Annisa tri
92
PENGENDALIAN DAN PERBAIKAN MUTU VISUAL SELAI PADA PRODUK BISCUIT SANDWICH, DI PT MAYORA INDAH TBK, BEKASI ANNISA TRI UTAMMY PROGRAM KEAHLIAN SUPERVISOR JAMINAN MUTU PANGAN
-
Upload
dwiputriarlina -
Category
Documents
-
view
290 -
download
39
description
abc
Transcript of Annisa tri

PENGENDALIAN DAN PERBAIKAN MUTU VISUAL SELAI PADA PRODUK BISCUIT SANDWICH,DI PT MAYORA INDAH TBK, BEKASI
ANNISA TRI UTAMMY
PROGRAM KEAHLIAN SUPERVISOR JAMINAN MUTU PANGANPROGRAM DIPLOMA
INSTITUT PERTANIAN BOGORBOGOR
2013
ii

PERNYATAAN MENGENAI LAPORAN TUGAS AKHIR DAN SUMBER INFORMASI
Dengan ini saya menyatakan laporan tugas akhir ini adalah karya sendiri dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam daftar pustaka di bagian akhir laporan.
Bogor, Juli 2013
Annisa Tri UtammyJ3E210125
iv

ABSTRAK
ANNISA TRI UTAMMY. Pengendalian dan Perbaikan Mutu Visual Selai pada Produk Biscuit Sandwich, di PT Mayora Indah Tbk, Bekasi. Dibimbing Oleh NUR WULANDARI.
PT Mayora Indah Tbk merupakan salah satu kelompok bisnis produk konsumen Indonesia di bidang pengolahan pangan dengan salah satu produk yang dihasilkan yaitu biscuit sandwich pada divisi biskuit. Proses produksi biscuit sandwich yang dilakukan oleh PT Mayora Indah Tbk mungkin dapat mengalami penyimpangan. Penyimpangan-penyimpangan yang sering terjadi adalah, biskuit hancur, selai meleber, dan selai bertekstur keras. Oleh karena itu perlu diadakan pengawasan mutu pada proses pembuatannya hingga proses packing.
Salah satu upaya yang dapat dilakukan untuk dapat mengetahui akar penyebab dan mengadakan perbaikan ialah dengan menerapkan analisa dengan menggunakan metode Gugus Kendali Mutu. Pengendalian mutu dilakukan guna memenuhi persyaratan mutu produk. Kegiatan pengendalian mencakup monitoring proses, tindakan koreksi (bila ada ketidaksesuaian), dan menghilangkan penyebab timbulnya ketidaksesuaian.
Kata Kunci: biscuit sandwich, proses sandwiching, proses packing, selai meleber
ABSTRACT
ANNISA TRI UTAMMY. Visual Quality Control and Improvement of Biscuit Sandwich’s jam at PT Mayora Indah Tbk, Bekasi. Supervised by NUR WULANDARI.
PT Mayora Indah Tbk is one of Indonesia's consumer products business group in the field of food processing with one of the products which produced in biscuit division is Biscuit Sandwich. Biscuit sandwich production process which is carried out by PT Mayora Indah Tbk may experience irregularities. Deviations that often happens are crushed biscuits, messy jam, and hard textured jam. Therefore the quality control on the manufacturing process until the packing process needs to be applied.
One effort to do to determine the root cause and make amends is by applying the analysis, using the Quality Control Circle. Quality control is applied in order to meet product quality requirements. Control activities include process monitoring, corrective action (if there are found any nonconformities), and eliminate the causes of nonconformities.
Keywords: biscuit sandwich, sandwiching process, packing process, messy jam

vi
RINGKASAN
ANNISA TRI UTAMMY. Pengendalian dan Perbaikan Mutu Visual Selai pada Produk Biscuit Sandwich, Di PT Mayora Indah Tbk, Bekasi. Dibimbing oleh NUR WULANDARI.
Sandwich pada dasarnya adalah dua atau lebih irisan roti dengan satu atau lebih isian di antaranya (Abelson 2006). Pada awalnya sandwich berupa dua potong roti yang menjepit daging, sayuran, keju atau berbagai teman makan roti lainnya, dan biasanya diberi bumbu atau saus sehingga menambah cita rasa. Namun demikian dalam perkembangannya sandwich tidak hanya diterapkan pada produk roti, sandwich juga diterapkan pada produk seperti cake dan biskuit.
Dalam proses produksi biscuit sandwich secara keseluruhan mulai dari proses mixing, moulding, cooking dan sandwiching, biscuit sandwich yang dihasilkan oleh PT Mayora Indah Tbk memiliki potensi terjadinya penyimpangan mutu. Penyimpangan yang biasa terjadi yakni penyimpangan secara organoleptik seperti biskuit pecah, biskuit berbentuk oval, selai keruh, selai berantakan/meleber, berat biskuit over/under, dan berat selai over/under.
Kegiatan praktik kerja lapangan penulis di PT Mayora Indah Tbk, Bekasi terkait dengan pengendalian dan perbaikan mutu visual selai pada produk biscuit sandwich Slai O’lai. Tujuan dari kegiatan ini adalah mengkaji penyimpangan visual biscuit sandwich dengan mengadopsi metode GKM (Gugus Kendali Mutu), yaitu melakukan analisa masalah dengan menggunakan fishbone diagram (diagram tulang ikan) untuk menganalisis akar-akar penyebab penyimpangan tersebut.
Metode yang dilakukan yakni observasi lapang yang mencakup pengamatan dan wawancara, studi pustaka, pengambilan data, dan analisis data. Proses pengambilan dan pengukuran contoh yang dilakukan sesuai dengan prosedur yang dilakukan di PT Mayora Indah Tbk, Bekasi. Analisis data dilakukan dengan menggunakan histogram sederhana. Hasil analisis histogram yang dilakukan terhadap sampling biscuit sandwich dalam kemasan primer selama kurang lebih satu bulan menunjukkan bahwa karakteristik mutu visual produk belum terkendali.
Hasil analisis diagram sebab-akibat menunjukkan bahwa faktor-faktor yang berpengaruh terhadap visual produk adalah mesin, metode, dan manusia. Berdasarkan analisis dengan why-why analysis, saran tindakan pengendalian yang dapat dilakukan yaitu memberikan pelatihan (training) kepada tenaga kerja (helper/operator) mengenai mesin yang digunakan dalam proses produksi agar dapat menyesuaikan penggunaan mesin dalam kondisi-kondisi tertentu seperti menyesuaikan kecepatan mesin dengan jumlah helper, dan kecepatan pengemasan oleh helper. Juga perlu mengganti spareparts yang sudah waktunya diganti, dan pemasangan spareparts yang hilang agar mesin berjalan dengan stabil.

