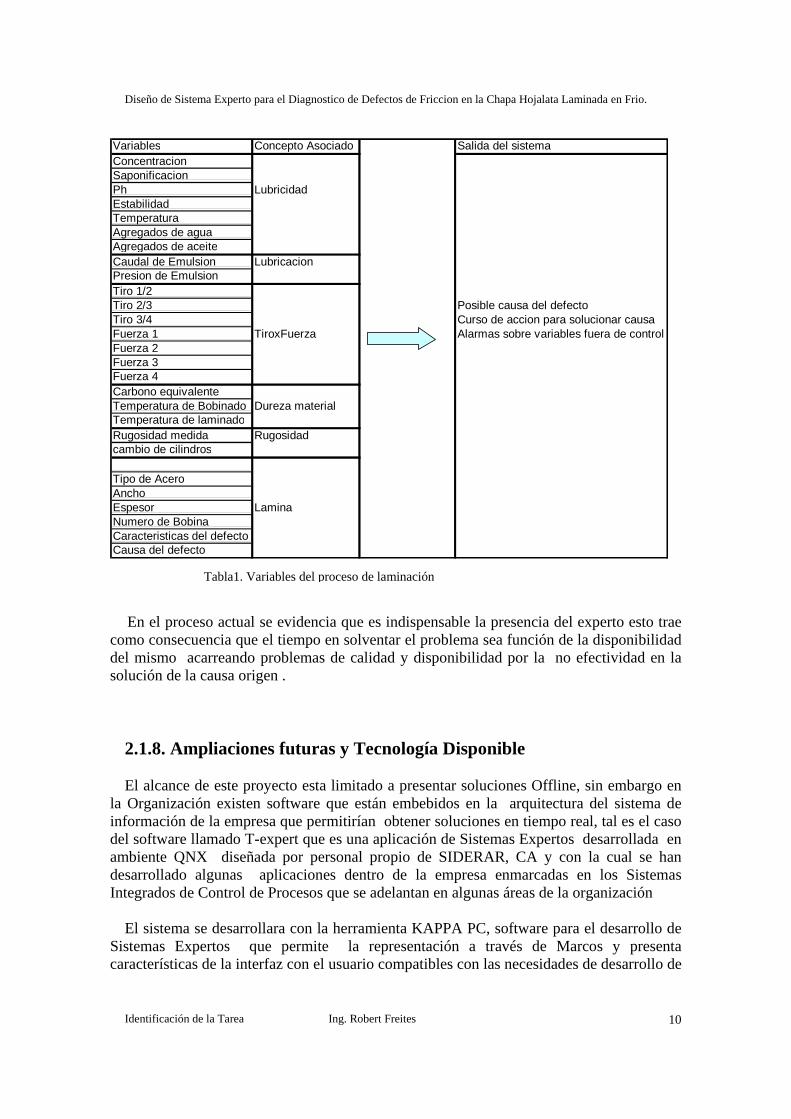
Los datos de entrada y salida del sistema se sintetizan en la siguiente tabla:
Análisis de Datos en QNX y Alarmas
Informe jefe de turno
• Alta concentración
•Baja Rugosidad
• Alto sap
•Etc
Análisis de Datos en QNX y Alarmas
Informe jefe de turno
• Alta concentración
•Baja Rugosidad
• Alto sap
•Etc
Análisis de datos en QNX y Alarmas
Informe de Jefe de Turno
Figura 2. Esquema del proceso de diagnostico del experto
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 10
Variables Concepto Asociado Salida del sistemaConcentracionSaponificacionPh LubricidadEstabilidadTemperaturaAgregados de aguaAgregados de aceiteCaudal de Emulsion LubricacionPresion de EmulsionTiro 1/2Tiro 2/3 Posible causa del defectoTiro 3/4 Curso de accion para solucionar causaFuerza 1 TiroxFuerza Alarmas sobre variables fuera de controlFuerza 2Fuerza 3Fuerza 4Carbono equivalenteTemperatura de Bobinado Dureza materialTemperatura de laminadoRugosidad medida Rugosidadcambio de cilindros
Tipo de AceroAncho Espesor LaminaNumero de BobinaCaracteristicas del defectoCausa del defecto
En el proceso actual se evidencia que es indispensable la presencia del experto esto trae como consecuencia que el tiempo en solventar el problema sea función de la disponibilidad del mismo acarreando problemas de calidad y disponibilidad por la no efectividad en la solución de la causa origen .
2.1.8. Ampliaciones futuras y Tecnología Disponible El alcance de este proyecto esta limitado a presentar soluciones Offline, sin embargo en
la Organización existen software que están embebidos en la arquitectura del sistema de información de la empresa que permitirían obtener soluciones en tiempo real, tal es el caso del software llamado T-expert que es una aplicación de Sistemas Expertos desarrollada en ambiente QNX diseñada por personal propio de SIDERAR, CA y con la cual se han desarrollado algunas aplicaciones dentro de la empresa enmarcadas en los Sistemas Integrados de Control de Procesos que se adelantan en algunas áreas de la organización
El sistema se desarrollara con la herramienta KAPPA PC, software para el desarrollo de
Sistemas Expertos que permite la representación a través de Marcos y presenta características de la interfaz con el usuario compatibles con las necesidades de desarrollo de
Tabla1. Variables del proceso de laminación
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 11
la aplicación, como lo son Navegador, Trazabilidad, portables en PC y desarrolladas en ambiente Windows
2.2. ESTUDIO DE VIABILIDAD DEL SISTEMA 2.2.1. Selección del problema. 2.2.1.1. Dimensión de Plausibilidad: Característica P1: Existen expertos, están disponibles y son cooperativos. Análisis: Existen Ingenieros expertos en el campo de laminación, en cuanto a
modelación del proceso y características metalúrgicas del material procesado Valor: Sí Característica P2: El experto es capaz de estructuras sus métodos y procedimientos de trabajo. Análisis: Los expertos poseen amplio conocimiento en manejo de software y
programación en nivel 1 (PLC), cono lo cual tienen la cualidad de poseer conocimiento sobre estructuración y formulación de métodos.
Valor: Todo Característica P3: La tarea esta bien estructura y se entiende. Análisis: La tarea de diagnostico del proceso de laminación es una tarea que esta
parcialmente estructurada y se entiende su proceso de ejecución, en general el proceso de análisis es el siguiente
Síntomas → Revisión de variables en sistema nivel II → Diagnostico de los Del parámetros de Lubricidad y cilindros Expertos Proceso Me parece que la figura de arriba esta desplazada Los síntomas son detectados a través de desviaciones en los indicadores de proceso de
eficiencia y calidad y están establecidos en documentos formales de la compañía, las acciones una vez establecido el diagnostico también se encuentran formalizados en los sistemas de procedimiento de la compañía.
Valor: Mucho. Característica P4: Existen suficientes casos de pruebas y sus soluciones asociadas.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 12
Análisis: Existe un conocimiento publico sobre los valores adecuados de las variables
de control de proceso establecidos en diferentes bibliografías que han desarrollado el compendio teórico que se dispone hoy sobre la laminación, los limites de control de las variables ya están adaptados a esta planta y se encuentran formalizados y acotados en el sistema de procedimientos de la compañía, dichos limites fueron establecido mediante el ajuste continuo del proceso de laminación presentado en diferentes casos de estudios en los que participaron los expertos.
Sin embargo es común en este tipo de procesos que la información que es manejada por
los expertos para el diagnostico sea insuficiente y que los tiempos de análisis se hagan muy extensos por usos de metodologías de ensayo y error o simulaciones en condiciones reales para determinar la causa que dio origen al síntoma.
Sin embargo la documentación de la resolución de los diferentes casos que se han
presentado en este proceso sobre calidad superficial y eficiencia del proceso es muy pobre, y se basa en el dominio de operadores experimentados e ingenieros que han vivido estos casos a lo largo de su carrera.
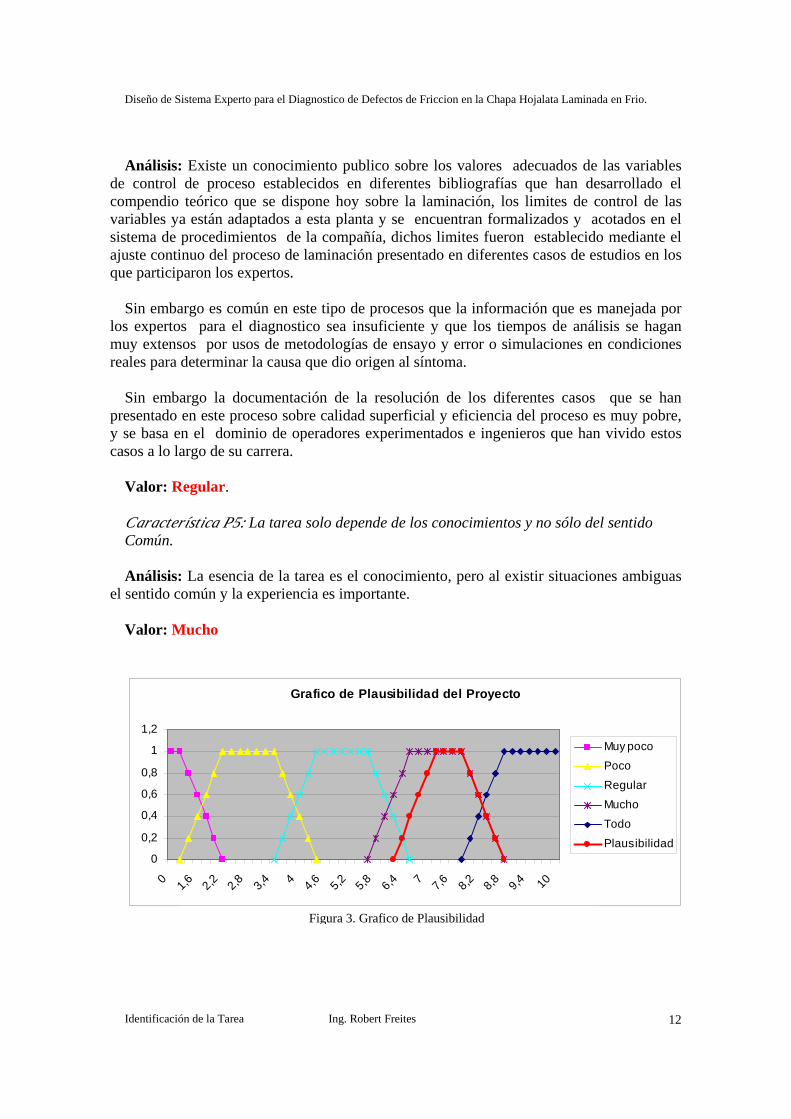
Valor: Regular. Característica P5: La tarea solo depende de los conocimientos y no sólo del sentido Común. Análisis: La esencia de la tarea es el conocimiento, pero al existir situaciones ambiguas
el sentido común y la experiencia es importante. Valor: Mucho
Grafico de Plausibilidad del Proyecto
0
0,2
0,4
0,6
0,8
1
1,2
01,
62,
22,8 3,
4 44,
65,
25,
86,4 7
7,6
8,2
8,8
9,4 10
Muy poco
Poco
Regular
Mucho
Todo
Plausibilidad
Figura 3. Grafico de Plausibilidad
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 13
2.2.1.2.Dimensión de Justificación:. Característica J1: Resuelve una tarea útil y necesaria. Análisis: la tarea de diagnostico de desviaciones en el proceso de laminado y el
conocimiento de sus causas es necesaria para mantener la eficiencia y rendimiento cualitativo del sistema productivo, en especial lo referente a la calidad superficial de la chapa que es determinante en el uso final del material procesado y que por lo general la cantidad de material afectado es proporcional al tiempo de análisis invertido en encontrar la desviación en el proceso.
Valor: Mucho. Característica J2: Se espera una alta tasa de recuperación de la inversión. Análisis: El tonelaje afectado promedio en el año por defectos referente a calidad
superficial de la chapa (marcas de calor y patinado) es de 1000 ton/año, las intervenciones en busca de solucionar el problema afectan la operatividad en alrededor de 1 % de su disponibilidad anual.
La perdida de productividad anual de la línea en fase de carrera por problema es de
0,8 % de la eficiencia neta del proceso, lo que equivale a una perdida de 300 ton/año Con un sistema que aumente la eficiencia y eficacia en el diagnostico se podrá mejorar el
tiempo de reacción ante la aparición de los defectos y reducir las perdidas cualitativas de material y de eficiencia del proceso.
Como el sistema propuesto formalizara y estructura el conocimiento presente un valor
agregado adicional e intangible que actualmente no esta presente en las tareas que se realizan durante la resolución del problema en estudio.
Valor: Regular. Característica J3: Hay escasez de experiencia humana. Análisis: Si, Existen expertos muy calificados pero que no siempre están a disposición
para el análisis y como esta planta industrial opera las 24 horas del día los 365 días del año es probable y frecuente que se presenten anomalías y que no se cuente con los expertos para resolver al situación.
Valor: Mucho. Característica J4: Hay necesidad de tomar decisiones en situaciones críticas o
ambientes hostiles, penosos y/ o pocos gratificantes.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 14
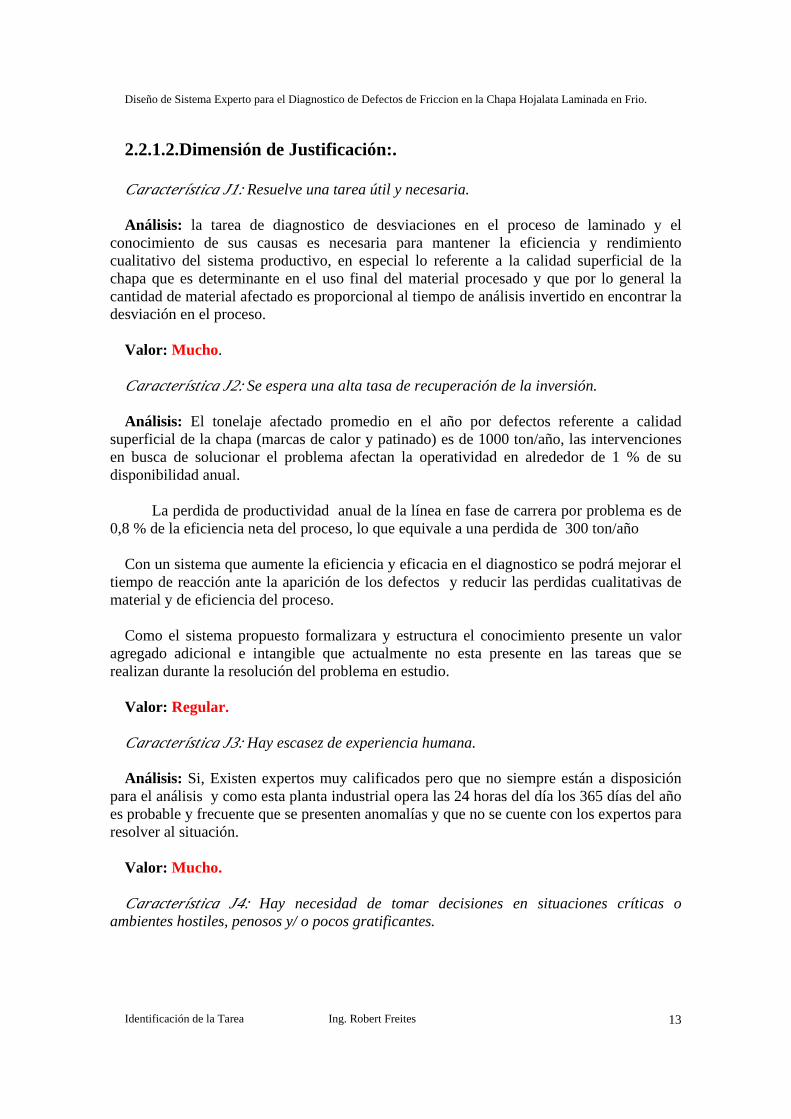
Análisis: No existe ninguna posibilidad de que se deban tomar decisiones críticas, o en ambientes hostiles, penosos o poco gratificantes, sin embargo las decisiones que se toman pueden representar costos elevados.
Valor: Poco. Característica J5: Hay necesidad de distribuir los conocimientos. Análisis: es de interes de los directivos que los conocimientos pueden ser utilizados al
nivel operativo del proceso, es decir que operadores y supervisores pueden emplear el conocimiento en sus acciones para disminuir los tiempos de reacciones ante anomalías.
Valor: Todo. Característica J6: Los conocimientos pueden perderse de no realizarse el sistema. Análisis: Si. Actualmente la documentación y registro de conocimientos es pobre y con
solo rotar a algunos expertos claves se podría perder los conocimientos. Valor: Mucho. Característica J7: No existen soluciones alternativas. Análisis: Existen herramientas para el control estadístico de proceso mundialmente
difundidas que son usadas pero igual requiere para su interpretación personal calificado, que no son excluyentes del sistema que se propone, por otro lado el establecimiento de relaciones deterministas es de muy difícil correlación.
Valor: Sí.
Grafico de Justificacion del Proyecto
0
0,2
0,4
0,6
0,8
1
1,2
01,
82,
63,4 4,
2 55,
86,
67,
48,
2 99,
8
Muy poco
Poco
Regular
Mucho
Todo
Justificacion
Figura 4. Grafico de Justificación del Proyecto
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 15
2.2.1.3. Dimensión de Adecuación: Característica A1: La transferencia entre humanos es viable. Análisis: Los conocimientos son transferibles aunque por la naturalezas de la tareas se
requiere de un enfoque multidisciplinario a saber Metalurgia, Control electrónico, Metalmecánico e interpretación de datos o símbolos, lo cual dificulta el proceso de transferencia entre humanos
Valor: Mucho Característica A2: La tarea requiere “experiencia”. Análisis: Si la tarea requiere de experiencia para el diagnostico del proceso y para
establecer asociaciones entre variables Valor: Mucho. Característica A3: Los efectos de la introducción del Sistema Experto no pueden
preverse. Análisis: Si se pueden prever, se estima que pueda servir de soporte al Ingeniero de
proceso para el control del proceso con un diagnostico de calidad en un menor tiempo de procesamiento.
Valor: Mucho. Característica A4: La tarea requiere razonamiento simbólico. Análisis: Prevalece el razonamiento numérico. Valor: Mucho Característica A5: La tarea requiere el uso de heurísticas para acotar el espacio de Búsqueda. Análisis: Sí, durante el proceso de diagnostico se utilizan heurísticas sustentadas por la
experiencia del Ingeniero, es frecuente utilizar búsquedas de variables fuera de control a partir de la observación de síntomas y dependiendo de las características del mismo el Ingeniero acorta el espacio de búsqueda, también para acortar el espacio de busqueda suele plantear hipótesis referentes a como puede afectar al síntoma posibles cambios de variables que el experto a priori conocen que han mutado de estado. Por ejemplo: Muchas veces ocurre los síntomas de Fuerzas Altas a partir de un cambio de cilindro de laminación.

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 16
Como en ese periodo las condiciones de proceso son similares, asocia que el sintoma de fuerza alta se pudo haber producido por un cambio de cilindros, de esa manera orienta el diagnostico hacia los atributos de los cilindros.
Valor: Mucho. Característica A6: La tarea es de carácter público y más táctica que estratégica. Análisis: La tarea obedece a cumplir objetivos de calidad y eficiencia enmarcados en el
plan de mejora del sector productivo de Laminación. Valor: Sí. Característica A7: Se espera que la tarea continúe sin cambios significativos durante
un largo período de tiempo. Análisis: Si, posiblemente con la mejora de los sistemas informativos de la empresa se
haga mas eficiente, aunque la complejidad en el análisis se pronostica en aumento debido a que cada vez los procesos industriales se tienen que ajustar a las crecientes y cambiantes demandas del mercado.
Valor: Regular. Característica A8: Se necesitan varios niveles de abstracción en la resolución de la
tarea. Análisis: Si se requieren de varios niveles de abstracción, en ocasiones los datos no son
suficientes para establecer asociaciones y los conceptos no son fáciles de interpretar por ser una tarea multidisciplinaria.
Valor: Regular. Característica A9: El problema es relativamente simple o puede descomponerse en subproblemas. Análisis: El problema es complejo por el número de variables y su interdependencia,
pero se puede descomponer fácilmente en subproblemas. Valor: Regular Característica A10: El experto no sigue un proceso determinista en la resolución del problema. Análisis: En cada diagnostico que se emite las conclusiones serán diferente dependiendo
del comportamiento de las variables de proceso.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 17
Valor: Sí. Característica A11: La tarea acepta la técnica de prototipado gradual. Análisis: Se han determinados distintos subproblemas para los cuales es posible iniciar
el proceso de prototipado gradual del sistema experto. Valor: Sí. Característica A12: El experto resuelve el problema a veces con información
incompleta o incierta. Análisis: Si existen variables que no se miden y se suponen dentro de rangos Valor: Regular Característica A13: Es conveniente justificar las soluciones adoptadas. Análisis: Si es conveniente justificar las soluciones ya que de ellas dependen la acción a
seguir para corregir la anomalía. Valor: Mucho. Característica A14: La tarea requiere investigación básica. Análisis: El diagnostico de los casos no requieren investigación básica, sin embargo
existen casos aislados en los que no se encuentran síntomas conocidos y se requiere cierta investigación.
El resto de los casos se apoyan en la teoría de Laminación y conocimientos públicos
sobre el control del proceso. Valor: No. Característica A15: El sistema funcionará en tiempo real con otros programas o dispositivos. Análisis: No es necesario que el sistema actué en tiempo real, sin embargo dentro de las
ampliaciones futuras se estudia la posibilidad de realizarlo en tiempo real. Valor: Regular

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 18
Grafico de P lausibilidad del Adecuacion
0
0,2
0,4
0,6
0,8
1
1,2
01,
82,
63,
44,
2 55,
86,
67,4 8,
2 99,
8
Muy poco
Poco
Regular
Mucho
Todo
Adecuacion
2.2.1.4. Dimensión de Éxito: Característica E1: Existe una ubicación idónea para el SE. Análisis: Sí, existe el cuarto de computadora de control de proceso. Valor: Todo. Característica E2: Problemas similares se han resuelto con INCO. Análisis: las tareas de diagnostico han sido ampliamente estudiadas en sistemas
expertos, existen laminadores en el mundo que ya tienen sistemas semejantes Valor: Si Característica E3: El problema es similar a otros en los que resultó imposible aplicar
esta tecnología. Análisis: No. Valor: No. Característica E4: La comunidad del proyecto está influenciada por vaivenes políticos. Análisis: No. Valor: No Característica E5: La inserción del sistema se efectúa sin traumas, es decir, apenas se interfiere en la rutina cotidiana.
Figura 5. Grafico de Adecuación
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 19
Análisis: Se estima un buen grado de involucramiento del experto ya que es conocedor del manejo y programación de sistemas informáticos.
Valor: Mucho. Característica E6: Se dispone de experiencia en INCO. Análisis: Si bien no se tiene experiencia previa, se dispone de material bibliográfico
realizado por Ingenieros de conocimiento con experiencia y el asesoramiento de los mismos.
Valor: Regular. Característica E7: Se dispone de los recursos humanos, hardware y software necesarios Para el desarrollo e implementación del sistema. Análisis: Existen todos los recursos necesarios, tanto técnicos como humanos, para el desarrollo del sistema y su posterior implementación. Valor: Mucho. Característica E8: El experto resuelve el problema en la actualidad. Análisis: En la actualidad el experto resuelve el problema, es una de sus tareas
principales en su gestión diaria. Valor: Todo. Característica E9: La solución del problema es prioridad para la institución. Análisis: El diagnostico en el control de proceso es prioridad para la Jefatura debido a
que proporciona un tiempo de respuesta rápido ante cualquier desviación de los atributos que pueden afectar la calidad.
Valor: Mucho. Característica E10: Las soluciones son explicables. Análisis: El sistema debe explicar cada solución adoptada de modo de orientar la acción
a tomar para corregir la desviación en el proceso, es deseable que las soluciones sean explicitas ya que es de interés de la Gerencia usar el sistema como medio de capacitación y transferencia del conocimiento.
Valor: Todo.

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 20
Característica E11: Los objetivos del sistema son claros y evaluables. Análisis: Los objetivos del sistema están claramente establecidos y son evaluables,
aunque no existen casos de pruebas por el tipo de metodología que se desarrollara (IDEAL) se espera que la calidad de los conocimientos aumente así como la calidad de los diagnósticos emitidos
Valor: Mucho. Característica E12: Los conocimientos están repartidos entre un conjunto de
individuos. Análisis: Si bien el diagnostico del control del proceso lo realiza un solo experto, las
opiniones de otros expertos son de utilidad en ocasiones de temas específicos tales como vibraciones, eficiencia de la velocidad de proceso entre otros.
Valor: Regular Característica E13: Los directivos, usuarios, experto e IC están de acuerdo en las Funciones del SE. Análisis: La jefatura, experto y usuarios creen en que la aplicación del mismo ayudara la
gestión operativa del laminador. Valor: Mucho. Característica E14: La actitud de los expertos ante el desarrollo del sistema es positiva
y no se sienten amenazados por el proyecto. Análisis: Si por la especialidad de los expertos (especialistas en control electrónico,
metalurgistas) tienen muchas expectativas en el sistema Valor: Mucho. Característica E15: Los expertos convergen en sus soluciones y métodos. Análisis: si existen convergencias, en los casos en los cuales hay divergencias en el
grupo de análisis por lo general prevalece la opinión del mas especializado en el tema Valor: Mucho. Característica E16: Se acepta la planificación del proyecto propuesta por el IC. Análisis: La planificación del proyecto propuesta fue aceptada. Valor: Sí.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 21
Característica E17: Existen limitaciones estrictas de tiempo en la realización del sistema.
Análisis: El desarrollo de prototipos y la depuración hasta conseguir los requisitos se estima en 8 a 9 meses.
Valor: Regular. Característica E18: La dirección y usuarios apoyan los objetivos y directrices del proyecto. Análisis: La jefatura apoya el proyecto, los usuarios principales serán los ingenieros de
procesos y asistentes operativos que apoyan el proyecto Valor: Mucho. Característica E19: El nivel de formación requerido por los usuarios del sistema es elevado. Análisis: No, el sistema está dirigido a personas con conocimientos básicos de manejo
de ordenadores. Valor: Regular. Característica E20: Las relaciones IC – Expertos son fluidas. Análisis: Las relaciones entre el IC y los expertos son fluidas por participar en conjunto
en la resolución de problemas en el control de proceso con otras tecnologías (control automatico,etc)
Valor: Mucho. Característica E21: El proyecto forma parte de un camino crítico con otros sistemas. Análisis: El proyecto no forma parte de ningún camino crítico con relación a los otros Proyectos de esta línea de producción. Valor: No. Característica E22: Se efectuará una adecuada transferencia tecnológica. Análisis: Si y la misma se facilita debido a que los usuarios poseen conocimientos en
manejo de software. Valor: Mucho. Característica E23: Lo que cuenta en la solución es la calidad de la respuesta.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 22
Análisis: Las acciones a tomar para corregir las desviaciones manifestada a través de los síntomas y emitidas dependerán del diagnostico emitido por el sistema.
Valor: Sí.
Graf ico d e Exit o d el Pro yect o
0
0,2
0,4
0,6
0,8
1
1,2
0 2 3 4 5 6 7 8 9 10
Muy poco
Poco
Regular
Mucho
Todo
Éxito
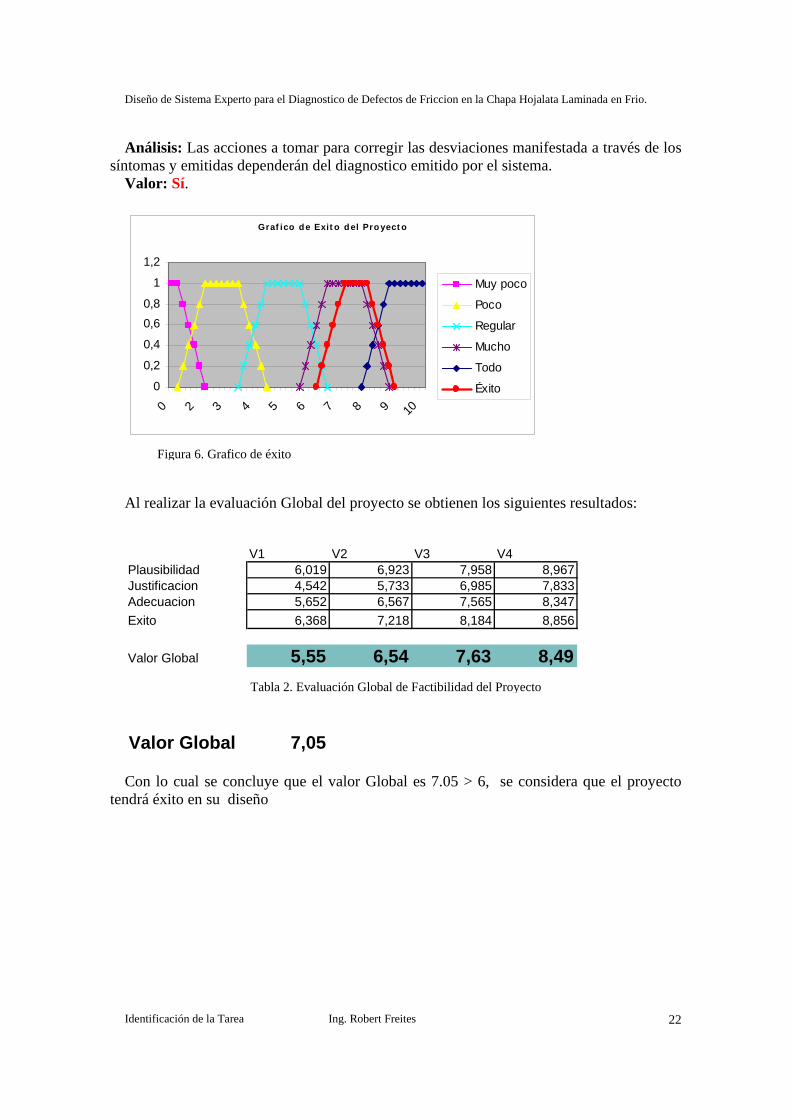
Al realizar la evaluación Global del proyecto se obtienen los siguientes resultados:
V1 V2 V3 V4Plausibilidad 6,019 6,923 7,958 8,967Justificacion 4,542 5,733 6,985 7,833Adecuacion 5,652 6,567 7,565 8,347
Exito 6,368 7,218 8,184 8,856
Valor Global 5,55 6,54 7,63 8,49
Valor Global 7,05 Con lo cual se concluye que el valor Global es 7.05 > 6, se considera que el proyecto
tendrá éxito en su diseño
Figura 6. Grafico de éxito
Tabla 2. Evaluación Global de Factibilidad del Proyecto
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 23
2.3. DEFINICION DE CARACTERÍSTICAS DE LA TAREA
2.3.1. Requisitos Funcionales y Operativos
Los requisitos funcionales de esta aplicación se puede resumir en el siguiente:
Para la condición de proceso de laminación representada por los datos que ingresan al
sistema en un periodo dado se debe emitir un diagnostico de las posibles causas de
aparición del defecto de fricción y de las posibles acciones que se deberán tomar para
corregir el desvío.
Para cumplir con este requisito se propone el diseño e implementación de un sistema
experto de Diagnostico que tomando como base el conocimiento de los expertos analistas
de procesos emita conclusiones acerca de los hechos representados por los datos registrados
de los sensores de campo y análisis de Laboratorio.
La validez y confiabilidad de las conclusiones emitidas por el sistema es deseable que
tengan un acierto de por lo menos 80% en comparación a los resultados del experto.
La portabilidad del sistema esta acotada por las prestaciones de la herramienta de
desarrollo del S.S.E.E usada (KAPPA-PC) que se puede usar en cualquier PC Personal
con ambiente Windows.
La interfaz del usuario debe estar enmarcada en un ambiente Windows y poder acceder
a datos almacenados en el PC de aplicación.
Se debe proveer acceso restringido a la Base de reglas para que sea mantenida solo por el
experto.
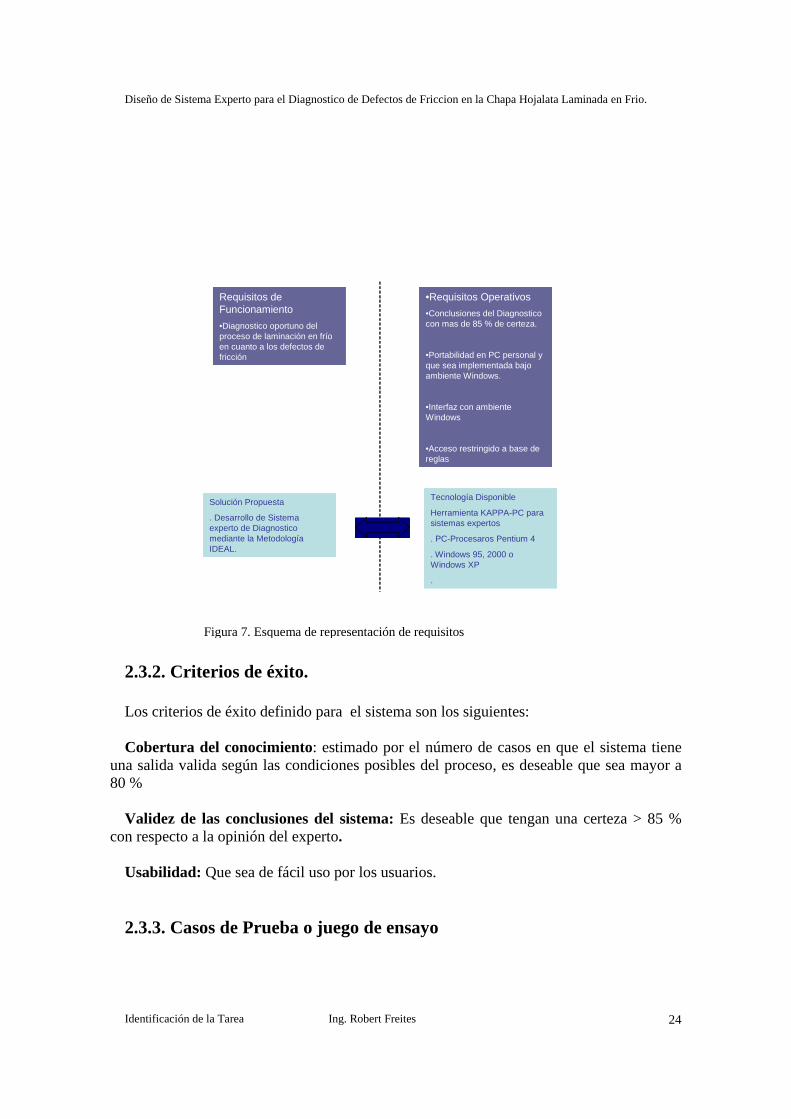
En el siguiente esquema se resumen los requisitos y la arquitectura de requisitos del
sistema:
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 24
2.3.2. Criterios de éxito. Los criterios de éxito definido para el sistema son los siguientes: Cobertura del conocimiento: estimado por el número de casos en que el sistema tiene
una salida valida según las condiciones posibles del proceso, es deseable que sea mayor a 80 %
Validez de las conclusiones del sistema: Es deseable que tengan una certeza > 85 % con respecto a la opinión del experto.
Usabilidad: Que sea de fácil uso por los usuarios.
2.3.3. Casos de Prueba o juego de ensayo
Requisitos de Funcionamiento
•Diagnostico oportuno del proceso de laminación en frío en cuanto a los defectos de fricción
Solución Propuesta
. Desarrollo de Sistema experto de Diagnostico mediante la Metodología IDEAL.
•Requisitos Operativos
•Conclusiones del Diagnostico con mas de 85 % de certeza.
•Portabilidad en PC personal y que sea implementada bajo ambiente Windows.
•Interfaz con ambiente Windows
•Acceso restringido a base de reglas
Tecnología Disponible
Herramienta KAPPA-PC para sistemas expertos
. PC-Procesaros Pentium 4
. Windows 95, 2000 o Windows XP
.
Requisitos de Funcionamiento
•Diagnostico oportuno del proceso de laminación en frío en cuanto a los defectos de fricción
Solución Propuesta
. Desarrollo de Sistema experto de Diagnostico mediante la Metodología IDEAL.
•Requisitos Operativos
•Conclusiones del Diagnostico con mas de 85 % de certeza.
•Portabilidad en PC personal y que sea implementada bajo ambiente Windows.
•Interfaz con ambiente Windows
•Acceso restringido a base de reglas
Tecnología Disponible
Herramienta KAPPA-PC para sistemas expertos
. PC-Procesaros Pentium 4
. Windows 95, 2000 o Windows XP
.
Requisitos de Funcionamiento
•Diagnostico oportuno del proceso de laminación en frío en cuanto a los defectos de fricción
Solución Propuesta
. Desarrollo de Sistema experto de Diagnostico mediante la Metodología IDEAL.
•Requisitos Operativos
•Conclusiones del Diagnostico con mas de 85 % de certeza.
•Portabilidad en PC personal y que sea implementada bajo ambiente Windows.
•Interfaz con ambiente Windows
•Acceso restringido a base de reglas
Tecnología Disponible
Herramienta KAPPA-PC para sistemas expertos
. PC-Procesaros Pentium 4
. Windows 95, 2000 o Windows XP
.
Figura 7. Esquema de representación de requisitos