viii

PENGENDALIAN DAN PERBAIKAN MUTU VISUAL SELAI PADA PRODUK BISCUIT SANDWICH, DI PT MAYORA
INDAH TBK, BEKASI
ANNISA TRI UTAMMY
Laporan Praktik Kerja Lapangansebagai salah satu syarat untuk memperoleh gelar
Ahli Madya padaProgram Diploma Keahlian Supervisor Jaminan Mutu Pangan
PROGRAM KEAHLIAN SUPERVISOR JAMINAN MUTU PANGAN
PROGRAM DIPLOMAINSTITUT PERTANIAN BOGOR
2013

x
Judul : Pengendalian dan Perbaikan Mutu Visual Selai pada Produk Biscuit Sandwich, di PT Mayora Indah Tbk, Bekasi.
Nama : Annisa Tri UtammyNIM : J3E210125Program Keahlian : Supervisor Jaminan Mutu Pangan
Disetujui oleh
Dr Nur Wulandari, STP MSi Pembimbing
Diketahui oleh
Prof Dr M . Zairin Junior , MSc Ir C . C . Nurwitri , DAA Ditektur Program Diploma Koodinator Program keahlian
Tanggal Lulus :

xii
PRAKATA
Assalamu’alaikum warahmatullahi wabarakatuhPuji syukur penulis panjatkan kepada Allah SWT., atas berkat dan rahmat-Nya penulis dapat menyelesaikan laporan Praktik Kerja Lapangan (PKL) ini. Laporan PKL yang berjudul Pengendalian dan Perbaikan Mutu Visual Selai pada Produk Biscuit Sandwich, Di PT Mayora Indah Tbk, Bekasi ini disusun sebagai salah satu syarat kelulusan pada program keahlian Supervisor Jaminan Mutu Pangan di Program Diploma Institut Pertanian Bogor.
Laporan ini membahas mengenai pengawasan dan pengendalian mutu atau yang biasa disebut dengan Quality Control berdasarkan hasil PKL yang penulis lakukan di PT Mayora Indah Tbk, Bekasi Selama tiga bulan terhitung sejak tanggal 1 maret sampai dengan 31 mei 2013 melalui pengamatan langsung, partisipasi aktif, wawancara, dan studi pustaka. Laporan PKL ini terselesaikan berkat bantuan dan dukungan dari berbagai pihak, oleh karena itu ucapan terimakasih tidak lupa penulis berikan kepada kedua orang tua Ibu Nur Laila dan Romo Hendra Purnadi, Kakak-kakak Adityo Wicaksono dan Dwi Putri Arlina, juga Adik Muhammad Catur Ilham yang tiada henti memberikan doa, dukungan dan semangat kepada penulis. Ibu Dr. Nur Wulandari ,S.TP.,M.Si selaku dosen pembimbing, atas bimbingan dan arahan yang diberikan dalam penyelesaian laporan ini. Serta seluruh dosen Program Keahlian Supervisor Jaminan mutu Pangan yang telah menyampaikan ilmu-ilmu yang bermanfaat. Ibu Hany Tresnasari yang telah memberi izin penulis untuk melaksanakan PKL di PT Mayora Indah Tbk, Bekasi, Bapak Sumantri selaku pembimbing lapangan, Bapak Rudy Fritz, Bapak Fiqi, Bapak Mamat, Bapak M. Nazri Rabbani, dan Bapak Adi yang telah menyempatkan membimbing, mengarahkan dan memberikan ilmu-ilmu yang bermanfaat selama penulis melaksanakan PKL, serta karyawan-karyawan lainnya atas bantuan dan kerjasamanya. Usman Habib yang selalu menjadi pendengar yang baik, Fujia Utami Maulida, Dea Zharfanisa dan Mita Mandasari teman-teman satu tempat PKL, teman-teman kelompok belajar selama tiga tahun Belinda, Fitri dan Rifani serta seluruh teman-teman Program Keahlian Supervisor Jaminan Mutu Pangan angkatan 47 diploma IPB. Sahabat-sahabat sedari SMP dan SMA Anisa, Dien, Falah, Nadia, Prita, Ragil, Raisa dan Selly dan Upi yang tiada henti memberikan semangat kepada penulis.
Dalam peyusunan laporan PKL ini sepenuhnya penulis sadari masih jauh dari sempurna. Untuk itu kritik dan saran yang bersifat membangun sangat penulis harapkan sebagai masukan untuk menjadi lebih baik lagi. Penulis berharap laporan PKL ini dapat bermanfaat bagi pembacanya.
Bogor, Juni 2013
Annisa Tri Utammy
xiv

DAFTAR ISI
DAFTAR ISI xv
DAFTAR GAMBAR xvi
1 PENDAHULUAN 11.1 Latar belakang 11.2 Tujuan 21.3 Ruang Lingkup 2
2 METODE KAJIAN 22.1 Tempat dan Waktu pelaksanaan 22.2 Teknik Pengumpulan Data 3
3 KEADAAN UMUM PERUSAHAAN 43.1 Sejarah dan Perkembangan Perusahaan 43.2 Visi dan Misi Perusahaan 53.3 Lokasi Perusahaan 53.4 Struktur Organisasi dan Ketenagakerjaan 6
4 KEGIATAN UNIT PRODUKSI 84.1 Biskuit 84.2 Selai 94.3 Bahan Baku 94.4 Proses Produksi 12
5 SISTEM PENGENDALIAN MUTU 155.1 Mutu 155.2 Quality Management 165.3 Pengawasan Mutu Bahan Baku Selai 185.4 Pengawasan Mutu Proses Produksi Selai 185.5 Pengawasan Mutu Produk Akhir 19
6 HASIL DAN PEMBAHASAN 196.1 Pengumpulan Data 196.2 Analisis data dan pembahasan 20
8 KESIMPULAN DAN SARAN 277.1 Kesimpulan 277.2 Saran 28
DAFTAR PUSTAKA 29
LAMPIRAN 31
RIWAYAT HIDUP 49
xvi

DAFTAR TABEL
1 Food Safety & Standard Regulation 2010 (FSSR) :Jam Regulation 92 SNI mutu biskuit 2973:2011 83 Quality complain report produk Slai O’lai 2012-2013 204 Tabel why-why analysis problem visual selai 235 Rencana Perbaikan 27
DAFTAR GAMBAR
1 Grafik hasil sampling berat selai selama enam hari mesin creaming 72 212 Grafik perbandingan jumlah selai meleber dalam kemasan antara kemasan
primer (otomatis) dengan kemasan banded (manual) 223 Diagram Ishikawa problem visual selai pada biscuit sandwich 23
DAFTAR LAMPIRAN
1 Diagram alir proses pembuatan selai 332 Diagram alir pembuatan sandwich biskuit 343 Grafik hasil sampling berat selai selama enam hari mesin creaming 66 354 Grafik hasil sampling berat selai selama enam hari mesin creaming 67 365 Grafik hasil sampling berat selai selama enam hari mesin creaming 68 376 Grafik hasil sampling berat selai selama enam hari mesin creaming 66 387 Grafik hasil sampling berat selai selama enam hari mesin creaming 71 398 Grafik hasil sampling berat selai selama enam hari mesin creaming 73 409 Grafik hasil sampling berat selai selama enam hari mesin creaming 74 4110 Gambar Mesin Creaming 4211 Layout Packing Slai O’lai 4312 Biscuit Sandwich 4413 Data sampling berat dan visual selai pada mesin creaming 72 4514 Struktur organisasi 4615 Layout PT Mayora Indah Tbk, Bekasi 47
1
1 PENDAHULUAN
1.1 Latar belakang
Perusahaan pada hakekatnya merupakan sekumpulan orang, dan peralatan operasionalnya untuk mencapai tujuan tertentu. Oleh karena itu, keberhasilan upaya pencapaian tujuan atau menjalankan misi perusahaan sangat tergantung pada individu-individu atau kerjasama individu dalam menjalankan operasional perusahaan.
Seiring dengan perkembangan zaman yang pesat, perusahaan-perusahaan berlomba untuk menjadi yang terbaik dalam menghasilkan barang atau jasa yang berkualitas, tidak terkecuali pada perusahaan di bidang pangan. Dimensi kualitas pangan tersebut yang harus diperhatikan tidak hanya terbatas pada aspek keamanan pangan, namun demikian aspek kerapihan dan estetika penyajian juga perlu mendapat penanganan yang cermat. Kerapihan dan estetika penyajian tersebut berpengaruh pada persepsi konsumen atas kualitas produk pangan yang dihasilkan. Kerapihan dan estetika merupakan bagian atribut fisik sebagaimana ukuran, bentuk, warna, kekerasan, cacat dan sebagainya harus diperhatikan dalam memproduksi pangan (Muhandri dan Kadarisman 2008).
Mutu menurut Goetsch dan Davis adalah suatu kondisi dinamis yang berhubungan dengan produk (barang atau jasa), sumber daya manusia, proses, dan lingkungan yang memenuhi atau melebihi harapan. Agar dapat mencapai tujuan yang telah ditetapkan, serangkaian kegiatan pengendalian mutu atau Quality Control (QC) harus dilakukan. QC merupakan prosedur atau sekumpulan prosedur yang dimaksudkan untuk memastikan bahwa produk yang diproduksi sesuai dengan kualitas yang diharapkan.
Seringkali untuk menghasilkan suatu produk melibatkan serangkaian proses, oleh karena itu untuk menjaga konsistensi mutu produk yang dihasilkan diperlukan adanya pengawasan pada setiap lini/proses produksi dari awal hingga akhir. Dewasa ini, pengawasan mutu sudah menjadi kesadaran individu, kelompok atau perusahaan yang bergerak di bidang pangan. Salah satu alat yang digunakan untuk melakukan evaluasi dan pengawasan mutu, yakni keberadaan prosedur operasional standar. Prosedur operasi dan praktik penanganan dan pengolahan yang baik disusun dalam rangka penjaminan mutu produk yang diterapkan di sepanjang mata rantai penanganan dan pengolahannya. Mata rantai ini dimulai dari penyediaan raw material, proses produksi, pengemasan, hingga menjadi finished good.
PT Mayora Indah Tbk Bekasi sebagai salah satu produsen pangan sangat memperhatikan tentang mutu produk yang dihasilkan melalui serangkaian kegiatan pengendalian atau pengawasan mutu. Salah satu produk yang dihasilkan oleh perusahaan tersebut yakni biscuit sandwich. Untuk menghasilkan biscuit sandwich harus melewati rangkaian proses yang cukup panjang. masing-masing segmen proses harus mendapatkan perhatian untuk menjamin standar mutu produk akhir yang telah ditetapkan. Salah satu aspek penting yang harus diperhatikan adalah penampakan dari biscuit sandwich tersebut.
Produk biscuit sandwich Slai O’lai tergolong produk yang unik dengan menyatukan biskuit bertekstur renyah dengan selai buah di dalam satu kemasan

2
yang sama. Pengontrolan yang kurang maskimal pada bagian produk akhir dapat menyebabkan beredarnya biscuit sandwich dengan mutu penampakan yang tidak sesuai, sehingga konsumen merasa dirugikan. Konsumen yang dirugikan berhak dalam melakukan komplain terhadap ketidaksesuaian produk tersebut, maka wajib bagi perusahaan melakukan upaya-upaya perbaikan agar dapat menghilangkan penyebab timbulnya ketidaksesuaian demi mencapai harapan konsumen. Salah satu upaya yang dilakukan oleh PT Mayora Indah Tbk dalam memecahkan masalah guna menghasilkan produk yang bermutu adalah membentuk Gugus Kendali Mutu.
Gugus Kendali Mutu merupakan sekelompok kerja kecil yang secara sukarela mengadakan kegiatan pengendalian mutu di dalam tempat kerja mereka sendiri (Hamzah 1991). Berjalannya kegiatan gugus kendali mutu sangatlah bergantung kepada kepedulian dari para karyawan yang terlibat dengan masalah yang akan diselesaikan serta dukungan langsung dari pihak PT Mayora Indah Tbk itu sendiri. Pihak yang mendukung kegiatan dari pembentukan gugus kendali mutu di PT Mayora Indah Tbk adalah departemen Continuous Improvement (CI).
1.2 Tujuan
Secara umum pelaksanaan kegiatan Praktek Kerja Lapangan (PKL) yakni untuk menerapkan ilmu yang diperoleh selama perkuliahan pada keadaan nyata di lapangan dan menggali pengetahuan praktis lapangan di industri pengolahan pangan PT Mayora Indah Tbk, Bekasi. Sedangkan secara khusus praktek lapangan bertujuan untuk mengamati dan mengevaluasi penanganan pengendalian mutu produk pada proses sandwiching pada biscuit sandwich. Bahasan ini berfokus pada aspek mutu produk, mengingat semakin banyak konsumen lebih menekankan aspek mutu di dalam mengkonsumsi berbagai produk.
1.3 Ruang Lingkup
Mutu produk dapat ditinjau dari beberapa aspek, yakni meliputi aspek biologi, kimia, dan fisik. Aspek fisik mutu produk meliputi tekstur, warna, dan estetika. Adapun pengamatan kendali mutu proses sandwiching pada bahasan ini khususkan pada aspek estetika bentuk hasil akhir selai pada produk biscuit sandwich.
2 METODE KAJIAN
2.1 Tempat dan Waktu pelaksanaan
Kegiatan PKL dilaksanakan di industri pengolahan pangan PT Mayora Indah Tbk yang berlokasi di kawasan industri MM2100 Jalan Jawa Blok H-10