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 25
La validación del sistema se contrastara con el diagnostico del experto sobre las mismas condiciones, las condiciones de proceso son representadas por los datos registrados en el nivel 2 del PC de Proceso sobre las variables del proceso.
2.3.4. Recursos para desarrollar el Sistema experto Software: Kappa –Pc; Windows Xp Hardware: PC-portable, Procesador Pentium 4
Recursos Humanos: Ingenieros de procesos Laminación en frío SIDERAR, Expertos en
Modelación de procesos de Laminado, Ingenieros de Lubricantes de SIDERAR, Ingeniero de Conocimiento, Ingenieros de Automatización y programación de Ambientes QNX de SIDERAR
2.3.5. Análisis de Costos/Beneficios Una vez implementado el sistema con la validez estimada en el diagnostico de causas se
presume un ahorro aproximado de 206.384 $/año según se muestra en la siguiente tabla:
Perdidas Economicas de la Situacion Actual
Material Defectuoso con problemas de friccion ( Ton/año) 425
Perdida Economica Estimada ($/año) 34000Perdida por dosificacion incorrecta de emulsion ( $/año) 5000
Perdida por cambio de cilindros de trabajo ($/año) 36864Perdida por interrupciones del proceso ( $/año) 230400
Total de Perdida Economica 306264
Perdidas Economicas Estimadas con el SSEE en funcionamiento
Material Defectuoso con problemas de friccion ( Ton/año) 132Perdida Economica Estimada ($/año) 10560Perdida por dosificacion incorrecta de emulsion ( $/año) 1000Perdida por cambio de cilindros de trabajo ($/año) 11520Perdida por interrupciones del proceso ( $/año) 76800
Total de Perdida Economica 99880
Ahorro con el SSEE puesto en Marcha ( $/año) 206384
Perdida por Material defectuoso
Perdida por acciones correctivas ineficaces
Perdida por Material defectuoso
Perdida por acciones correctivas ineficaces
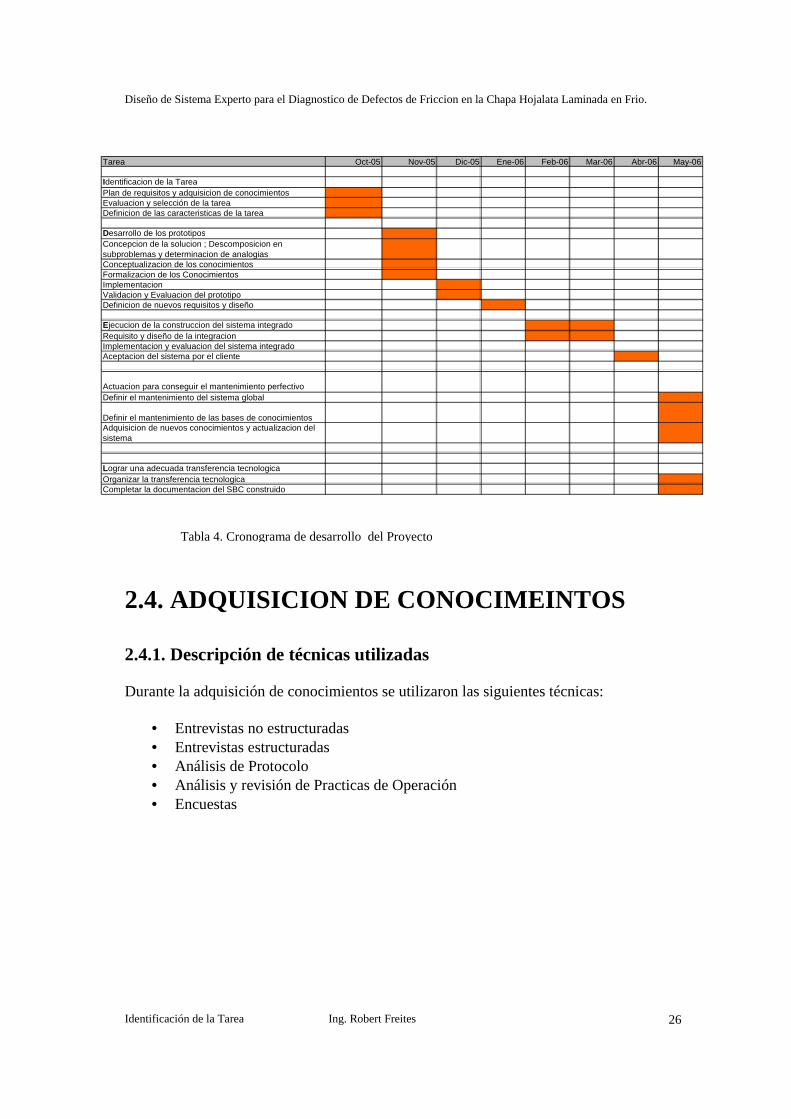
2.3.6. Programa de Desarrollo. El cronograma de desarrollo del mismo se esquematiza en el siguiente diagrama:
Tabla 3. Evaluación Económica del Proyecto
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 26
Tarea Oct-05 Nov-05 Dic-05 Ene-06 Feb-06 Mar-06 Abr-06 May-06
Identificacion de la TareaPlan de requisitos y adquisicion de conocimientosEvaluacion y selección de la tareaDefinicion de las caracteristicas de la tarea
Desarrollo de los prototiposConcepcion de la solucion ; Descomposicion en subproblemas y determinacion de analogiasConceptualizacion de los conocimientosFormalizacion de los ConocimientosImplementacionValidacion y Evaluacion del prototipoDefinicion de nuevos requisitos y diseño
Ejecucion de la construccion del sistema integradoRequisito y diseño de la integracionImplementacion y evaluacion del sistema integradoAceptacion del sistema por el cliente
Actuacion para conseguir el mantenimiento perfectivoDefinir el mantenimiento del sistema global
Definir el mantenimiento de las bases de conocimientosAdquisicion de nuevos conocimientos y actualizacion del sistema
Lograr una adecuada transferencia tecnologicaOrganizar la transferencia tecnologicaCompletar la documentacion del SBC construido
2.4. ADQUISICION DE CONOCIMEINTOS 2.4.1. Descripción de técnicas utilizadas Durante la adquisición de conocimientos se utilizaron las siguientes técnicas:
• Entrevistas no estructuradas • Entrevistas estructuradas • Análisis de Protocolo • Análisis y revisión de Practicas de Operación • Encuestas
Tabla 4. Cronograma de desarrollo del Proyecto
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 27
2.4.2. Análisis de entrevistas y descripción de los conocimientos educidos
2.4.2.1. 1era Entrevista: • Fecha de entrevista: 17/06/2005 • Experto: Ing electrónico Jorge Carrara • Técnica empleada: Entrevista no estructurada
• Objetivo: Acercamiento del problema • Preguntas: ¿De una forma General, en que consiste la tarea de diagnostico de un proceso de
laminación en frío, como es la tarea, cuales son sus características? • Trascripción de la sesión I.C: ¿En que consiste la tarea de análisis y diagnostico (determinación de la
naturaleza de una desviación) de un proceso de laminación en frío? Experto: La tarea de diagnostico consiste en determinar las posibles causas que
originan una desviación en el proceso de laminación, ya sea en su eficiencia operativa o en la calidad del producto
I.C: ¿Como se lleva a cabo la tarea? Experto: Diariamente se recopila la información de las siguientes fuentes: reportes de
procesos diarios, de las reuniones de gestión operativa y mediante la observación de las variables criticas en los reportes manuales y en los visualizadores de los datos de procesos grabados en nivel 2. La información detalla la hora en la que se produjo el evento, comentarios realizados por los técnicos y/u operadores de línea de la variable desviada, numero de bobina afectada.
Las variables macros del proceso que frecuentemente presenten desviaciones son las
siguientes: > Variación de espesor > Vibraciones > Lubricidad del proceso > Comportamiento de Fuerzas y tiros.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 28
Una vez determinados en los reportes cuales variables están desviadas se procede a su
análisis, para ello se comienza el proceso de recopilación de variables en las bases de datos (nivel 2) y se van estableciendo y validando hipótesis según el juicio del analista, como el proceso es multivariable se deben seleccionar aquellas que sean relevantes según los síntomas presentes
Una vez validada la hipótesis y según el grado de certeza obtenido se emite un
diagnostico de la o las posibles causas de desviación. I.C: De sus comentarios deduzco que la tarea se puede subdividir, ¿cuales son los
criterios para subdividirla?¿ Existen variables criticas de proceso?¿ Cual es el criterio para definirla?
Experto: Si,la tarea de diagnostico se divide en los principales variables macros que
impactan directamente la operatividad del proceso y la calidad del producto
• Variación de espesor • Vibraciones • Lubricidad del proceso • Comportamiento de Fuerzas y tiros.
A su vez cada análisis se puede definir en las siguientes etapas: 1. Caracterización del problema: Describirlo en función de sus síntomas y estados de
las variables mas representativas. 2. Planteamiento de las hipótesis mas probables ( la probabilidad se estima por la
experiencia del experto). 3. Emisión del diagnostico y posibles alternativas de solución. I.C. Y las Hipótesis planteadas, ¿Que características, atributos o variables se
utilizan para validar las mismas? Experto: La principal variable es la relación Tiro x Fuerza de cada Jaula, del análisis
de tendencias de esta se puede deducir cambios en fricción o estado de los principales sensores usados para controlar el proceso.
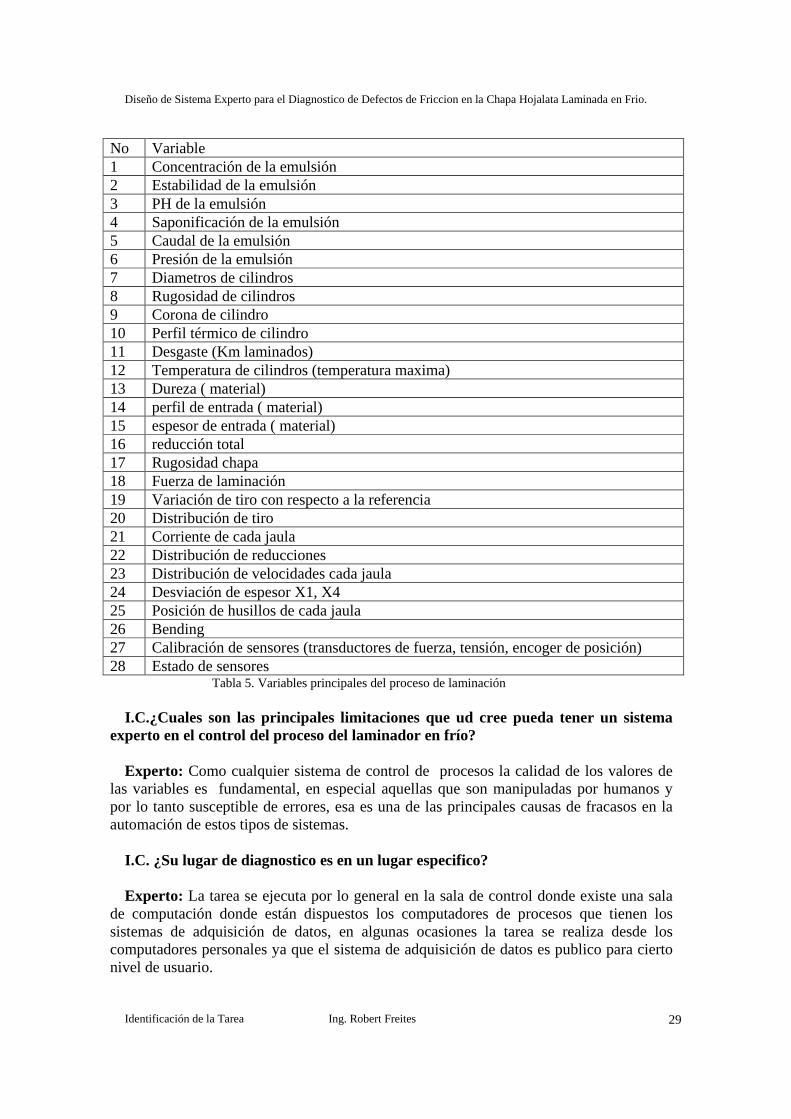
Otras variables a analizar son las siguientes:
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 29
No Variable 1 Concentración de la emulsión 2 Estabilidad de la emulsión 3 PH de la emulsión 4 Saponificación de la emulsión 5 Caudal de la emulsión 6 Presión de la emulsión 7 Diametros de cilindros 8 Rugosidad de cilindros 9 Corona de cilindro 10 Perfil térmico de cilindro 11 Desgaste (Km laminados) 12 Temperatura de cilindros (temperatura maxima) 13 Dureza ( material) 14 perfil de entrada ( material) 15 espesor de entrada ( material) 16 reducción total 17 Rugosidad chapa 18 Fuerza de laminación 19 Variación de tiro con respecto a la referencia 20 Distribución de tiro 21 Corriente de cada jaula 22 Distribución de reducciones 23 Distribución de velocidades cada jaula 24 Desviación de espesor X1, X4 25 Posición de husillos de cada jaula 26 Bending 27 Calibración de sensores (transductores de fuerza, tensión, encoger de posición) 28 Estado de sensores
Tabla 5. Variables principales del proceso de laminación I.C.¿Cuales son las principales limitaciones que ud cree pueda tener un sistema
experto en el control del proceso del laminador en frío? Experto: Como cualquier sistema de control de procesos la calidad de los valores de
las variables es fundamental, en especial aquellas que son manipuladas por humanos y por lo tanto susceptible de errores, esa es una de las principales causas de fracasos en la automación de estos tipos de sistemas.
I.C. ¿Su lugar de diagnostico es en un lugar especifico? Experto: La tarea se ejecuta por lo general en la sala de control donde existe una sala
de computación donde están dispuestos los computadores de procesos que tienen los sistemas de adquisición de datos, en algunas ocasiones la tarea se realiza desde los computadores personales ya que el sistema de adquisición de datos es publico para cierto nivel de usuario.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 30
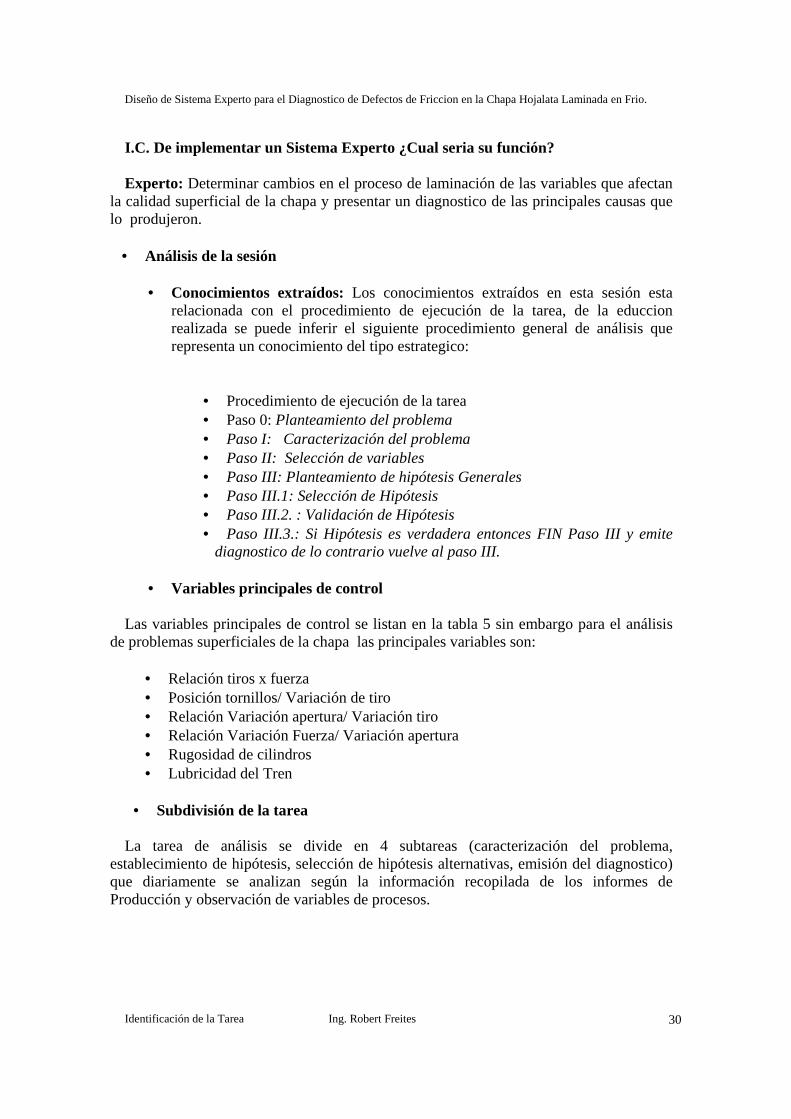
I.C. De implementar un Sistema Experto ¿Cual seria su función? Experto: Determinar cambios en el proceso de laminación de las variables que afectan
la calidad superficial de la chapa y presentar un diagnostico de las principales causas que lo produjeron.
• Análisis de la sesión
• Conocimientos extraídos: Los conocimientos extraídos en esta sesión esta relacionada con el procedimiento de ejecución de la tarea, de la educcion realizada se puede inferir el siguiente procedimiento general de análisis que representa un conocimiento del tipo estrategico:
• Procedimiento de ejecución de la tarea • Paso 0: Planteamiento del problema • Paso I: Caracterización del problema • Paso II: Selección de variables • Paso III: Planteamiento de hipótesis Generales • Paso III.1: Selección de Hipótesis • Paso III.2. : Validación de Hipótesis • Paso III.3.: Si Hipótesis es verdadera entonces FIN Paso III y emite
diagnostico de lo contrario vuelve al paso III.
• Variables principales de control
Las variables principales de control se listan en la tabla 5 sin embargo para el análisis de problemas superficiales de la chapa las principales variables son:
• Relación tiros x fuerza • Posición tornillos/ Variación de tiro • Relación Variación apertura/ Variación tiro • Relación Variación Fuerza/ Variación apertura • Rugosidad de cilindros • Lubricidad del Tren
• Subdivisión de la tarea
La tarea de análisis se divide en 4 subtareas (caracterización del problema,
establecimiento de hipótesis, selección de hipótesis alternativas, emisión del diagnostico) que diariamente se analizan según la información recopilada de los informes de Producción y observación de variables de procesos.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 31
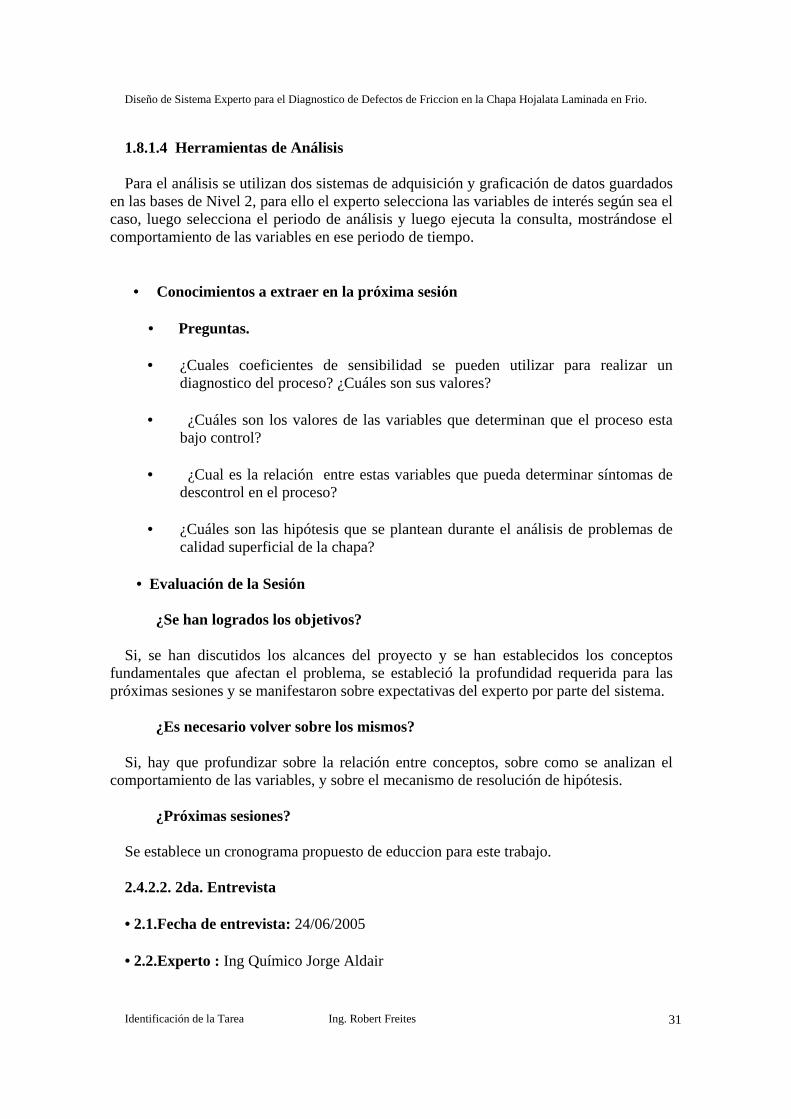
1.8.1.4 Herramientas de Análisis Para el análisis se utilizan dos sistemas de adquisición y graficación de datos guardados
en las bases de Nivel 2, para ello el experto selecciona las variables de interés según sea el caso, luego selecciona el periodo de análisis y luego ejecuta la consulta, mostrándose el comportamiento de las variables en ese periodo de tiempo.
• Conocimientos a extraer en la próxima sesión
• Preguntas.
• ¿Cuales coeficientes de sensibilidad se pueden utilizar para realizar un diagnostico del proceso? ¿Cuáles son sus valores?
• ¿Cuáles son los valores de las variables que determinan que el proceso esta
bajo control?
• ¿Cual es la relación entre estas variables que pueda determinar síntomas de descontrol en el proceso?
• ¿Cuáles son las hipótesis que se plantean durante el análisis de problemas de
calidad superficial de la chapa?
• Evaluación de la Sesión
¿Se han logrados los objetivos? Si, se han discutidos los alcances del proyecto y se han establecidos los conceptos
fundamentales que afectan el problema, se estableció la profundidad requerida para las próximas sesiones y se manifestaron sobre expectativas del experto por parte del sistema.
¿Es necesario volver sobre los mismos?
Si, hay que profundizar sobre la relación entre conceptos, sobre como se analizan el
comportamiento de las variables, y sobre el mecanismo de resolución de hipótesis.
¿Próximas sesiones? Se establece un cronograma propuesto de educcion para este trabajo. 2.4.2.2. 2da. Entrevista • 2.1.Fecha de entrevista: 24/06/2005
• 2.2.Experto : Ing Químico Jorge Aldair
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 32
• 2.3.Técnica empleada: Entrevista estructurada
• 2.4.Preparación de preguntas
¿Qué se entiende por control de la lubricidad? ¿Cuales son las variables que inciden en la lubricidad en el proceso de laminación? ¿Cuales son los valores adecuados para estas variables? ¿Cual es la relación entre estas variables? ¿Como se lleva a cabo la tarea? • Trascripción de la sesión I.C.¿Qué se entiende por control de la lubricidad?
Experto: El control de las variables de estado de la emulsión, sin embargo las
variables que acá controlamos no nos pueden decir exactamente que tipo de reacciones se están produciendo en la solución por lo tanto no es un control exacto, los estados de estas variables y sus tendencia nos sirven para diagnosticar con cierto grado de certeza como se encuentra la emulsión en el instante en que se hicieron las mediciones y poder alertar sobre la condición de lubricidad que esta presente en el laminador, así mismo el análisis de las series de tiempo de las variables nos ayudan a interpretar fenómenos que pueden afectar la estabilidad.
I.C.¿Cuales son las variables que inciden en la lubricidad en el proceso de
laminación?
Experto: La lubricidad en el proceso de laminación viene dado por dos variables fundamentales que son la formulación y el mantenimiento de la emulsión durante el proceso .Sobre la formulación poco se puede hacer una vez dictaminada la misma. Las variables básicas del mantenimiento son las siguientes:
• Temperatura • Concentración • SAP • Agregados de aceite • Agregados de Agua: Esta es una variable muy característica de este tren laminador
por la cantidad excesiva de agua que se agrega debido a las importantes perdidas caloricas que tiene debido a la reducción total a la que esta sometido, eso dificulta el control del PH en la solución.
% de aceite activo: este es una importante variable que no se usa en la actualidad para el
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 33
control, su relación con la concentración es la siguiente: Aceite activo = Concentración- (Saponificación real/ Saponificación Base) Adicionales a esta también influyen sobre la lubricidad las siguientes variables:
• PH • Finos de hierro • Estabilidad
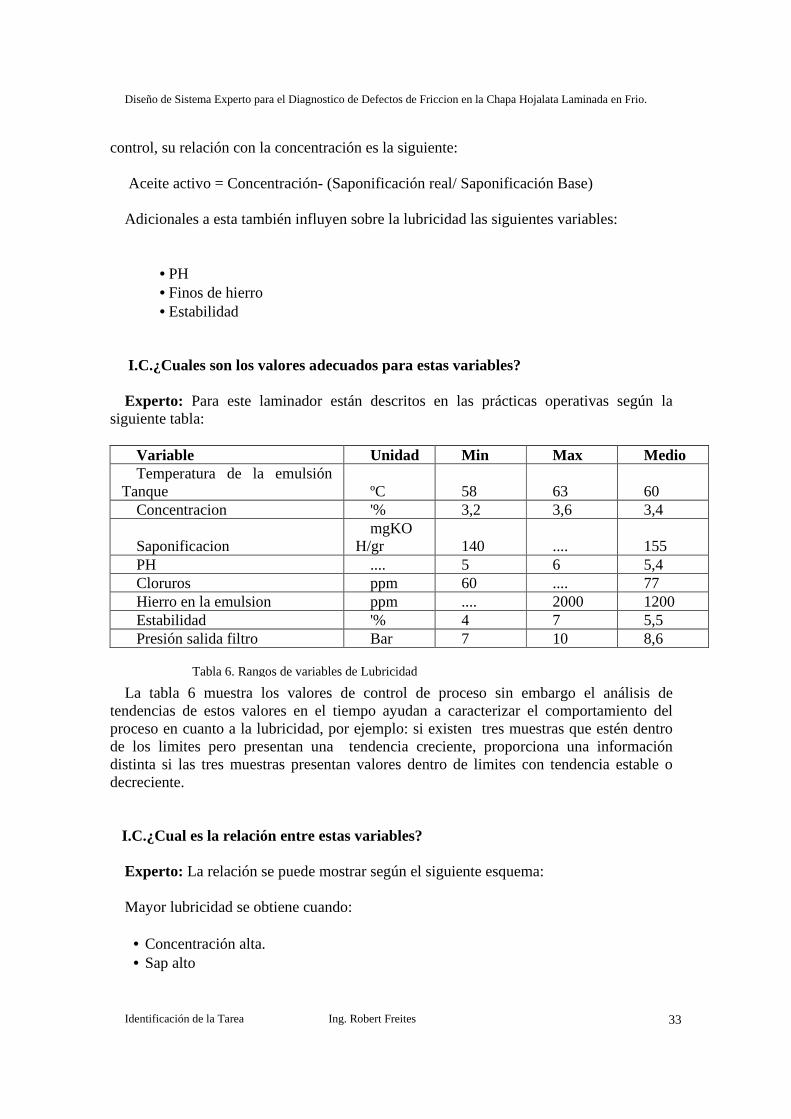
I.C.¿Cuales son los valores adecuados para estas variables?
Experto: Para este laminador están descritos en las prácticas operativas según la
siguiente tabla:
Variable Unidad Min Max Medio Temperatura de la emulsión
Tanque ºC 58 63 60 Concentracion '% 3,2 3,6 3,4
Saponificacion mgKO
H/gr 140 .... 155 PH .... 5 6 5,4 Cloruros ppm 60 .... 77 Hierro en la emulsion ppm .... 2000 1200 Estabilidad '% 4 7 5,5 Presión salida filtro Bar 7 10 8,6
La tabla 6 muestra los valores de control de proceso sin embargo el análisis de
tendencias de estos valores en el tiempo ayudan a caracterizar el comportamiento del proceso en cuanto a la lubricidad, por ejemplo: si existen tres muestras que estén dentro de los limites pero presentan una tendencia creciente, proporciona una información distinta si las tres muestras presentan valores dentro de limites con tendencia estable o decreciente.
I.C.¿Cual es la relación entre estas variables?
Experto: La relación se puede mostrar según el siguiente esquema: Mayor lubricidad se obtiene cuando:
• Concentración alta. • Sap alto
Tabla 6. Rangos de variables de Lubricidad

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 34
• Ph bajo y Estabilidad baja • Temperatura alta • Finos de hierros altos
Menor lubricidad se obtiene cuando la variación de las variables mencionadas arriba es
en sentido contrario, sin embargo existen combinaciones de estas valores de estas variables que te pueden afectar la lubricidad de acuerdo al peso que tiene cada variable en este sistema.
La relación la podríamos formular mediante la siguiente formula: Lubricidad = concentracion+SAP+Estabilidad+Finos de Hierros; es decir podríamos
tener alta lubricidad con baja concentración y alto SAP, también podríamos tener el mismo nivel de lubricidad con alta concentración bajo SAP y menor estabilidad, es decir en la practica se dan combinaciones de estas variables de manera independiente que pueden aumentar o disminuir la lubricidad.
• Análisis de la sesión
• Conocimientos extraídos Parámetros de control de la lubricidad La lubricidad en el proceso de laminación viene dado por dos variables fundamentales
que son la formulación y el mantenimiento de la emulsión durante el proceso. A continuación se enumeran un listado de las variables de mantenimiento.
• Concentración • Saponificación • Temperatura • Saponificación • Ph • Estabilidad • Finos de hierros • Cloruros • Agregados de agua • Agregados de aceite
Relación entre variables Relación concentración _lubricidad
• A un nivel mayor de concentración con las demás variables de mantenimiento constante se obtiene mayor lubricidad , concentración por encima de 3, 6 % se consideran altas, por debajo de 3,2 se consideran bajas para la laminación de hojalata.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 35
Relación saponificacion_lubricidad
• A mayor valores de saponificación mayor lubricidad con las demás variables de mantenimiento constante se obtiene mayor lubricidad, SAP por debajo de 140 mg KOH/gr se considera bajo, SAP por encima de 180 mg KOH/gr se considera alto
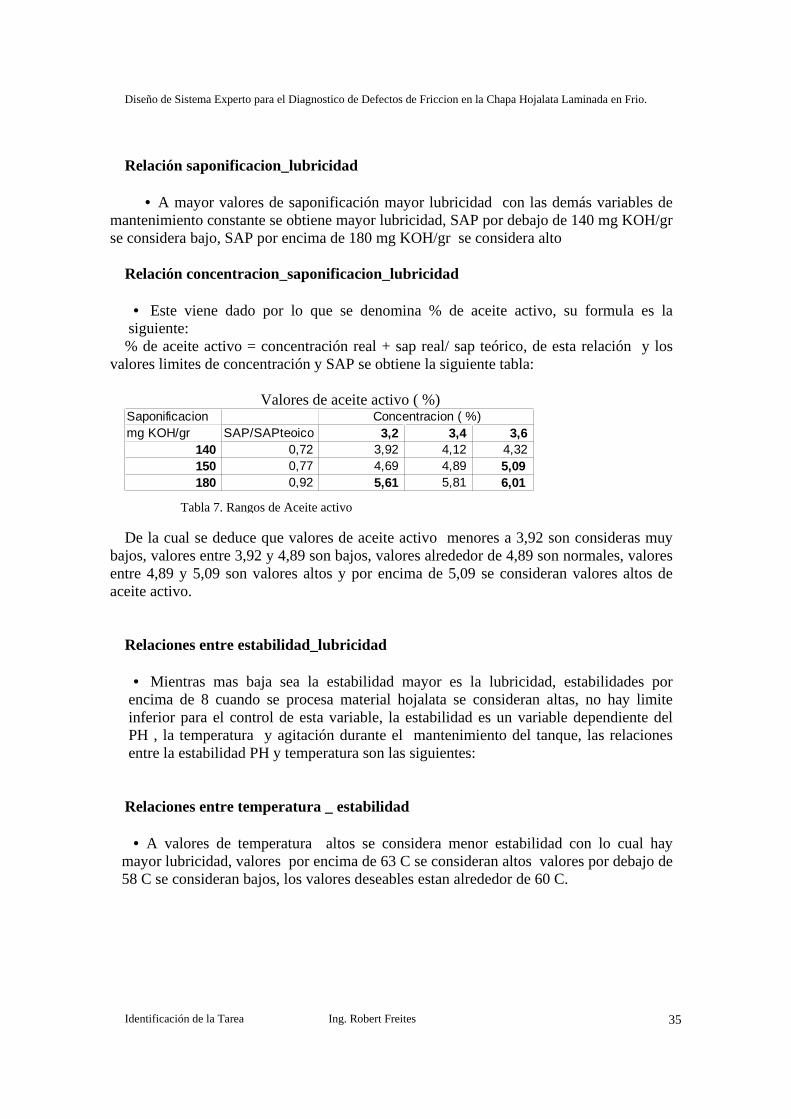
Relación concentracion_saponificacion_lubricidad
• Este viene dado por lo que se denomina % de aceite activo, su formula es la siguiente: % de aceite activo = concentración real + sap real/ sap teórico, de esta relación y los
valores limites de concentración y SAP se obtiene la siguiente tabla: Valores de aceite activo ( %) Saponificacion Concentracion ( %)mg KOH/gr SAP/SAPteoico 3,2 3,4 3,6
140 0,72 3,92 4,12 4,32 150 0,77 4,69 4,89 5,09 180 0,92 5,61 5,81 6,01
De la cual se deduce que valores de aceite activo menores a 3,92 son consideras muy
bajos, valores entre 3,92 y 4,89 son bajos, valores alrededor de 4,89 son normales, valores entre 4,89 y 5,09 son valores altos y por encima de 5,09 se consideran valores altos de aceite activo.
Relaciones entre estabilidad_lubricidad
• Mientras mas baja sea la estabilidad mayor es la lubricidad, estabilidades por encima de 8 cuando se procesa material hojalata se consideran altas, no hay limite inferior para el control de esta variable, la estabilidad es un variable dependiente del PH , la temperatura y agitación durante el mantenimiento del tanque, las relaciones entre la estabilidad PH y temperatura son las siguientes: Relaciones entre temperatura _ estabilidad
• A valores de temperatura altos se considera menor estabilidad con lo cual hay mayor lubricidad, valores por encima de 63 C se consideran altos valores por debajo de 58 C se consideran bajos, los valores deseables estan alrededor de 60 C.
Tabla 7. Rangos de Aceite activo

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 36
Relaciones entre PH_estabilidad.
• A valores bajo de PH la emulsión se vuelve mas estable, y por lo tanto hay un aumento de lubricidad, valores por encima de 5,5 de Ph se consideran altos y valores favorables para aumentar la estabilidad del sistema.
Relaciones entre agitacion_estabilidad
• A valores bajos de agitacion aumenta la estabilidad y disminuye la lubricidad, valores bajos de agitacion son monitoreados por el consumo de corriente de los agitadores del tanque de operación.
Interdependecia de variables Las relaciones manifestadas por el experto suponen constancia en las demás variables
que afectan la lubricidad, en la practica existen variaciones de todas estas variables simultaneamente con lo cual el comportamiento de la lubricidad es poco predecible, es necesario en la próxima sesión estimar la sensibilidad de la lubricidad al cambio de cada variable.
• Conocimientos a extraer en la proxima sesion:
Los conocimientos a extraer en la proximan sesion se listan en forma de pregunta a
continuacion: • ¿ Cuales son las variables que afectan la temperatura y cuales son sus rangos de
operación? • ¿ Cuales son las variables que afectan la concentración y cuales son sus rangos de
operación? • ¿ Cuales son las variables que afectan la saponificación y cuales son sus rangos de
operación? • ¿ Cuales son las variables que afectan el PH y cuales son sus rangos de operación ? • ¿ Cuales son las variables que afectan la estabilidad y cuales son sus rangos de
operación? • ¿ Cuales son las variables que afectan el contenido de finos de hierros y cuales son sus
rangos de operación? • ¿ Cual es el procedimiento de ejecución de la tarea de análisis de la lubricidad
mediante el monitoreo de las variables de mantenimiento de la emulsión?

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 37
• Evaluación de la Sesión
¿ Se han logrados los objetivos? Si, se pudo establecer la profundidad adecuada para esta sesión en cuanto a las variables
de primer orden que describen la lubricidad y su relación, se pudo determinar las limitaciones en la metodología actual de control.
¿ Es necesario volver sobre los mismos? Si, hay que profundizar sobre la relación entre conceptos, y profundizar entre las
variables secundarias que afectan la lubricidad, por comentarios del experto se podria tener una profundidad de hasta 4 niveles para determinar la relaciones entre conceptos
¿Próximas sesiones ? En las próximas sesiones se intentara repasar los conceptos fundamentales de lubricidad
y ponderar los efectos de cada variable según la experiencia de los Ingenieros, se intentara determinar los valores de control de las variables secundarias o de segundo orden, los procedimientos heuristicos que se utilizan para minimizar el numero de variables en análisis y el como se realiza la tarea.
2.4.2.3. 3era Entrevista • Fecha de entrevista: 21/07/2005
• 3.1.2.Experto : Ing Mecánico Enrique Bossi
• 3.1.3. Técnica empleada: Entrevista Estructurada
• 3.1.4. Preparación de preguntas
¿Cuales son las variables que afectan la temperatura y cuales son sus rangos de
operación? ¿Cuales son las variables que afectan la concentración y cuales son sus rangos de
operación? ¿Cuales son las variables que afectan la saponificación y cuales son sus rangos de
operación? ¿Cuales son las variables que afectan el PH y cuales son sus rangos de operacion ? ¿Cuales son las variables que afectan la estabilidad y cuales son sus rangos de
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 38
operacion? ¿Cuales son las variables que afectan el contenido de finos de hierros y cuales son sus
rangos de operación? • Trascripción de la sesión
I.C:¿Cuales son las variables que afectan la temperatura y cuales son su rangos
de operación?
Experto: La temperatura es afectada por el Balance Térmico de la maquina mas la extracción o aporte de calor que se le pueda hacer al tanque, en hojalata no hay generación de calor que pueda mantener la temperatura del tanque sin aporte externo como en el caso del material grueso, la temperatura se mantiene dependiendo de las condiciones del sistema de intercambio de calor (serpentina de vapor),
Los drenados que se realizan de acuerdo a práctica operativa, es decir 20 cm. diarios
no influyen en el balance térmico, sin embargos aquellos que ocurren cuando hay contaminación y representan entre el 60 y 40 % del volumen del tanque si influyen en la temperatura del tanque.
En régimen estable estas son las principales variables, en régimen transitorio no se
conoce un sistema capaz de absorber las variaciones de temperatura en el tanque, por lo general después de una interrupción larga en el proceso suele ocurrir que la temperatura del tanque varíe dependiendo de como se este trabajando la válvula controladora de vapor y el estado del bypass.
I.C: ¿Cuales son las variables que afectan la concentración y cuales son sus rangos de operación?
Experto: Por las características del sistema los agregados de agua no son muy
confiables en cuanto al volumen, la cantidad de aceite agregado se mide mediante la variación de nivel en los tanques de deposito , el tipo de agregado que se realiza acá es del tipo batch, lo ideal seria un sistema de agregado del tipo continuo.El estado de los agitadores es fundamental, se tiene que tener en cuenta le numero de palas en servicio el sentido de giro y corriente que toman, los taponamientos en los canastos producen variaciones de nivel en el tanque y estancamientos del aceite en el cual este se separa y produce que haya variaciones en la concentración.
I.C: ¿ Cuales son las variables que afectan la saponificación y cuales son sus rangos de operación?