3
Bekasi, Jawa Barat. Pelaksanaan PKL berlangsung selama tiga bulan dimulai dari 1 Maret 2013 sampai dengan 4 Juni 2013. Kegiatan PKL dilakukan setiap hari kerja mulai pukul 08.00 hingga pukul 16.00 WIB.
2.2 Teknik Pengumpulan Data
Pengumpulan data dalam rangka evaluasi pelakasanaan pengendalian mutu pada proses sandwiching pada produk biscuit sandwich dilakukan melalui teknik sebagai berikut:
2.2.1 Pengamatan Langsung (Observasi Lapang)
Pengumpulan data yang dilakukan pada saat PKL yakni dengan mengamati setiap proses produksi biskuit dan selai mulai dari persiapan raw material, proses produksi khususnya pada proses pembuatan selai hingga pada proses pengemasan. Pengamatan proses produksi perlu dilakukan untuk mengetahui parameter mutu yang ditetapkan perusahaan. Selain itu mengamati koordinasi antar segmen proses produksi dalam satu rangkaian proses produksi.
2.2.2 Berpartisipasi AktifDalam rangka pengambilan data mutu yang dilakukan mulai dari proses
produksi selai, sandwiching hingga proses pengemasan produk Slai O’lai. Pengambilan data dilakukan secara langsung sebagaimana dilakukan oleh petugas QC perusahaan. Hal ini dilakukan agar mendapatkan data yang sesuai dengan kondisi aktual lapangan. Selain itu ada pula data pengamatan di luar data QC yang diambil.
2.2.3 WawancaraUntuk melengkapi data pengamatan juga dilakukan wawancara dengan
petugas QC terkait untuk memperoleh informasi mengenai pengawasan mutu selai pada produk Slai O’lai yang dilakukan PT Mayora Indah Tbk untuk memastikan produk yang dihasilkan berkualitas. Metode wawancara yang dilakukan yakni melalui tanya jawab dengan pihak yang terkait seperti manajer produksi, supervisor QC, supervisor produksi, petugas QC dilapangan, foreman/lady, operator, dan helper, serta petugas lain yang berperan dalam proses produksi dan pengawasan mutu selai pada produk Slai O’lai di perusahaan tersebut.
2.2.4 Pembelajaran Dokumen
Mengingat waktu PKL yang terbatas maka perlu dilakukan pembelajaran dokumen untuk menghimpun data informasi terkait laporan PKL. Penghimpunan data ini dilakukan untuk mendukung atau menunjang kajian dalam penyusunan laporan PKL ini. Data-data yang dihimpun di antaranya data dari departemen, divisi, atau bagian lainnya.
2.2.5 Studi Pustaka
Sebagai pengarah pelaksanaan praktek sesuai dengan kerangka teori ilmiah maka diperlukan studi pustaka. Studi pustaka dilakukan dengan mempelajari
4
materi-materi dan referensi serta literatur yang mendukung baik di perpustakaan kampus maupun di luar kampus. Selain itu juga dilakukan studi pustaka referensi melalui media elektronik (internet) yang berhubungan dengan pengawasan dan pengendalian mutu.
2.2.6 DiskusiPelaksanaan proses produksi secara operasional dapat terjadi perbedaan
antar perusahaan yang sejenis karena adanya perbedaan peralatan penunjang. Untuk mengetahui alasan spesifik operasional yang di lakukan oleh PT Mayora Indah Tbk maka perlu diadakan diskusi dengan berbagai pihak. Diskusi dilakukan dengan pihak perusahaan khususnya pembimbing lapangan untuk memperoleh data dan informasi yang terkait. Selain itu juga, diskusi dilakukan untuk membahas mengenai masalah-masalah yang sering terjadi pada proses pembuatan selai, sehingga dapat diketahui faktor-faktor yang memengaruhi kualitas selai.
3 KEADAAN UMUM PERUSAHAAN
3.1 Sejarah dan Perkembangan Perusahaan
PT Mayora Indah Tbk atau Mayora Group adalah salah satu kelompok usaha produk konsumen Indonesia di bidang pengolahan pangan, yang didirikan pada tanggal 17 Februari 1977. Perusahaan berdomisili di Tangerang dengan kantor pusat perusahaan berlokasi di Gedung Mayora, Jl. Tomang Raya No. 21-23, Jakarta.
Sesuai dengan Pasal 3 anggaran dasar perusahaan, ruang lingkup kegiatan perusahaan adalah menjalankan usaha dalam bidang industri perdagangan serta agen atau perwakilan. Perusahaan mulai beroperasi secara komersial pada bulan Mei 1978 dengan produksi utamanya biskuit. Perusahaan ini telah tercatat di Bursa Efek Jakarta sejak tanggal 4 Juli 1990, yang dalam hal ini mayoritas saham dimiliki oleh PT Unita Branindo sebanyak 32,93%.
Dewasa ini kelompok usaha PT Mayora Indah Tbk memiliki unit pengolahan makanan yang terletak di berbagai wilayah, yang salah satunya yakni terletak di kawasan industri MM2100 Cibitung, Bekasi. Jumlah karyawan pabrik di lokasi tersebut hingga saat ini terhitung sebanyak 2889 orang.
Perkembangan perusahaan ini terbilang pesat dan meluas. Dengan didukung oleh jaringan distribusi yang kuat, pemasaran produk sudah merambah hingga pasar internasional. Di luar negeri produk-produknya dapat dijumpai di negara Malaysia, Thailand, Philippina, Vietnam, Singapura, Hong Kong, Arab Saudi, Australia, Afrika, Italia hingga Amerika.
Perusahaan kini memiliki 10 pabrik yang ada di Indonesia, dengan 9 lini produk, yaitu:
Biskuit : Roma Kelapa, Sari Gandum, Better, Slai O’lai, Cheese Kress, Coffee Joy dan Malkist

5
Permen : Kopiko dan Kis Wafer : Beng Beng, Astor, Superstar, Zuper Keju dan
Sando Coklat : Choki-Choki Health Food : Energen Kopi : Torabika, Kopiko, Kopikap dan Ayam Merak Bubur : Super Bubur Mi instan : Mi Gelas Minuman : Vitazone, Teh Pucuk Harum dan Q Guava
3.2 Visi dan Misi Perusahaan
Perusahaan manufaktur produk biskuit dan permen baik nasional terlebih lagi global jumlahnya begitu banyak. Oleh sebab itu dalam mempertahankan kelangsungan usaha, perusahaan akan menghadapi persaingan. Untuk menuntun arah gerak usaha dan menepatkan posisi perusahaan mendatang di dalam persaingan usaha, diperlukan adanya pernyataan visi dan misi. visi merupakan rangkaian kaliamat yang menyatakan atau impian sebuah organisasi, atau perusahaan yang ingin dicapai di masa depan. Sedangkan misi merupakan kegiatan untuk mencapai sasaran/ target yang dilakukan untuk mewujudkan visi dan mencapai tujuan.
3.2.1 Visi
Menjadi perusahaan manufaktur Biskuit dan Candy terbesar di Indonesia dan Asia Tenggara, yang mengutamakan peningkatan mutu produk melalui pengembangan SDM yang handal dan teknologi yang lebih maju.
3.2.2 Misi
Meningkatkan mutu produk dengan mengendalikan Raw Material dan Packaging Material yang digunakan sesuai dengan SNI dan standar PT Mayora Indah Tbk.
Meningkatkan kemampuan sumber daya manusia dengan menyelenggarakan training, baik eksternal maupun internal secara periodik.
Mengembangkan penerapan teknologi yang lebih maju dalam proses produksi untuk meningkatkan kualitas produk.
3.3 Lokasi Perusahaan
PKL dilaksanakan di PT Mayora Indah Tbk yang terletak di Kawasan Industri MM2100, Jalan Jawa Blok H No. 10, Cibitung, Bekasi. Adapun batas-batas wilayah pabrik sebagai berikut. Sisi sebelah timur pabrik berbatasan dengan PT Riken, sisi sebelah selatan berbatasan dengan PT Scneder Electric, bagian barat berbatasan dengan PT Higashifuji Indonesia, dan bagian utara berbatasan dengan perusahaan PT Paramount Bed.

6
Area pabrik PT Mayora Indah Tbk cabang Cibitung menempati lahan seluas 60.000 m2. Lahan tersebut digunakan untuk ruangan kantor, laboratorium, ruangan pelatihan, ruangan meeting, line produksi, gudang raw material, gudang packaging material, gudang finish goods, unit pengolahan limbah cair yang digunakan yaitu waste water treatment plant (WWTP), area loker, toilet, kantin, koperasi, masjid, mushola, poliklinik, dan Bank Mayora.
3.4 Struktur Organisasi dan Ketenagakerjaan
Struktur Organisasi adalah struktur unit-unit kerja yang melaksanakan fungsi strategis maupun operasional dalam perusahaan. PT Mayora Indah Tbk, Bekasi dipimpin oleh seorang Factory Manager. Seluruh Factory Manager dipimpin oleh seorang General Manager yang bertugas untuk mengatur jalannya semua plant di perusahaan agar berjalan dengan baik dan melaporkan langsung kepada owner. Adapun tugas-tugas dan deskripsi dari setiap bagian dapat dilihat pada Tabel 1
7
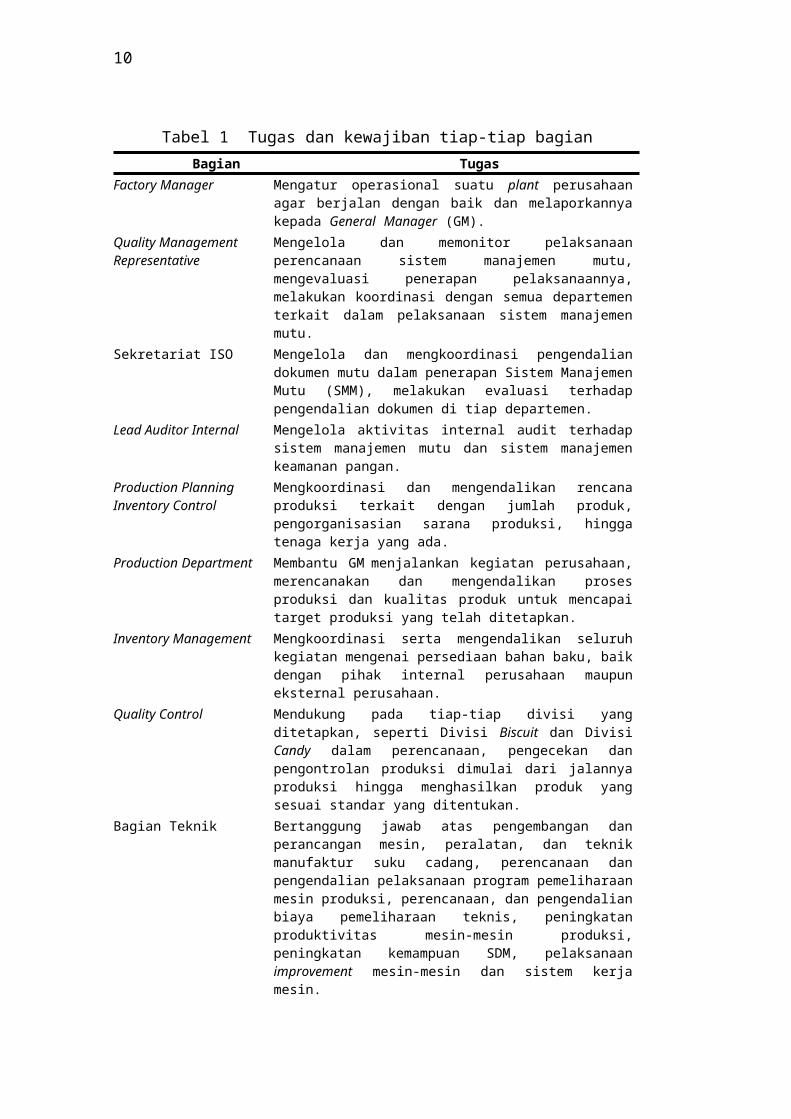
Tabel 1 Tugas dan kewajiban tiap-tiap bagianBagian Tugas
Factory Manager Mengatur operasional suatu plant perusahaan agar berjalan dengan baik dan melaporkannya kepada General Manager (GM).
Quality Management Representative
Mengelola dan memonitor pelaksanaan perencanaan sistem manajemen mutu, mengevaluasi penerapan pelaksanaannya, melakukan koordinasi dengan semua departemen terkait dalam pelaksanaan sistem manajemen mutu.
Sekretariat ISO Mengelola dan mengkoordinasi pengendalian dokumen mutu dalam penerapan Sistem Manajemen Mutu (SMM), melakukan evaluasi terhadap pengendalian dokumen di tiap departemen.
Lead Auditor Internal Mengelola aktivitas internal audit terhadap sistem manajemen mutu dan sistem manajemen keamanan pangan.
Production Planning Inventory Control
Mengkoordinasi dan mengendalikan rencana produksi terkait dengan jumlah produk, pengorganisasian sarana produksi, hingga tenaga kerja yang ada.
Production Department Membantu GM menjalankan kegiatan perusahaan, merencanakan dan mengendalikan proses produksi dan kualitas produk untuk mencapai target produksi yang telah ditetapkan.
Inventory Management Mengkoordinasi serta mengendalikan seluruh kegiatan mengenai persediaan bahan baku, baik dengan pihak internal perusahaan maupun eksternal perusahaan.
Quality Control Mendukung pada tiap-tiap divisi yang ditetapkan, seperti Divisi Biscuit dan Divisi Candy dalam perencanaan, pengecekan dan pengontrolan produksi dimulai dari jalannya produksi hingga menghasilkan produk yang sesuai standar yang ditentukan.
Bagian Teknik Bertanggung jawab atas pengembangan dan perancangan mesin, peralatan, dan teknik manufaktur suku cadang, perencanaan dan pengendalian pelaksanaan program pemeliharaan mesin produksi, perencanaan, dan pengendalian biaya pemeliharaan teknis, peningkatan produktivitas mesin-mesin produksi, peningkatan kemampuan SDM, pelaksanaan improvement mesin-mesin dan sistem kerja mesin.
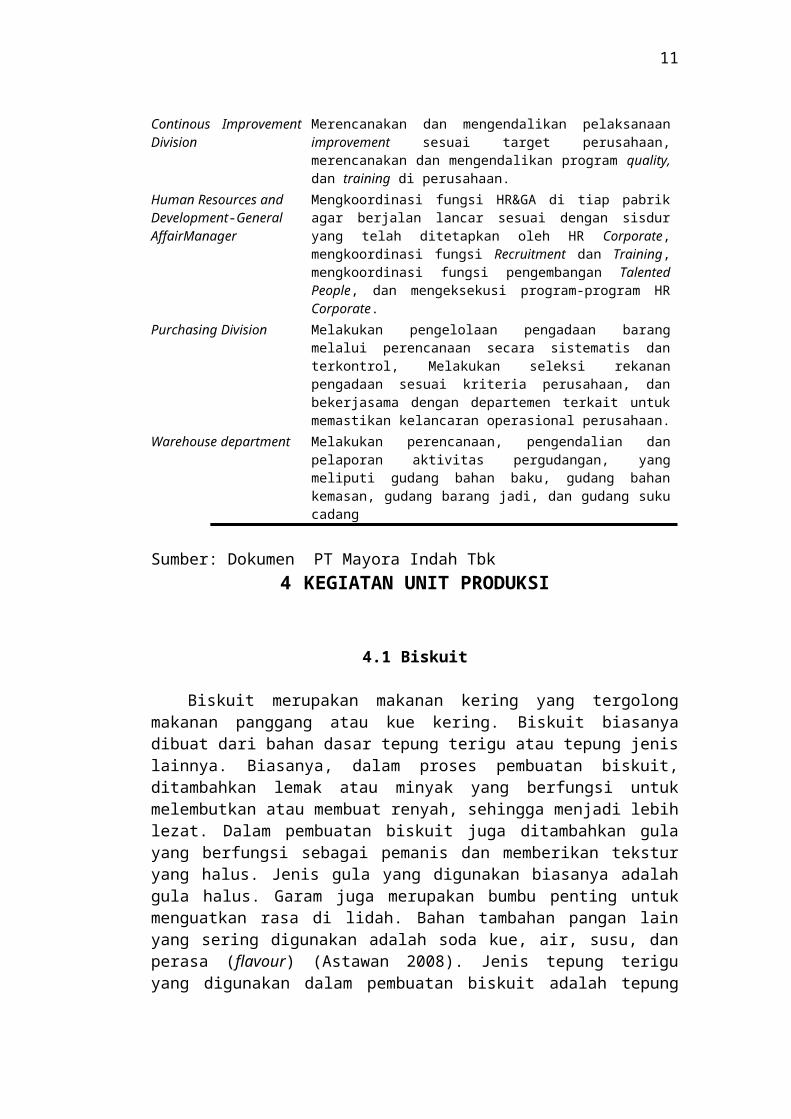
Continous Improvement Division
Merencanakan dan mengendalikan pelaksanaan improvement sesuai target perusahaan, merencanakan dan mengendalikan program quality, dan training di perusahaan.
Human Resources and Development-General AffairManager
Mengkoordinasi fungsi HR&GA di tiap pabrik agar berjalan lancar sesuai dengan sisdur yang telah ditetapkan oleh HR Corporate, mengkoordinasi fungsi Recruitment dan Training, mengkoordinasi fungsi pengembangan Talented People, dan mengeksekusi program-program HR Corporate.
Purchasing Division Melakukan pengelolaan pengadaan barang melalui perencanaan secara sistematis dan terkontrol, Melakukan seleksi rekanan pengadaan sesuai kriteria perusahaan, dan bekerjasama dengan departemen terkait untuk memastikan kelancaran operasional perusahaan.
Warehouse department Melakukan perencanaan, pengendalian dan pelaporan aktivitas pergudangan, yang meliputi gudang bahan baku, gudang bahan kemasan, gudang barang jadi, dan gudang suku cadang