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 39
Experto: Formulación del aceite es la principal variable que afecta la saponificación, a partir de allí tienes una degradación por contaminación con otros averías y la otra por envejecimiento pero esta muy en segundo termino, la variación de niveles en los tanques de otros aceites que se usan para lubricar los otros equipos podrían determinar que hay fugas y estas podrían estar derramándose sobre la emulsión, las principales fugas son de aceite hidráulico y de aceite Morgoil.
I.C: ¿Cuales son las variables que afectan el PH y cuales son sus rangos de operación?
Experto: El ph depende de la formulación del aceite base ,si los agregados de aceite y agua fueran realizados balanceadamente le ph de diseño no debería variar, cuando hay descompensaciones de agregados de aceite y agua ocurren variaciones del ph, en esta planta industrial como se tiene que trabajar con un ph por debajo del diseño debemos agregar ácido fosforico para forzarlo a mantenerse bajo
I.C: ¿Cuales son las variables que afectan la estabilidad y cuales son sus rangos de operación?
Experto: La agitación es fundamental, que en definitiva es la fuerza mecánica con la
que mantienes al sistema mezclado , la formulación base también afecta la estabilidad de la emulsión, la contaminación afecta, si se agregan aceites minerales se modifica el SAP en el caso de la hojalata la estabilidad aumenta cuando hay contaminaciones, la corriente de los agitadores debe estar por encima de 19 amperes para considerarse normal y debe tener por lo menos 4 palas y estar girando en sentido contrario uno respecto al otro.
I.C: ¿Cuales son las variables que afectan el contenido de finos de hierros y cuales son sus rangos de operación? Experto: No hay practica operativa definida, los finos de hierro ayuda a transportar al
aceite y esto favorece la lubricidad, el contenido depende de los drenados que se realizan durante el mantenimiento de la emulsión.
I.C: ¿Se han logrados los objetivos?
Experto: Si se determino las variables principales que afectan los parámetros de
control de lubricidad, en este sentido se profundizo en sentido vertical para determinar relaciones entre las variables y la sensibilidad de cada parámetro a la variación de sus variables.
I.C: ¿Es necesario volver sobre los mismos?
Experto: Si, solo faltaría determinar si algunos valores de control de algunas variables
que están determinado por la experiencia y no están formalizados.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 40
• ¿Próximas sesiones? En las próximas sesiones se intentara conocer los valores limites de algunos parámetros
según las siguientes interrogantes: ¿Cual es la formulación estándar del aceite base y cuales son sus valores adecuados
para garantizar una correcta lubricidad? ¿Cual es la variación de nivel de los tanques de aceite morgoil y aceite hidráulico que
afectan la saponificación de manera significativa? • Análisis de la sesión
• Conocimientos extraídos
• Variables que afectan la temperatura En hojalata la temperatura depende del aporte externo que se le pueda suministrar al
tanque por medio del sistema intercambiador de calor, la temperatura depende de las siguientes variables:
• Estado del Bypass
• Modo de operación de la válvula reguladora de caudal.
• Régimen del laminador, si esta parado y la válvula del bypass esta abierta lo mas probable es que aumente la temperatura.
• Los drenados mayores a 40% del volumen del tanque influyen en la temperatura de la emulsión en el tanque.
• Análisis de la concentración
• Variables que afectan la concentración
Las principales variables que afectan la concentración son las siguientes:
• Agregados de aceite y agua, medido a través de la variación de niveles de los tanques de depósitos
• • Corriente, numero de palas y sentido de giro de los agitadores
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 41
• Variabilidad en los niveles del tanque por taponamientos en los filtros
canastos.
• Variables que afectan la saponificación
Las variables principales que afectan la saponificación se pueden clasificar en 2 tipos,
una por contaminación con aceites extraños y otras debido a las degradación del mismo por falta de agregados de aceites durante el laminado; con lo cual las variables que afectan la saponificación son las siguientes:
• Niveles de tanques de aceites morgoil e Hidráulicos • Agregados de aceite vs toneladas procesadas, que se puede interpretar como el
consumo en un periodo de tiempo determinado donde la saponificación vario
• Variables que afectan el ph Las principales variables que afectan el ph son las siguientes:
• Formulación del aceite base • agregados de fósforo • Agregados de agua • Ph del agua
• Variables que afectan la estabilidad La estabilidad se ve afectada por los siguientes fenómenos, cuando hay aumentos de
contaminantes hay aumentos de estabilidad que se puede determinar a través de los niveles de los tanques y variación decreciente del sap, cuando la formulación del aceite base presenta un aceite mas estable se reflejara en las variables de mantenimiento mayor estabilidad de la solución, la corriente de los agitadores cuando es menor a 19 amperes se considera deficiente , sentido de giro y estado de los agitadores
• Variables que afectan los finos de hierros
El contenido de los finos de hierro es una variable de control secundaria , su efecto sobre la lubricidad se debe al fenómeno de transporte del aceite y en general a mayor contenido de finos de hierro se favorece la lubricidad, no se conocen los valores a los cuales deben llegar los finos de hierro para aumentar significativamente la lubricidad, solo se estima que son directamente proporcionales, los drenados del tanque minimizan el contenido de los finos de hierro durante la operario, siendo proporcional ala cantidad de solución drenada, información tomada de la variación de niveles de los tanque
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 42
2.4.2.4. 4ta Entrevista:
• Fecha de entrevista: 24/06/2005 • Experto : Ing Jorge Carrara
• Técnica empleada: Entrevista no estructurada.
• Trascripción de la Sesión
I.C. De la sesión anterior nos quedaron varios tópicos por analizar entre ellos el
tema de sensibilidad de las variables ¿cuales coeficientes de sensibilidad se pueden utilizar para realizar un diagnostico del proceso?¿Cuáles son sus valores?
Experto: La fricción ( representada por el coeficiente µ) , te quiero mostrar los
evolutivos del año, muestra como han venido trabajando las fuerzas este año y el año pasado, el puente 2 hacia mas alto µ y el puente 3 hacia mas bajo µ, el µ es un coeficiente totalitario, tu no sabes cual es la causa pero te determina si hubo un cambio, el µ se calcula por tres componente, uno del modelo, otro de una red neuronal y otro coeficiente adaptativo, que lo utiliza para adaptar las referencias de fuerzas a los coeficientes del modelo para la próxima bobina, se agrupa dureza y fricción para la próxima bobina.
Los valores de fricción estan estables alrededor de 0,002 es un valor que para la jaula 3
y 4 , en cambio que para grueso es alrededor de 0,025 ( falta definir), coeficiente totalitario que es influenciado por rugosidad, presión de los picos, números de picos tapados y otras variables de menor interés, la adaptación es proporcional al error de la fuerza asociada al tiro , con esa medición tiro y reducción me da una fuerza referencial y la comparo con la medida, y ese delta lo utilizamos para cambiar el µ, y eso se puede acotar con rangos definidos alrededor de 20 % son los limites actuales, cuando se sobrepasa esos limites el modelo adapta a los valores de fuerza de planitud, los limites sirven para acotar las reacciones del modelo cuando hay grados de acero desconocidos, existen algunos grados que no son representativos, alineados están 7026,7015,7016,7011,7004,7006,7005 los otros tipos de acero no están bien alineados.
La relación tiroxfuerza, es un coeficiente integrador cuyas variaciones pueden significar
cambios de dureza o fricción en el proceso, los valores normales de tiroxfuerza 5-10 para jaula 1 y 2 , jaula 2-3 entre 8 y 15, y jaula 3 y 4 entre 10 y 20.
IC ¿Cuáles son las hipótesis que se plantean durante el análisis de problemas de calidad
superficial de la chapa? Experto: Las principales hipótesis son referentes a cambios en la fricción como lo
pueden ser problemas de presión en los picos, rugosidad de cilindros fuera de
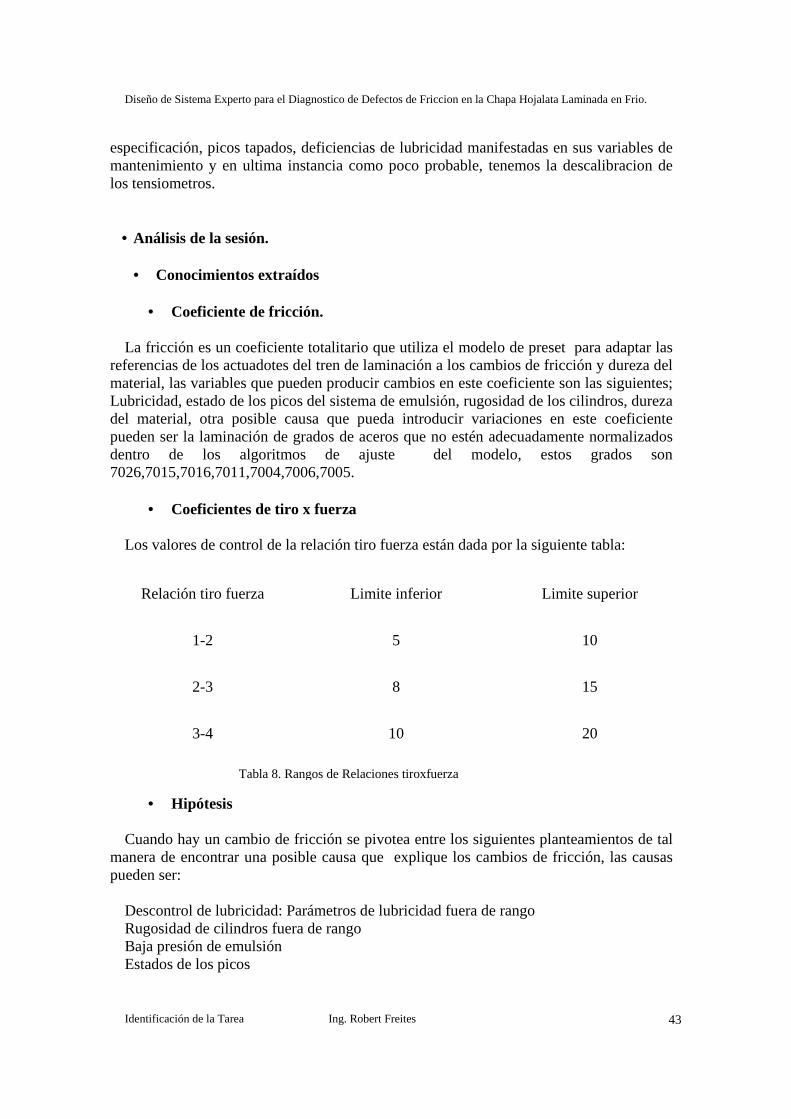
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 43
especificación, picos tapados, deficiencias de lubricidad manifestadas en sus variables de mantenimiento y en ultima instancia como poco probable, tenemos la descalibracion de los tensiometros.
• Análisis de la sesión.
• Conocimientos extraídos
• Coeficiente de fricción. La fricción es un coeficiente totalitario que utiliza el modelo de preset para adaptar las
referencias de los actuadotes del tren de laminación a los cambios de fricción y dureza del material, las variables que pueden producir cambios en este coeficiente son las siguientes; Lubricidad, estado de los picos del sistema de emulsión, rugosidad de los cilindros, dureza del material, otra posible causa que pueda introducir variaciones en este coeficiente pueden ser la laminación de grados de aceros que no estén adecuadamente normalizados dentro de los algoritmos de ajuste del modelo, estos grados son 7026,7015,7016,7011,7004,7006,7005.
• Coeficientes de tiro x fuerza
Los valores de control de la relación tiro fuerza están dada por la siguiente tabla:
Relación tiro fuerza Limite inferior Limite superior
1-2 5 10
2-3 8 15
3-4 10 20
• Hipótesis Cuando hay un cambio de fricción se pivotea entre los siguientes planteamientos de tal
manera de encontrar una posible causa que explique los cambios de fricción, las causas pueden ser:
Descontrol de lubricidad: Parámetros de lubricidad fuera de rango Rugosidad de cilindros fuera de rango Baja presión de emulsión Estados de los picos
Tabla 8. Rangos de Relaciones tiroxfuerza
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 44
Calibración de los tensiometros
• . Evaluación de objetivos • Evaluación de la Sesión.
• ¿Se han logrados los objetivos?
Si, se establecieron los principales coeficientes que pueden determinar variaciones
significativas en el proceso, como lo denomina el experto son coeficientes totalitarios que integran las principales variables de proceso
• ¿Es necesario volver sobre los mismos?
Solo falta determinar los rangos del coeficiente de fricción que se consideran normales.
• ¿Próximas sesiones? En la próxima sesión se espera presentar el mapa de conocimiento del problema de tal
manera de discutirlo con el experto 2.4.2.5. 5ta Entrevista:
• Fecha de entrevista: 18/11/2005 • Experto (s) : Ing Jorge Carrara,Ing. Jorge Aldair,Ing. Enrique Bossi
• Técnica empleada: Entrevista Grupal no estructurada.
• Trascripción de la Sesión
I.C. A continuación le presento el mapa de conocimiento deducido de sus valiosos
aportes sobre la problemática que estamos estudiando, les explico para escuchar sus comentarios. (Ver figura 11, mapa de conocimiento).
Comentarios de los expertos:
• Conceptualmente cumple con las relaciones entre variables, sin embargo en cuanto a las variables de lubricidad sugiero que se incorpore el concepto de aceite activo que tiene un peso muy significativo en la lubricidad.
• Las acciones correctivas que se enumeran son muchas y algunas de poco
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 45
ocurrencia y carácter muy teórico, te sugiero que las revisemos y las resumamos.
• Veo que la fricción se ha esquematizado muy bien con todas sus variables de influencia, y me parece correcto no usarla cuantitativamente sino inferir su comportamiento a través de las variables que la afectan.
• Análisis de la Sesión
De la sesion de presentacion del mapa de conocimientos se deduce que presenta validez conceptual con recomendaciones que seran incorporadas en el mismo a medida que se avance con los prototipos tal como lo especifica la metodología IDEAL.
2.4.3. Aplicación de Técnicas de Análisis de Protocolos 2.4.3.1. Grabación del protocolo. La grabación se realizo el día 17/08/2005 al técnico Norberto Díaz de Stuart., durante la
grabación el técnico realizo un análisis del estado de Lubricidad del laminador del día anterior leyendo el reporte diario del laminador en frío y utilizando el sistema de adquisición de datos de nivel II
2.4.3.2. Trascripción del protocolo. “Para esta fecha estamos haciendo un espesor de 0.30 para lo cual la concentración de
3,2 -3,3 es medio alta, lo cual me puede ocasionar fuerzas bajas suponiendo que la situación de los cilindros este bien me puede ocasionar que el laminador podría estar en el aire , alli voy y observo el phindows y observa que las fuerzas y tiros están normales o tenemos alguna novedad reportada en cuanto a las fuerzas ,la temperatura del aceite esta en lo recomendado, el sap esta dentro de los parámetros establecidos, y manteniendo el ph en situación por debajo de lo establecido, valores bajos de 5.4 lo cual me influye en la estabilidad, la estabilidad esta en un valor normal de 7, para el otro turno tenemos que la concentración esta en valores de 3,4-3,3-3,6 % para espesores de 0.18 lo cual es una condición adecuada, los cloruros bajaron porque se realizo un drenado, el sap cayo 3 puntos para lo cual observo los niveles de aceite a ver porque pudo haber variado, porque en este periodo adicione aceite lo cual se supone es que algo esta entrando en la emulsión, algún contaminante por eso no solamente que me bajo en el turno anterior sino que a pesar de estos dos drenados y dos drenados se mantienen los valores de SAP del turno anterior y aun valores mas bajos, voy al tercer turno en la cual se observa que se tomo alguna acción sobre la entrada de contaminantes, ya que el sap subió, el sap aumento 5 puntos 6 puntos, o sea que aumento aparte del agregado la concentración esta bien porque estoy haciendo hojalata,los finos de hierro es algo que no es relevante, miro el ph y observo que esta normal, miro la estabilidad y está dentro de parámetros, miro las
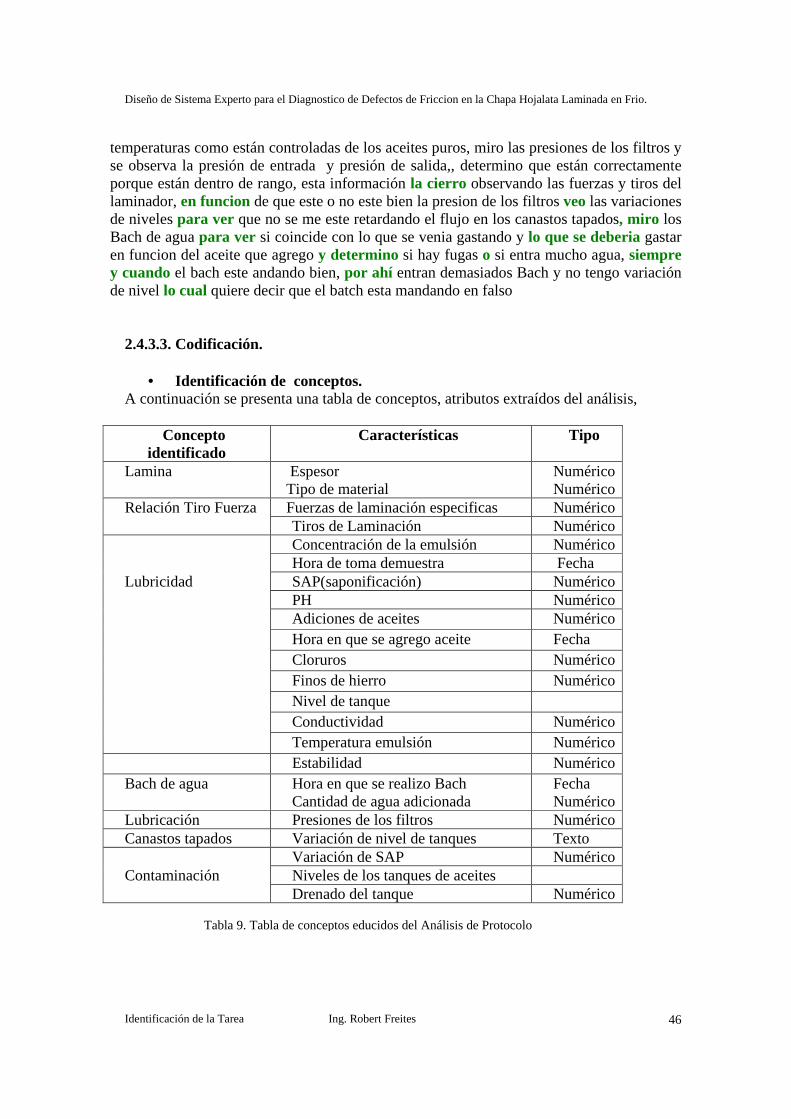
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 46
temperaturas como están controladas de los aceites puros, miro las presiones de los filtros y se observa la presión de entrada y presión de salida,, determino que están correctamente porque están dentro de rango, esta información la cierro observando las fuerzas y tiros del laminador, en funcion de que este o no este bien la presion de los filtros veo las variaciones de niveles para ver que no se me este retardando el flujo en los canastos tapados, miro los Bach de agua para ver si coincide con lo que se venia gastando y lo que se deberia gastar en funcion del aceite que agrego y determino si hay fugas o si entra mucho agua, siempre y cuando el bach este andando bien, por ahí entran demasiados Bach y no tengo variación de nivel lo cual quiere decir que el batch esta mandando en falso
2.4.3.3. Codificación.
• Identificación de conceptos. A continuación se presenta una tabla de conceptos, atributos extraídos del análisis,
Concepto identificado
Características Tipo
Lamina Espesor Tipo de material
Numérico Numérico
Relación Tiro Fuerza Fuerzas de laminación especificas Numérico Tiros de Laminación Numérico Concentración de la emulsión Numérico Hora de toma demuestra Fecha Lubricidad SAP(saponificación) Numérico PH Numérico Adiciones de aceites Numérico Hora en que se agrego aceite Fecha Cloruros Numérico Finos de hierro Numérico Nivel de tanque Conductividad Numérico Temperatura emulsión Numérico Estabilidad Numérico Bach de agua Hora en que se realizo Bach
Cantidad de agua adicionada Fecha Numérico
Lubricación Presiones de los filtros Numérico Canastos tapados Variación de nivel de tanques Texto Variación de SAP Numérico Contaminación Niveles de los tanques de aceites Drenado del tanque Numérico
Tabla 9. Tabla de conceptos educidos del Análisis de Protocolo
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 47
• Relaciones entre conceptos
• La concentración es función del espesor que se esta laminando • Las fuerza y tiros de laminación dependen de la concentración de aceite • El SAP influye sobre las Fuerza y tiros de laminado • Variaciones de nivel en los aceites Hidráulicos influyen en el SAPz • La rata de drenados de los tanques influyen en el SAP • La magnitud de los drenados de los tanques influyen en el SAP • Los agregados de aceites y concentración influyen en el SAP • El ph bajo conduce a una estabilidad bajo si los agitadores y variación de nivel de
tanque son los adecuados • Las presiones de los filtros influyen en las variaciones de Fuerza y tiro de
laminación • Los Bach de agua deben estar en correspondencia con los agregados de aceites,
de lo contrario podrían existir fugas 2.4.3.4. Identificación de búsqueda. Se identifico un proceso de búsqueda muy amplia por variables de control determinada
por el ordenamiento de las mismas en la planilla resumen, se observa que el experto lee el valor de cada variable y determina si esta o no esta dentro “normalidad”, la manera de pasar a otra variable se denota en la trascripción por la palabra “miro” si esta dentro de normalidad no sigue profundizando, de lo contrario profundiza observando aquellas variables que tiene relación con esa anormalidad, las busca en el registro manual o en el sistema de adquisición de datos de nivel II. Por otro lado el proceso de búsqueda es acotado por las observaciones generales que hacen los operadores y dejan reportadas, por ejemplo, si los operadores reportan que hubo fuerzas bajas la búsqueda esta orientada a valores de concentraciones altos y SAP altos.
Otra característica resaltante del proceso de análisis es que se identifico que no solo la
magnitud de la variable importa, sino también la tendencia en el tiempo de la variable. 2.4.3.5. Identificación de Operadores. De la trascripción del protocolo se extraen los operadores los cuales se denotan marcados
en verde Para esta fecha estamos haciendo un espesor de 0.30 para lo cual la concentración de 3,2
-3,3 es medio alta, lo cual me puede ocasionar fuerzas bajas suponiendo que la situación de los cilindros este bien me puede ocasionar que el laminador podría estar en el aire , alli
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 48
voy y observo el phindows y observa que las fuerzas y tiros están normales o tenemos alguna novedad reportada en cuanto a las fuerzas ,la temperatura del aceite esta en lo recomendado, el sap esta dentro de los parámetros establecidos, y manteniendo el ph en situación por debajo de lo establecido, valores bajos de 5.4 lo cual me influye en la estabilidad, la estabilidad esta en un valor normal de 7, para el otro turno tenemos que la concentración esta en valores de 3,4-3,6 % para espesores de 0.18 lo cual es una condición adecuada, los cloruros bajaron porque se realizo un drenado, el sap cayo 3 puntos para lo cual observo los niveles de aceite a ver porque pudo haber variado, porque en este periodo adicione aceite lo cual se supone es que algo esta entrando en la emulsión, algún contaminante por eso no solamente que me bajo en el turno anterior sino que a pesar de estos dos drenados y dos drenados se mantienen los valores de SAP del turno anterior y aun valores mas bajos, voy al tercer turno en la cual se observa que se tomo alguna acción sobre la entrada de contaminantes, ya que el sap subió, el sap aumento 5 puntos 6 puntos, o sea que aumento aparte del agregado la concentración esta bien porque estoy haciendo hojalata, los finos de hierro es algo que no es relevante, miro el ph y observo que esta normal, miro la estabilidad y está dentro de parámetros, miro las temperaturas como están controladas de los aceites puros, miro las presiones de los filtros y se observa la presión de entrada y presión de salida,, determino que están correctamente porque están dentro de rango, esta información la cierro observando las fuerzas y tiros del laminador, en función de que este o no este bien la presión de los filtros veo las variaciones de niveles para ver que no se me este retardando el flujo en los canastos tapados, miro los Bach de agua para ver si coincide con lo que se venia gastando y lo que se debería gastar en función del aceite que agrego y determino si hay fugas o si entra mucho agua, siempre y cuando el Bach este andando bien, por ahí entran demasiados Bach y no tengo variación de nivel lo cual quiere decir que el Bach esta mandando en falso
2.4.3.6.. Identificación de las inferencias. Del análisis de contextos y según lo observado durante la entrevista se pueden deducir las
siguientes reglas de producción, en las cuales se aplicara el concepto de normalidad el cual describe el rango de valores para el cual las variables en estudios se encuentran en control, definidos estos en la primera entrevista con el experto.
• Si el espesor de lamina >=0,25 y la concentración es > a 3,2 % y entonces
ocurrirán Fuerzas Bajas. • Si las temperaturas de emulsión >58 y temperaturas de emulsión <63 entonces
temperatura de emulsión esta NORMAL
• Si las temperaturas de emulsión >58 y temperaturas de emulsión <63 entonces
determino normalidad en el sap. • Si el SAP >140 y SAP <160 entonces el SAP esta normal .
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 49
• Si el espesor de lamina >=0.18 y <0.25 entonces la concentración de emulsión
debe ser < 3.6 y > 3.4 . • Si lectura actual de cloruros< lectura anterior de cloruros y se realizo drenado en ese
turno entonces la probable causa de la baja de cloruros es por el drenado
• Si lectura de SAP actual < lectura SAP anterior entonces reviso los niveles de
aceites hidráulicos • Si el nivel de aceite hidráulico actual < Nivel de aceite hidráulico anterior y
Adiciones de aceite >100 y SAP < 140 entonces es probable de que haya ocurrido una contaminación.
• Si lectura de SAP actual > lectura SAP anterior y [ SAP actual - lectura SAP] > 5
entonces se corrigió la fuente de contaminación, si [ SAP actual - lectura SAP] < 5 y Adiciones de aceite >100 entonces es probable que la causa del aumento haya sido las adiciones de aceite
• Si las presiones de los filtros <8 entonces se revisa situación de fuerzas y tiros
• Si hay fuerzas de laminación >0.8 y Fuerzas de laminación<=1.1 y Tiros >12 y
Tiros < 20 entonces se observa variación de nivel de los tanques y si nivel de tanque actual ≠ nivel de tanque anterior entonces es probable de que hayan canastos tapados.
2.4.3.7. Identificación de sinónimos. Los sinónimos resaltantes utilizados por el experto son los siguientes:
• Para resaltar problemas de bajas fuerzas también se utilizas el termino “ el laminador esta en el aire”
• En el contexto que se maneja los términos chapa, hoja y lamina significan lo mismo 2.4.3.8. Interpretación Se puede deducir que en el análisis de esta situación se utilizan dos tipos de estrategias,
la primera estrategia es del tipo “ encadenamiento hacia atrás” cuyo estado final es la
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Identificación de la Tarea Ing. Robert Freites 50
aparición de problemas de patinado o rayas de calor, una relación de tiros o y/o fuerzas anormales, o un comentario del operador, a partir de la ocurrencia de cualquiera de estos eventos, el experto desencadena el análisis de variables de lubricidad bajo la hipótesis de que el estado de los cilindros esta de acuerdo a lo especificado, para el análisis de variables de lubricidad prioriza en el siguiente orden:
• Verificar normalidad de concentración según el espesor • Verificar normalidad de valores de sap y determinar contaminación y posible
fuente de contaminación • Verificar normalidad de valores de estabilidad y Ph • Verifica condiciones de presión para determinar estado de la lubricación
El segundo tipo de análisis presente es del tipo “encadenamiento hacia delante”, el cual
se realiza cuando el experto analiza variable por variable en busca de anormalidades, si detecta anormalidad en alguna de las variables observa la tendencia y de presentar sesgos entonces verifica relación tiroxfuerza, verifica si hay alguna observación del operador al respecto, de lo contrario si todas las variables están dentro de rangos el experto concluye de que los valores de lubricidad son los correctos.

CAPITULO 3. DESARROLLO DE PROTOTIPOS
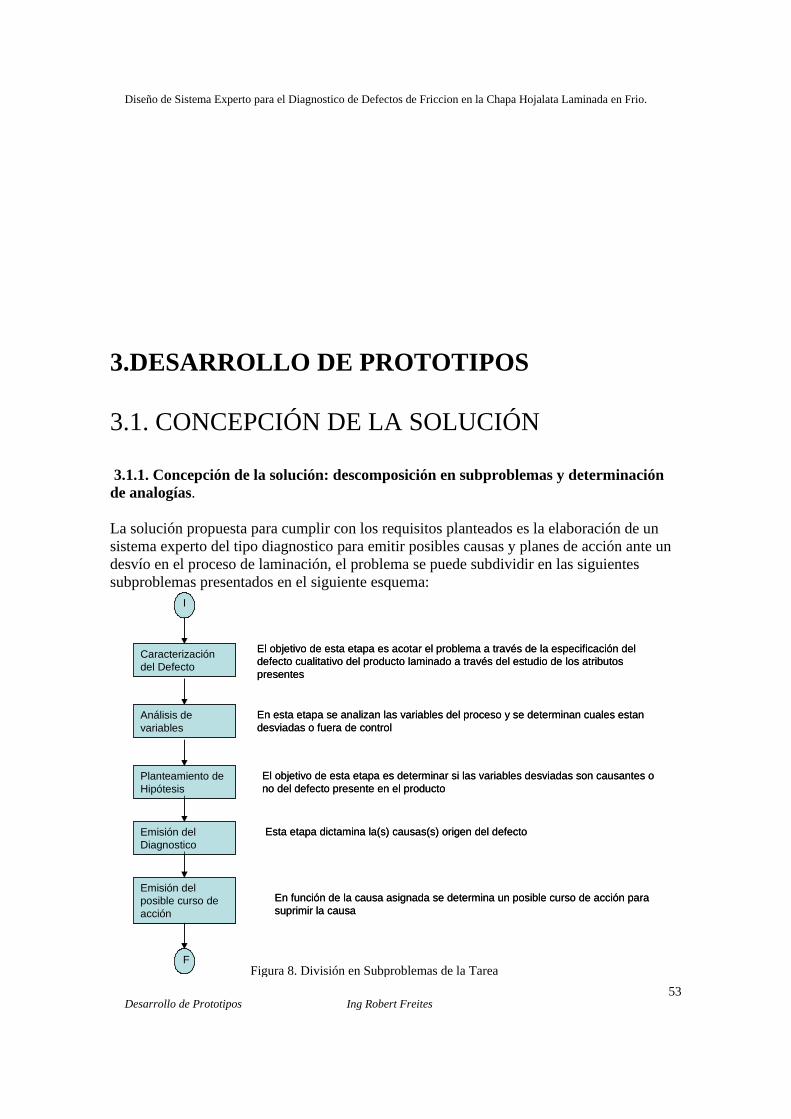
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
53
3.DESARROLLO DE PROTOTIPOS
3.1. CONCEPCIÓN DE LA SOLUCIÓN
3.1.1. Concepción de la solución: descomposición en subproblemas y determinación de analogías. La solución propuesta para cumplir con los requisitos planteados es la elaboración de un sistema experto del tipo diagnostico para emitir posibles causas y planes de acción ante un desvío en el proceso de laminación, el problema se puede subdividir en las siguientes subproblemas presentados en el siguiente esquema:
Caracterización del Defecto
Análisis de variables
Planteamiento de Hipótesis
Emisión del Diagnostico
Emisión del posible curso de acción
El objetivo de esta etapa es acotar el problema a través de la especificación del defecto cualitativo del producto laminado a través del estudio de los atributos presentes
En esta etapa se analizan las variables del proceso y se determinan cuales estandesviadas o fuera de control
El objetivo de esta etapa es determinar si las variables desviadas son causantes o no del defecto presente en el producto
Esta etapa dictamina la(s) causas(s) origen del defecto
En función de la causa asignada se determina un posible curso de acción para suprimir la causa
I
F
Caracterización del Defecto
Análisis de variables
Planteamiento de Hipótesis
Emisión del Diagnostico
Emisión del posible curso de acción
El objetivo de esta etapa es acotar el problema a través de la especificación del defecto cualitativo del producto laminado a través del estudio de los atributos presentes
En esta etapa se analizan las variables del proceso y se determinan cuales estandesviadas o fuera de control
El objetivo de esta etapa es determinar si las variables desviadas son causantes o no del defecto presente en el producto
Esta etapa dictamina la(s) causas(s) origen del defecto
En función de la causa asignada se determina un posible curso de acción para suprimir la causa
I
FFigura 8. División en Subproblemas de la Tarea
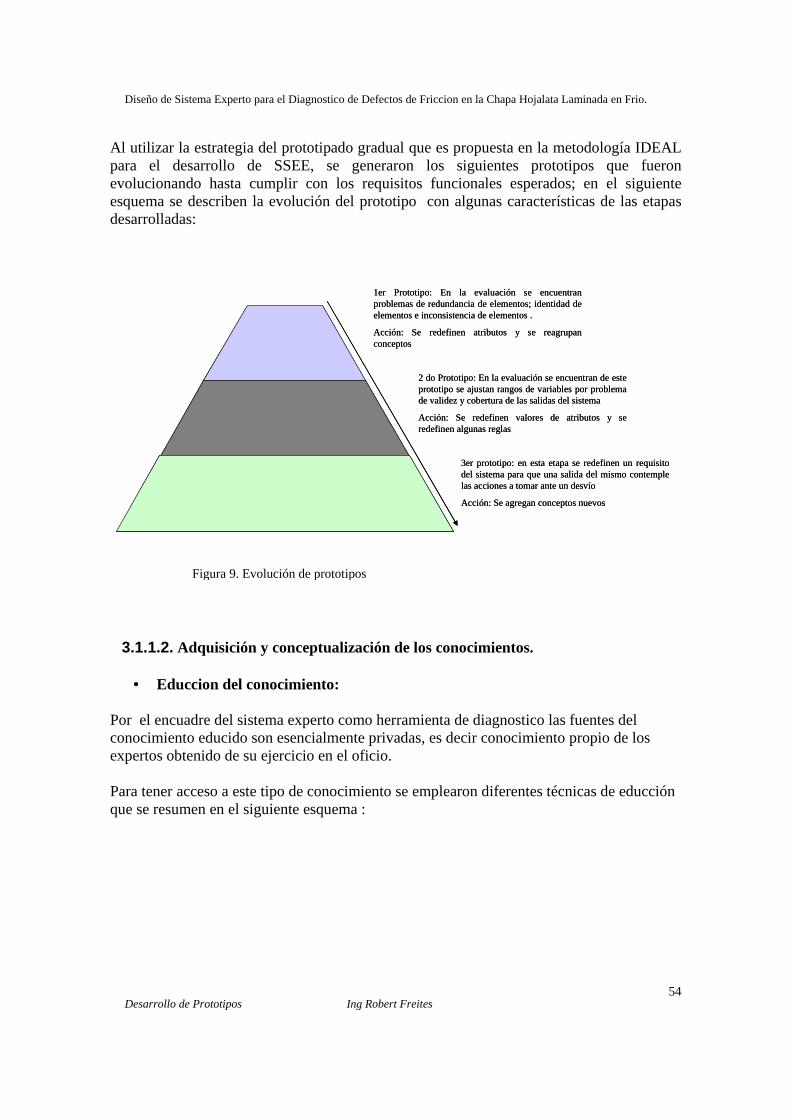
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
54
Al utilizar la estrategia del prototipado gradual que es propuesta en la metodología IDEAL para el desarrollo de SSEE, se generaron los siguientes prototipos que fueron evolucionando hasta cumplir con los requisitos funcionales esperados; en el siguiente esquema se describen la evolución del prototipo con algunas características de las etapas desarrolladas:
3.1.1.2. Adquisición y conceptualización de los conocimientos.
• Educcion del conocimiento: Por el encuadre del sistema experto como herramienta de diagnostico las fuentes del conocimiento educido son esencialmente privadas, es decir conocimiento propio de los expertos obtenido de su ejercicio en el oficio. Para tener acceso a este tipo de conocimiento se emplearon diferentes técnicas de educción que se resumen en el siguiente esquema :
1er Prototipo: En la evaluación se encuentran problemas de redundancia de elementos; identidad de elementos e inconsistencia de elementos .
Acción: Se redefinen atributos y se reagrupan conceptos
2 do Prototipo: En la evaluación se encuentran de este prototipo se ajustan rangos de variables por problema de validez y cobertura de las salidas del sistema
Acción: Se redefinen valores de atributos y se redefinen algunas reglas
3er prototipo: en esta etapa se redefinen un requisito del sistema para que una salida del mismo contemple las acciones a tomar ante un desvío
Acción: Se agregan conceptos nuevos
1er Prototipo: En la evaluación se encuentran problemas de redundancia de elementos; identidad de elementos e inconsistencia de elementos .
Acción: Se redefinen atributos y se reagrupan conceptos
2 do Prototipo: En la evaluación se encuentran de este prototipo se ajustan rangos de variables por problema de validez y cobertura de las salidas del sistema
Acción: Se redefinen valores de atributos y se redefinen algunas reglas
3er prototipo: en esta etapa se redefinen un requisito del sistema para que una salida del mismo contemple las acciones a tomar ante un desvío
Acción: Se agregan conceptos nuevos
Figura 9. Evolución de prototipos
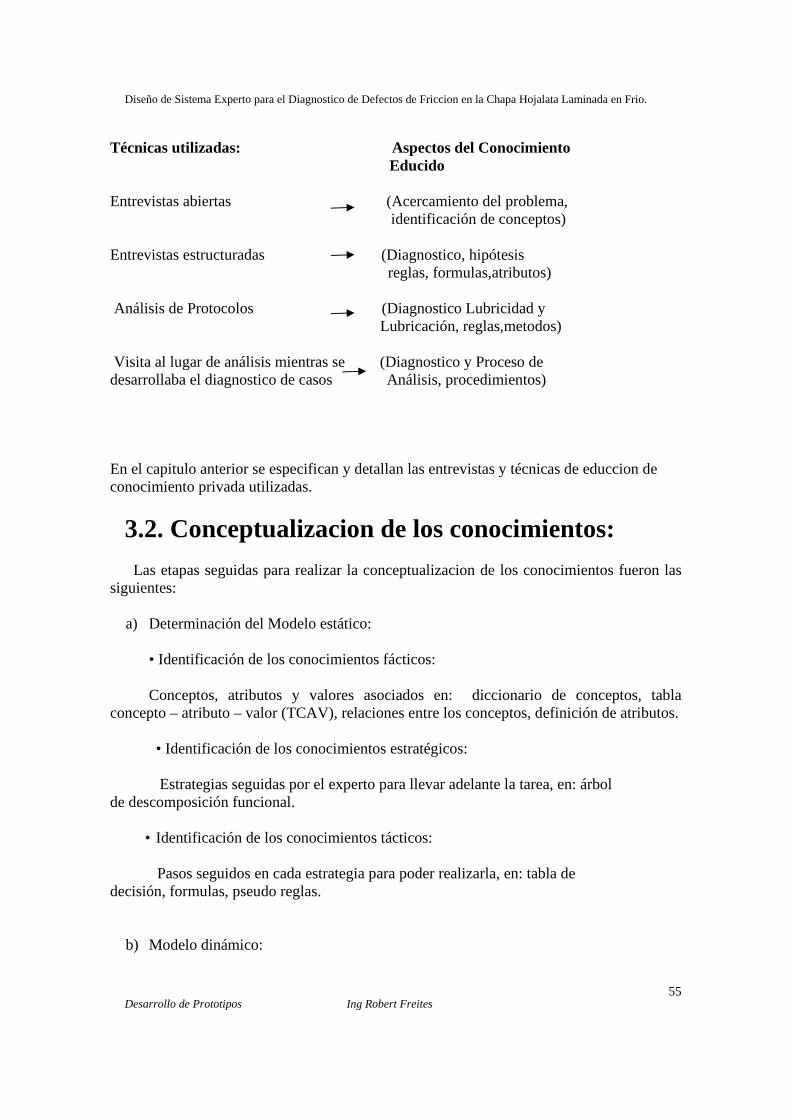
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
55
Técnicas utilizadas: Aspectos del Conocimiento Educido Entrevistas abiertas (Acercamiento del problema, identificación de conceptos)
Entrevistas estructuradas (Diagnostico, hipótesis reglas, formulas,atributos) Análisis de Protocolos (Diagnostico Lubricidad y Lubricación, reglas,metodos) Visita al lugar de análisis mientras se (Diagnostico y Proceso de desarrollaba el diagnostico de casos Análisis, procedimientos)
En el capitulo anterior se especifican y detallan las entrevistas y técnicas de educcion de conocimiento privada utilizadas.
3.2. Conceptualizacion de los conocimientos:
Las etapas seguidas para realizar la conceptualizacion de los conocimientos fueron las siguientes:
a) Determinación del Modelo estático: • Identificación de los conocimientos fácticos: Conceptos, atributos y valores asociados en: diccionario de conceptos, tabla concepto – atributo – valor (TCAV), relaciones entre los conceptos, definición de atributos.
• Identificación de los conocimientos estratégicos:
Estrategias seguidas por el experto para llevar adelante la tarea, en: árbol de descomposición funcional.
• Identificación de los conocimientos tácticos: Pasos seguidos en cada estrategia para poder realizarla, en: tabla de decisión, formulas, pseudo reglas.
b) Modelo dinámico:

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
56
• Integración de los conocimientos fácticos, estratégicos y tácticos, en: mapa de conocimiento, árbol jerárquico de tareas. En las siguientes tablas se describen las características de los conocimientos educidos
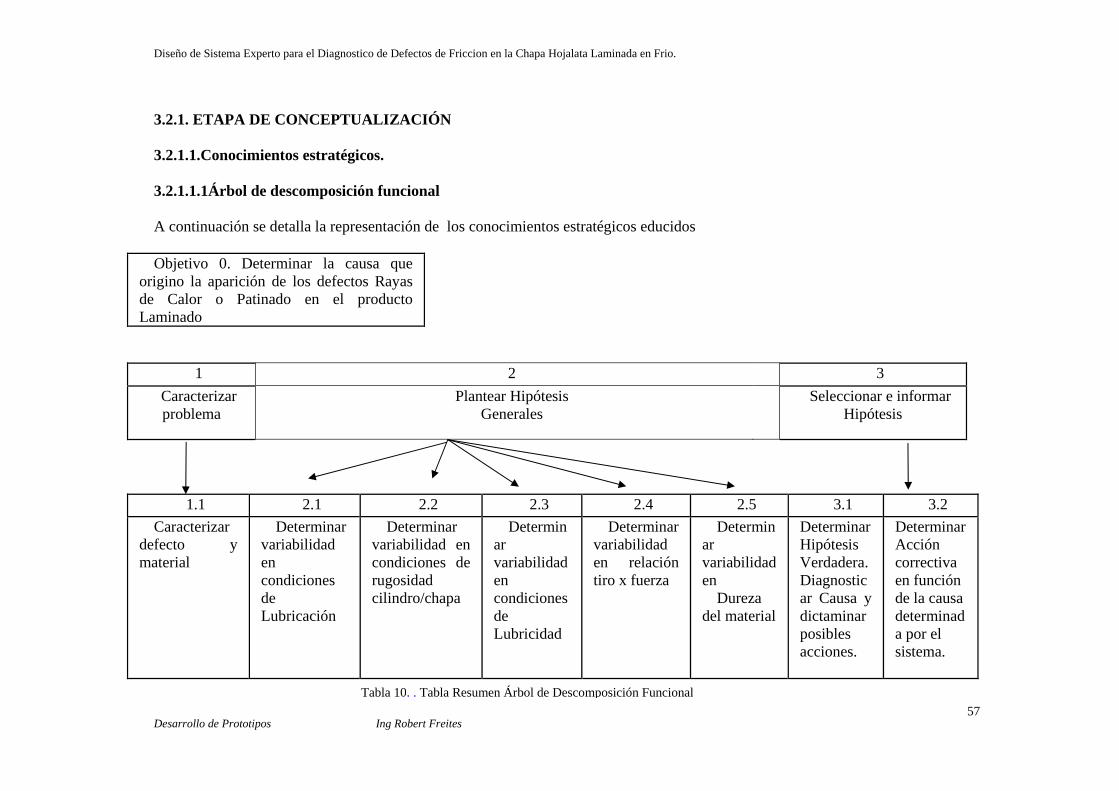
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
57
3.2.1. ETAPA DE CONCEPTUALIZACIÓN 3.2.1.1.Conocimientos estratégicos. 3.2.1.1.1Árbol de descomposición funcional A continuación se detalla la representación de los conocimientos estratégicos educidos Objetivo 0. Determinar la causa que
origino la aparición de los defectos Rayas de Calor o Patinado en el producto Laminado
1 2 3
Caracterizar problema
Plantear Hipótesis Generales
Seleccionar e informar Hipótesis
1.1 2.1 2.2 2.3 2.4 2.5 3.1 3.2
Caracterizar defecto y material
Determinar variabilidad en condiciones de Lubricación
Determinar variabilidad en condiciones de rugosidad cilindro/chapa
Determinar variabilidad en condiciones de Lubricidad
Determinar variabilidad en relación tiro x fuerza
Determinar variabilidad en
Dureza del material
Determinar Hipótesis Verdadera. Diagnosticar Causa y dictaminar posibles acciones.
Determinar Acción correctiva en función de la causa determinada por el sistema.
Tabla 10. . Tabla Resumen Árbol de Descomposición Funcional
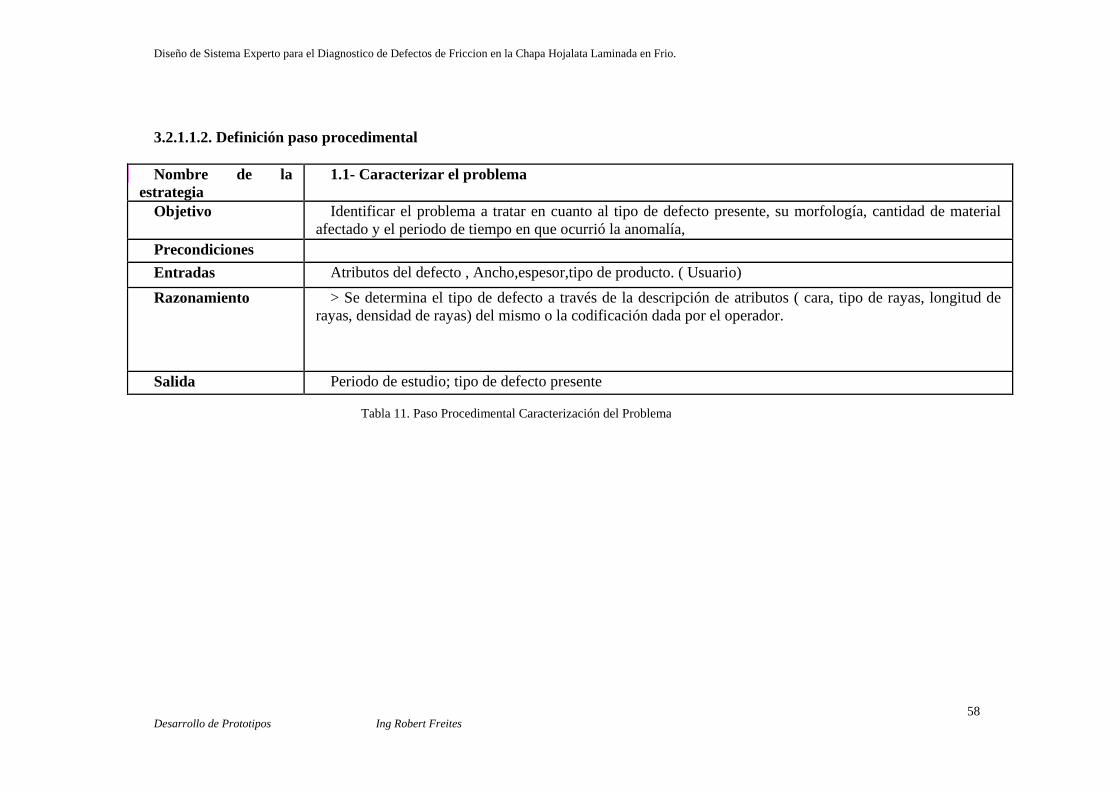
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
58
3.2.1.1.2. Definición paso procedimental Nombre de la
estrategia 1.1- Caracterizar el problema
Objetivo Identificar el problema a tratar en cuanto al tipo de defecto presente, su morfología, cantidad de material afectado y el periodo de tiempo en que ocurrió la anomalía,
Precondiciones
Entradas Atributos del defecto , Ancho,espesor,tipo de producto. ( Usuario)
Razonamiento > Se determina el tipo de defecto a través de la descripción de atributos ( cara, tipo de rayas, longitud de rayas, densidad de rayas) del mismo o la codificación dada por el operador.
Salida Periodo de estudio; tipo de defecto presente
Tabla 11. Paso Procedimental Caracterización del Problema
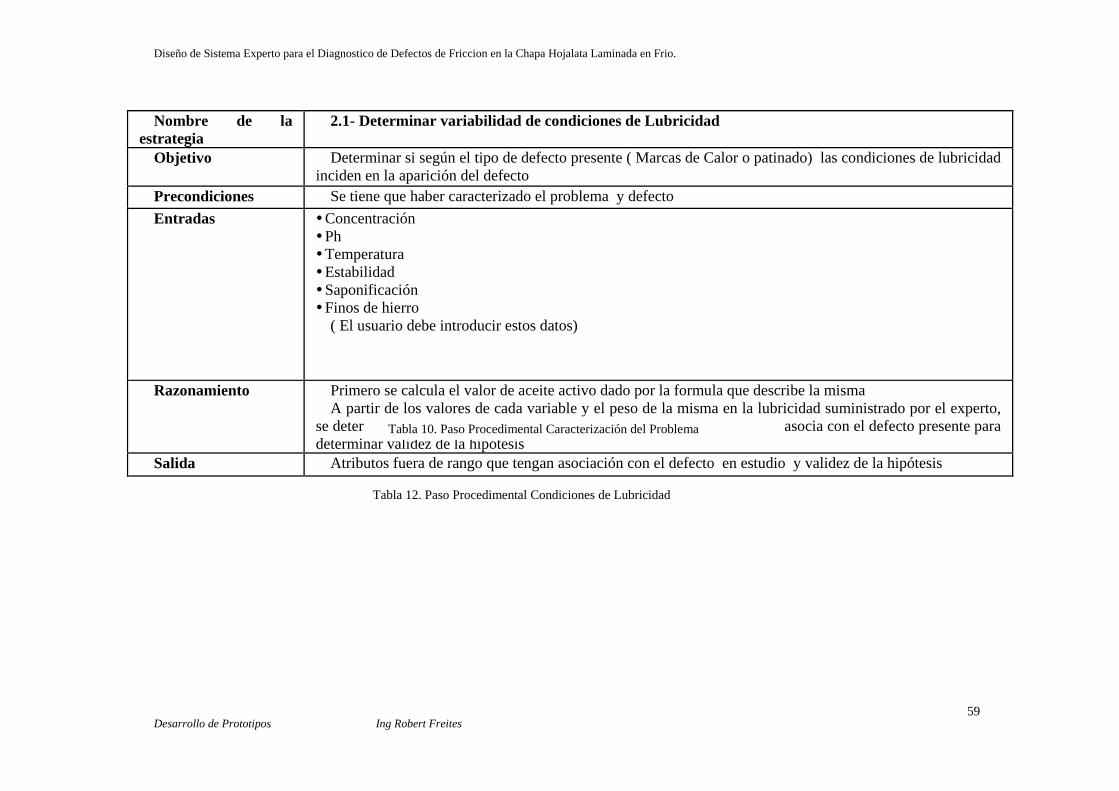
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
59
Nombre de la estrategia
2.1- Determinar variabilidad de condiciones de Lubricidad
Objetivo Determinar si según el tipo de defecto presente ( Marcas de Calor o patinado) las condiciones de lubricidad inciden en la aparición del defecto
Precondiciones Se tiene que haber caracterizado el problema y defecto
Entradas � Concentración � Ph � Temperatura � Estabilidad � Saponificación � Finos de hierro
( El usuario debe introducir estos datos)
Razonamiento Primero se calcula el valor de aceite activo dado por la formula que describe la misma A partir de los valores de cada variable y el peso de la misma en la lubricidad suministrado por el experto,
se determina bajo que condición de lubricidad se encuentra el proceso y se asocia con el defecto presente para determinar validez de la hipótesis
Salida Atributos fuera de rango que tengan asociación con el defecto en estudio y validez de la hipótesis
Tabla 10. Paso Procedimental Caracterización del Problema
Tabla 12. Paso Procedimental Condiciones de Lubricidad
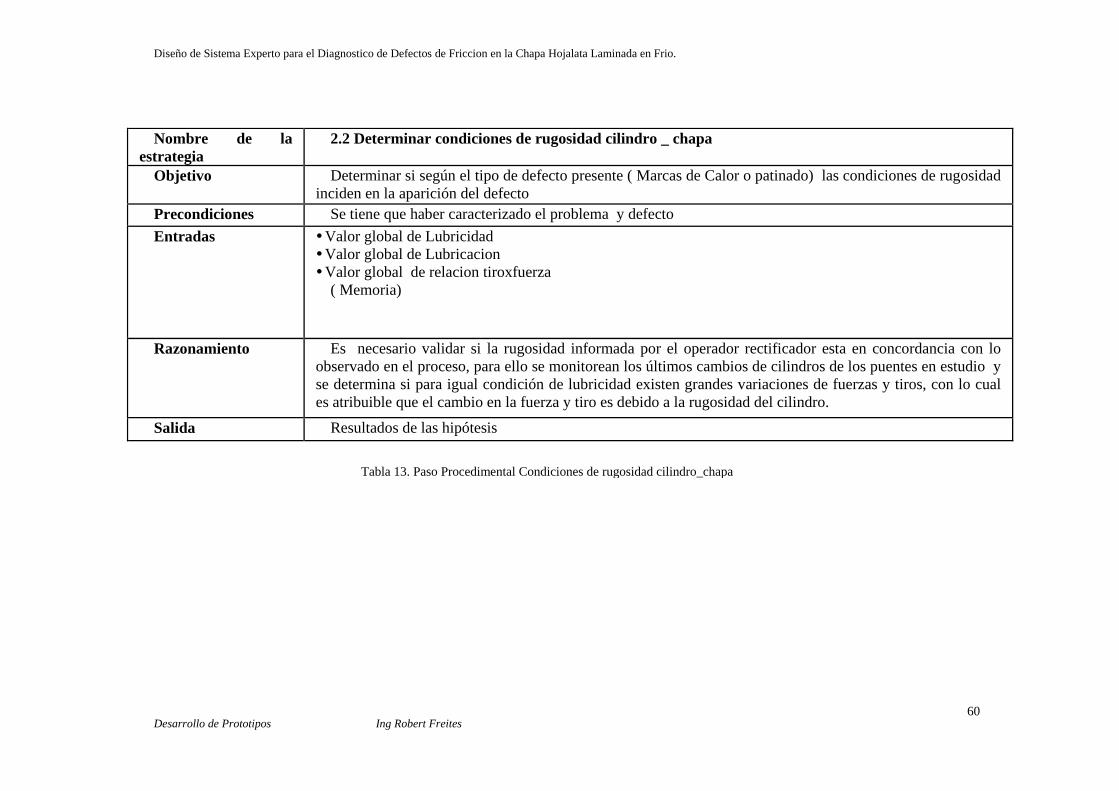
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
60
Nombre de la
estrategia 2.2 Determinar condiciones de rugosidad cilindro _ chapa
Objetivo Determinar si según el tipo de defecto presente ( Marcas de Calor o patinado) las condiciones de rugosidad inciden en la aparición del defecto
Precondiciones Se tiene que haber caracterizado el problema y defecto
Entradas � Valor global de Lubricidad � Valor global de Lubricacion � Valor global de relacion tiroxfuerza
( Memoria)
Razonamiento Es necesario validar si la rugosidad informada por el operador rectificador esta en concordancia con lo observado en el proceso, para ello se monitorean los últimos cambios de cilindros de los puentes en estudio y se determina si para igual condición de lubricidad existen grandes variaciones de fuerzas y tiros, con lo cual es atribuible que el cambio en la fuerza y tiro es debido a la rugosidad del cilindro.
Salida Resultados de las hipótesis
Tabla 13. Paso Procedimental Condiciones de rugosidad cilindro_chapa
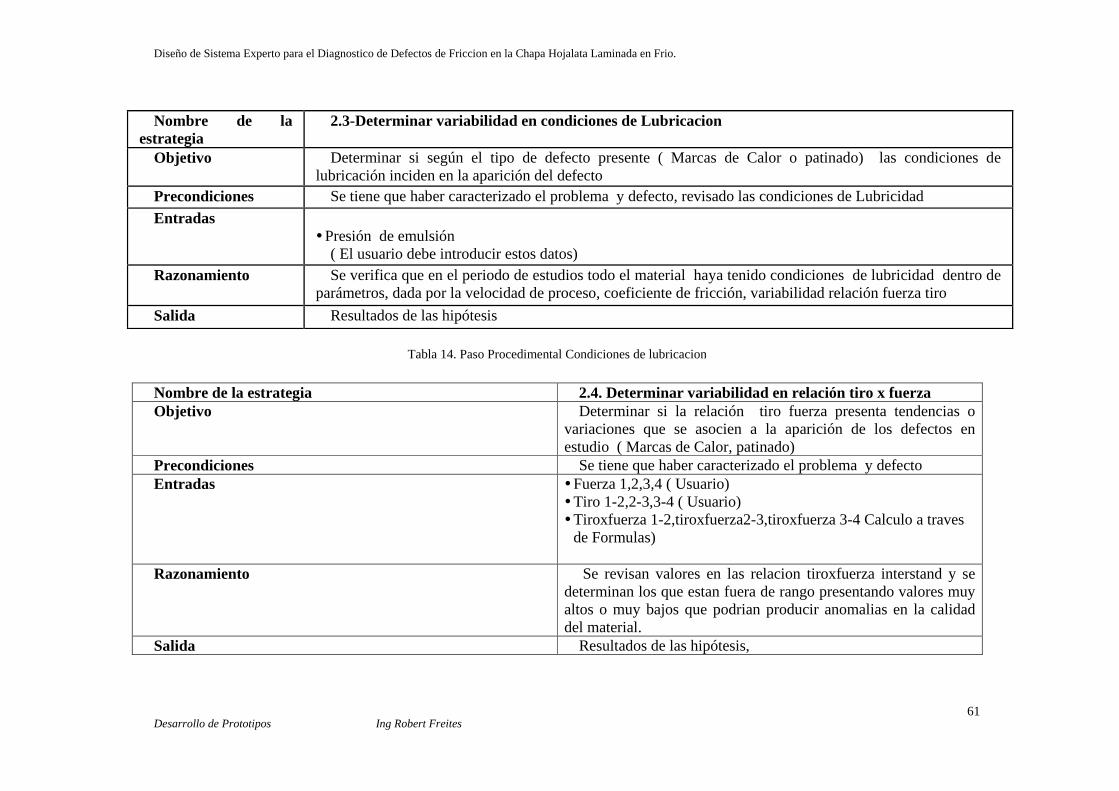
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
61
Nombre de la estrategia
2.3-Determinar variabilidad en condiciones de Lubricacion
Objetivo Determinar si según el tipo de defecto presente ( Marcas de Calor o patinado) las condiciones de lubricación inciden en la aparición del defecto
Precondiciones Se tiene que haber caracterizado el problema y defecto, revisado las condiciones de Lubricidad
Entradas � Presión de emulsión
( El usuario debe introducir estos datos) Razonamiento Se verifica que en el periodo de estudios todo el material haya tenido condiciones de lubricidad dentro de
parámetros, dada por la velocidad de proceso, coeficiente de fricción, variabilidad relación fuerza tiro
Salida Resultados de las hipótesis
Nombre de la estrategia 2.4. Determinar variabilidad en relación tiro x fuerza Objetivo Determinar si la relación tiro fuerza presenta tendencias o
variaciones que se asocien a la aparición de los defectos en estudio ( Marcas de Calor, patinado)
Precondiciones Se tiene que haber caracterizado el problema y defecto Entradas � Fuerza 1,2,3,4 ( Usuario)
� Tiro 1-2,2-3,3-4 ( Usuario) � Tiroxfuerza 1-2,tiroxfuerza2-3,tiroxfuerza 3-4 Calculo a traves
de Formulas)
Razonamiento Se revisan valores en las relacion tiroxfuerza interstand y se determinan los que estan fuera de rango presentando valores muy altos o muy bajos que podrian producir anomalias en la calidad del material.
Salida Resultados de las hipótesis,
Tabla 14. Paso Procedimental Condiciones de lubricacion
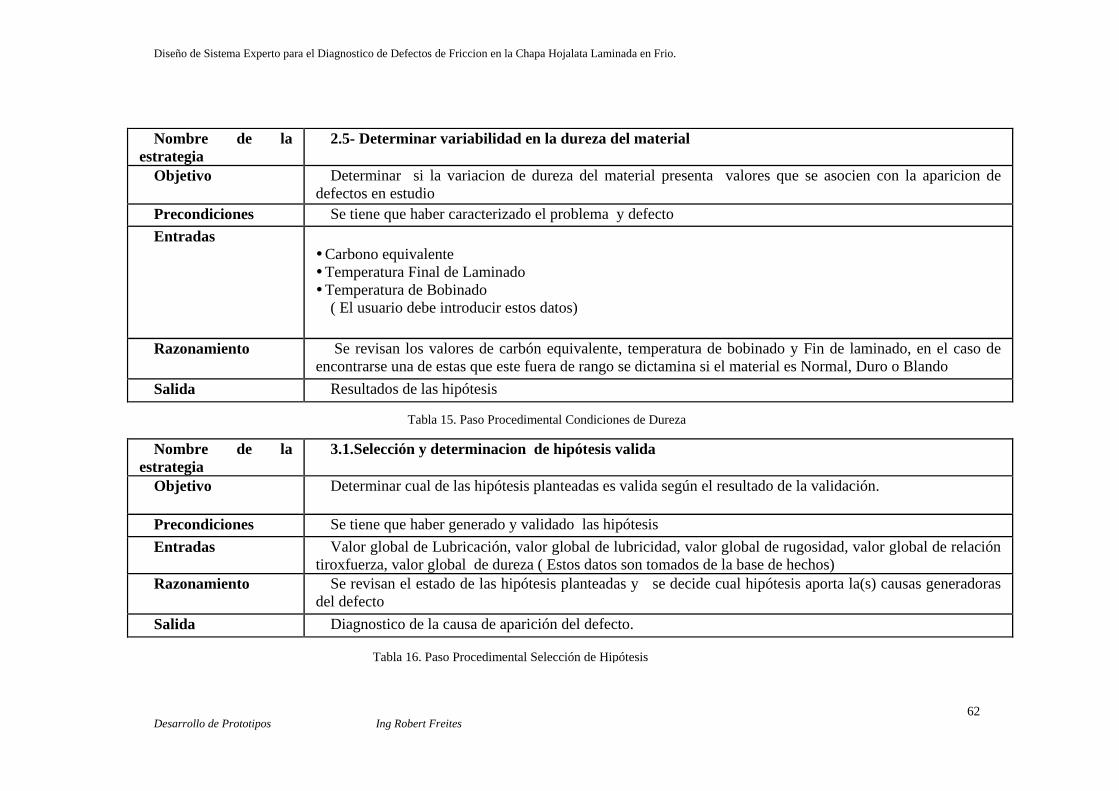
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
62
Nombre de la
estrategia 2.5- Determinar variabilidad en la dureza del material
Objetivo Determinar si la variacion de dureza del material presenta valores que se asocien con la aparicion de defectos en estudio
Precondiciones Se tiene que haber caracterizado el problema y defecto
Entradas � Carbono equivalente � Temperatura Final de Laminado � Temperatura de Bobinado
( El usuario debe introducir estos datos)
Razonamiento Se revisan los valores de carbón equivalente, temperatura de bobinado y Fin de laminado, en el caso de encontrarse una de estas que este fuera de rango se dictamina si el material es Normal, Duro o Blando
Salida Resultados de las hipótesis
Nombre de la
estrategia 3.1.Selección y determinacion de hipótesis valida
Objetivo Determinar cual de las hipótesis planteadas es valida según el resultado de la validación.
Precondiciones Se tiene que haber generado y validado las hipótesis
Entradas Valor global de Lubricación, valor global de lubricidad, valor global de rugosidad, valor global de relación tiroxfuerza, valor global de dureza ( Estos datos son tomados de la base de hechos)
Razonamiento Se revisan el estado de las hipótesis planteadas y se decide cual hipótesis aporta la(s) causas generadoras del defecto
Salida Diagnostico de la causa de aparición del defecto.
Tabla 15. Paso Procedimental Condiciones de Dureza
Tabla 16. Paso Procedimental Selección de Hipótesis
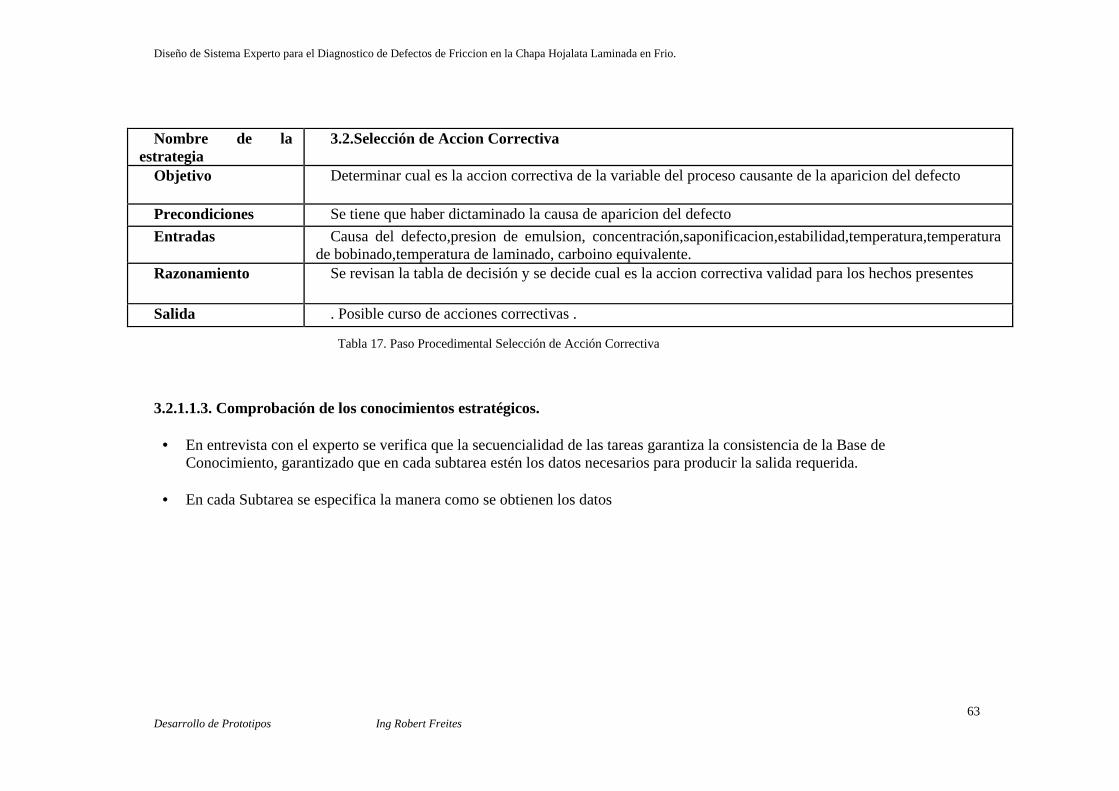
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
63
Nombre de la
estrategia 3.2.Selección de Accion Correctiva
Objetivo Determinar cual es la accion correctiva de la variable del proceso causante de la aparicion del defecto
Precondiciones Se tiene que haber dictaminado la causa de aparicion del defecto
Entradas Causa del defecto,presion de emulsion, concentración,saponificacion,estabilidad,temperatura,temperatura de bobinado,temperatura de laminado, carboino equivalente.
Razonamiento Se revisan la tabla de decisión y se decide cual es la accion correctiva validad para los hechos presentes
Salida . Posible curso de acciones correctivas .
3.2.1.1.3. Comprobación de los conocimientos estratégicos.
• En entrevista con el experto se verifica que la secuencialidad de las tareas garantiza la consistencia de la Base de Conocimiento, garantizado que en cada subtarea estén los datos necesarios para producir la salida requerida.
• En cada Subtarea se especifica la manera como se obtienen los datos
Tabla 17. Paso Procedimental Selección de Acción Correctiva
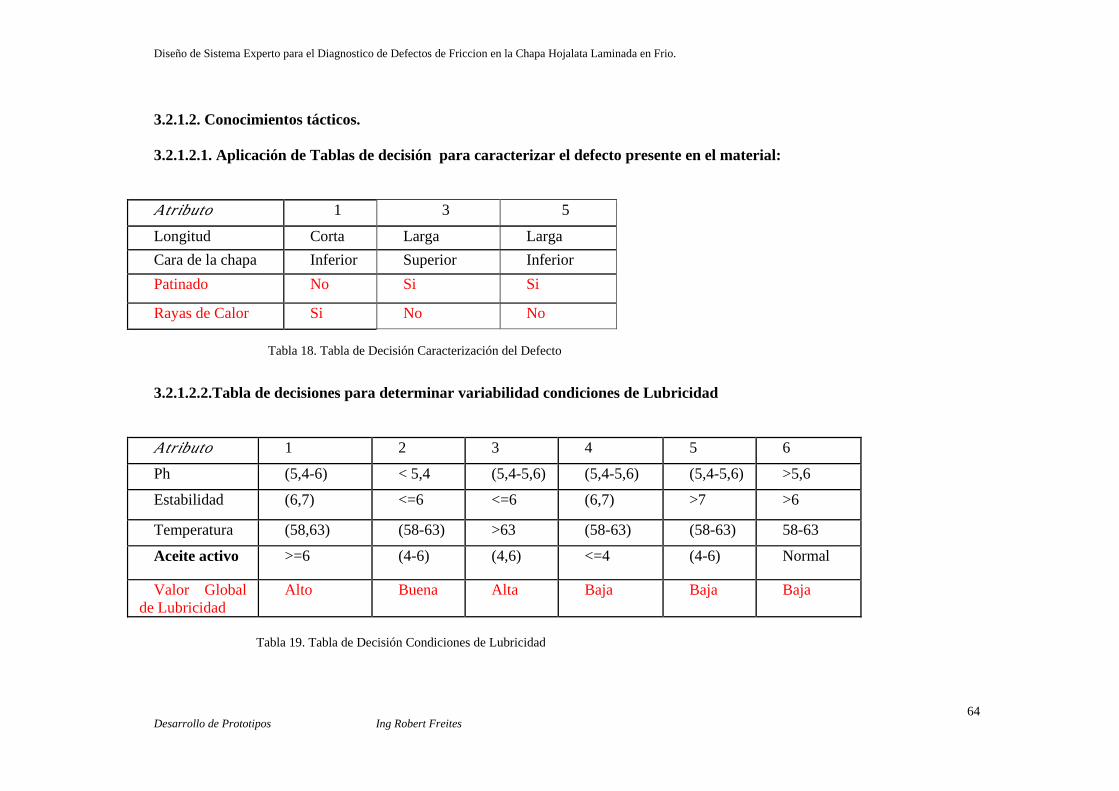
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
64
3.2.1.2. Conocimientos tácticos. 3.2.1.2.1. Aplicación de Tablas de decisión para caracterizar el defecto presente en el material: Atributo 1 3 5
Longitud Corta Larga Larga
Cara de la chapa Inferior Superior Inferior
Patinado No Si Si
Rayas de Calor Si No No
3.2.1.2.2.Tabla de decisiones para determinar variabilidad condiciones de Lubricidad Atributo 1 2 3 4 5 6
Ph (5,4-6) < 5,4 (5,4-5,6) (5,4-5,6) (5,4-5,6) >5,6
Estabilidad (6,7) <=6 <=6 (6,7) >7 >6
Temperatura (58,63) (58-63) >63 (58-63) (58-63) 58-63
Aceite activo >=6 (4-6) (4,6) <=4 (4-6) Normal
Valor Global de Lubricidad
Alto Buena Alta Baja Baja Baja
Tabla 18. Tabla de Decisión Caracterización del Defecto
Tabla 19. Tabla de Decisión Condiciones de Lubricidad
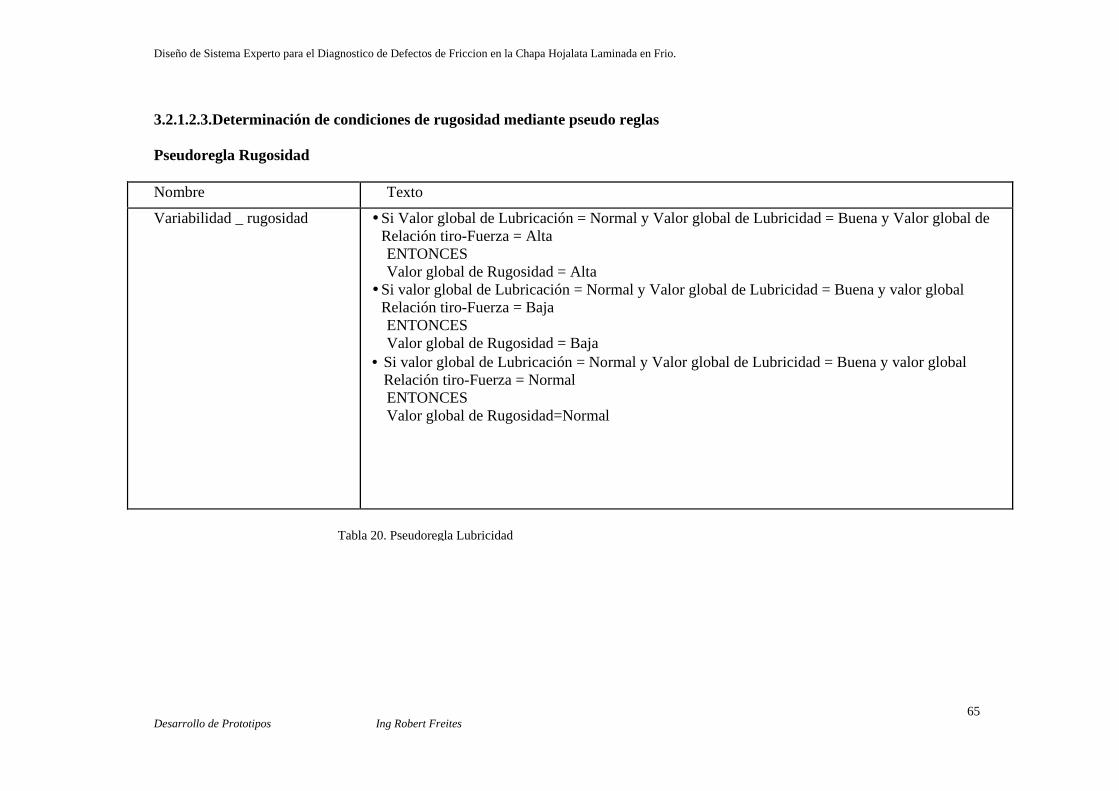
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
65
3.2.1.2.3.Determinación de condiciones de rugosidad mediante pseudo reglas Pseudoregla Rugosidad Nombre Texto
Variabilidad _ rugosidad � Si Valor global de Lubricación = Normal y Valor global de Lubricidad = Buena y Valor global de Relación tiro-Fuerza = Alta ENTONCES Valor global de Rugosidad = Alta
� Si valor global de Lubricación = Normal y Valor global de Lubricidad = Buena y valor global Relación tiro-Fuerza = Baja ENTONCES Valor global de Rugosidad = Baja
• Si valor global de Lubricación = Normal y Valor global de Lubricidad = Buena y valor global Relación tiro-Fuerza = Normal ENTONCES Valor global de Rugosidad=Normal
Tabla 20. Pseudoregla Lubricidad

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
66
3.2.1.2.4.Determinación de condiciones de lubricación mediante pseudo reglas Pseudoregla Lubricacion Nombre Texto
Lubricación Si Presión de emulsión <=8 Kg./cm2 ENTONCES Valor global de Lubricación es Bajo Si Presion de emulsión es > 8Kg/cm2 es Normal
3.2.1.2.5. Determinación de condiciones de relaciones tiro x fuerza mediante tablas de decisión Atributo 1 2 3 4 5 6 7 8 9
Tiro x Fuerza Jaula 3- 4
> 10 y < 20
<=10 >=20 >=20 <=10 > 10 y < 20
> 10 y < 20
> 10 y < 20
> 10 y < 20
Tiro x Fuerza Jaula 2- 3
>8 y <15 <=8 >=15 >8 y <15
>8 y <15
>=15 <=8 >8 y <15 >8 y <15
Tiro x Fuerza Jaula 1-2
>5 y < 10 <=5 >=10 >5 y <10
>5 y <10
>5 y < 10 >5 y < 10
>=10 <= 5
Acciones
Valor global de tiroxfuerza
Normal Tren
Baja Tren
Alta Tren
tiroxfuerza 3-4 alta
tiroxfuerza 3-4 Baja
tiroxfuerza 2-3 alta
tirox fuerz
a 2-3 baja
tiroxfuerza 1-2 alta
tiroxfuerza 1-2 baja
Tabla 21. Pseudoregla Lubricacion
Tabla 22. Tabla de decisión TiroxFuerza
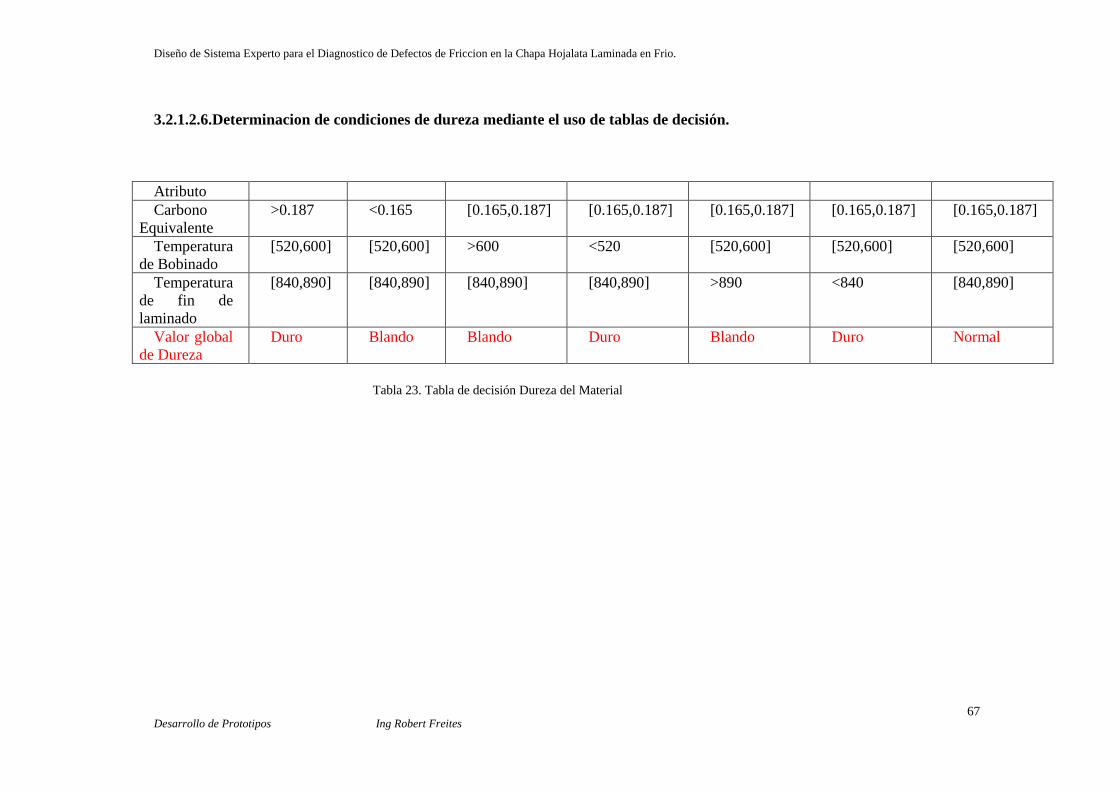
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
67
3.2.1.2.6.Determinacion de condiciones de dureza mediante el uso de tablas de decisión. Atributo Carbono
Equivalente >0.187 <0.165 [0.165,0.187] [0.165,0.187] [0.165,0.187] [0.165,0.187] [0.165,0.187]
Temperatura de Bobinado
[520,600] [520,600] >600 <520 [520,600] [520,600] [520,600]
Temperatura de fin de laminado
[840,890] [840,890] [840,890] [840,890] >890 <840 [840,890]
Valor global de Dureza
Duro Blando Blando Duro Blando Duro Normal
Tabla 23. Tabla de decisión Dureza del Material
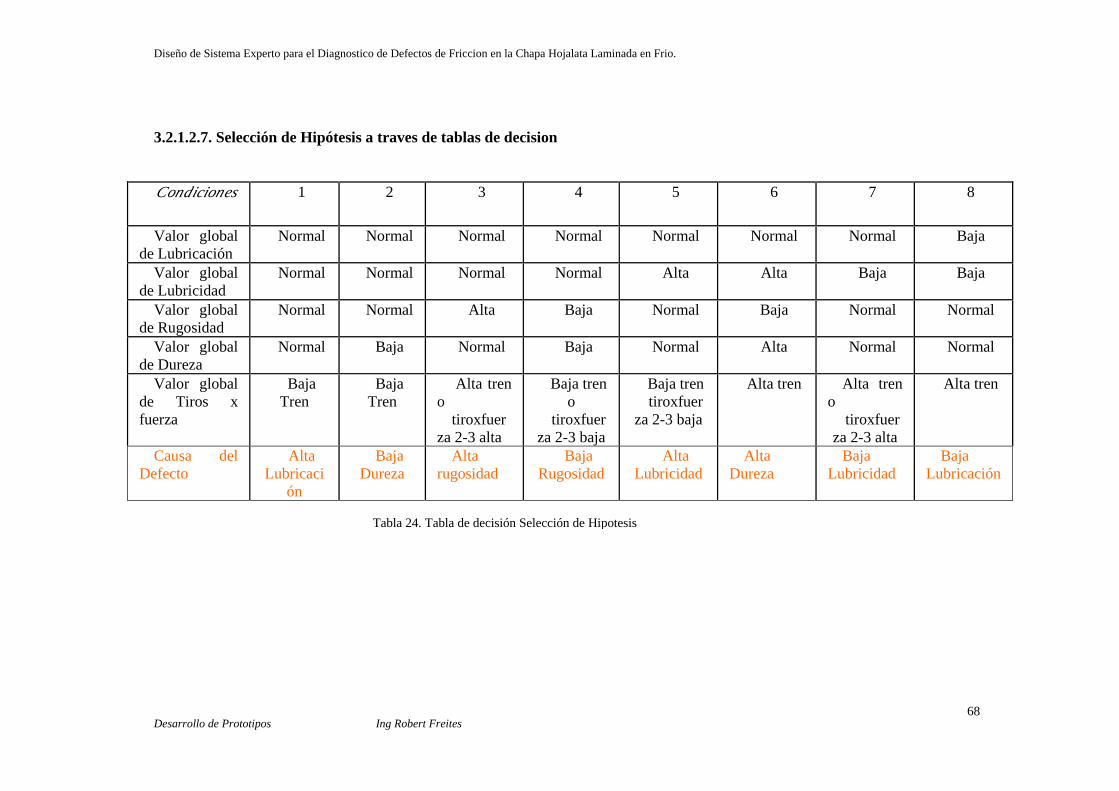
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
68
3.2.1.2.7. Selección de Hipótesis a traves de tablas de decision Condiciones 1 2 3 4 5 6 7 8
Valor global de Lubricación
Normal Normal Normal Normal Normal Normal Normal Baja
Valor global de Lubricidad
Normal Normal Normal Normal Alta Alta Baja Baja
Valor global de Rugosidad
Normal Normal Alta Baja Normal Baja Normal Normal
Valor global de Dureza
Normal Baja Normal Baja Normal Alta Normal Normal
Valor global de Tiros x fuerza
Baja Tren
Baja Tren
Alta tren o
tiroxfuerza 2-3 alta
Baja tren o
tiroxfuerza 2-3 baja
Baja tren tiroxfuer
za 2-3 baja
Alta tren Alta tren o
tiroxfuerza 2-3 alta
Alta tren
Causa del Defecto
Alta Lubricaci
ón
Baja Dureza
Alta rugosidad
Baja Rugosidad
Alta Lubricidad
Alta Dureza
Baja Lubricidad
Baja Lubricación
Tabla 24. Tabla de decisión Selección de Hipotesis
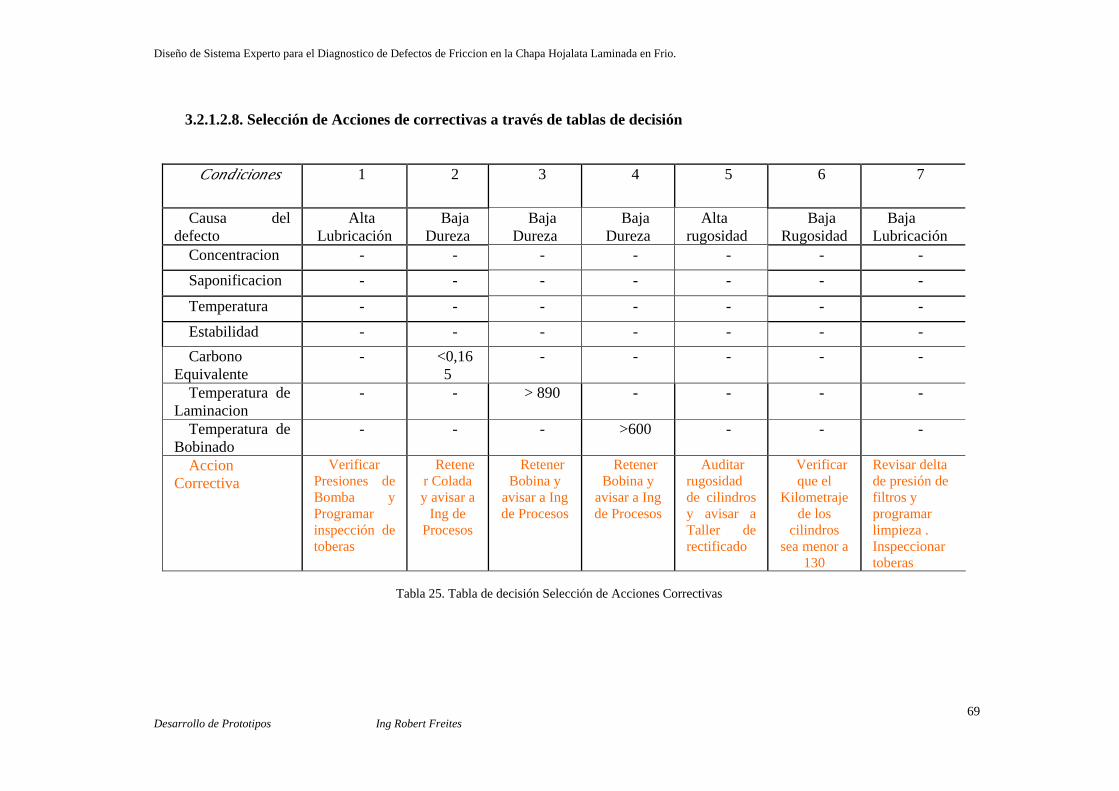
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
69
3.2.1.2.8. Selección de Acciones de correctivas a través de tablas de decisión
Condiciones 1 2 3 4 5 6 7
Causa del defecto
Alta Lubricación
Baja Dureza
Baja Dureza
Baja Dureza
Alta rugosidad
Baja Rugosidad
Baja Lubricación
Concentracion - - - - - - -
Saponificacion - - - - - - -
Temperatura - - - - - - -
Estabilidad - - - - - - -
Carbono Equivalente
- <0,165
- - - - -
Temperatura de Laminacion
- - > 890 - - - -
Temperatura de Bobinado
- - - >600 - - -
Accion Correctiva
Verificar Presiones de Bomba y Programar inspección de toberas
Retener Colada y avisar a
Ing de Procesos
Retener Bobina y
avisar a Ing de Procesos
Retener Bobina y
avisar a Ing de Procesos
Auditar rugosidad de cilindros y avisar a Taller de rectificado
Verificar que el
Kilometraje de los
cilindros sea menor a
130
Revisar delta de presión de filtros y programar limpieza . Inspeccionar toberas
Tabla 25. Tabla de decisión Selección de Acciones Correctivas
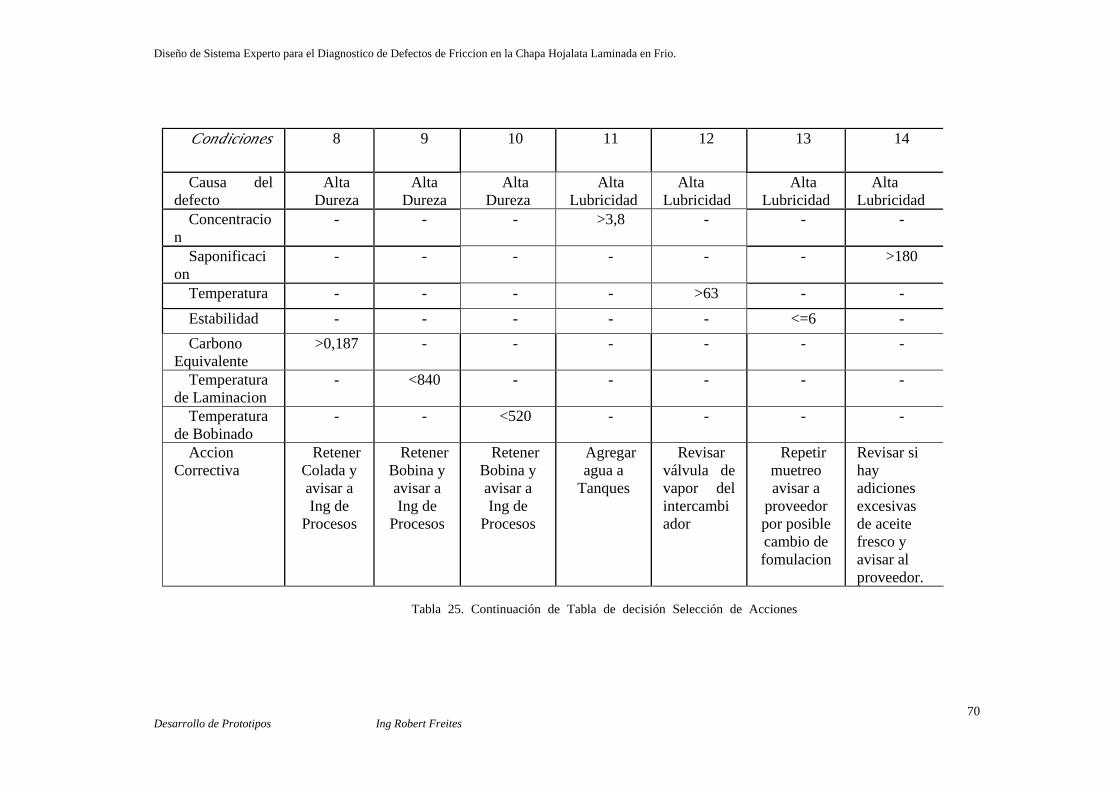
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
70
Condiciones 8 9 10 11 12 13 14
Causa del defecto
Alta Dureza
Alta Dureza
Alta Dureza
Alta Lubricidad
Alta Lubricidad
Alta Lubricidad
Alta Lubricidad
Concentracion
- - - >3,8 - - -
Saponificacion
- - - - - - >180
Temperatura - - - - >63 - -
Estabilidad - - - - - <=6 -
Carbono Equivalente
>0,187 - - - - - -
Temperatura de Laminacion
- <840 - - - - -
Temperatura de Bobinado
- - <520 - - - -
Accion Correctiva
Retener Colada y avisar a Ing de
Procesos
Retener Bobina y avisar a Ing de
Procesos
Retener Bobina y avisar a Ing de
Procesos
Agregar agua a
Tanques
Revisar válvula de vapor del intercambiador
Repetir muetreo avisar a
proveedor por posible cambio de fomulacion
Revisar si hay adiciones excesivas de aceite fresco y avisar al proveedor.
Tabla 25. Continuación de Tabla de decisión Selección de Acciones