Sumber: Dokumen PT Mayora Indah Tbk
8
4 KEGIATAN UNIT PRODUKSI
4.1 Biskuit
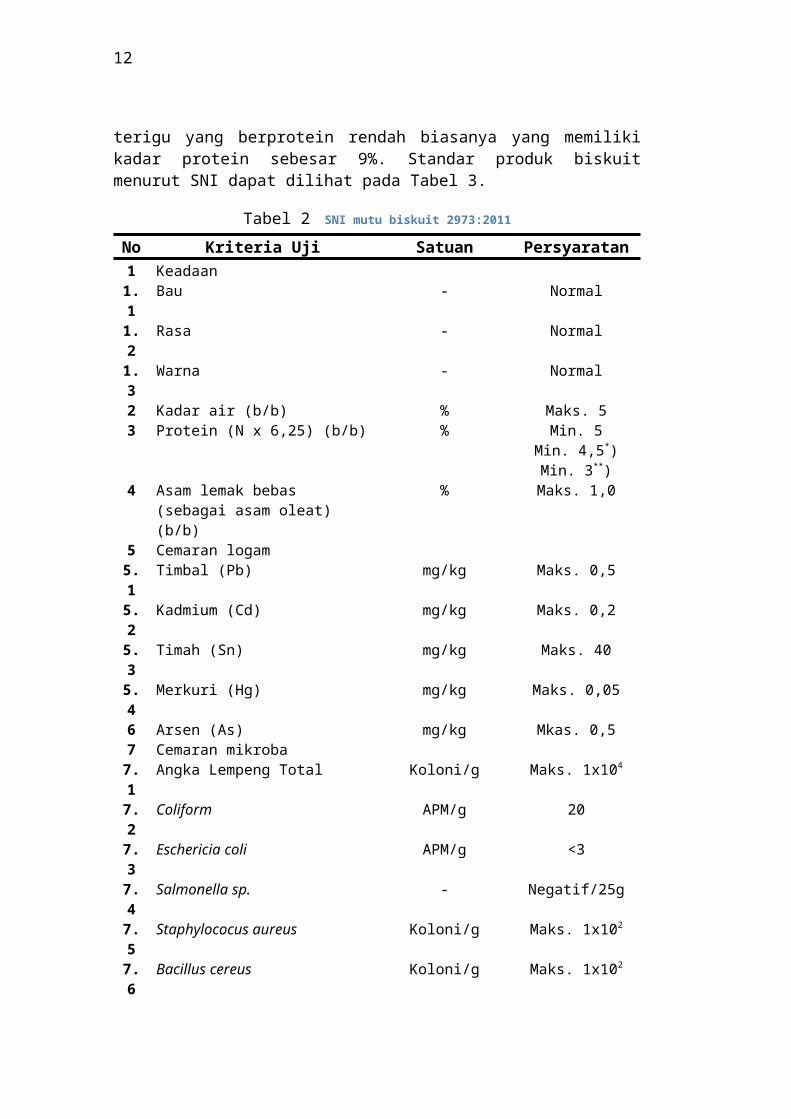
Biskuit merupakan makanan kering yang tergolong makanan panggang atau kue kering. Biskuit biasanya dibuat dari bahan dasar tepung terigu atau tepung jenis lainnya. Biasanya, dalam proses pembuatan biskuit, ditambahkan lemak atau minyak yang berfungsi untuk melembutkan atau membuat renyah, sehingga menjadi lebih lezat. Dalam pembuatan biskuit juga ditambahkan gula yang berfungsi sebagai pemanis dan memberikan tekstur yang halus. Jenis gula yang digunakan biasanya adalah gula halus. Garam juga merupakan bumbu penting untuk menguatkan rasa di lidah. Bahan tambahan pangan lain yang sering digunakan adalah soda kue, air, susu, dan perasa (flavour) (Astawan 2008). Jenis tepung terigu yang digunakan dalam pembuatan biskuit adalah tepung terigu yang berprotein rendah biasanya yang memiliki kadar protein sebesar 9%. Standar produk biskuit menurut SNI dapat dilihat pada Tabel 3.
Tabel 2 SNI mutu biskuit 2973:2011
No Kriteria Uji Satuan Persyaratan1 Keadaan
1.1 Bau - Normal1.2 Rasa - Normal1.3 Warna - Normal2 Kadar air (b/b) % Maks. 53 Protein (N x 6,25) (b/b) % Min. 5
Min. 4,5*)Min. 3**)
4 Asam lemak bebas (sebagai asam oleat) (b/b)
% Maks. 1,0
5 Cemaran logam 5.1 Timbal (Pb) mg/kg Maks. 0,55.2 Kadmium (Cd) mg/kg Maks. 0,25.3 Timah (Sn) mg/kg Maks. 405.4 Merkuri (Hg) mg/kg Maks. 0,056 Arsen (As) mg/kg Mkas. 0,57 Cemaran mikroba
7.1 Angka Lempeng Total Koloni/g Maks. 1x104
7.2 Coliform APM/g 207.3 Eschericia coli APM/g <37.4 Salmonella sp. - Negatif/25g7.5 Staphylococus aureus Koloni/g Maks. 1x102
7.6 Bacillus cereus Koloni/g Maks. 1x102
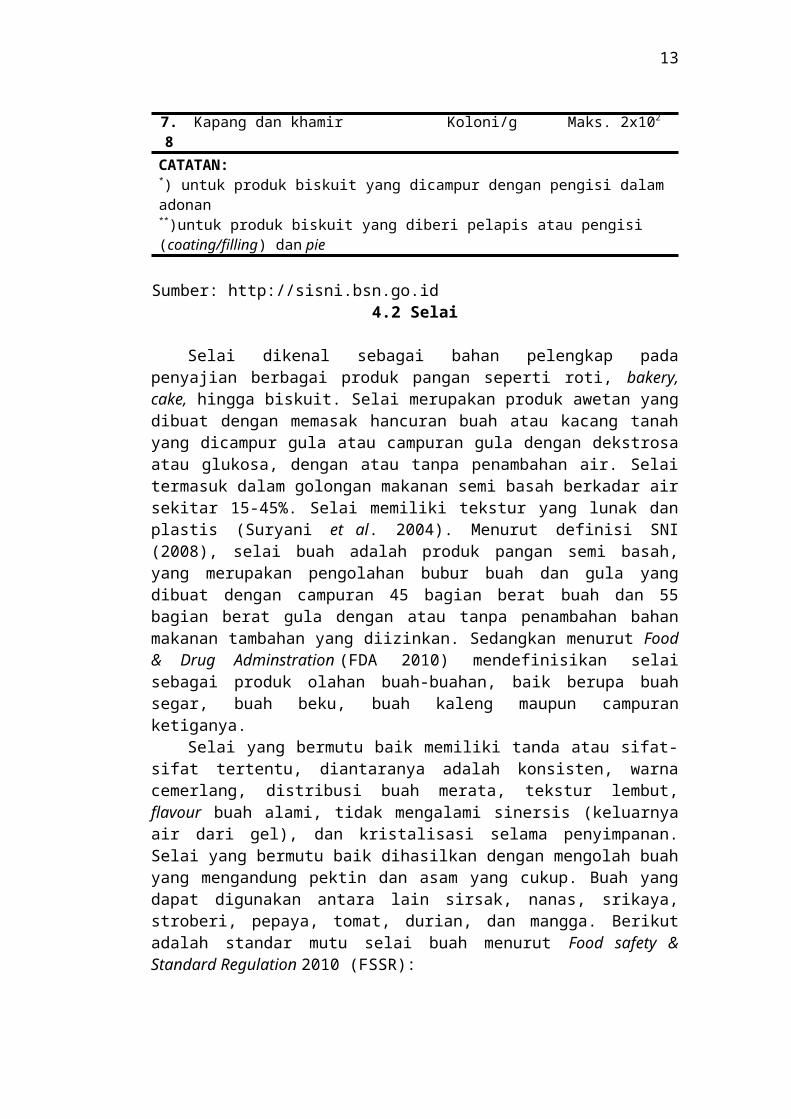
7.8 Kapang dan khamir Koloni/g Maks. 2x102
CATATAN:*) untuk produk biskuit yang dicampur dengan pengisi dalam adonan**)untuk produk biskuit yang diberi pelapis atau pengisi (coating/filling) dan pie
Sumber: http://sisni.bsn.go.id
9
4.2 Selai
Selai dikenal sebagai bahan pelengkap pada penyajian berbagai produk pangan seperti roti, bakery, cake, hingga biskuit. Selai merupakan produk awetan yang dibuat dengan memasak hancuran buah atau kacang tanah yang dicampur gula atau campuran gula dengan dekstrosa atau glukosa, dengan atau tanpa penambahan air. Selai termasuk dalam golongan makanan semi basah berkadar air sekitar 15-45%. Selai memiliki tekstur yang lunak dan plastis (Suryani et al. 2004). Menurut definisi SNI (2008), selai buah adalah produk pangan semi basah, yang merupakan pengolahan bubur buah dan gula yang dibuat dengan campuran 45 bagian berat buah dan 55 bagian berat gula dengan atau tanpa penambahan bahan makanan tambahan yang diizinkan. Sedangkan menurut Food & Drug Adminstration (FDA 2010) mendefinisikan selai sebagai produk olahan buah-buahan, baik berupa buah segar, buah beku, buah kaleng maupun campuran ketiganya.
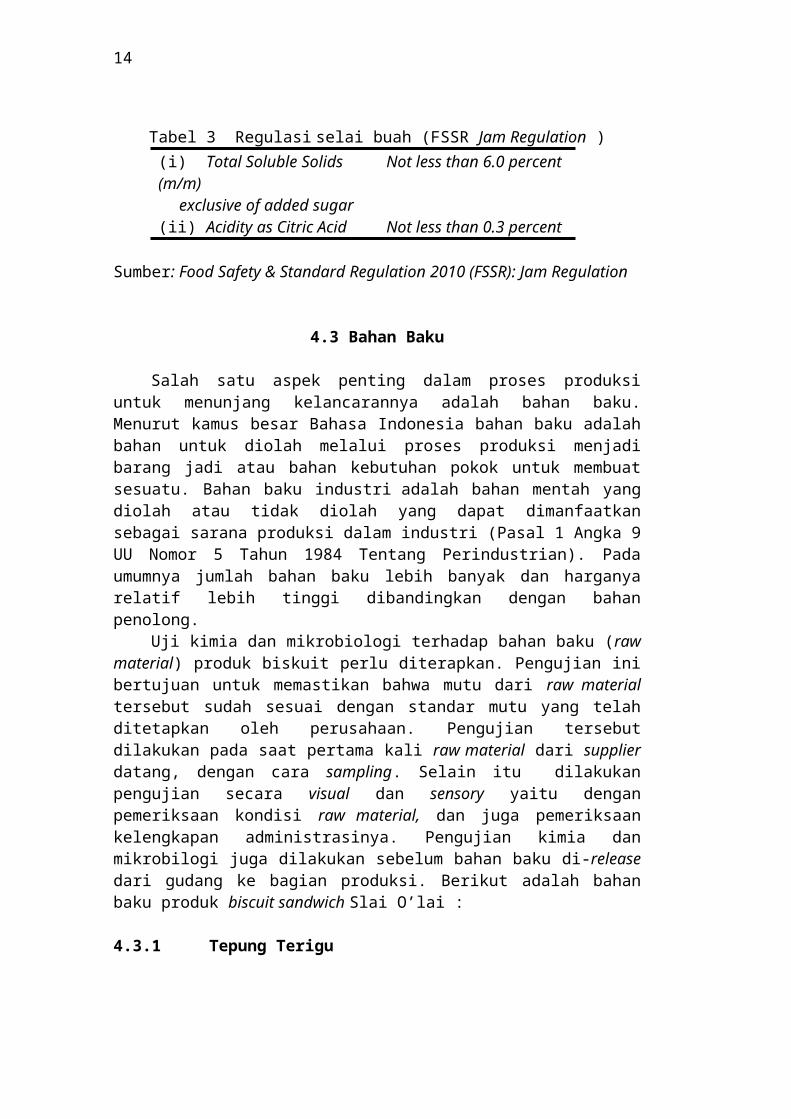
Selai yang bermutu baik memiliki tanda atau sifat-sifat tertentu, diantaranya adalah konsisten, warna cemerlang, distribusi buah merata, tekstur lembut, flavour buah alami, tidak mengalami sinersis (keluarnya air dari gel), dan kristalisasi selama penyimpanan. Selai yang bermutu baik dihasilkan dengan mengolah buah yang mengandung pektin dan asam yang cukup. Buah yang dapat digunakan antara lain sirsak, nanas, srikaya, stroberi, pepaya, tomat, durian, dan mangga. Berikut adalah standar mutu selai buah menurut Food safety & Standard Regulation 2010 (FSSR):
Tabel 3 Regulasi selai buah (FSSR Jam Regulation )(i) Total Soluble Solids (m/m) exclusive of added sugar
Not less than 6.0 percent
(ii) Acidity as Citric Acid Not less than 0.3 percent
Sumber: Food Safety & Standard Regulation 2010 (FSSR): Jam Regulation
4.3 Bahan Baku