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
71
Condiciones 15 16 17 18
Causa del defecto
Baja Lubricidad
Baja Lubricidad
Baja Lubricidad
Baja Lubricidad
Concentracion
<3,4 - - -
Saponificacion
- - - <140
Temperatura - <58 - -
Estabilidad - - >7 -
Carbono Equivalente
- - - -
Temperatura de Laminacion
- - - -
Temperatura de Bobinado
- - - -
Accion Correctiva
Aumentar
concentración
agregando aceite
Revisar válvula de vapor del intercambiador
Revisar corriente de agitadores;
Filtros Canastos; Añadir aceite fosforico
Posibles Fugas: revisar variación de niveles de aceites minerales, luego drenar tanques y añadir aceite fresco
Tabla 25. Continuación de Tabla de decisión Selección de Acciones
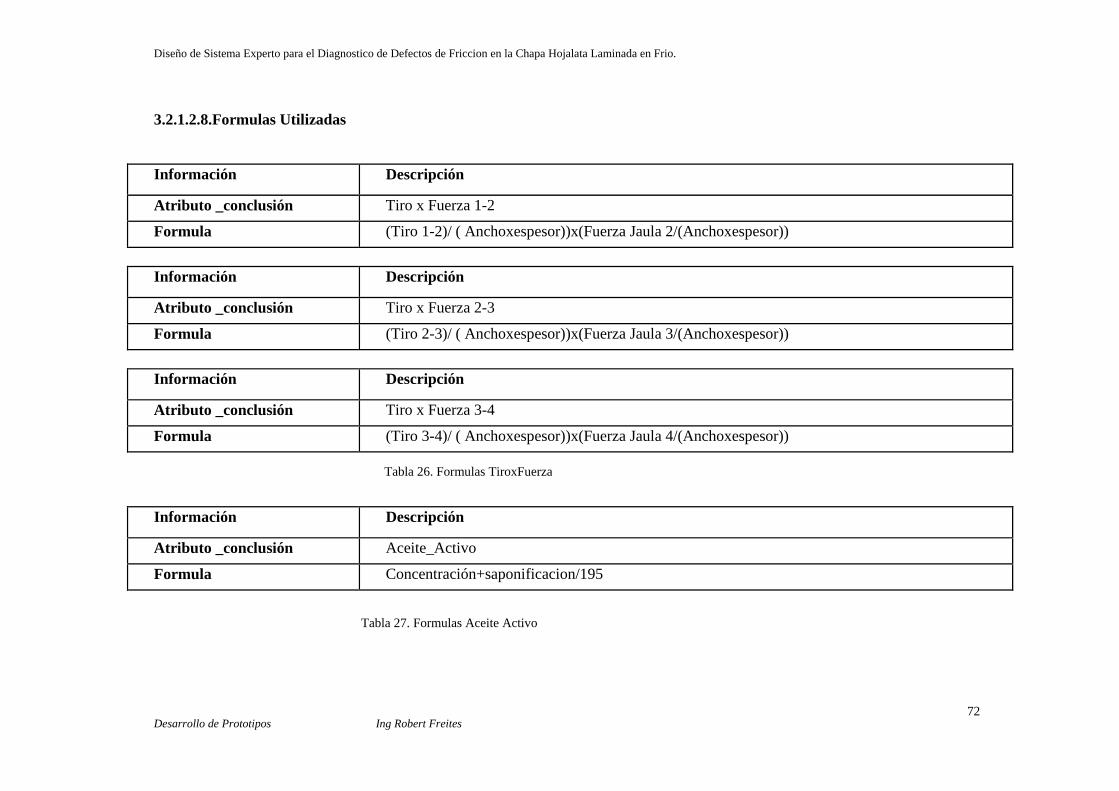
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
72
3.2.1.2.8.Formulas Utilizadas Información Descripción
Atributo _conclusión Tiro x Fuerza 1-2
Formula (Tiro 1-2)/ ( Anchoxespesor))x(Fuerza Jaula 2/(Anchoxespesor))
Información Descripción
Atributo _conclusión Tiro x Fuerza 2-3
Formula (Tiro 2-3)/ ( Anchoxespesor))x(Fuerza Jaula 3/(Anchoxespesor))
Información Descripción
Atributo _conclusión Tiro x Fuerza 3-4
Formula (Tiro 3-4)/ ( Anchoxespesor))x(Fuerza Jaula 4/(Anchoxespesor))
Información Descripción
Atributo _conclusión Aceite_Activo
Formula Concentración+saponificacion/195
Tabla 26. Formulas TiroxFuerza
Tabla 27. Formulas Aceite Activo

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
73
3.2.1.2.9. Comprobación de los conocimientos tácticos. Se verificaron los aspectos estáticos de los conocimientos tácticos encontrándose atributos innecesarios para el alcance de este
sistema, los cuales fueron eliminados, se verificaron falta de algunos elementos en las reglas los cuales fueron completados. 3.2.1.3. Conocimiento factico. 3.2.1.3.1. Diccionario de conceptos Concepto Función Sinónimos Atributos Derivado de
Lubricidad Determinar el grado de aporte del lubricante en la determinación de la fricción ( revisar)
� Concentración � Ph � Temperatura � Estabilidad � Saponificación � Finos de hierro � Agregados de agua � Hora de toma de muestra � Valor global de
Lubricidad. � Accion corrective
Informe del análisis de la emulsión realizado en el laboratorio
Tabla 28. Diccionario de Conceptos
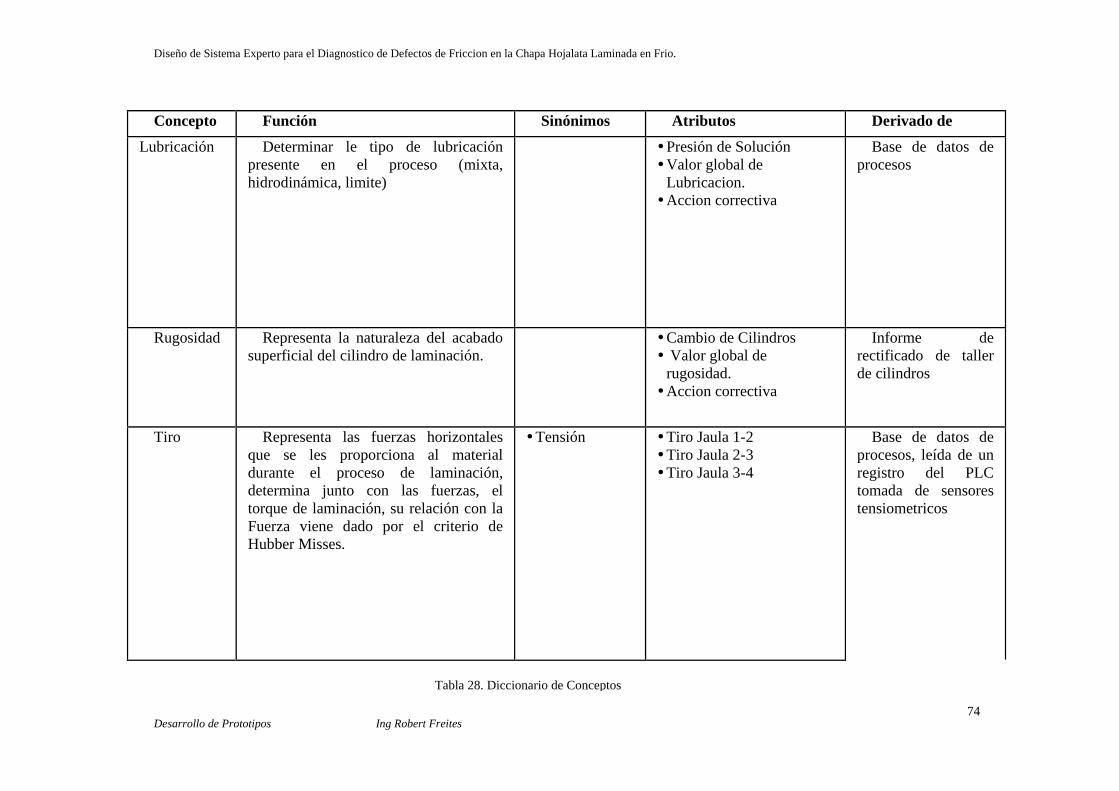
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
74
Concepto Función Sinónimos Atributos Derivado de
Lubricación Determinar le tipo de lubricación presente en el proceso (mixta, hidrodinámica, limite)
� Presión de Solución � Valor global de
Lubricacion. � Accion correctiva
Base de datos de procesos
Rugosidad Representa la naturaleza del acabado superficial del cilindro de laminación.
� Cambio de Cilindros � Valor global de
rugosidad. � Accion correctiva
Informe de rectificado de taller de cilindros
Tiro Representa las fuerzas horizontales que se les proporciona al material durante el proceso de laminación, determina junto con las fuerzas, el torque de laminación, su relación con la Fuerza viene dado por el criterio de Hubber Misses.
� Tensión � Tiro Jaula 1-2 � Tiro Jaula 2-3 � Tiro Jaula 3-4
Base de datos de procesos, leída de un registro del PLC tomada de sensores tensiometricos
Tabla 28. Diccionario de Conceptos
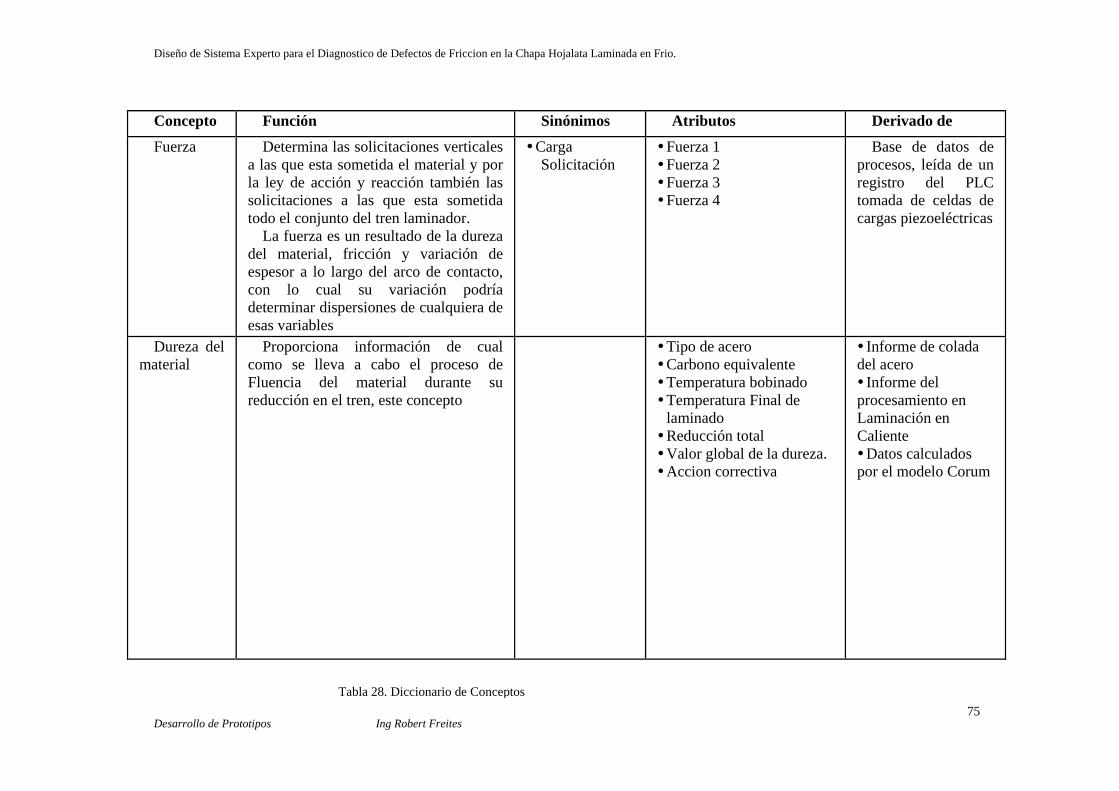
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
75
Concepto Función Sinónimos Atributos Derivado de
Fuerza Determina las solicitaciones verticales a las que esta sometida el material y por la ley de acción y reacción también las solicitaciones a las que esta sometida todo el conjunto del tren laminador.
La fuerza es un resultado de la dureza del material, fricción y variación de espesor a lo largo del arco de contacto, con lo cual su variación podría determinar dispersiones de cualquiera de esas variables
� Carga Solicitación
� Fuerza 1 � Fuerza 2 � Fuerza 3 � Fuerza 4
Base de datos de procesos, leída de un registro del PLC tomada de celdas de cargas piezoeléctricas
Dureza del material
Proporciona información de cual como se lleva a cabo el proceso de Fluencia del material durante su reducción en el tren, este concepto
� Tipo de acero � Carbono equivalente � Temperatura bobinado � Temperatura Final de
laminado � Reducción total � Valor global de la dureza. � Accion correctiva
� Informe de colada del acero � Informe del procesamiento en Laminación en Caliente � Datos calculados por el modelo Corum
Tabla 25. Diccionario de Conceptos Tabla 28. Diccionario de Conceptos
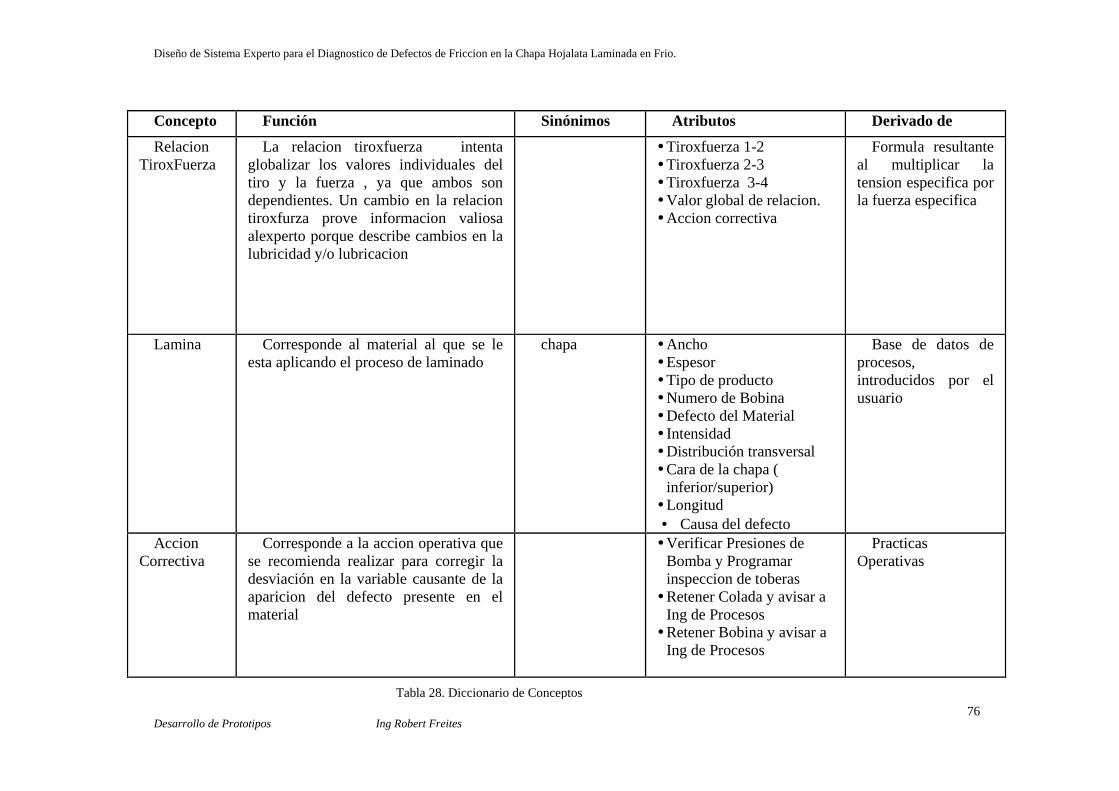
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
76
Concepto Función Sinónimos Atributos Derivado de
Relacion TiroxFuerza
La relacion tiroxfuerza intenta globalizar los valores individuales del tiro y la fuerza , ya que ambos son dependientes. Un cambio en la relacion tiroxfurza prove informacion valiosa alexperto porque describe cambios en la lubricidad y/o lubricacion
� Tiroxfuerza 1-2 � Tiroxfuerza 2-3 � Tiroxfuerza 3-4 � Valor global de relacion. � Accion correctiva
Formula resultante al multiplicar la tension especifica por la fuerza especifica
Lamina Corresponde al material al que se le esta aplicando el proceso de laminado
chapa � Ancho � Espesor � Tipo de producto � Numero de Bobina � Defecto del Material � Intensidad � Distribución transversal � Cara de la chapa (
inferior/superior) � Longitud • Causa del defecto
Base de datos de procesos, introducidos por el usuario
Accion Correctiva
Corresponde a la accion operativa que se recomienda realizar para corregir la desviación en la variable causante de la aparicion del defecto presente en el material
� Verificar Presiones de Bomba y Programar inspeccion de toberas
� Retener Colada y avisar a Ing de Procesos
� Retener Bobina y avisar a Ing de Procesos
Practicas Operativas
Tabla 28. Diccionario de Conceptos
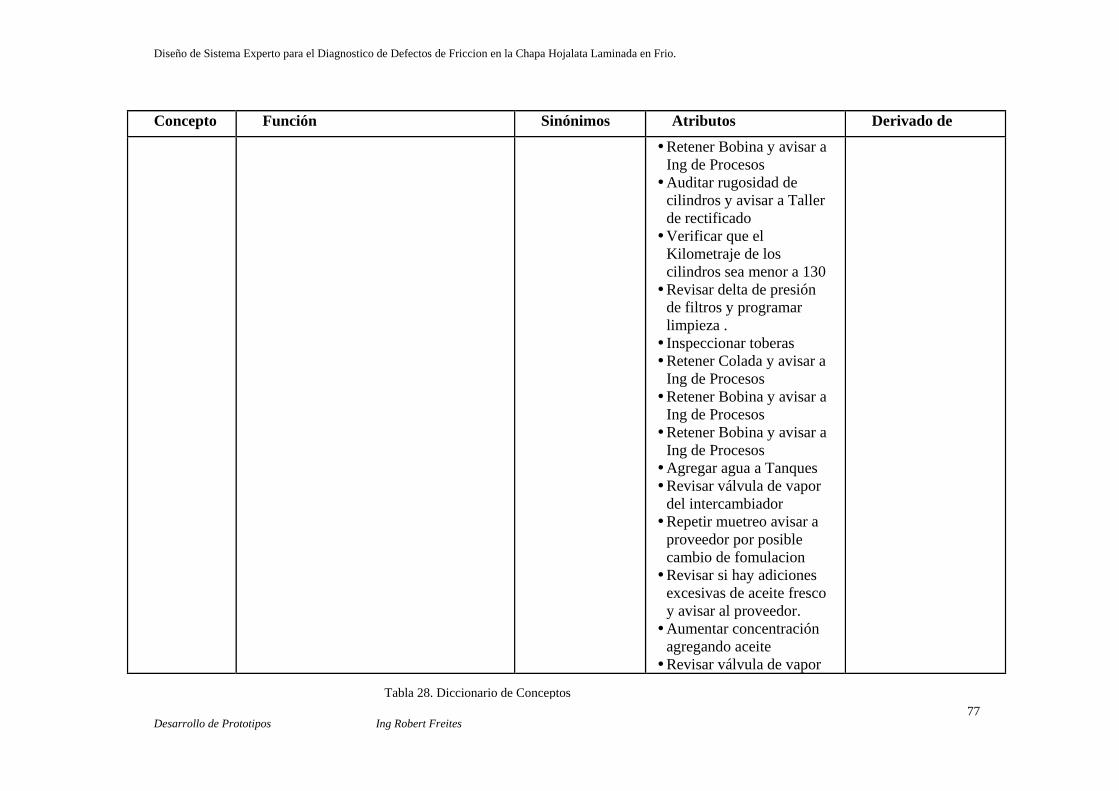
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
77
Concepto Función Sinónimos Atributos Derivado de
� Retener Bobina y avisar a Ing de Procesos
� Auditar rugosidad de cilindros y avisar a Taller de rectificado
� Verificar que el Kilometraje de los cilindros sea menor a 130
� Revisar delta de presión de filtros y programar limpieza .
� Inspeccionar toberas � Retener Colada y avisar a
Ing de Procesos � Retener Bobina y avisar a
Ing de Procesos � Retener Bobina y avisar a
Ing de Procesos � Agregar agua a Tanques � Revisar válvula de vapor
del intercambiador � Repetir muetreo avisar a
proveedor por posible cambio de fomulacion
� Revisar si hay adiciones excesivas de aceite fresco y avisar al proveedor.
� Aumentar concentración agregando aceite
� Revisar válvula de vapor
Tabla 28. Diccionario de Conceptos
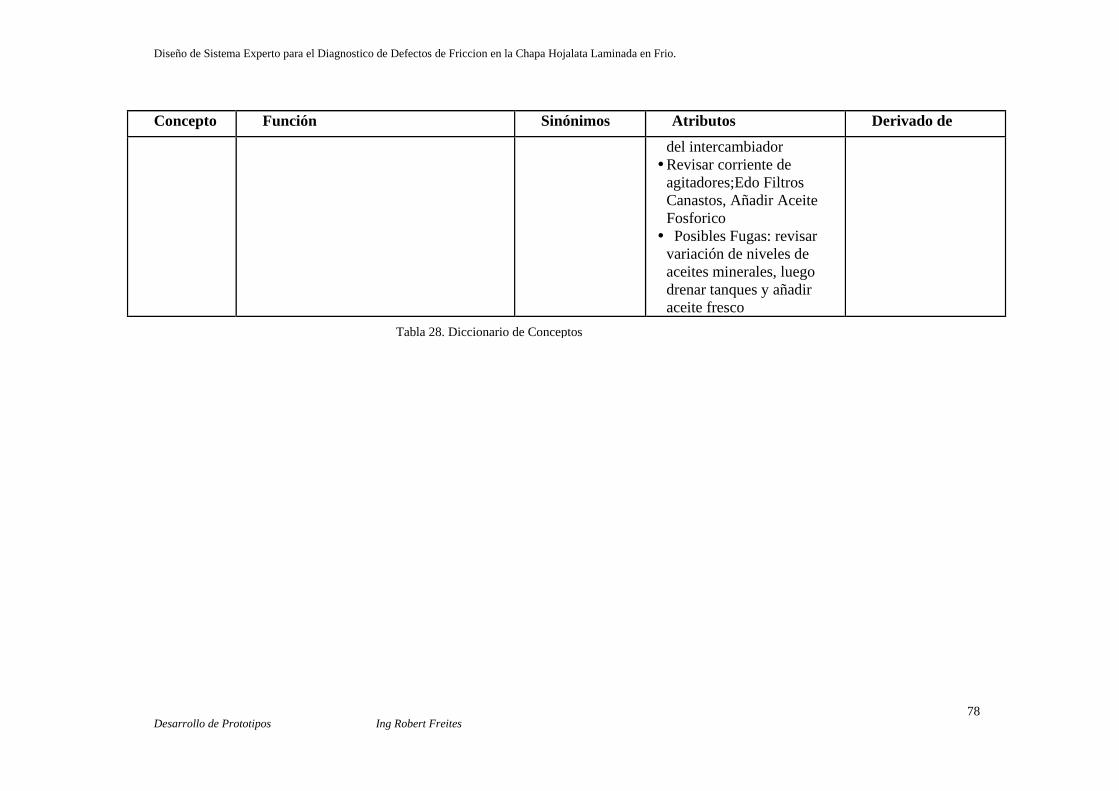
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
78
Concepto Función Sinónimos Atributos Derivado de
del intercambiador � Revisar corriente de
agitadores;Edo Filtros Canastos, Añadir Aceite Fosforico
� Posibles Fugas: revisar variación de niveles de aceites minerales, luego drenar tanques y añadir aceite fresco
Tabla 28. Diccionario de Conceptos
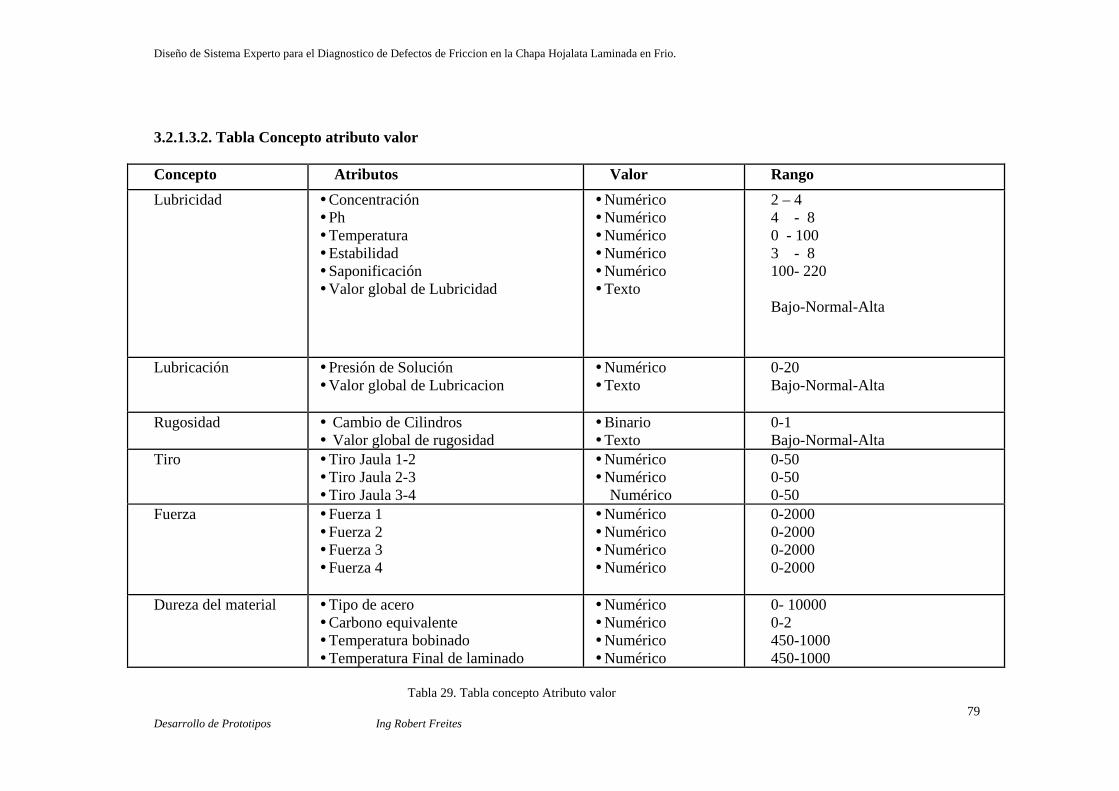
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
79
3.2.1.3.2. Tabla Concepto atributo valor Concepto Atributos Valor Rango
Lubricidad � Concentración � Ph � Temperatura � Estabilidad � Saponificación � Valor global de Lubricidad
� Numérico � Numérico � Numérico � Numérico � Numérico � Texto
2 – 4 4 - 8 0 - 100 3 - 8 100- 220 Bajo-Normal-Alta
Lubricación � Presión de Solución � Valor global de Lubricacion
� Numérico � Texto
0-20 Bajo-Normal-Alta
Rugosidad � Cambio de Cilindros � Valor global de rugosidad
� Binario � Texto
0-1 Bajo-Normal-Alta
Tiro � Tiro Jaula 1-2 � Tiro Jaula 2-3 � Tiro Jaula 3-4
� Numérico � Numérico
Numérico
0-50 0-50 0-50
Fuerza � Fuerza 1 � Fuerza 2 � Fuerza 3 � Fuerza 4
� Numérico � Numérico � Numérico � Numérico
0-2000 0-2000 0-2000 0-2000
Dureza del material � Tipo de acero � Carbono equivalente � Temperatura bobinado � Temperatura Final de laminado
� Numérico � Numérico � Numérico � Numérico
0- 10000 0-2 450-1000 450-1000
Tabla 29. Tabla concepto Atributo valor

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
80
Concepto Atributos Valor Rango
� Reducción total � Valor global de la dureza
� Numérico � Texto
0-100 % Blando-Normal-Duro
Relacion TiroxFuerza � Tiroxfuerza 1-2 � Tiroxfuerza 2-3 � Tiroxfuerza 3-4 � Valor global de relacion
� Numérico � Numérico � Numerico � Texto
0-50 0-50 0-50 Normal tren,baja tren,alta tren Tiroxfuerza 3-4 alta, Tiroxfuerza 3-4 baja, Tiroxfuerza 2-3 alta, Tiroxfuerza 2-3 baja, Tiroxfuerza 1-2 alta, Tiroxfuerza 1-2 baja,
Lamina � Ancho � Espesor � Tipo de producto � Numero de Bobina � Defecto del Material � Intensidad � Distribución transversal � Cara de la chapa ( inferior/superior) � Longitud � Causa del defecto
� Numérico � Numérico � Texto � Texto � Texto � Texto � Texto � Texto � Texto � Texto
400-2000 0-4 Hojalata,DT,SPO 0-1000000 Rayas de calor,patinado Leve-medio-grave Localizado-toda la chapa Inferior/superior Corto-Largo Alta Lubricidad, baja rugosidad,
baja dureza, alta Lubricación. Alta rugosidad, Alta Dureza, Baja Lubricidad , Baja Lubricación
Tabla 29. Tabla Concepto Atributo Valor
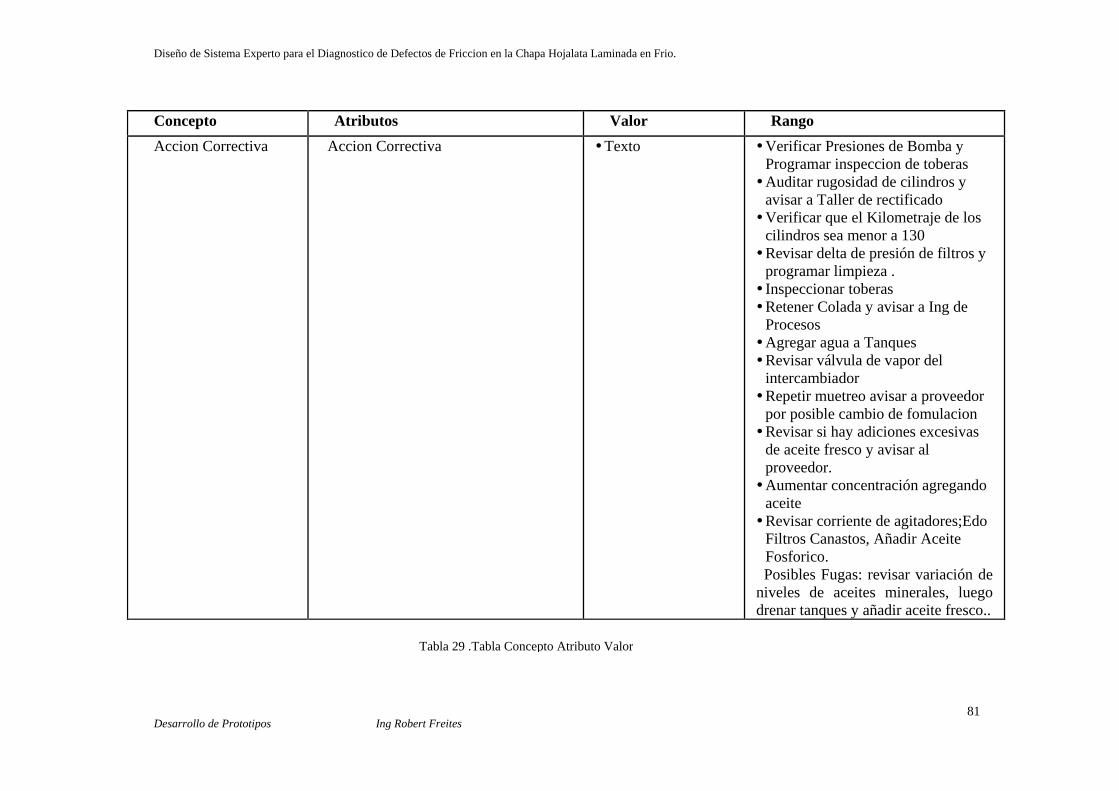
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
81
Concepto Atributos Valor Rango
Accion Correctiva Accion Correctiva � Texto
� Verificar Presiones de Bomba y Programar inspeccion de toberas
� Auditar rugosidad de cilindros y avisar a Taller de rectificado
� Verificar que el Kilometraje de los cilindros sea menor a 130
� Revisar delta de presión de filtros y programar limpieza .
� Inspeccionar toberas � Retener Colada y avisar a Ing de
Procesos � Agregar agua a Tanques � Revisar válvula de vapor del
intercambiador � Repetir muetreo avisar a proveedor
por posible cambio de fomulacion � Revisar si hay adiciones excesivas
de aceite fresco y avisar al proveedor.
� Aumentar concentración agregando aceite
� Revisar corriente de agitadores;Edo Filtros Canastos, Añadir Aceite Fosforico.
Posibles Fugas: revisar variación de niveles de aceites minerales, luego drenar tanques y añadir aceite fresco..
Tabla 29 .Tabla Concepto Atributo Valor
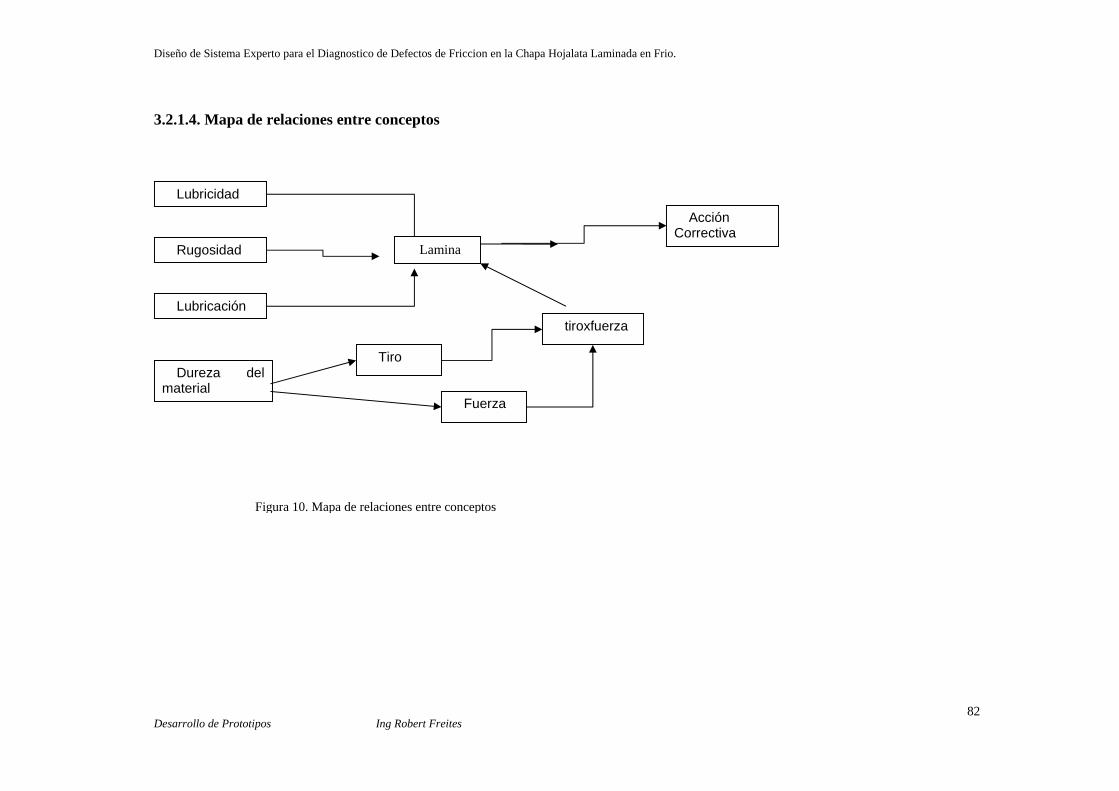
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
82
3.2.1.4. Mapa de relaciones entre conceptos
Lubricidad
tiroxfuerza
Acción Correctiva
Rugosidad
Lubricación
Dureza del material
Lamina
Tiro
Fuerza
Figura 10. Mapa de relaciones entre conceptos
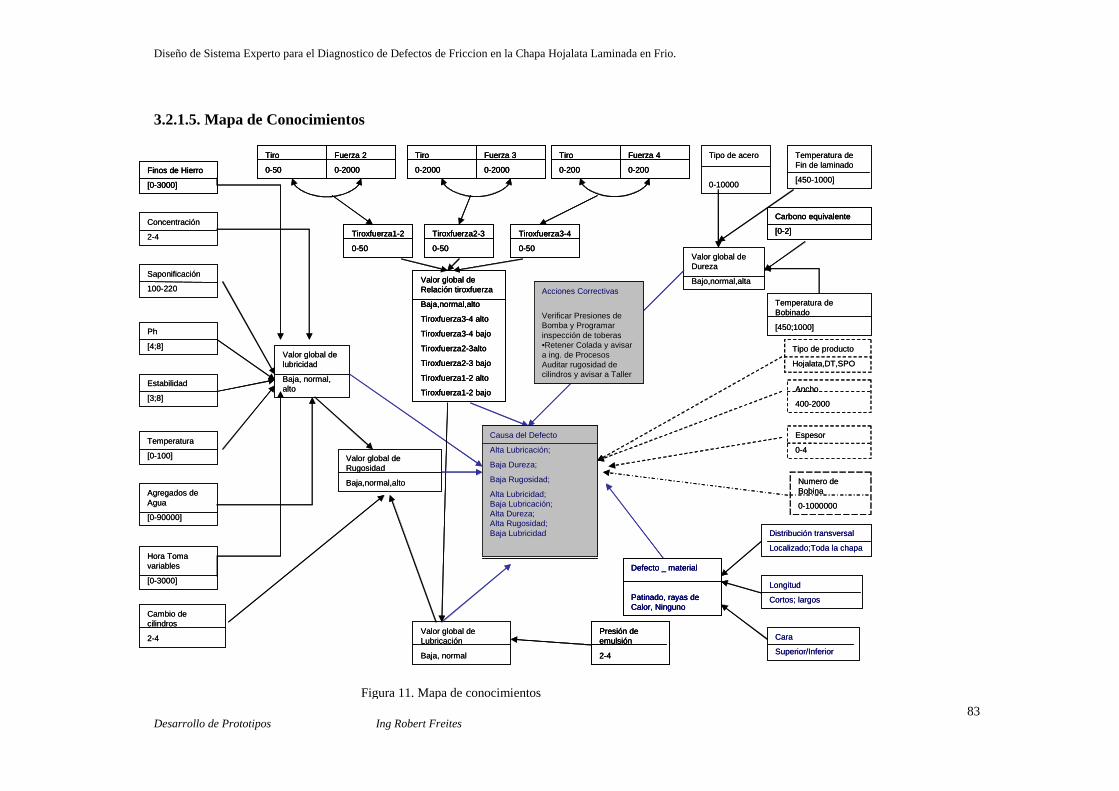
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
83
3.2.1.5. Mapa de Conocimientos
Figura 11. Mapa de conocimientos
Concentración
2-4
Saponificación
100-220
Temperatura de Bobinado
[450;1000]
Temperatura de Fin de laminado
[450-1000]
Ancho
400-2000
Espesor
0-4
Numero de Bobina
0-1000000
Valor global de Relación tiroxfuerza
Baja,normal,alto
Tiroxfuerza3-4 alto
Tiroxfuerza3-4 bajo
Tiroxfuerza2-3alto
Tiroxfuerza2-3 bajo
Tiroxfuerza1-2 alto
Tiroxfuerza1-2 bajo
Ph
[4;8]
Estabilidad
[3;8]
Temperatura
[0-100]
Valor global de lubricidad
Baja, normal, alto
Carbono equivalente
[0-2]
Valor global de Dureza
Bajo,normal,alta
Valor global de Lubricación
Baja, normal
Tipo de producto
Hojalata,DT,SPO
Agregados de Agua
[0-90000]
Finos de Hierro
[0-3000]
Hora Toma variables
[0-3000]
Valor global de Rugosidad
Baja,normal,alto
Tipo de acero
0-10000
Cambio de cilindros
2-4
Tiroxfuerza1-2
0-50
Tiroxfuerza2-3
0-50
Tiroxfuerza3-4
0-50
Tiro
0-50
Fuerza 2
0-2000
Tiro
0-2000
Fuerza 3
0-2000
Tiro
0-200
Fuerza 4
0-200
Presión de emulsión
2-4
Causa del Defecto
Alta Lubricación;
Baja Dureza;
Baja Rugosidad;
Alta Lubricidad;Baja Lubricación;Alta Dureza;Alta Rugosidad;Baja Lubricidad
Longitud
Cortos; largos
Distribución transversal
Localizado;Toda la chapa
Cara
Superior/Inferior
Defecto _ material
Patinado, rayas de Calor, Ninguno
Acciones Correctivas
Verificar Presiones de Bomba y Programar inspección de toberas•Retener Colada y avisar a ing. de ProcesosAuditar rugosidad de cilindros y avisar a Taller
Concentración
2-4
Saponificación
100-220
Temperatura de Bobinado
[450;1000]
Temperatura de Fin de laminado
[450-1000]
Ancho
400-2000
Espesor
0-4
Numero de Bobina
0-1000000
Valor global de Relación tiroxfuerza
Baja,normal,alto
Tiroxfuerza3-4 alto
Tiroxfuerza3-4 bajo
Tiroxfuerza2-3alto
Tiroxfuerza2-3 bajo
Tiroxfuerza1-2 alto
Tiroxfuerza1-2 bajo
Valor global de Relación tiroxfuerza
Baja,normal,alto
Tiroxfuerza3-4 alto
Tiroxfuerza3-4 bajo
Tiroxfuerza2-3alto
Tiroxfuerza2-3 bajo
Tiroxfuerza1-2 alto
Tiroxfuerza1-2 bajo
Ph
[4;8]
Estabilidad
[3;8]
Temperatura
[0-100]
Valor global de lubricidad
Baja, normal, alto
Carbono equivalente
[0-2]
Carbono equivalente
[0-2]
Valor global de Dureza
Bajo,normal,alta
Valor global de Lubricación
Baja, normal
Tipo de producto
Hojalata,DT,SPO
Agregados de Agua
[0-90000]
Finos de Hierro
[0-3000]
Finos de Hierro
[0-3000]
Hora Toma variables
[0-3000]
Valor global de Rugosidad
Baja,normal,alto
Tipo de acero
0-10000
Cambio de cilindros
2-4
Tiroxfuerza1-2
0-50
Tiroxfuerza1-2
0-50
Tiroxfuerza2-3
0-50
Tiroxfuerza2-3
0-50
Tiroxfuerza3-4
0-50
Tiroxfuerza3-4
0-50
Tiro
0-50
Tiro
0-50
Fuerza 2
0-2000
Fuerza 2
0-2000
Tiro
0-2000
Tiro
0-2000
Fuerza 3
0-2000
Fuerza 3
0-2000
Tiro
0-200
Tiro
0-200
Fuerza 4
0-200
Fuerza 4
0-200
Presión de emulsión
2-4
Presión de emulsión
2-4
Causa del Defecto
Alta Lubricación;
Baja Dureza;
Baja Rugosidad;
Alta Lubricidad;Baja Lubricación;Alta Dureza;Alta Rugosidad;Baja Lubricidad
Longitud
Cortos; largos
Distribución transversal
Localizado;Toda la chapa
Cara
Superior/Inferior
Defecto _ material
Patinado, rayas de Calor, Ninguno
Defecto _ material
Patinado, rayas de Calor, Ninguno
Acciones Correctivas
Verificar Presiones de Bomba y Programar inspección de toberas•Retener Colada y avisar a ing. de ProcesosAuditar rugosidad de cilindros y avisar a Taller
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
84
3.2.1.5.1. Comprobación del mapa de conocimientos. Se modifica Mapa de Conocimiento al haber problemas de redundancia de conocimientos en los atributos conceptos defecto
patinado y defecto Rayas de Calor, lo cual resta eficiencia, se eliminan los conceptos Causa del defecto de Patinado y Causa del defecto Rayas de Calor y se sustituye por un atributo “causa del defecto” del concepto “ Lamina”, se agrega el atributo “defecto _ lamina” al concepto “Lamina”).Adicionalmente Se agrega al mapa el concepto acción correctiva con el objeto de cumplir con el nuevo requisito funcional solicitado por el usuario.
3.3. ETAPA DE FORMALIZACIÓN. 3.3.1. Selección de Formalismos. Los formalismos seleccionados para representar los conocimientos son los siguientes: Modelo Conceptual Formalismo Tablas Concepto Atributo valor Marcos Formulas Procedimientos Tablas de decisión Reglas de producción Pseudoreglas Reglas de producción Tabla 30. Formalismos para la representación de conocimientos.
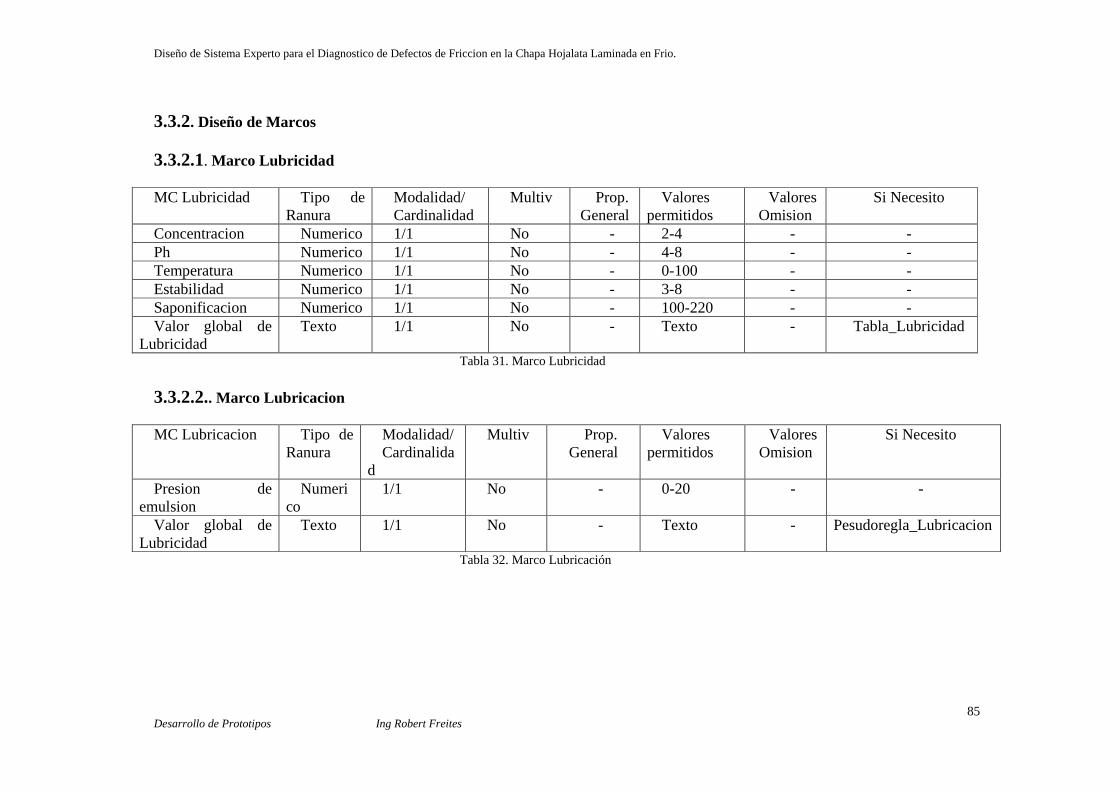
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
85
3.3.2. Diseño de Marcos 3.3.2.1. Marco Lubricidad MC Lubricidad Tipo de
Ranura Modalidad/ Cardinalidad
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
Concentracion Numerico 1/1 No - 2-4 - - Ph Numerico 1/1 No - 4-8 - - Temperatura Numerico 1/1 No - 0-100 - - Estabilidad Numerico 1/1 No - 3-8 - - Saponificacion Numerico 1/1 No - 100-220 - - Valor global de
Lubricidad Texto 1/1 No - Texto - Tabla_Lubricidad
Tabla 31. Marco Lubricidad 3.3.2.2.. Marco Lubricacion MC Lubricacion Tipo de
Ranura Modalidad/ Cardinalida
d
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
Presion de emulsion
Numerico
1/1 No - 0-20 - -
Valor global de Lubricidad
Texto 1/1 No - Texto - Pesudoregla_Lubricacion
Tabla 32. Marco Lubricación
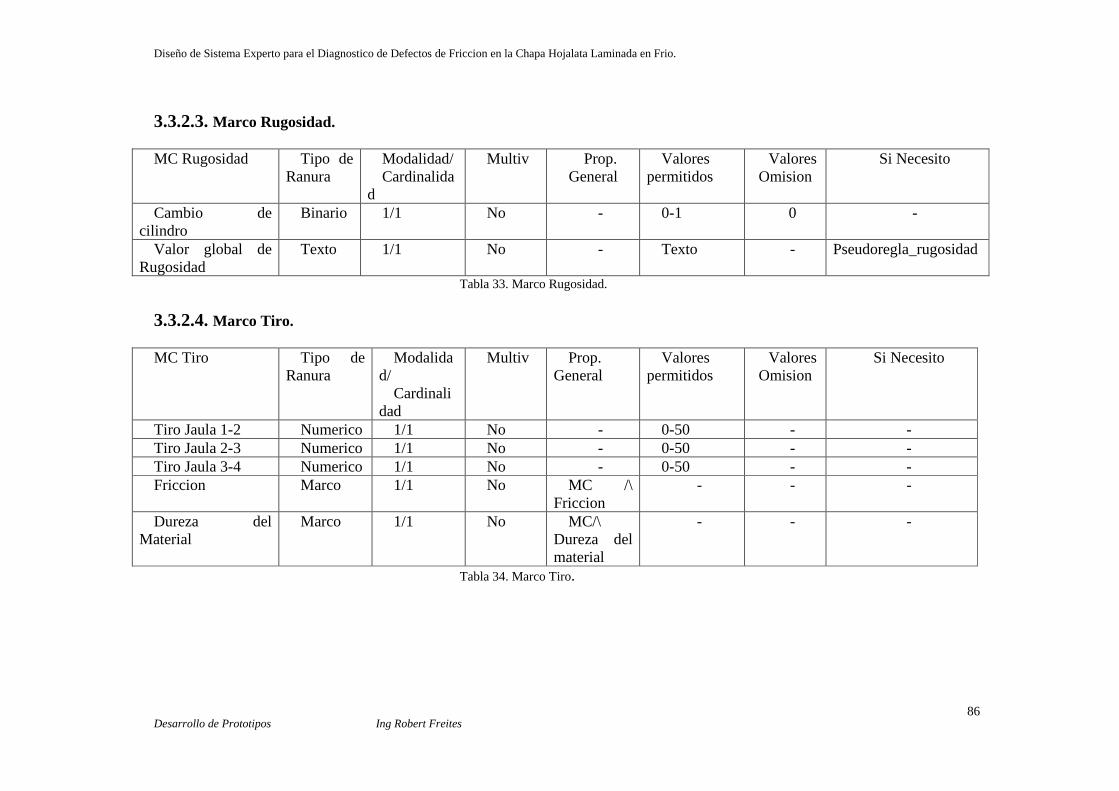
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
86
3.3.2.3. Marco Rugosidad. MC Rugosidad Tipo de
Ranura Modalidad/ Cardinalida
d
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
Cambio de cilindro
Binario 1/1 No - 0-1 0 -
Valor global de Rugosidad
Texto 1/1 No - Texto - Pseudoregla_rugosidad
Tabla 33. Marco Rugosidad. 3.3.2.4. Marco Tiro. MC Tiro Tipo de
Ranura Modalida
d/ Cardinali
dad
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
Tiro Jaula 1-2 Numerico 1/1 No - 0-50 - - Tiro Jaula 2-3 Numerico 1/1 No - 0-50 - - Tiro Jaula 3-4 Numerico 1/1 No - 0-50 - - Friccion Marco 1/1 No MC /\
Friccion - - -
Dureza del Material
Marco 1/1 No MC/\ Dureza del material
- - -
Tabla 34. Marco Tiro.
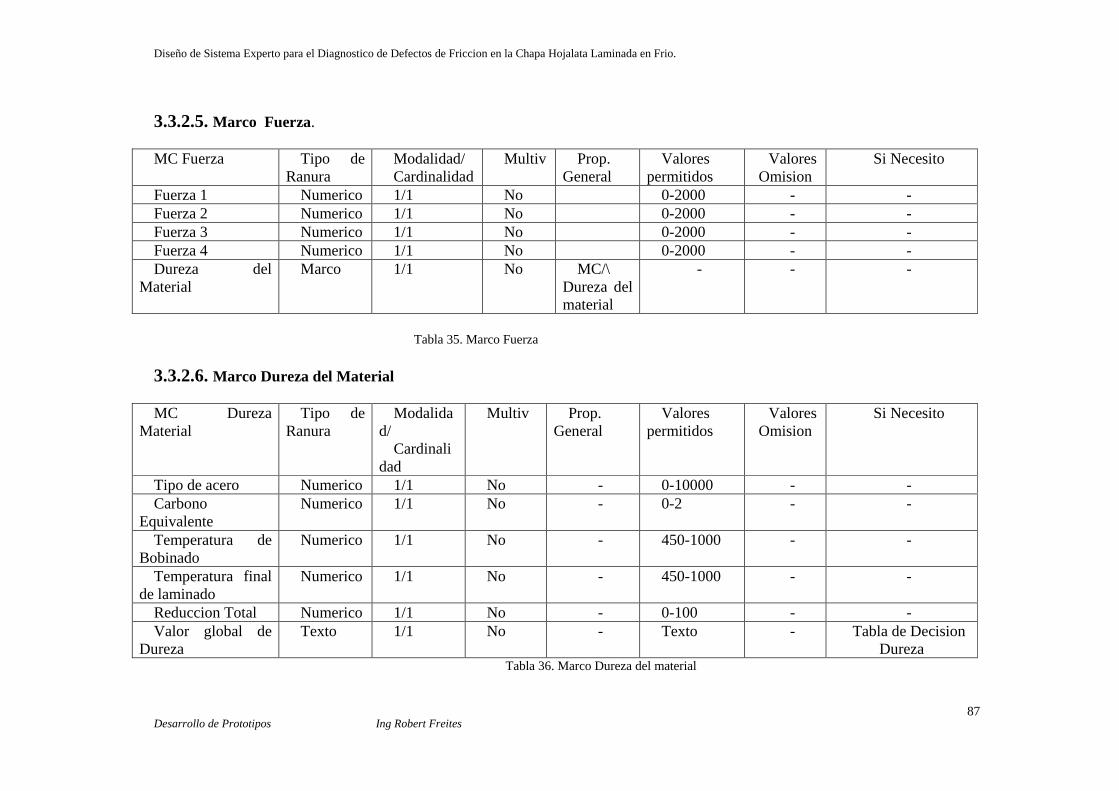
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
87
3.3.2.5. Marco Fuerza. MC Fuerza Tipo de
Ranura Modalidad/ Cardinalidad
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
Fuerza 1 Numerico 1/1 No 0-2000 - - Fuerza 2 Numerico 1/1 No 0-2000 - - Fuerza 3 Numerico 1/1 No 0-2000 - - Fuerza 4 Numerico 1/1 No 0-2000 - - Dureza del
Material Marco 1/1 No MC/\
Dureza del material
- - -
Tabla 35. Marco Fuerza 3.3.2.6. Marco Dureza del Material MC Dureza
Material Tipo de
Ranura Modalida
d/ Cardinali
dad
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
Tipo de acero Numerico 1/1 No - 0-10000 - - Carbono
Equivalente Numerico 1/1 No - 0-2 - -
Temperatura de Bobinado
Numerico 1/1 No - 450-1000 - -
Temperatura final de laminado
Numerico 1/1 No - 450-1000 - -
Reduccion Total Numerico 1/1 No - 0-100 - - Valor global de
Dureza Texto 1/1 No - Texto - Tabla de Decision
Dureza Tabla 36. Marco Dureza del material
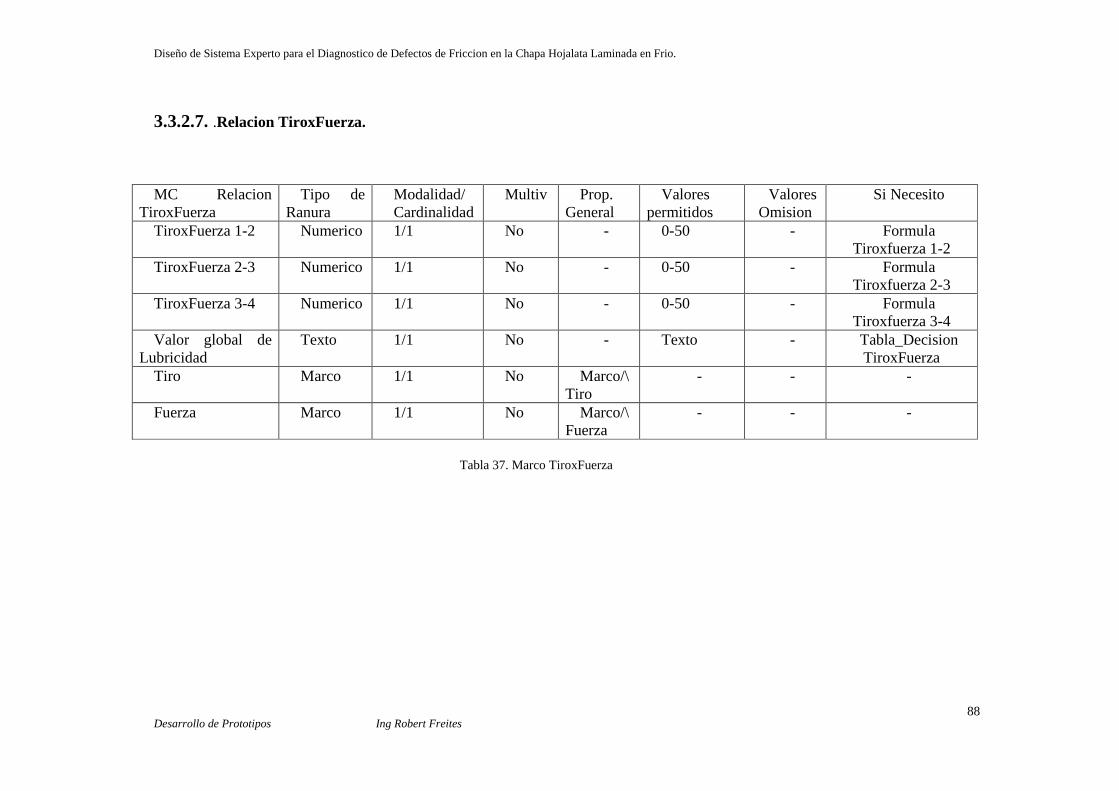
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
88
3.3.2.7. .Relacion TiroxFuerza. MC Relacion
TiroxFuerza Tipo de
Ranura Modalidad/ Cardinalidad
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
TiroxFuerza 1-2 Numerico 1/1 No - 0-50 - Formula Tiroxfuerza 1-2
TiroxFuerza 2-3 Numerico 1/1 No - 0-50 - Formula Tiroxfuerza 2-3
TiroxFuerza 3-4 Numerico 1/1 No - 0-50 - Formula Tiroxfuerza 3-4
Valor global de Lubricidad
Texto 1/1 No - Texto - Tabla_Decision TiroxFuerza
Tiro Marco 1/1 No Marco/\ Tiro
- - -
Fuerza Marco 1/1 No Marco/\ Fuerza
- - -
Tabla 37. Marco TiroxFuerza
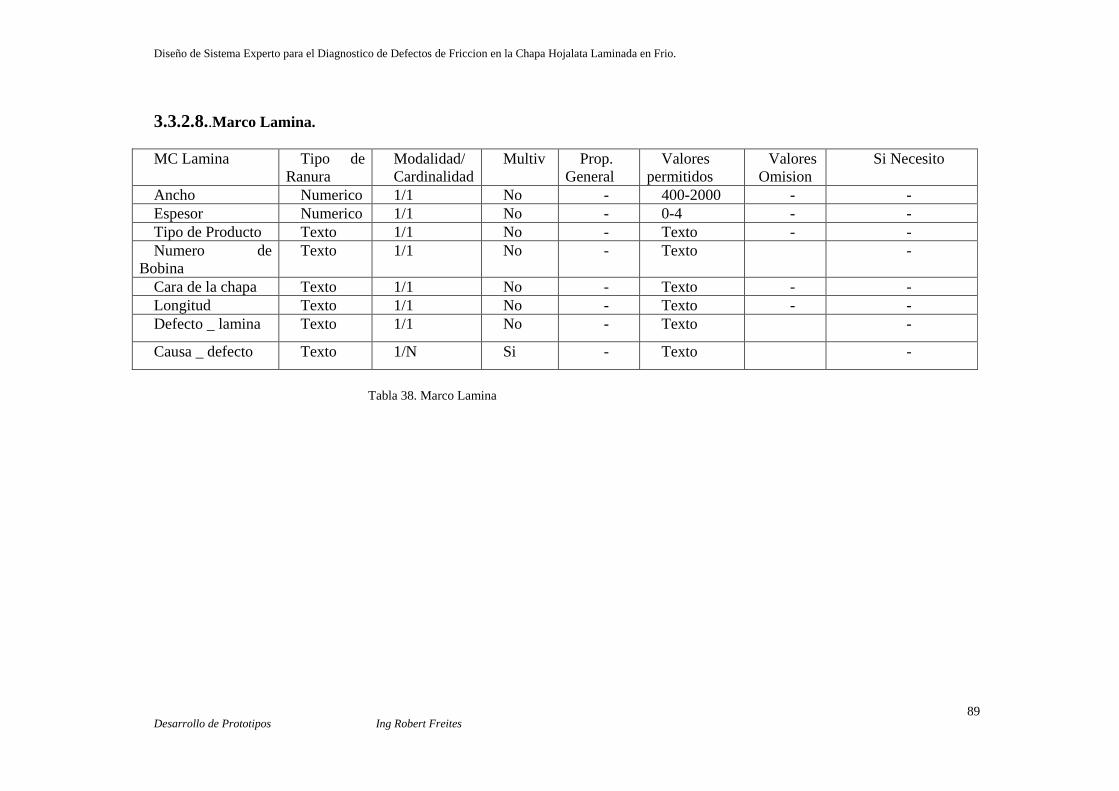
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
89
3.3.2.8..Marco Lamina. MC Lamina Tipo de
Ranura Modalidad/ Cardinalidad
Multiv Prop. General
Valores permitidos
Valores Omision
Si Necesito
Ancho Numerico 1/1 No - 400-2000 - - Espesor Numerico 1/1 No - 0-4 - - Tipo de Producto Texto 1/1 No - Texto - - Numero de
Bobina Texto 1/1 No - Texto -
Cara de la chapa Texto 1/1 No - Texto - - Longitud Texto 1/1 No - Texto - - Defecto _ lamina Texto 1/1 No - Texto -
Causa _ defecto Texto 1/N Si - Texto -
Tabla 38. Marco Lamina
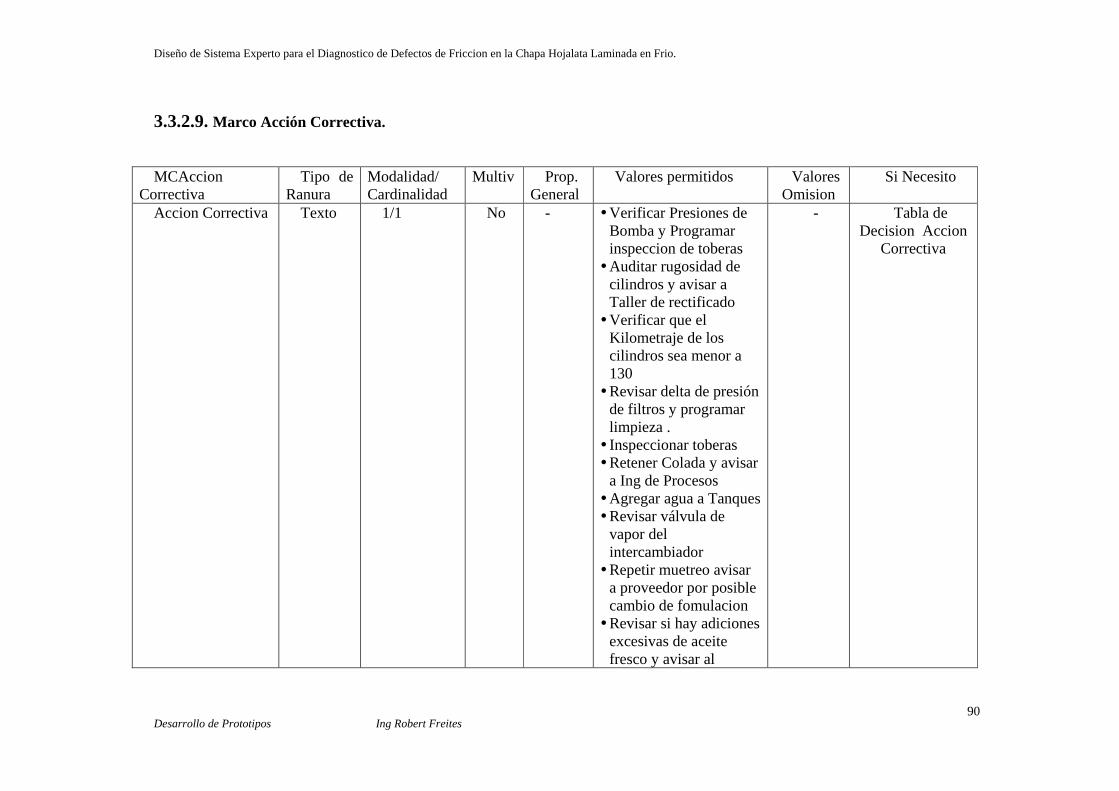
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
90
3.3.2.9. Marco Acción Correctiva. MCAccion
Correctiva Tipo de
Ranura Modalidad/ Cardinalidad
Multiv Prop. General
Valores permitidos Valores Omision
Si Necesito
Accion Correctiva Texto 1/1 No - � Verificar Presiones de Bomba y Programar inspeccion de toberas
� Auditar rugosidad de cilindros y avisar a Taller de rectificado
� Verificar que el Kilometraje de los cilindros sea menor a 130
� Revisar delta de presión de filtros y programar limpieza .
� Inspeccionar toberas � Retener Colada y avisar
a Ing de Procesos � Agregar agua a Tanques � Revisar válvula de
vapor del intercambiador
� Repetir muetreo avisar a proveedor por posible cambio de fomulacion
� Revisar si hay adiciones excesivas de aceite fresco y avisar al
- Tabla de Decision Accion
Correctiva
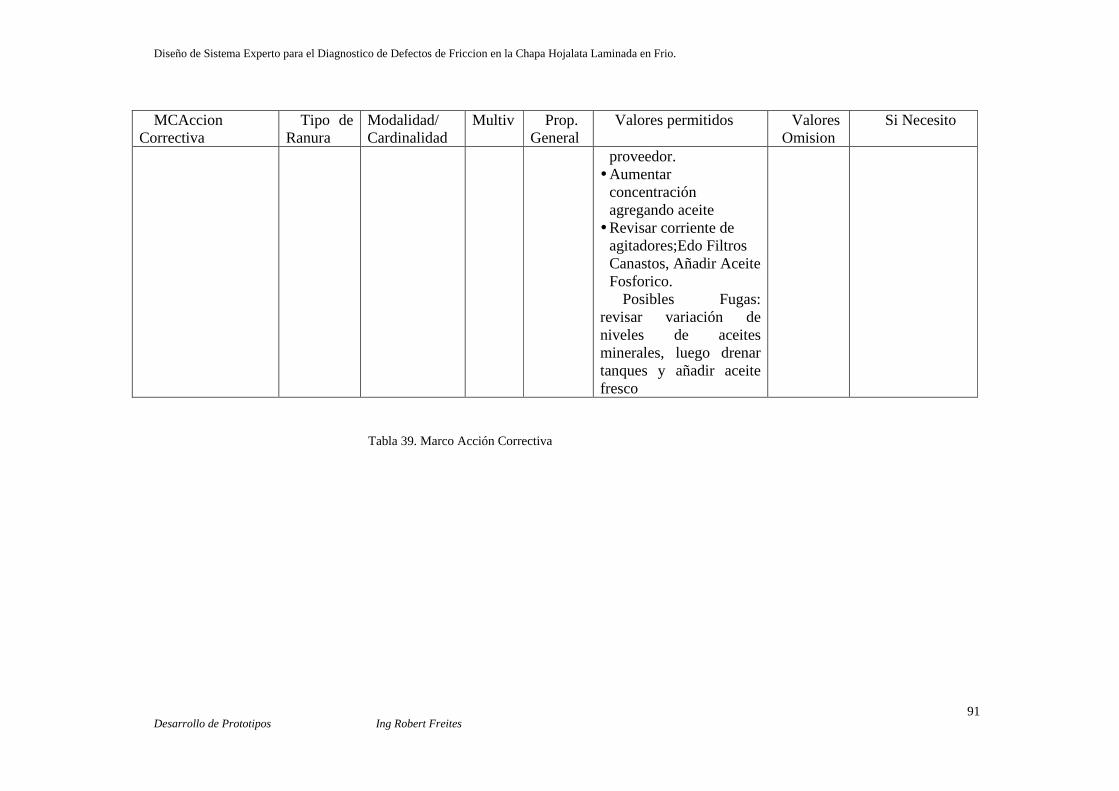
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
91
MCAccion Correctiva
Tipo de Ranura
Modalidad/ Cardinalidad
Multiv Prop. General
Valores permitidos Valores Omision
Si Necesito
proveedor. � Aumentar
concentración agregando aceite
� Revisar corriente de agitadores;Edo Filtros Canastos, Añadir Aceite Fosforico. Posibles Fugas:
revisar variación de niveles de aceites minerales, luego drenar tanques y añadir aceite fresco
Tabla 39. Marco Acción Correctiva

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
92
3.3.3. Formalización de los conocimientos tácticos . Las pseudoreglas y tablas de decisión fueron representadas directamente sobre la
herramienta Kappa, acontinuacion se presentan en detalle: /************************************* **** RULE: lubricidad1 *************************************/ MakeRule( lubricidad1, [], lubricidad:concentracion > 3.6 And lubricidad:saponificacion > 140 And
lubricidad:saponificacion <= 150 And lubricidad:ph > 5.4 And lubricidad:ph <= 6 And lubricidad:estabilidad < 7 And
lubricidad:temperatura > 58 And lubricidad:temperatura <= 63, lubricidad:valor_lubricidad = alta ); SetRulePriority( lubricidad1, 2 ); /************************************* **** RULE: lubricidad2 *************************************/ MakeRule( lubricidad2, [], lubricidad:concentracion > 3.6 And lubricidad:saponificacion > 150 And
lubricidad:ph > 5.4 And lubricidad:ph <= 6 And lubricidad:estabilidad > 6 And lubricidad:estabilidad <= 7 And lubricidad:temperatura
> 58 And lubricidad:temperatura <= 63, lubricidad:valor_lubricidad = alta ); SetRulePriority( lubricidad2, 2 ); /************************************* **** RULE: lubricidad3 *************************************/ MakeRule( lubricidad3, [], lubricidad:concentracion > 3.4 And lubricidad:concentración <= 3.6 And
lubricidad:saponificacion > 140 And lubricidad:saponificacion <= 150 And lubricidad:ph < 5.4 And lubricidad:estabilidad <= 6 And lubricidad:temperatura > 58 And lubricidad:temperatura <= 63,
lubricidad:valor_lubricidad = normal ); SetRulePriority( lubricidad3, 2 ); /************************************* **** RULE: lubricidad4 *************************************/ MakeRule( lubricidad4, [], lubricidad:concentracion > 3.4 And lubricidad:concentración <= 3.6 And
lubricidad:saponificacion > 140 And lubricidad:saponificacion <= 150 And lubricidad:ph > 5.4 And lubricidad:ph < 5.6 And lubricidad:estabilidad <= 6 And lubricidad:temperatura > 63,

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
93
lubricidad:valor_lubricidad = normal ); SetRulePriority( lubricidad4, 2 ); /************************************* **** RULE: lubricidad5 *************************************/ MakeRule( lubricidad5, [], lubricidad:concentracion < 3.4 And lubricidad:saponificacion > 140 And
lubricidad:saponificacion <= 150 And lubricidad:ph > 5.4 And lubricidad:ph <= 5.6 And lubricidad:estabilidad 6 And
lubricidad:estabilidad <= 7 And lubricidad:temperatura > 58 And lubricidad:temperatura <= 63,
lubricidad:valor_lubricidad = bajo ); /************************************* **** RULE: lubricidad6 *************************************/ MakeRule( lubricidad6, [], lubricidad:concentracion > 3.4 And lubricidad:concentración <= 3.6 And
lubricidad:saponificacion < 140 And lubricidad:ph > 5.4 And lubricidad:ph <= 5.6 And lubricidad:estabilidad > 6 And
lubricidad:temperatura > 58 And lubricidad:temperatura <= 63, lubricidad:valor_lubricidad = bajo ); SetRulePriority( lubricidad6, 2 ); /************************************* **** RULE: lubricidad7 *************************************/ MakeRule( lubricidad7, [], lubricidad:concentracion <= 3.6 And lubricidad:saponificacion > 140 And
lubricidad:saponificacion <= 150 And lubricidad:ph > 5.4 And lubricidad:ph <= 5.6 And lubricidad:estabilidad > 6 And
lubricidad:temperatura > 58 And lubricidad:temperatura <= 63, lubricidad:valor_lubricidad = bajo ); SetRulePriority( lubricidad7, 2 ); /************************************* **** RULE: lubricidad8 *************************************/ MakeRule( lubricidad8, [], lubricidad:concentracion <= 3.4 And lubricidad:saponificacion <= 145 And
lubricidad:ph > 5.4 And lubricidad:ph <= 5.6
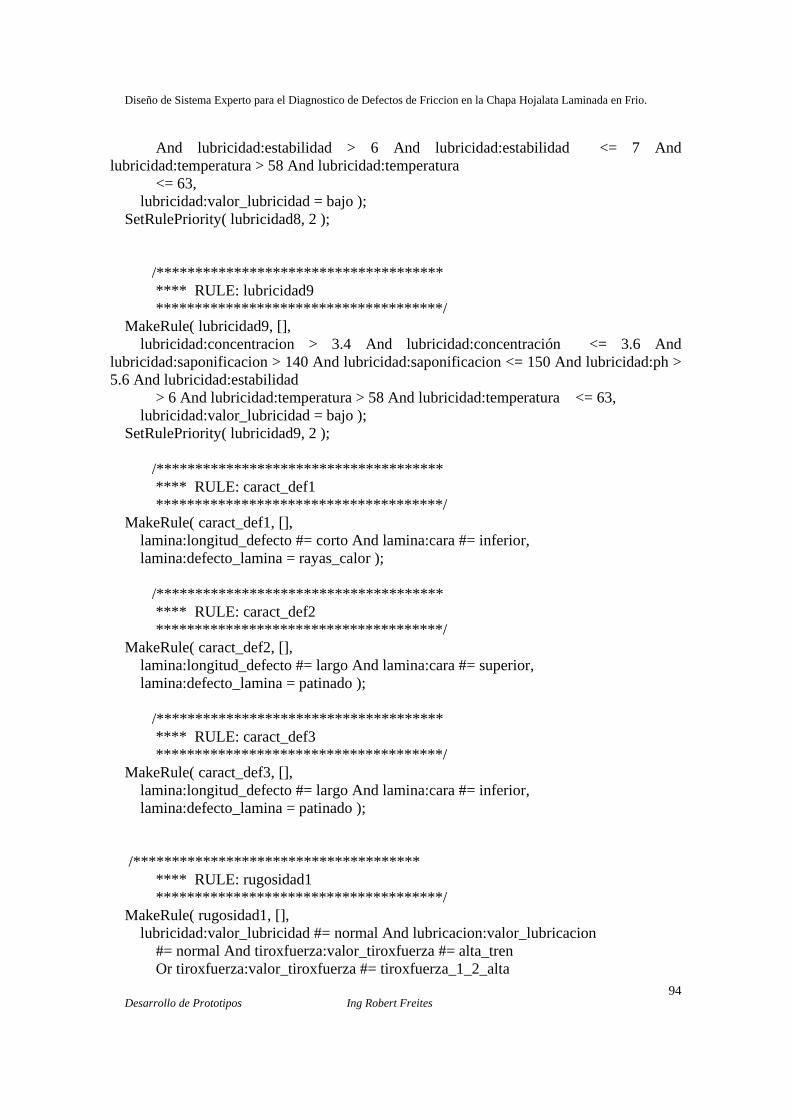
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
94
And lubricidad:estabilidad > 6 And lubricidad:estabilidad <= 7 And lubricidad:temperatura > 58 And lubricidad:temperatura
<= 63, lubricidad:valor_lubricidad = bajo ); SetRulePriority( lubricidad8, 2 ); /************************************* **** RULE: lubricidad9 *************************************/ MakeRule( lubricidad9, [], lubricidad:concentracion > 3.4 And lubricidad:concentración <= 3.6 And
lubricidad:saponificacion > 140 And lubricidad:saponificacion <= 150 And lubricidad:ph > 5.6 And lubricidad:estabilidad
> 6 And lubricidad:temperatura > 58 And lubricidad:temperatura <= 63, lubricidad:valor_lubricidad = bajo ); SetRulePriority( lubricidad9, 2 ); /************************************* **** RULE: caract_def1 *************************************/ MakeRule( caract_def1, [], lamina:longitud_defecto #= corto And lamina:cara #= inferior, lamina:defecto_lamina = rayas_calor ); /************************************* **** RULE: caract_def2 *************************************/ MakeRule( caract_def2, [], lamina:longitud_defecto #= largo And lamina:cara #= superior, lamina:defecto_lamina = patinado ); /************************************* **** RULE: caract_def3 *************************************/ MakeRule( caract_def3, [], lamina:longitud_defecto #= largo And lamina:cara #= inferior, lamina:defecto_lamina = patinado ); /************************************* **** RULE: rugosidad1 *************************************/ MakeRule( rugosidad1, [], lubricidad:valor_lubricidad #= normal And lubricacion:valor_lubricacion #= normal And tiroxfuerza:valor_tiroxfuerza #= alta_tren Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_1_2_alta
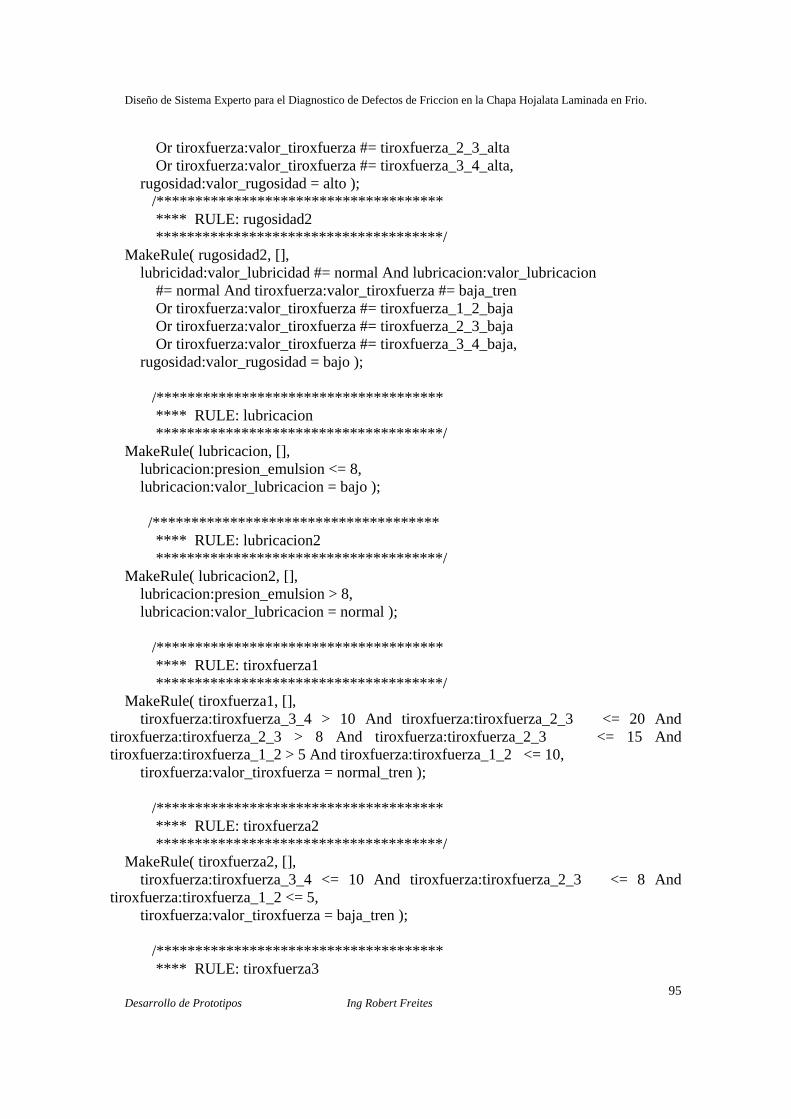
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
95
Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_2_3_alta Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_3_4_alta, rugosidad:valor_rugosidad = alto ); /************************************* **** RULE: rugosidad2 *************************************/ MakeRule( rugosidad2, [], lubricidad:valor_lubricidad #= normal And lubricacion:valor_lubricacion #= normal And tiroxfuerza:valor_tiroxfuerza #= baja_tren Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_1_2_baja Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_2_3_baja Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_3_4_baja, rugosidad:valor_rugosidad = bajo ); /************************************* **** RULE: lubricacion *************************************/ MakeRule( lubricacion, [], lubricacion:presion_emulsion <= 8, lubricacion:valor_lubricacion = bajo ); /************************************* **** RULE: lubricacion2 *************************************/ MakeRule( lubricacion2, [], lubricacion:presion_emulsion > 8, lubricacion:valor_lubricacion = normal ); /************************************* **** RULE: tiroxfuerza1 *************************************/ MakeRule( tiroxfuerza1, [], tiroxfuerza:tiroxfuerza_3_4 > 10 And tiroxfuerza:tiroxfuerza_2_3 <= 20 And
tiroxfuerza:tiroxfuerza_2_3 > 8 And tiroxfuerza:tiroxfuerza_2_3 <= 15 And tiroxfuerza:tiroxfuerza_1_2 > 5 And tiroxfuerza:tiroxfuerza_1_2 <= 10,
tiroxfuerza:valor_tiroxfuerza = normal_tren ); /************************************* **** RULE: tiroxfuerza2 *************************************/ MakeRule( tiroxfuerza2, [], tiroxfuerza:tiroxfuerza_3_4 <= 10 And tiroxfuerza:tiroxfuerza_2_3 <= 8 And
tiroxfuerza:tiroxfuerza_1_2 <= 5, tiroxfuerza:valor_tiroxfuerza = baja_tren ); /************************************* **** RULE: tiroxfuerza3
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
96
*************************************/ MakeRule( tiroxfuerza3, [], tiroxfuerza:tiroxfuerza_3_4 >= 20 And tiroxfuerza:tiroxfuerza_2_3 >= 15 And
tiroxfuerza:tiroxfuerza_1_2 >= 10, tiroxfuerza:valor_tiroxfuerza = alta_tren ); /************************************* **** RULE: tiroxfuerza4 *************************************/ MakeRule( tiroxfuerza4, [], tiroxfuerza:tiroxfuerza_3_4 >= 20 And tiroxfuerza:tiroxfuerza_2_3 > 8 And
tiroxfuerza:tiroxfuerza_2_3 <= 15 And tiroxfuerza:tiroxfuerza_1_2 > 5 And tiroxfuerza:tiroxfuerza_1_2 <= 10, tiroxfuerza:valor_tiroxfuerza = tiroxfuerza_3_4_alta );
/************************************* **** RULE: tiroxfuerza5 *************************************/ MakeRule( tiroxfuerza5, [], tiroxfuerza:tiroxfuerza_3_4 <= 10 And tiroxfuerza:tiroxfuerza_2_3 > 8 And
tiroxfuerza:tiroxfuerza_2_3 <= 15 And tiroxfuerza:tiroxfuerza_1_2 > 5 And tiroxfuerza:tiroxfuerza_1_2 <= 10, tiroxfuerza:valor_tiroxfuerza = tiroxfuerza_3_4_baja );
/************************************* **** RULE: tiroxfuerza6 *************************************/ MakeRule( tiroxfuerza6, [], tiroxfuerza:tiroxfuerza_3_4 > 10 And tiroxfuerza:tiroxfuerza_2_3 <= 20 And
tiroxfuerza:tiroxfuerza_2_3 >= 15 And tiroxfuerza:tiroxfuerza_1_2 > 5 And tiroxfuerza:tiroxfuerza_1_2 <= 10,
tiroxfuerza:valor_tiroxfuerza = tiroxfuerza_2_3_alta ); /************************************* **** RULE: tiroxfuerza7 *************************************/ MakeRule( tiroxfuerza7, [], tiroxfuerza:tiroxfuerza_3_4 > 10 And tiroxfuerza:tiroxfuerza_2_3 <= 20 And tiroxfuerza:tiroxfuerza_2_3 <= 8 And tiroxfuerza:tiroxfuerza_1_2 > 5
And tiroxfuerza:tiroxfuerza_1_2 <= 10, tiroxfuerza:valor_tiroxfuerza = tiroxfuerza_2_3_baja ); /************************************* **** RULE: tiroxfuerza8 *************************************/ MakeRule( tiroxfuerza8, [],