Salah satu aspek penting dalam proses produksi untuk menunjang kelancarannya adalah bahan baku. Menurut kamus besar Bahasa Indonesia bahan baku adalah bahan untuk diolah melalui proses produksi menjadi barang jadi atau bahan kebutuhan pokok untuk membuat sesuatu. Bahan baku industri adalah bahan mentah yang diolah atau tidak diolah yang dapat dimanfaatkan sebagai sarana produksi dalam industri (Pasal 1 Angka 9 UU Nomor 5 Tahun 1984 Tentang Perindustrian). Pada umumnya jumlah bahan baku lebih banyak dan harganya relatif lebih tinggi dibandingkan dengan bahan penolong.
Uji kimia dan mikrobiologi terhadap bahan baku (raw material) produk biskuit perlu diterapkan. Pengujian ini bertujuan untuk memastikan bahwa mutu dari raw material tersebut sudah sesuai dengan standar mutu yang telah ditetapkan oleh perusahaan. Pengujian tersebut dilakukan pada saat pertama kali raw material dari supplier datang, dengan cara sampling. Selain itu dilakukan pengujian secara visual dan sensory yaitu dengan pemeriksaan kondisi raw
10
material, dan juga pemeriksaan kelengkapan administrasinya. Pengujian kimia dan mikrobilogi juga dilakukan sebelum bahan baku di-release dari gudang ke bagian produksi. Berikut adalah bahan baku produk biscuit sandwich Slai O’lai :
4.3.1 Tepung Terigu
Tepung terigu adalah tepung atau bubuk yang berasal dari bulir gandum yang dihaluskan. Tepung pada umumnya merupakan bahan baku utama dalam pembuatan biskuit. Tepung terigu tidak memberikan kontribusi banyak pada aspek rasa, kecuali apabila disertakan penambahan dedak. Penambahan dedak berkontribusi kuat dengan tekstur hasil panggangan, kekerasan dan bentuk biskuit (Manley 2000). Tepung terigu mengandung banyak zat pati, yaitu karbohidrat kompleks yang tidak larut dalam air. Jenis tepung terigu yang dipakai untuk pembuatan biskuit pada produk Slai O’lai adalah tepung terigu tanpa dedak dan berprotein rendah (pastry flour), yakni yang mengandung protein sekitar 6%-8%. Di dalam pengolahan biskuit sendiri selain dapat mempengaruhi tekstur produk akhir juga meningkatkan nilai gizi berupa energi.
4.3.2 Susu BubukSusu, mentega dan keju merupakan ramuan tradisional untuk memanggang
karena rasa dan nilai gizinya yang luar biasa (Manley 2000). Dengan kata lain susu berfungsi sebagai peningkat gizi. Kandungan gula pada susu memiliki sifat yang sama, yaitu sebagai pewarna kulit. Protein susu mengandung banyak lysine (asam amino) yang jumlahnya lebih banyak dibandingkan dengan jumlah lysine pada tepung terigu. Pemberian susu diharapkan dapat memberikan gizi yang lengkap pada produk biscuit (Yayath 2009). Susu juga berfungsi sebagai penambah aroma dan cita rasa.
4.3.3 Gula
Gula terdapat dalam berbagai bentuk, yaitu sukrosa, glukosa, fruktosa dan dekstrosa. Sukrosa adalah gula yang dikenal sehari-hari sebagai gula pasir dan banyak digunakan dalam industri makanan, baik dalam bentuk kristal halus atau kasar maupun dalam bentuk cair (Endang 2005). Sukrosa dapat memperkuat cita rasa, meningkatkan kekentalan dan memperbaiki tekstur. Sukrosa yang berlebihan akan menutupi cita rasa yang dikehendaki, sedangkan kekurangan sukrosa akan menyebabkan rasa yang hambar.
Tujuan penambahan gula dalam pembuatan selai selain sebagai penambah cita rasa, tetapi juga berfungsi untuk memperoleh tekstur, dan penampakan yang ideal serta berpengaruh terhadap kekentalan gel. Sifat ini disebabkan karena gula dapat menyerap air (Winarno 2004). Selain itu, gula dapat pula berfungsi sebagai pengawet pada konsistensi tinggi paling sedikit 40% padatan terlarut. Larutan gula dapat mencegah pertumbuhan bakteri, ragi dan kapang. Mekanismenya, gula menyebabkan dehidrasi sel mikroba sehingga sel mikroba mengalami plasmolisis dan menghambat siklus perkembangbiakannya. Dalam pembuatan selai, teknik pengawetan dikombinasikan pula dengan tingkat keasaman rendah, pasteurisasi, dan penambahan bahan kimia seperti asam benzoat. Gula yang ditambahkan pada proses pembuatan selai berpengaruh terhadap keseimbangan pektin-air yang ada (Yuliani 2011).