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
97
tiroxfuerza:tiroxfuerza_3_4 > 10 And tiroxfuerza:tiroxfuerza_2_3 <= 20 And tiroxfuerza:tiroxfuerza_2_3 > 8 And tiroxfuerza:tiroxfuerza_2_3 <= 15 And tiroxfuerza:tiroxfuerza_1_2 >= 10,
tiroxfuerza:valor_tiroxfuerza = tiroxfuerza_1_2_alta ); /************************************* **** RULE: tiroxfuerza9 *************************************/ MakeRule( tiroxfuerza9, [], tiroxfuerza:tiroxfuerza_3_4 > 10 And tiroxfuerza:tiroxfuerza_2_3 <= 20 And
tiroxfuerza:tiroxfuerza_2_3 > 8 And tiroxfuerza:tiroxfuerza_2_3 <= 15 And tiroxfuerza:tiroxfuerza_1_2 <= 5,
tiroxfuerza:valor_tiroxfuerza = tiroxfuerza_1_2_baja ); /************************************* **** RULE: dureza1 *************************************/ MakeRule( dureza1, [], dureza_material:carbono_equivalente > 0.187 And
dureza_material:temperatura_bobinado >= 520 And dureza_material:temperatura_bobinado <= 600 And dureza_material:temperatura_laminado >= 840 And dureza_material:temperatura_laminado <= 890,
dureza_material:valor_dureza = duro ); /************************************* **** RULE: dureza2 *************************************/ MakeRule( dureza2, [], dureza_material:carbono_equivalente < 0.165 And
dureza_material:temperatura_bobinado > 520 And dureza_material:temperatura_bobinado <= 600 And dureza_material:temperatura_laminado > 840 And dureza_material:temperatura_laminado <= 890,
dureza_material:valor_dureza = blando ); /************************************* **** RULE: dureza3 *************************************/ MakeRule( dureza3, [], dureza_material:carbono_equivalente > 0.165 And
dureza_material:carbono_equivalente <= 0.187 And dureza_material:temperatura_bobinado > 600 And dureza_material:temperatura_laminado > 840 And dureza_material:temperatura_laminado <= 890,
dureza_material:valor_dureza = blando );
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
98
/************************************* **** RULE: dureza4 *************************************/ MakeRule( dureza4, [], dureza_material:carbono_equivalente > 0.165 And
dureza_material:carbono_equivalente <= 0.187 And dureza_material:temperatura_bobinado < 520 And dureza_material:temperatura_laminado > 840 And dureza_material:temperatura_laminado <= 890,
dureza_material:valor_dureza = duro ); /************************************* **** RULE: dureza5 *************************************/ MakeRule( dureza5, [], dureza_material:carbono_equivalente > 0.165 And
dureza_material:carbono_equivalente <= 0.187 And dureza_material:temperatura_bobinado > 520 And dureza_material:temperatura_bobinado <= 600 And dureza_material:temperatura_laminado > 890,
dureza_material:valor_dureza = blando ); /************************************* **** RULE: dureza6 *************************************/ MakeRule( dureza6, [], dureza_material:carbono_equivalente > 0.165 And
dureza_material:carbono_equivalente <= 0.187 And dureza_material:temperatura_bobinado > 520 And dureza_material:temperatura_bobinado <= 600 And dureza_material:temperatura_laminado <= 840,
dureza_material:valor_dureza = duro ); /************************************* **** RULE: dureza7 *************************************/ MakeRule( dureza7, [], dureza_material:carbono_equivalente > 0.165 And
dureza_material:carbono_equivalente <= 0.187 And dureza_material:temperatura_bobinado > 520 And dureza_material:temperatura_bobinado
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
99
<= 600 And dureza_material:temperatura_laminado > 840 And dureza_material:temperatura_laminado <= 890,
dureza_material:valor_dureza = normal ); /************************************* **** RULE: hipotesis1 *************************************/ MakeRule( hipotesis1, [], lubricacion:valor_lubricacion #= normal And lubricidad:valor_lubricidad #= normal
And dureza_material:valor_dureza #= normal And tiroxfuerza:valor_tiroxfuerza #= baja_tren, lamina:causa_defecto = alta_lubricacion );
SetRulePriority( hipotesis1, 10 ); /************************************* **** RULE: hipotesis2 *************************************/ MakeRule( hipotesis2, [], lubricacion:valor_lubricacion #= normal And lubricidad:valor_lubricidad #= normal
And dureza_material:valor_dureza #= blando And tiroxfuerza:valor_tiroxfuerza #= baja_tren,
lamina:causa_defecto = baja_dureza ); SetRulePriority( hipotesis2, 5 ); /************************************* **** RULE: hipotesis3 *************************************/ MakeRule( hipotesis3, [], lubricacion:valor_lubricacion #= normal And lubricidad:valor_lubricidad #= normal
And rugosidad:valor_rugosidad #= alto And dureza_material:valor_dureza #= normal And tiroxfuerza:valor_tiroxfuerza #= alta_tren
Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_2_3_alta, lamina:causa_defecto = alta_rugosidad ); /************************************* **** RULE: hipotesis4 *************************************/ MakeRule( hipotesis4, [],
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
100
lubricacion:valor_lubricacion #= normal And lubricidad:valor_lubricidad #= normal And rugosidad:valor_rugosidad #= bajo And dureza_material:valor_dureza #= normal And tiroxfuerza:valor_tiroxfuerza #= baja_tren
Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_2_3_baja, lamina:causa_defecto = baja_rugosidad ); /************************************* **** RULE: hipotesis5 *************************************/ MakeRule( hipotesis5, [], lubricacion:valor_lubricacion #= normal And lubricidad:valor_lubricidad #= alta And
dureza_material:valor_dureza #= normal And tiroxfuerza:valor_tiroxfuerza #= baja_tren Or tiroxfuerza:valor:tiroxfuerza #=
tiroxfuerza_2_3_baja, lamina:causa_defecto = alta_lubricidad ); /************************************* **** RULE: hipotesis6 *************************************/ MakeRule( hipotesis6, [], lubricacion:valor_lubricacion #= normal And lubricidad:valor_lubricidad #= normal
And dureza_material:valor_dureza #= duro And tiroxfuerza:valor_tiroxfuerza #= alta_tren, lamina:causa_defecto = alta_dureza ); SetRulePriority( hipotesis6, 5 ); /************************************* **** RULE: hipotesis7 *************************************/ MakeRule( hipotesis7, [], lubricacion:valor_lubricacion #= normal And lubricidad:valor_lubricidad #= bajo
And dureza_material:valor_dureza #= normal And tiroxfuerza:valor_tiroxfuerza #= alta_tren Or tiroxfuerza:valor_tiroxfuerza #= tiroxfuerza_2_3_alta,
lamina:defecto = baja_lubricidad ); /************************************* **** RULE: hipotesis8 *************************************/ MakeRule( hipotesis8, [], lubricacion:valor_lubricacion #= bajo And lubricidad:valor_lubricidad #= normal
And dureza_material:valor_dureza #= normal And tiroxfuerza:valor_tiroxfuerza #= alta_tren,
lamina:causa_defecto = baja_lubricacion );
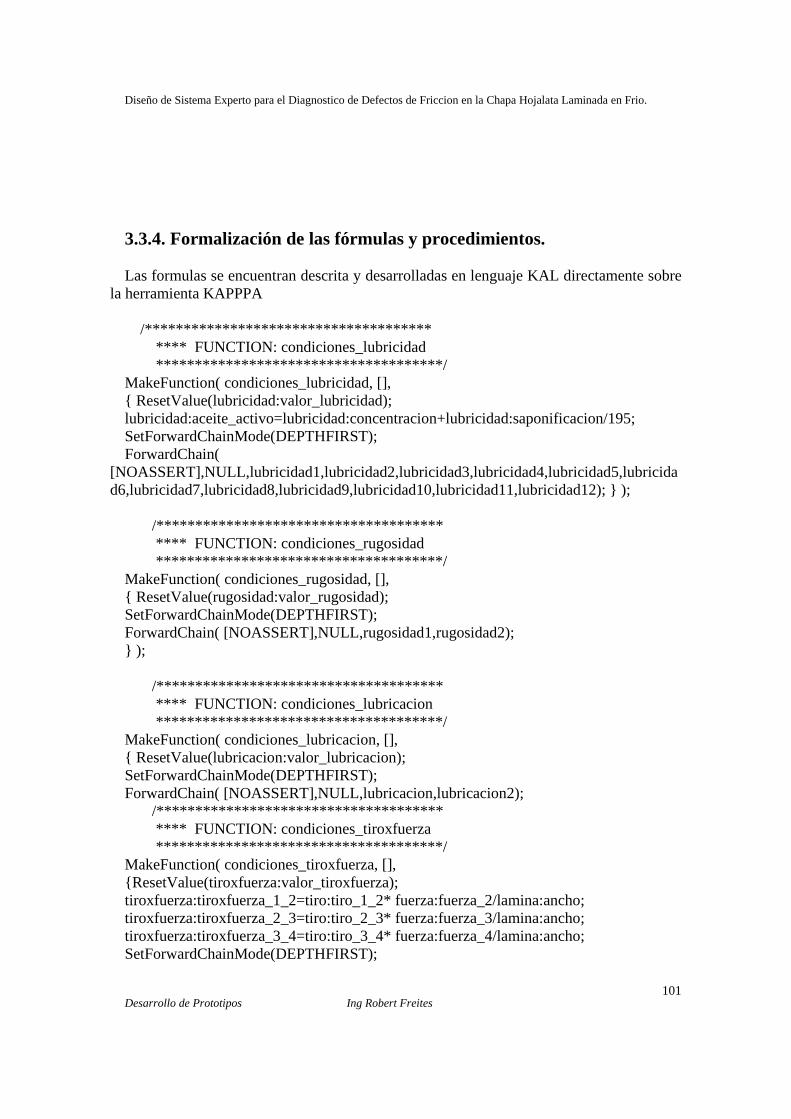
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
101
3.3.4. Formalización de las fórmulas y procedimientos. Las formulas se encuentran descrita y desarrolladas en lenguaje KAL directamente sobre
la herramienta KAPPPA /************************************* **** FUNCTION: condiciones_lubricidad *************************************/ MakeFunction( condiciones_lubricidad, [], { ResetValue(lubricidad:valor_lubricidad); lubricidad:aceite_activo=lubricidad:concentracion+lubricidad:saponificacion/195; SetForwardChainMode(DEPTHFIRST); ForwardChain(
[NOASSERT],NULL,lubricidad1,lubricidad2,lubricidad3,lubricidad4,lubricidad5,lubricidad6,lubricidad7,lubricidad8,lubricidad9,lubricidad10,lubricidad11,lubricidad12); } );
/************************************* **** FUNCTION: condiciones_rugosidad *************************************/ MakeFunction( condiciones_rugosidad, [], { ResetValue(rugosidad:valor_rugosidad); SetForwardChainMode(DEPTHFIRST); ForwardChain( [NOASSERT],NULL,rugosidad1,rugosidad2); } ); /************************************* **** FUNCTION: condiciones_lubricacion *************************************/ MakeFunction( condiciones_lubricacion, [], { ResetValue(lubricacion:valor_lubricacion); SetForwardChainMode(DEPTHFIRST); ForwardChain( [NOASSERT],NULL,lubricacion,lubricacion2); /************************************* **** FUNCTION: condiciones_tiroxfuerza *************************************/ MakeFunction( condiciones_tiroxfuerza, [], {ResetValue(tiroxfuerza:valor_tiroxfuerza); tiroxfuerza:tiroxfuerza_1_2=tiro:tiro_1_2* fuerza:fuerza_2/lamina:ancho; tiroxfuerza:tiroxfuerza_2_3=tiro:tiro_2_3* fuerza:fuerza_3/lamina:ancho; tiroxfuerza:tiroxfuerza_3_4=tiro:tiro_3_4* fuerza:fuerza_4/lamina:ancho; SetForwardChainMode(DEPTHFIRST);

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
102
ForwardChain( [NOASSERT],NULL,tiroxfuerza1,tiroxfuerza2,tiroxfuerza3,tiroxfuerza4,tiroxfuerza5,tiroxfuerza6,tiroxfuerza7,tiroxfuerza8,tiroxfuerza9)
} ); /************************************* **** FUNCTION: condiciones_dureza *************************************/ MakeFunction( condiciones_dureza, [], {ResetValue(dureza_material:valor_dureza); SetForwardChainMode(DEPTHFIRST); ForwardChain(
[NOASSERT],NULL,dureza1,dureza2,dureza3,dureza4,dureza5,dureza6,dureza7); } ); /************************************* **** FUNCTION: hipotesis *************************************/ MakeFunction( hipotesis, [], {ResetValue (lamina:causa_defecto); SetForwardChainMode(DEPTHFIRST); ForwardChain(
[NOASSERT],NULL,hipotesis1,hipotesis2,hipotesis3,hipotesis4,hipotesis5,hipotesis6,hipotesis7,hipotesis8);
/************************************* **** FUNCTION: aceite_activo *************************************/ MakeFunction( aceite_activo, [], lubricidad:aceite_activo=lubricidad:concentracion+lubricidad:saponificacion/195 );
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
103
3.4. Implementación de los conocimientos: 3.4.1. Selección de la Herramienta Para implementar el caso práctico, se ha escogido una herramienta especializada para el
desarrollo de prototipos de diversas variedades de software, entre ellos Sistemas basados en conocimiento, la herramienta KAPPA se soporta en computadoras personales permite la representación de marcos y reglas de producción, aunque no ofrece un mecanismo de equiparación de marcos: y facilita mucho la implementación. Porque ofrece recursos de programación visual para la implementación del modelo y de la interfaz de usuario, así como medios de depuración.
3.4.2. Representación del conocimiento. Las reglas y marcos del modelo formal se representan utilizando los modelos de reglas y
marcos que ofrece Kappa. Los cuerpos de los antecedentes y consecuentes de las reglas deben ser programados en Kal. Para la modelización de las jerarquías de marcos, Kappa ofrece una jerarquía de clases e instancias. Las ranuras o atributos de los marcos se modelizan a través de las ranuras (slots) de las clases e instancias y las facetas de las ranuras de los marcos, mediante los campos de los slots.
3.4.3. Comportamiento dinámico del sistema. Para comenzar en la evaluacion de un caso se debe primero cargar los datos de
caracterizacion del defecto, y datos propios del proceso, para ello el sistema tiene funciones que permiten al usuario la carga de esos datos, una vez cargado los datos se debe ejecutar una funcion para la evaluacion de cada subtarea del sistema, por ejemplo, al cargar los datos del Marco Lubricidad, y se ejecutar la funcion “ Condiciones de Lubricidad” el sistema emitira la condicion actual del proceso en cuanto a esa Variable, el cual sera usado para emitir diagnosticos.
La funcion Hipótesis representada por el boton “Diagnosticar” es el disparador de
búsqueda del sistema, el cual busca la hipótesis que ha resultado verdadera según los hechos del caso.
3.4.4. La interfaz de usuario La pantalla principal con la que el usuario interactua esta compuesta por 3 campos, Datos
de entrada,Estado del Proceso,Diagnostico del Proceso, los cuales poseen funciones para activar cada uno de los procesos.

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
104
El campo Datos de Entrada permite al usuario ir completando los valores de las variables de procesos definidos como Slots en Kappa y a su vez ir emitiendo el estado de las variables globales del proceso, tal y como se muestra en la siguiente figura.
El campo Datos de Entrada permite al usuario ir completando los valores de las variables
de procesos definidos como Slots en Kappa y a su vez ir emitiendo el estado de las variables globales del proceso a traves de la ejecución de las funciones, tal y como se muestra en la siguiente figura para el Marco lubricidad.
Figura 12. Interfaz del Sistema
Figura 13. Interfaz de carga de datos

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
105
El campo de Diagnostico presenta un comando para ejecutar la funcion de “Selección de Hipótesis”, que ejecuta la búsqueda para emitir la causa origen del detecto la cual es presentada en el mismo campo.
El campo Estado del proceso, presenta los valores globales de cada uno de los conceptos
que están encadenados en las hipótesis de inferencia para la determinación de la causa origen del defecto, de tal manera que el usuario pueda visualizar cada valor e ir validando el proceso de inferencia.
3.4.5. Validación y evaluación del prototipo. La corrección de los prototipos parciales se hicieron sobre los modelos computables a través de datos de prueba, durante esta fase se encontraron diversos errores sintácticos que fueron normalizados por el Ing de Conocimiento, la corrección de los errores semánticas amerito modificación de conceptos y atributos. Por existir identidad de elementos en la inferencia se eliminan los conceptos “Rayas de Calor” Patinado y se clasifican como atributos del defecto lámina. Se eliminaron los atributos de algunos conceptos que no aportaban en la inferencia y que formaban parte del conocimiento del experto sobre el tema Se evidencio problemas de inconsistencia en las reglas al existir elementos ausentes, es decir hay datos de entrada lógicos que no producen conclusión alguna, esto se solvento mediante la jerarquizacion de reglas y modificación de rangos de variables que posteriormente fueron ajustados por el experto. Para evaluar la validez del sistema se escogieron los aspectos de precisión de las respuestas y cobertura del conocimiento, para esto se hizo una comparación de las respuestas del sistema con respecto a casos históricos documentados por el experto así mismo se realizo una comparación de las salidas del sistema con respecto a las del experto. En la siguiente tabla se muestran los datos de 6 casos históricos y se comparara la salida real versus la salida del sistema: Variable Caso 1 Caso 2 Caso 3 Caso 4 Caso 5 Caso 6 Caso 7 Ancho 880 881 913 881 913 881 841 Espesor 0,18 0,23 0,217 0,20 0,22 0,196 0,18 Largo defecto corto largo Corto Largo Largo Largo Cara defecto inferior superior Inferior superior superior superior Concentración 3,6 3,8 3,2 3,4 3,7 3,7 3 Saponificación 152 152 156 144 179 149 154 Ph 5,3 5,5 5,4 5,9 5,2 5,53 5,44 Estabilidad 6 5 6 7 6 6 6 Temperatura 61 61 61 58 63 59 58
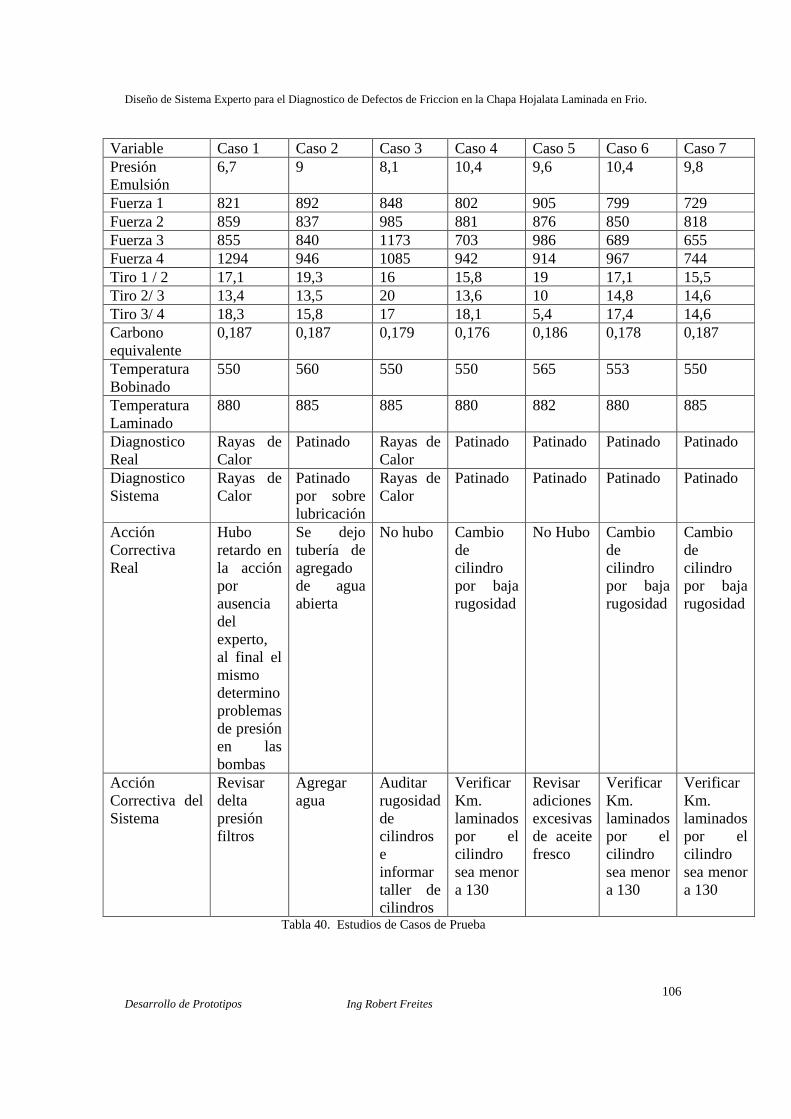
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
106
Variable Caso 1 Caso 2 Caso 3 Caso 4 Caso 5 Caso 6 Caso 7 Presión Emulsión
6,7 9 8,1 10,4 9,6 10,4 9,8
Fuerza 1 821 892 848 802 905 799 729 Fuerza 2 859 837 985 881 876 850 818 Fuerza 3 855 840 1173 703 986 689 655 Fuerza 4 1294 946 1085 942 914 967 744 Tiro 1 / 2 17,1 19,3 16 15,8 19 17,1 15,5 Tiro 2/ 3 13,4 13,5 20 13,6 10 14,8 14,6 Tiro 3/ 4 18,3 15,8 17 18,1 5,4 17,4 14,6 Carbono equivalente
0,187 0,187 0,179 0,176 0,186 0,178 0,187
Temperatura Bobinado
550 560 550 550 565 553 550
Temperatura Laminado
880 885 885 880 882 880 885
Diagnostico Real
Rayas de Calor
Patinado Rayas de Calor
Patinado Patinado Patinado Patinado
Diagnostico Sistema
Rayas de Calor
Patinado por sobre lubricación
Rayas de Calor
Patinado Patinado Patinado Patinado
Acción Correctiva Real
Hubo retardo en la acción por ausencia del experto, al final el mismo determino problemas de presión en las bombas
Se dejo tubería de agregado de agua abierta
No hubo Cambio de cilindro por baja rugosidad
No Hubo Cambio de cilindro por baja rugosidad
Cambio de cilindro por baja rugosidad
Acción Correctiva del Sistema
Revisar delta presión filtros
Agregar agua
Auditar rugosidad de cilindros e informar taller de cilindros
Verificar Km. laminados por el cilindro sea menor a 130
Revisar adiciones excesivas de aceite fresco
Verificar Km. laminados por el cilindro sea menor a 130
Verificar Km. laminados por el cilindro sea menor a 130
Tabla 40. Estudios de Casos de Prueba

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Desarrollo de Prototipos Ing Robert Freites
107
De la misma se concluye que el sistema tiene una validez de 100%, aunque las acciones correctivas propuestas por el sistema y las reales en los casos donde el cilindro presenta baja rugosidad difieren sintáctica mente, se pudo validar con el experto que conceptualmente están orientadas a la misma causa, es decir a una baja rugosidad del cilindro La evaluación de la usabilidad en cuanto a Efectividad, facilidad de aprendizaje, control y comodidad se realizo mediante entrevistas abiertas mientras se sometía el sistema a carga de pruebas, los resultados se plasman en la siguiente tabla: Aspecto Observaciones Efectividad El sistema presenta una buena efectividad ya que tiene una
excelente validez ante los casos presentados, la interfaz es de fácil aprendizaje y permite que el tiempo de aprendizaje del sistema sea lento
Facilidad de Aprendizaje Por los antecedentes en manejo de PC en ambiente windows, la herramienta fue catalogada como de fácil aprendizaje
Comodidad frente al sistema Por el tipo de ambiente en el que esta diseñado la herramienta los usuarios interactúan de manera efectiva, con la observación de mejora en cuanto a la carga de datos en automático y no en manual.
Tabla 41. Evaluacion de la usabilidad
Para evaluar la utilidad del sistema se evaluaron los aspectos de eficacia, eficiencia y encaje con la organización, los resultados de la evaluación de los mismos se resumen a continuación:
Aspecto Observaciones Eficacia Con esta herramienta aumenta notablemente la eficacia en
la resolución de los problemas del dominio ya que independiza el diagnostico de la presencia del experto, de la misma forma focaliza las acciones correctivas en las variables de desvió de esta evita el desperdicio de recursos cuando se aplican técnicas de ensayo y error
Eficiencia Con la implementación del sistema se logra que el tiempo de respuesta al atacar un problema sea muy corto.Esta tarea depende de la presencia del experto con lo cual el tiempo en formular un diagnostico y acción correctiva varia entre 4 a 6 horas promedio ( tiempo promedio en que el experto es ubicado y él mismo analiza los casos) , con el uso del sistema el tiempo de diagnostico se reduce a 15 minutos para los usuarios menos expertos
Tabla 42. Evaluación de la utilidad

.
.
CAPITULO 4.
EJECUCION DEL SISTEMA INTEGRADO

.
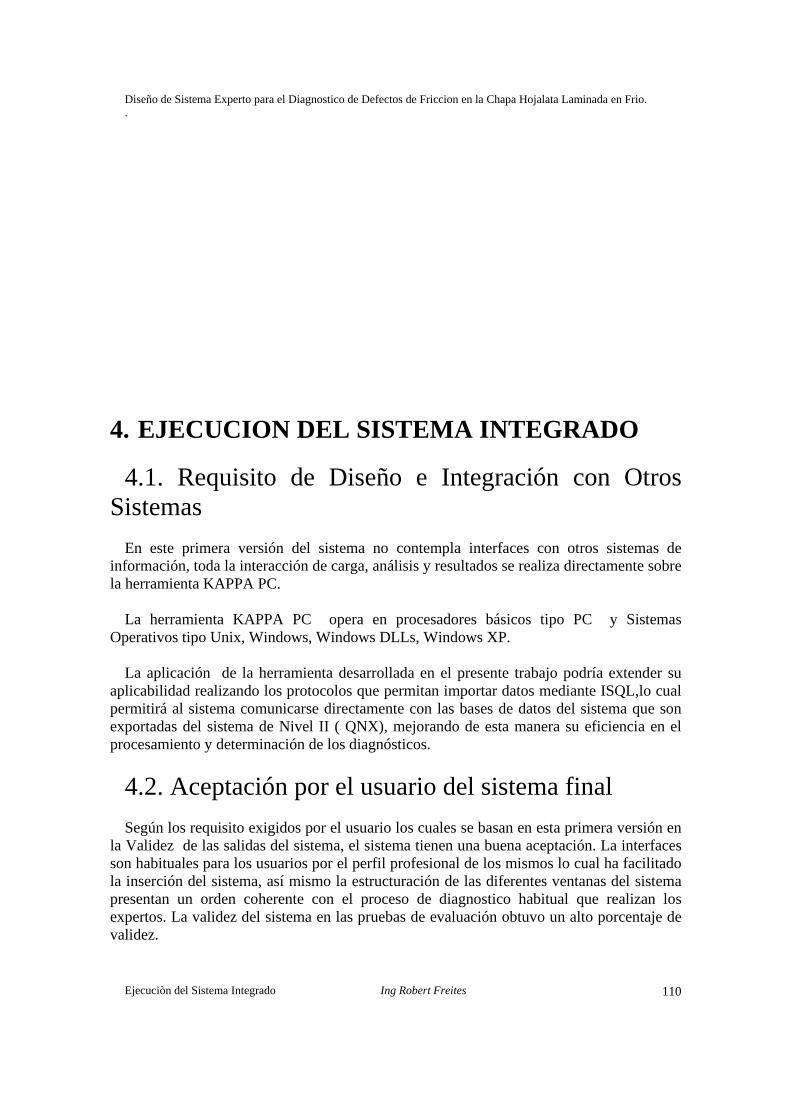
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
110
4. EJECUCION DEL SISTEMA INTEGRADO
4.1. Requisito de Diseño e Integración con Otros Sistemas
En este primera versión del sistema no contempla interfaces con otros sistemas de
información, toda la interacción de carga, análisis y resultados se realiza directamente sobre la herramienta KAPPA PC.
La herramienta KAPPA PC opera en procesadores básicos tipo PC y Sistemas
Operativos tipo Unix, Windows, Windows DLLs, Windows XP. La aplicación de la herramienta desarrollada en el presente trabajo podría extender su
aplicabilidad realizando los protocolos que permitan importar datos mediante ISQL,lo cual permitirá al sistema comunicarse directamente con las bases de datos del sistema que son exportadas del sistema de Nivel II ( QNX), mejorando de esta manera su eficiencia en el procesamiento y determinación de los diagnósticos.
4.2. Aceptación por el usuario del sistema final Según los requisito exigidos por el usuario los cuales se basan en esta primera versión en
la Validez de las salidas del sistema, el sistema tienen una buena aceptación. La interfaces son habituales para los usuarios por el perfil profesional de los mismos lo cual ha facilitado la inserción del sistema, así mismo la estructuración de las diferentes ventanas del sistema presentan un orden coherente con el proceso de diagnostico habitual que realizan los expertos. La validez del sistema en las pruebas de evaluación obtuvo un alto porcentaje de validez.
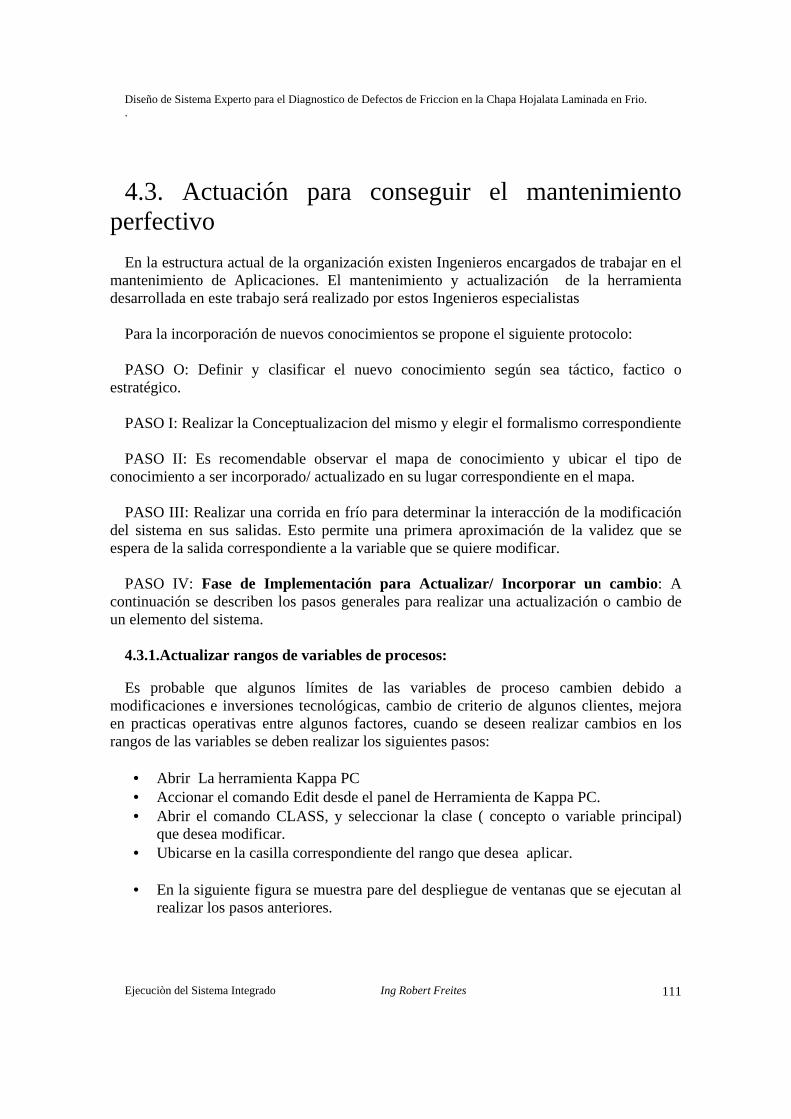
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
111
4.3. Actuación para conseguir el mantenimiento
perfectivo En la estructura actual de la organización existen Ingenieros encargados de trabajar en el
mantenimiento de Aplicaciones. El mantenimiento y actualización de la herramienta desarrollada en este trabajo será realizado por estos Ingenieros especialistas
Para la incorporación de nuevos conocimientos se propone el siguiente protocolo: PASO O: Definir y clasificar el nuevo conocimiento según sea táctico, factico o
estratégico. PASO I: Realizar la Conceptualizacion del mismo y elegir el formalismo correspondiente PASO II: Es recomendable observar el mapa de conocimiento y ubicar el tipo de
conocimiento a ser incorporado/ actualizado en su lugar correspondiente en el mapa. PASO III: Realizar una corrida en frío para determinar la interacción de la modificación
del sistema en sus salidas. Esto permite una primera aproximación de la validez que se espera de la salida correspondiente a la variable que se quiere modificar.
PASO IV: Fase de Implementación para Actualizar/ Incorporar un cambio: A
continuación se describen los pasos generales para realizar una actualización o cambio de un elemento del sistema.
4.3.1.Actualizar rangos de variables de procesos: Es probable que algunos límites de las variables de proceso cambien debido a
modificaciones e inversiones tecnológicas, cambio de criterio de algunos clientes, mejora en practicas operativas entre algunos factores, cuando se deseen realizar cambios en los rangos de las variables se deben realizar los siguientes pasos:
• Abrir La herramienta Kappa PC • Accionar el comando Edit desde el panel de Herramienta de Kappa PC. • Abrir el comando CLASS, y seleccionar la clase ( concepto o variable principal)
que desea modificar. • Ubicarse en la casilla correspondiente del rango que desea aplicar.
• En la siguiente figura se muestra pare del despliegue de ventanas que se ejecutan al
realizar los pasos anteriores.

Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
112
Figura 14. Interfaz para actualizar rangos de procesos 4.3.2.Incorporar nueva variable principal (son aquellas variables de proceso que
afectan directamente a la fricción y pueden originar defectos) Cuando existe una evolución en el conocimiento y se desea agregar una nueva variable
directa que afecte o genere condiciones que produzcan defectos de fricción; se deben realizar los siguientes pasos:
• Abrir La herramienta Kappa PC • Accionar el comando Edit desde el panel de Herramienta de Kappa PC. • Abrir el comando CLASS, y seleccionar NEW para incorporar una nueva clase que
corresponde con un nuevo concepto o variable según la técnica de formalización propuesta en este trabajo.
• En la siguiente figura se muestra pare del despliegue de ventanas que se ejecutan al realizar los pasos anteriores.
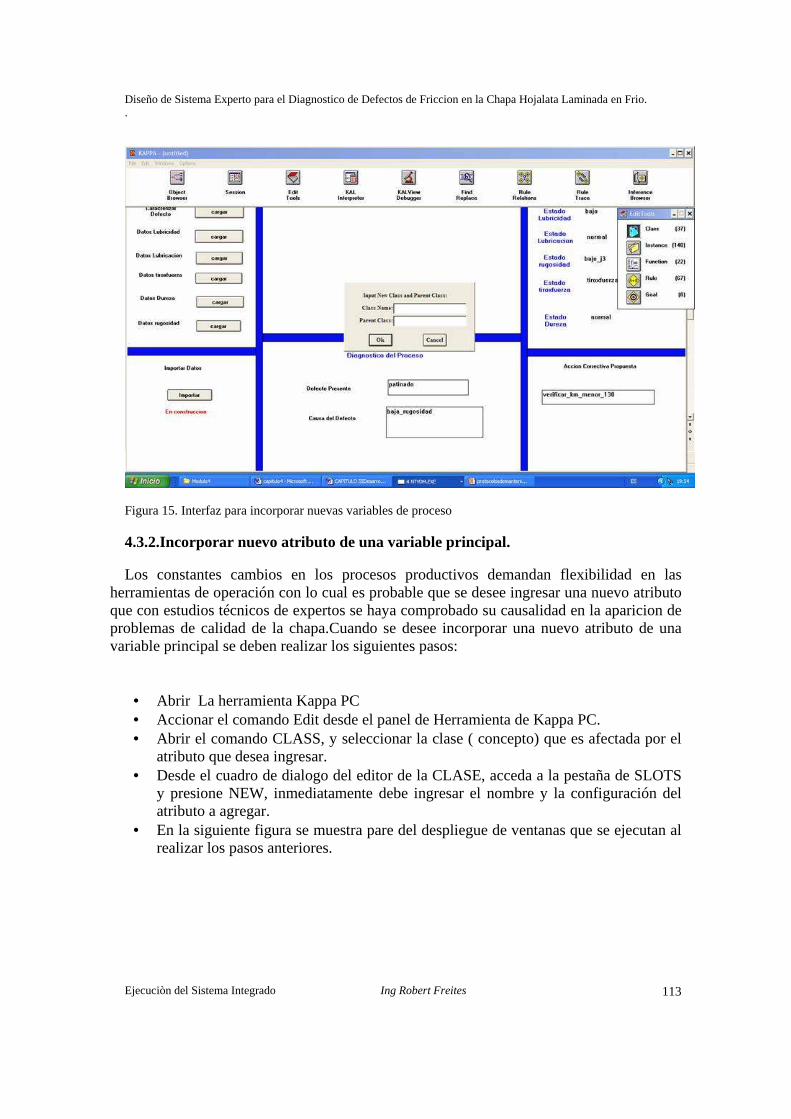
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
113
Figura 15. Interfaz para incorporar nuevas variables de proceso 4.3.2.Incorporar nuevo atributo de una variable principal. Los constantes cambios en los procesos productivos demandan flexibilidad en las
herramientas de operación con lo cual es probable que se desee ingresar una nuevo atributo que con estudios técnicos de expertos se haya comprobado su causalidad en la aparicion de problemas de calidad de la chapa.Cuando se desee incorporar una nuevo atributo de una variable principal se deben realizar los siguientes pasos:
• Abrir La herramienta Kappa PC • Accionar el comando Edit desde el panel de Herramienta de Kappa PC. • Abrir el comando CLASS, y seleccionar la clase ( concepto) que es afectada por el
atributo que desea ingresar. • Desde el cuadro de dialogo del editor de la CLASE, acceda a la pestaña de SLOTS
y presione NEW, inmediatamente debe ingresar el nombre y la configuración del atributo a agregar.
• En la siguiente figura se muestra pare del despliegue de ventanas que se ejecutan al realizar los pasos anteriores.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
114
Figura 16. Interfaz para incorporar um atributo de uma variable principal 4.3.3.Incorporar nueva causa origen del defecto. Cuando se desee incorporar una nueva causa origen a los defectos de Patinado y Rayas
de Calor que se puedan producir en la chapa se debe proceder de la siguiente manera:
• Abrir La herramienta Kappa PC • Accionar el comando Edit desde el panel de Herramienta de Kappa PC. • Abrir el comando CLASS, y seleccionar la Clase “lamina”, posterior a eso se debe
seleccionar el atributo Causa del defecto y agregar la nueva causa. • En la siguiente figura se muestra pare del despliegue de ventanas que se ejecutan al
realizar los pasos anteriores.
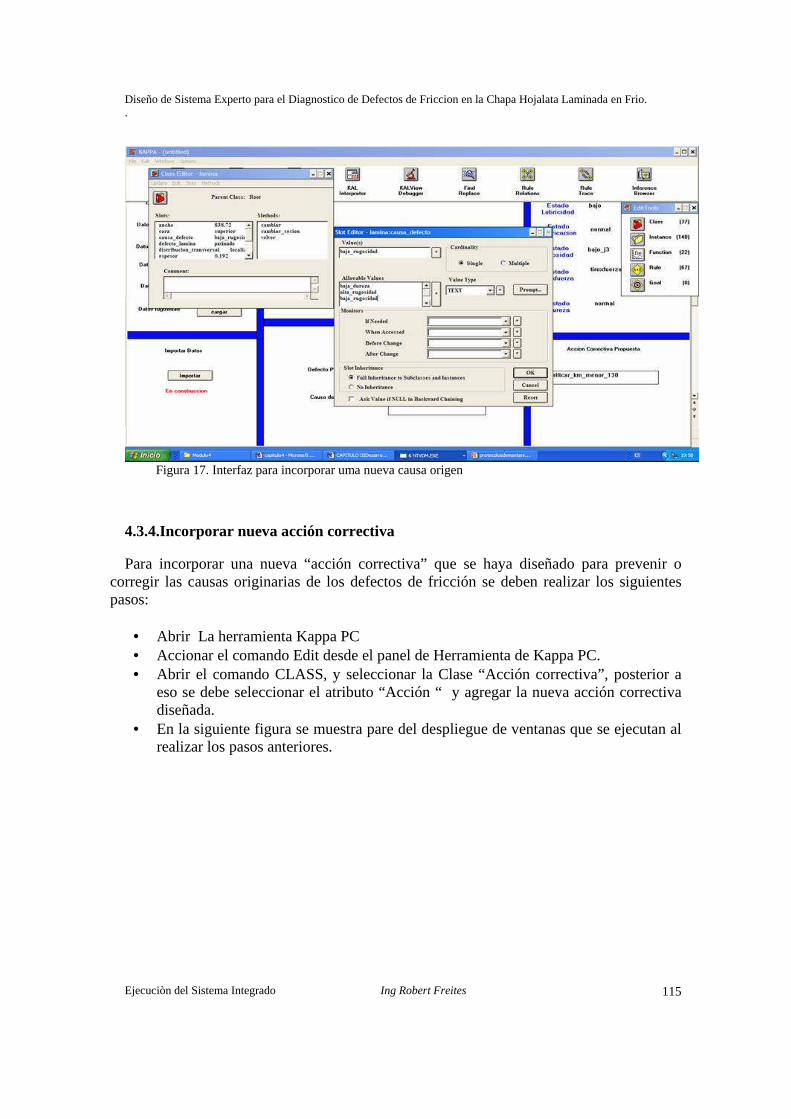
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
115
Figura 17. Interfaz para incorporar uma nueva causa origen
4.3.4.Incorporar nueva acción correctiva Para incorporar una nueva “acción correctiva” que se haya diseñado para prevenir o
corregir las causas originarias de los defectos de fricción se deben realizar los siguientes pasos:
• Abrir La herramienta Kappa PC • Accionar el comando Edit desde el panel de Herramienta de Kappa PC. • Abrir el comando CLASS, y seleccionar la Clase “Acción correctiva”, posterior a
eso se debe seleccionar el atributo “Acción “ y agregar la nueva acción correctiva diseñada.
• En la siguiente figura se muestra pare del despliegue de ventanas que se ejecutan al realizar los pasos anteriores.
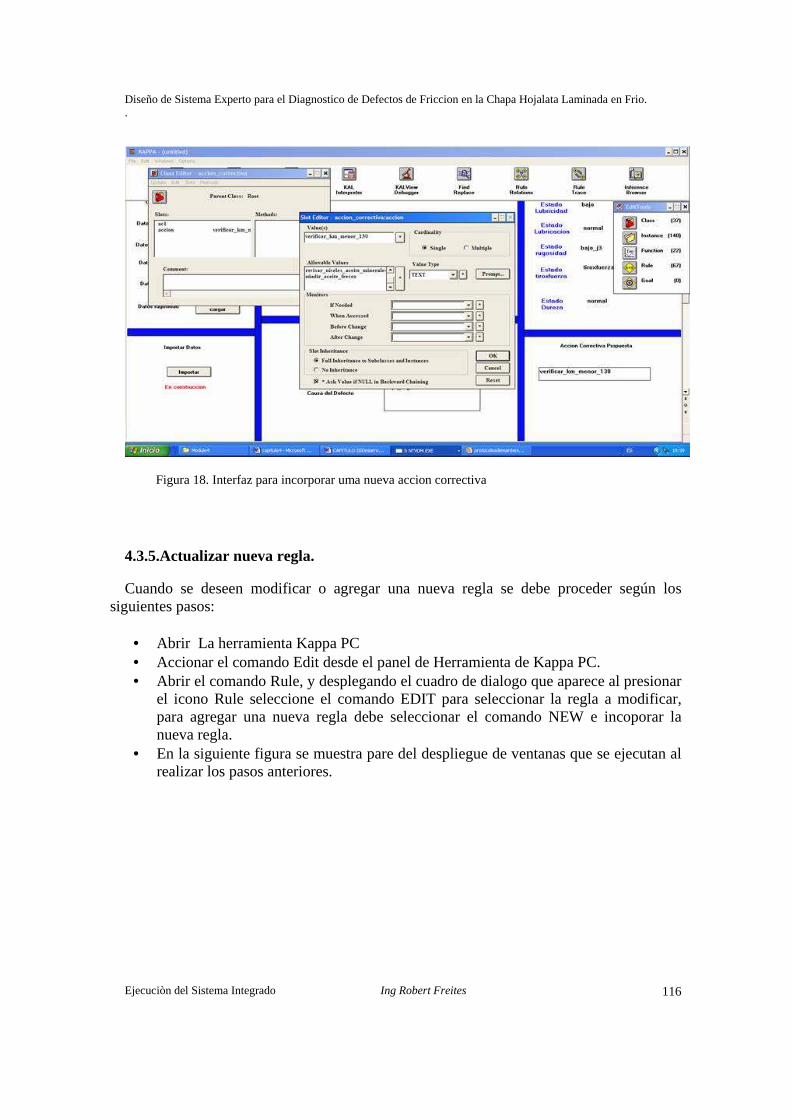
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
116
Figura 18. Interfaz para incorporar uma nueva accion correctiva 4.3.5.Actualizar nueva regla. Cuando se deseen modificar o agregar una nueva regla se debe proceder según los
siguientes pasos:
• Abrir La herramienta Kappa PC • Accionar el comando Edit desde el panel de Herramienta de Kappa PC. • Abrir el comando Rule, y desplegando el cuadro de dialogo que aparece al presionar
el icono Rule seleccione el comando EDIT para seleccionar la regla a modificar, para agregar una nueva regla debe seleccionar el comando NEW e incoporar la nueva regla.
• En la siguiente figura se muestra pare del despliegue de ventanas que se ejecutan al realizar los pasos anteriores.
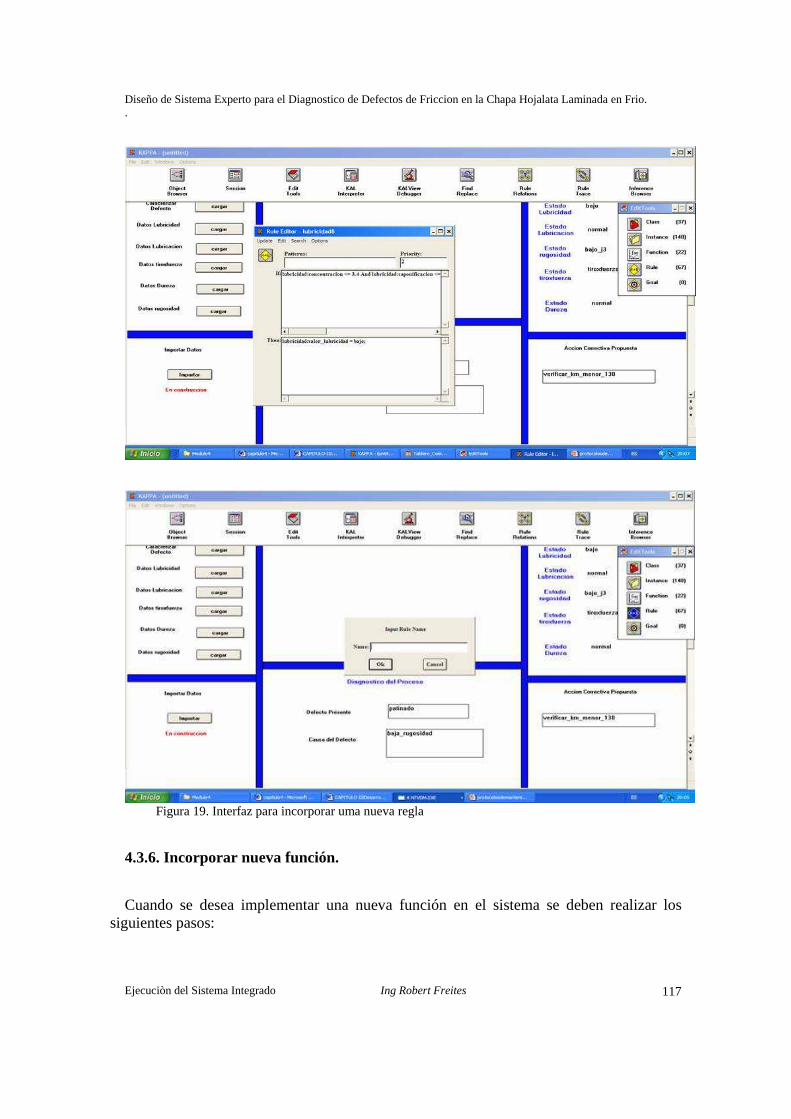
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
117
Figura 19. Interfaz para incorporar uma nueva regla
4.3.6. Incorporar nueva función. Cuando se desea implementar una nueva función en el sistema se deben realizar los
siguientes pasos:
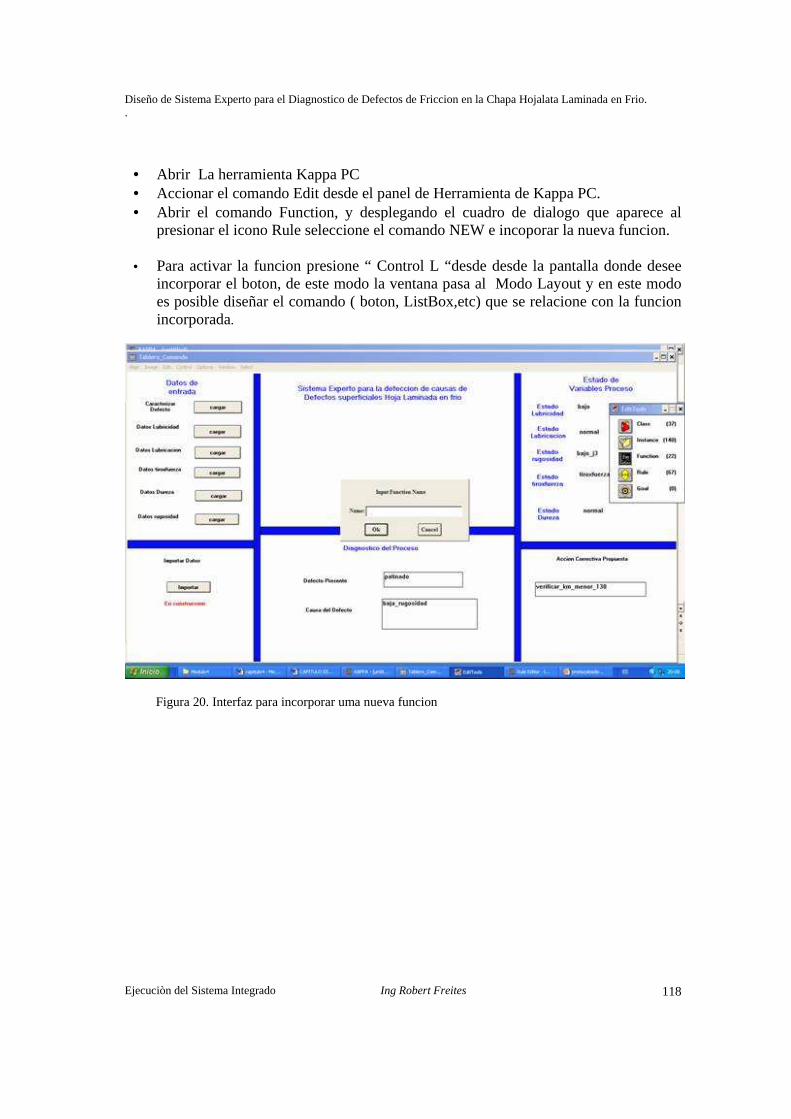
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
118
• Abrir La herramienta Kappa PC • Accionar el comando Edit desde el panel de Herramienta de Kappa PC. • Abrir el comando Function, y desplegando el cuadro de dialogo que aparece al
presionar el icono Rule seleccione el comando NEW e incoporar la nueva funcion.
• Para activar la funcion presione “ Control L “desde desde la pantalla donde desee incorporar el boton, de este modo la ventana pasa al Modo Layout y en este modo es posible diseñar el comando ( boton, ListBox,etc) que se relacione con la funcion incorporada.
Figura 20. Interfaz para incorporar uma nueva funcion
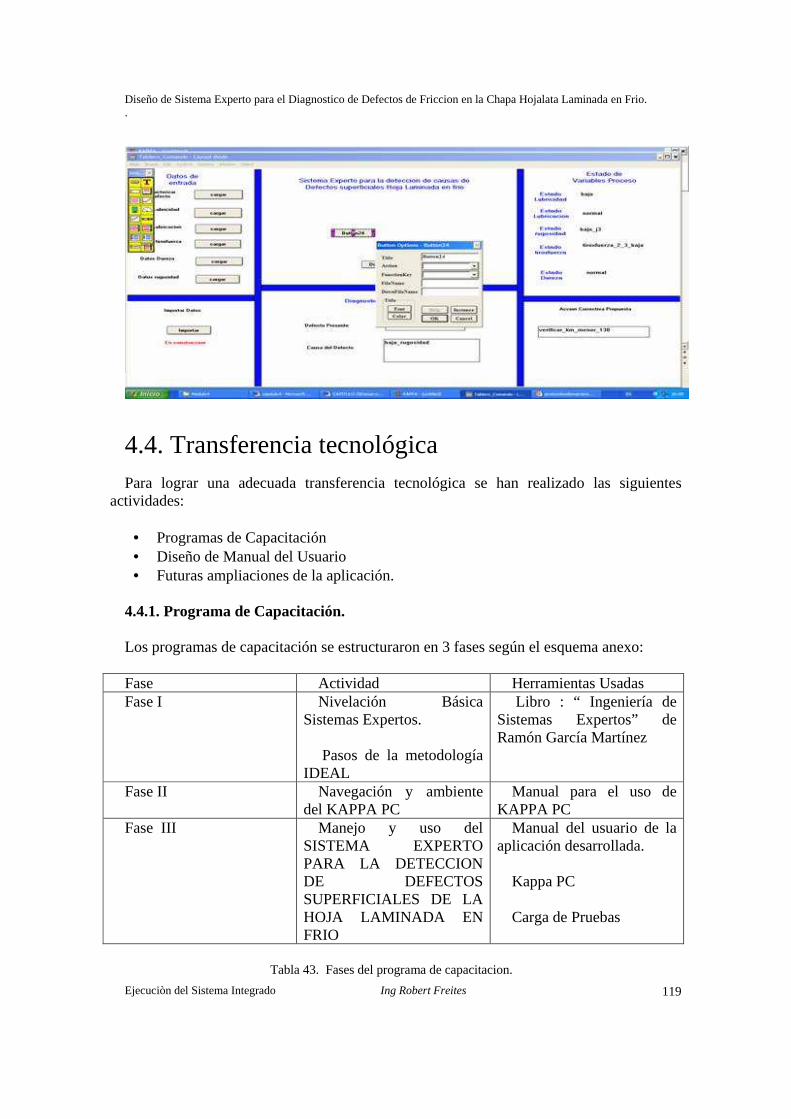
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
119
4.4. Transferencia tecnológica Para lograr una adecuada transferencia tecnológica se han realizado las siguientes
actividades:
• Programas de Capacitación • Diseño de Manual del Usuario • Futuras ampliaciones de la aplicación.
4.4.1. Programa de Capacitación. Los programas de capacitación se estructuraron en 3 fases según el esquema anexo: Fase Actividad Herramientas Usadas Fase I Nivelación Básica
Sistemas Expertos. Pasos de la metodología
IDEAL
Libro : “ Ingeniería de Sistemas Expertos” de Ramón García Martínez
Fase II Navegación y ambiente del KAPPA PC
Manual para el uso de KAPPA PC
Fase III Manejo y uso del SISTEMA EXPERTO PARA LA DETECCION DE DEFECTOS SUPERFICIALES DE LA HOJA LAMINADA EN FRIO
Manual del usuario de la aplicación desarrollada.
Kappa PC Carga de Pruebas
Tabla 43. Fases del programa de capacitacion.
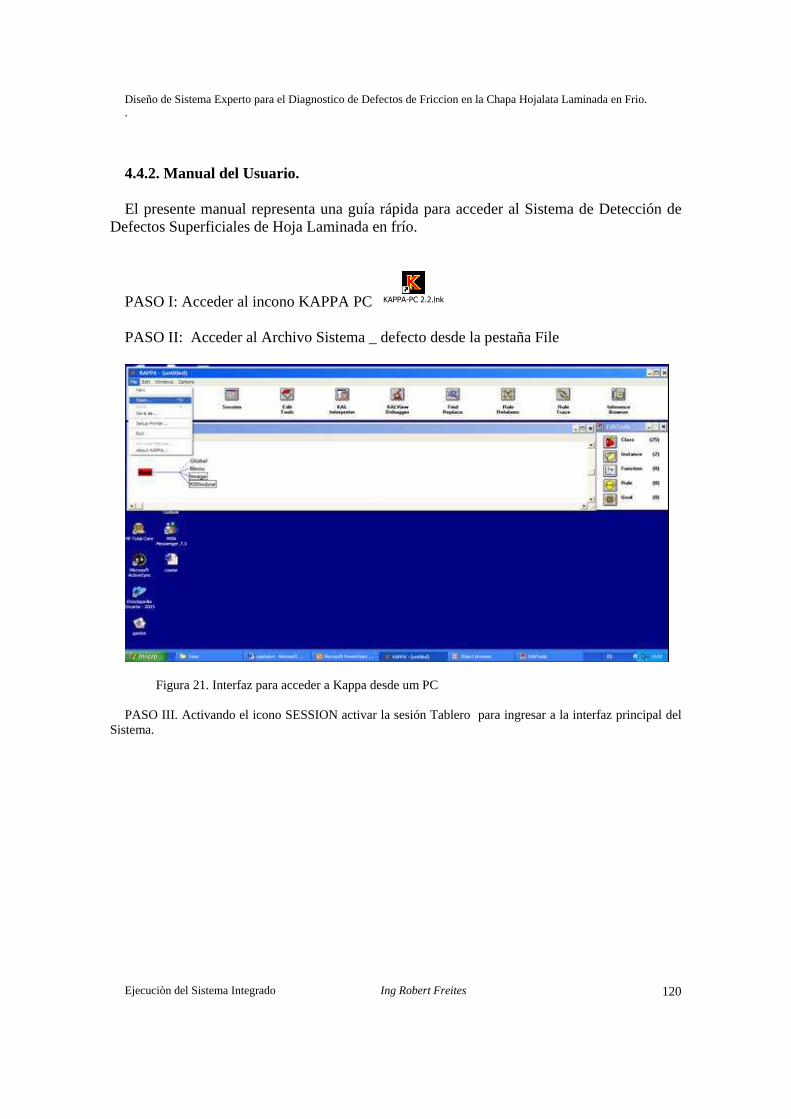
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
120
4.4.2. Manual del Usuario. El presente manual representa una guía rápida para acceder al Sistema de Detección de
Defectos Superficiales de Hoja Laminada en frío.
PASO I: Acceder al incono KAPPA PC KAPPA-PC 2.2.lnk PASO II: Acceder al Archivo Sistema _ defecto desde la pestaña File
Figura 21. Interfaz para acceder a Kappa desde um PC PASO III. Activando el icono SESSION activar la sesión Tablero para ingresar a la interfaz principal del
Sistema.
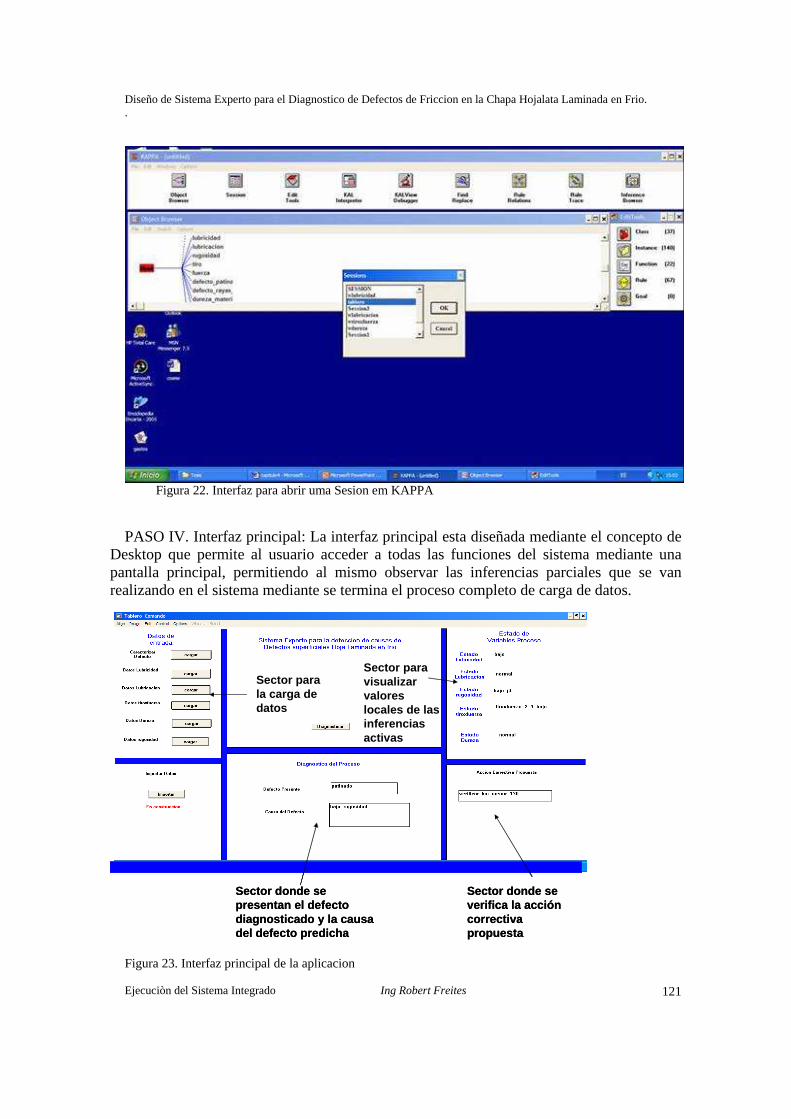
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
121
Figura 22. Interfaz para abrir uma Sesion em KAPPA
PASO IV. Interfaz principal: La interfaz principal esta diseñada mediante el concepto de
Desktop que permite al usuario acceder a todas las funciones del sistema mediante una pantalla principal, permitiendo al mismo observar las inferencias parciales que se van realizando en el sistema mediante se termina el proceso completo de carga de datos.
Figura 23. Interfaz principal de la aplicacion
Sector para la carga de datos
Sector para visualizar valores locales de las inferencias activas
Sector donde se presentan el defecto diagnosticado y la causa del defecto predicha
Sector donde se verifica la acción correctiva propuesta
Sector para la carga de datos
Sector para visualizar valores locales de las inferencias activas
Sector donde se presentan el defecto diagnosticado y la causa del defecto predicha
Sector donde se verifica la acción correctiva propuesta
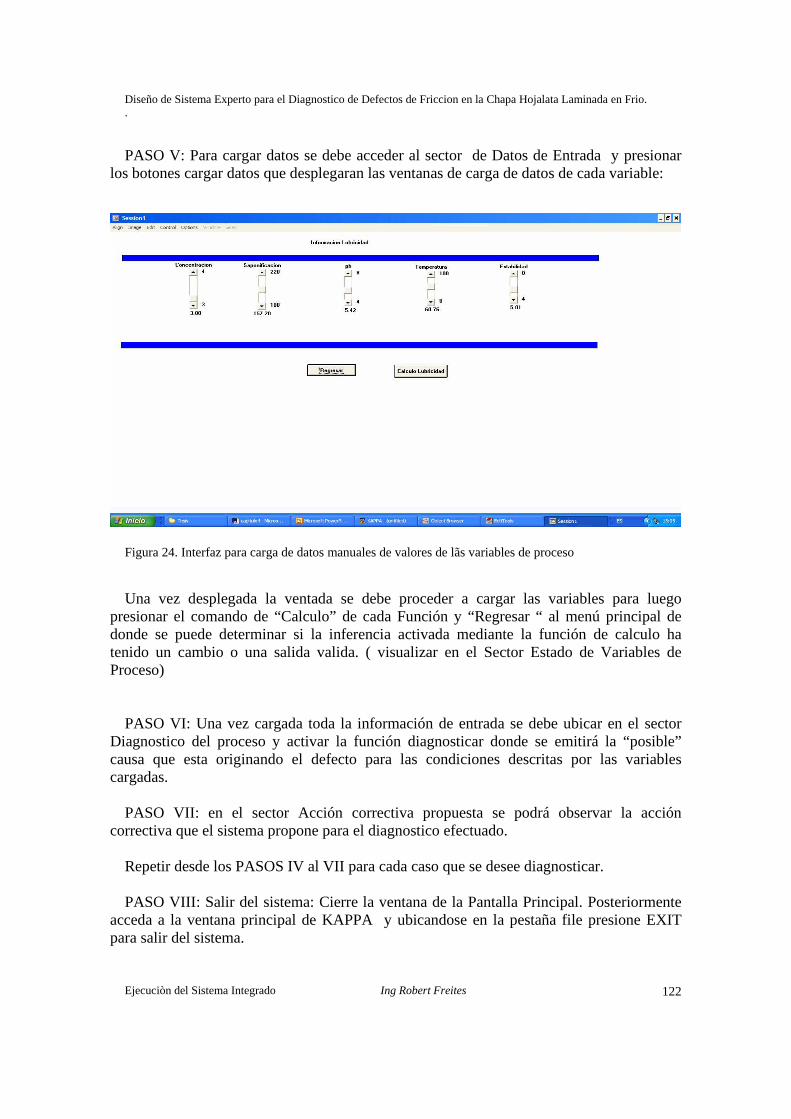
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio. .
Ejecuciòn del Sistema Integrado Ing Robert Freites
122
PASO V: Para cargar datos se debe acceder al sector de Datos de Entrada y presionar los botones cargar datos que desplegaran las ventanas de carga de datos de cada variable:
Figura 24. Interfaz para carga de datos manuales de valores de lãs variables de proceso Una vez desplegada la ventada se debe proceder a cargar las variables para luego
presionar el comando de “Calculo” de cada Función y “Regresar “ al menú principal de donde se puede determinar si la inferencia activada mediante la función de calculo ha tenido un cambio o una salida valida. ( visualizar en el Sector Estado de Variables de Proceso)
PASO VI: Una vez cargada toda la información de entrada se debe ubicar en el sector
Diagnostico del proceso y activar la función diagnosticar donde se emitirá la “posible” causa que esta originando el defecto para las condiciones descritas por las variables cargadas.
PASO VII: en el sector Acción correctiva propuesta se podrá observar la acción
correctiva que el sistema propone para el diagnostico efectuado. Repetir desde los PASOS IV al VII para cada caso que se desee diagnosticar. PASO VIII: Salir del sistema: Cierre la ventana de la Pantalla Principal. Posteriormente
acceda a la ventana principal de KAPPA y ubicandose en la pestaña file presione EXIT para salir del sistema.

.
.
CAPITULO 5. CONCLUSIONES.

.
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Conclusiones Ing. Robert Freites.
125
5.CONCLUSIONES. 5.1. Conclusiones.
� El sistema desarrollado permite con una fiabilidad mayor al 80 % dictaminar la causa probable que origina los defectos de fricción (patinado y rayas de calor) en el proceso de laminación de hojalata en el tren Tandem de SIDERAR.
� A través de la formulación de acciones correctivas el sistema propone cursos de
acción para corregir las causas origen de los defectos presentes.
� El sistema representa una forma eficaz de estructurar y representar conocimientos adquiridos y nuevos conocimientos que se deseen representar.
� El sistema desarrollado a través de su interfaz, permite a los usuarios conocer
cuales son las variables premisas que sustentan la hipótesis verdadera resultante del proceso de inferencia en la determinación de la causa origen de los defectos.
� La metodología usada para el desarrollo del sistema sirve como base para
ampliaciones futuras ya que la representación del conocimiento usada en este trabajo, permitiría que los conocimientos ya educidos sean implementados en herramienta estándar para aplicaciones On –Line disponible en la Organización ( T-Expert diseñado en QNX) .
Diseño de Sistema Experto para el Diagnostico de Defectos de Friccion en la Chapa Hojalata Laminada en Frio.
Conclusiones Ing. Robert Freites.
126
5.2. Futuras Líneas de Investigación La introducción de los SS.EE en la arquitectura tecnológica de información de las
organizaciones de tal manera de que su uso pueda ser ON-Line en el proceso se presenta como una alternativa de Gestión de la información para las gestión industrial moderna
Los cambios en los que esta inmerso el proceso industrial propio de la evolución de las
necesidades de los clientes pone de manifiesto la importancia en el tema de la actualización y validación continua de los conocimientos, las herramientas de Inteligencia Artificial como la minería de datos presentan una gran aplicabilidad para automatizar la actualización de los conocimientos en busca de la optimización continua de la validez de las salidas del sistema.
El grado de automatización actual de los procesos industriales a través de PLC
(Computadores Lógicos Programables) y sistemas de control automático permite tener control on-line sobre procesos deterministicos y modelables matemáticamente, sin embargo procesos cuyas salidas son dependen de razonamientos Heuristicos han sido poco explotadas, los SSEE se presentan como herramientas capaces de producir salidas aceptables que controlen directamente los actuadores.
Para el caso de esta herramienta en particular se propone utilizar la estructura de este
proyecto como base para diseñar este sistema en el ambiente T-EXPERT desarrollada en QNX y que permite realizar inferencias ON-LINE estando embebido en toda la arquitectura de Nivel II de la Planta SIDERAR GENERAL SAVIO.

127
6. ANEXOS

128
129
6. ANEXOS. 6.1. Glosario. QNX: Sistema Operativo de origen Canadiense diseñado para aplicaciones en tiempo
real. P.L.C. (Computador lógico programable): Es un tipo de controlador basado en un
microprocesador en el que se utiliza la memoria programable para guardar instrucciones y para implantar funciones de lógica, secuencia, temporizacion y aritmética para controlar eventos, y puede reprogramarse para realizar diversas tareas.
T-Expert: Aplicación desarrollada en SIDERAR para el desarrollo de sistemas expertos
que corre en el ambiente QNX y que permite inferencias ON-LINE. Tiro Interjaulas : Es la fuerza de tracción resultante en la chapa que esta sostenida entre
dos Bastidores de la maquina de laminación. Emulsión: Solución de agua en aceita en presencia o no de emulsificantes que se usa
para lubricar el proceso de laminación en frío del acero. Saponificación de la emulsión (SAP): Descripción: Para 1 g de aceite graso o Ester,
cuantos mg KOH (Hidróxido de Potasio) son necesarios para saponificar. Permite evaluar la cantidad de aceite graso o estar dentro del aceite de laminación en frío, pudiendo identificar cantidad de contaminantes por aceite extraño.
Estabilidad de la emulsión: Mide el grado de de miscibilidad entre el aceite y el agua,
Es función principalmente del tamaño de partícula de aceite, del ph y del contenido de aditivos emulsificantes en la formulación del aceite.
Cilindros de laminación: Son herramientas de acero fundido o acero forjado de forma
cilíndrica y de alta resistencia, que se usan durante el proceso de laminación en frío del acero.
Marcas de Calor: Es un defecto superficial presente en las láminas de acero laminadas
en frío, se presenta en formas de rayas tipo lluvia originadas por micro soldaduras de las superficies del cilindro y la chapa.
Rayas de patinado: Es un defecto superficial presente en las láminas de acero laminadas
en frío, se presenta en formas de rayas alargadas que generalmente son provocadas por un desplazamiento relativo entre la herramienta de trabajo (cilindro) y la chapa que esta siendo laminada.
130
Centro Ondulado: Es un defecto que se presenta en la laminación de productos planos en el cual el centro de la lamina presenta alargamientos mayores produciendo apariencia de abombamiento en el centro.
Borde ondulado: Es un defecto que se presenta en la laminación de productos planos en
el cual los bordes de la lámina presenta alargamientos mayores produciendo así ondulaciones.
Fuerza de laminación: Es la fuerza vertical con que se reduce el material durante su
paso por el laminador de chapas. Tiro de laminación: Es la fuerza horizontal que se presenta en la chapa que esta
sostenida entre dos bastidores de laminación como producto de la diferencia de velocidad entre dichos bastidores
131
6.2. Bibliografía. Roberts William . 1978. Cold rolling of Steel .Manufacuring Engineering and Materials
Processing. IAS ( Industrial Automation Services). 2001. International Rolling Course. United Engineering,INC. 1990 Geometry of Flat Rolled Products Stuart,CA.2005. Mensual Report of Tandem Mill Condition. Garcia Martinez Ramon y Brito Paola,1era Edicion ,2004. Ingenieria de Sistemas
Expertos. Bolton Williams. 2da Edición. 2001. Mecatronica. Sistemas de Control Electrónico en
Ingeniería Mecánica y Eléctrica. Guzman, J.L. and Sech, JM ( 1998) . “Stabilized Dispersion Technology: “A New
Concept in Cold Rolling Lubrication. Orowan, E, (1943) ,” The calculation of Roll Pressure in Hot and Cold Flat Rolling”.
Proc. Institute of Mechanical Engineers, Vol.150, pp 140-167. Yuen, W.Y.D (1996). “Determination of friction from Measured Forward Slip and Its
Applications in Hot Strip Rolling”., First Australasian Congress on Applied Mechanics, Melbourne, Australia,21-23 February.

132
6.3 Índice de Figuras
Figura 1. Patrón de fallas vs. Efectividad del diagnostico
2
Figura 2. Esquema del proceso de diagnostico del experto
9
Figura 3. Grafico de Plausibilidad
12
Figura 4. Grafico de Justificación del Proyecto 14 Figura 5. Grafico de Adecuación 18 Figura 6. Grafico de éxito
22
Figura 7. Esquema de representación de requisitos
24
Figura 8. División en Subproblemas de la Tarea
53
Figura 9. Evolución de prototipos
54
Figura 10. Mapa de relaciones entre conceptos 83 Figura 11. Mapa del Conocimiento
84
Figura 12. Interfaz del Sistema Figura 13. Interfaz de carga de datos
104
104
Figura 14. Interfaz para actualizar rangos de procesos
112
Figura 15. Interfaz para incorporar nuevas variables de proceso 113 Figura 16. Interfaz para incorporar un atributo de una variable principal
114
Figura 17. Interfaz para incorporar un atributo de una variable principal
115
Figura 18. Interfaz para incorporar una nueva accion correctiva 116 Figura 19. Interfaz para incorporar una nueva regla 117 Figura 20. Interfaz para incorporar una nueva funcion 118
133
Figura 21. Interfaz para acceder a Kappa desde un PC 120 Figura 22. Interfaz para abrir uma Sesion en KAPPA 121 Figura 23. Interfaz principal de la aplicación 121 Figura 24. Interfaz para carga de datos manuales de valores de lãs variables de proceso
122
134
6.4. Índice de Tablas. Tabla1. Variables del proceso de laminación 10 Tabla 2. Evaluación Global de Factibilidad del Proyecto 22 Tabla 3. Evaluación Económica del Proyecto 25 Tabla 4. Cronograma de desarrollo del Proyecto 26 Tabla 5. Variables principales del proceso de laminación 29 Tabla 6. Variables de Lubricidad 33 Tabla 7 Rangos de aceites activos 35 Tabla 8 Rangos de relaciones tiro x fuerza 43 Tabla 9 Tablas de conceptos educidos del Análisis de protocolo 46 Tabla 10. Tabla Resumen Árbol de Descomposición Funcional 57 Tabla 11 Paso Procedimental Caracterización del Problema 58 Tabla 12. Paso Procedimental Condiciones de Lubricidad 59 Tabla 13. Paso Procedimental Condiciones de rugosidad cilindro_chapa 60 Tabla 14. Paso Procedimental Condiciones de lubricación 61 Tabla 15. Paso Procedimental Condiciones de Dureza 62 Tabla 16. Paso Procedimental Selección de Hipótesis 62 Tabla 17. Paso Procedimental Selección de Acciones Correctivas 63 Tabla 18. Tabla de Decisión Caracterización del Defecto 64 Tabla 19. Tabla de Decisión Condiciones de Lubricidad 64 Tabla 20. Pseudoregla Lubricidad 65 Tabla 21. Pseudoregla Lubricación 65 Tabla 22. Tabla tiroxfuerza 66 Tabla 23. Tabla de decisión Dureza del Material 68 Tabla 24. Tabla de decisión Selección de Hipótesis 69 Tabla 25. Tabla de decisión Selección de Acciones Correctivas 69
135
Tabla 26. Formulas tiroxfuerza 72 Tabla 27. Formulas Aceite Activo 72 Tabla 28. Diccionario de Conceptos 73 Tabla 29. Tabla Concepto Atributo Valor 79 Tabla 30. Formalismos para la representación de conocimientos 84 Tabla 31. Marco Lubricidad 85 Tabla 32. Marco Lubricación 85 Tabla 33. Marco Rugosidad. 86 Tabla 34. Marco Tiro. 86 Tabla 35. Marco Fuerza 87 Tabla 36. Marco Dureza del material 87 Tabla 37. Marco TiroxFuerza 88 Tabla 38. Marco Lamina 89 Tabla 39. Marco Acción Correctiva 90 Tabla 40. Estudio de casos de Prueba 106 Tabla 41 Evaluación de la usabilidad 107 Tabla 42 Evaluación de la utilidad 107 Tabla 43. Fases del programa de capacitación. 119