11
4.3.4 Puree buahPuree buah merupakan produk antara dari pengolahan buah-buahan, dan
merupakan bahan baku industri jus, syrup serta industri pangan lainnya (Ariani 2012). Puree buah yang dimaksud di atas berupa hasil hancuran daging buah yang ditambahkan dengan beberapa bahan lain dengan konsistensi bubur. Puree buah yang digunakan pada proses produksi Slai O’lai perisa blueberry yaitu puree buah apel. Puree buah apel ini merupakan bahan baku yang digunakan dalam pembuatan selai dengan perisa blueberry. Puree buah apel dipilih karena teksturnya yang baik untuk dijadikan selai.
4.3.5 AirAir digunakan sebagai media pelarut gula baik sukrosa, fruktosa maupun
glukosa sehingga gula-gula tersebut menjadi kental karena adanya pemanasan dengan suhu tinggi dan juga sifatnya yang mengikat air. Air digunakan dalam pembuatan biskuit maupun selai pada produk Slai O’lai. Air yang digunakan pada proses produksi yakni air yang telah melalui proses filtrasi dan sinar UV.
4.3.6 Lecithin
Lecithin digunakan secara komersil untuk keperluan pengemulsi atau pelumas. Merupakan kelompok phospolipida berupa cairan kental yang berfungsi untuk menjaga mentega dan komposisi selai lainnya tetap menyatu. Jenis lecithin yang digunakan pada proses produksi selai perisa blueberry tersebut yakni lecithin yang terbuat dari kacang kedelai.
4.3.7 GaramGaram dikenal sebagai penyedap masakan dan pengawet masakan alami.
Fungsi penambahan garam dalam pembuatan biskuit adalah untuk menciptakan rasa gurih, membangkitkan rasa dan aroma bahan-bahan lain, meningkatkan ekstensibilitas adonan, dan berfungsi sebagai pengawet. Konsentrasi yang paling efektif adalah sekitar 1-1,5% dasar pada berat tepung. Pada tingkat konsentrasi garam lebih dari 2,5% menimbulkan rasa tidak menyenangkan pada biskuit (Manley 2000).
4.3.8 Bahan PengembangBahan pengembang adalah bahan tambahan pangan yang digunakan dalam
pembuatan roti dan kue yang berfungsi untuk mengembangkan adonan agar adonan menggelembung atau bertambah volumenya, demikian juga pada saat adonan dipanggang dapat lebih mengembang. Penambahan bahan pengembang dalam adonan menghasilkan gas karbon dioksida. Gas karbon dioksida tersebut kemudian terperangkap didalam gluten (komponen protein yang ada dalam tepung terigu) sehingga adonan menjadi mengembang. Jenis bahan pengembang yang digunakan pada pembuatan biskuit Slai O’lai adalah amonium bikarbonat dan natrium bikarbonat.
12
4.3.9 Mentega
Mentega adalah produk makanan berbentuk padat lunak yang dibuat dari lemak atau krim susu atau campurannya, dengan atau tanpa penambahan garam atau bahan lain yang diizinkan, serta minimal mengandung 80% lemak susu (SNI 01-3744:1995). Fungsi penambahan mentega dalam pembuatan selai adalah melembabkan adonan selai. Mentega juga berfungsi untuk memberikan rasa gurih, penampakan glossy, penambahan nilai gizi, serta tekstur yang lembut. Mentega yang digunakan yakni mentega yang tanpa penambahan garam (unsalted butter)
4.3.10 Minyak Nabati
Minyak nabati adalah minyak yang diekstrak dari berbagai bagian tumbuhan. Minyak ini digunakan sebagai makanan, menggoreng, pelumas, bahan bakar, bahan pewangi, pengobatan, dan berbagai penggunaan industri lainnya. Beberapa jenis minyak nabati yang biasa digunakan untuk pengolahan pangan ialah minyak kelapa sawit, minyak jagung, minyak zaitun, minyak lobak, minyak kedelai, dan minyak bunga matahari. Minyak nabati yang digunakan dalam pengolahan biskuit pada produk Slai O’lai adalah minyak nabati dari kelapa sawit.
4.4 Proses Produksi
Proses produksi berjalan dengan melibatkan manusia (operator dan helper), mesin, metode, material, dan lingkungan produksi. Hal tersebut dimaksudkan untuk menghasilkan produk yang diinginkan sesuai spesifikasi, mutu dan kualitas yang telah ditetapkan. Proses produksi biscuit sandwich Slai O’lai blueberry di PT mayora Indah Tbk, Bekasi dilakukan secara terpisah antara biskuit dan selai dengan selang waktu satu hari (selai dibuat lebih dulu). Seluruh tahapan proses pembuatan biskuit dan selai dilakukan sesuai dengan prosedur dan standar yang berlaku.
4.4.1 Biskuit Tahap-tahap pengolahan biskuit disusun untuk menghasilkan biskuit yang
sesuai spesifikasi dan standar yang telah ditetapkan oleh perusahaan. Hal tersebut dilakukan demi tercapainya kualitas biskuit yang diinginkan. Tahapan pembuatan biskuit dimulai dari weighing raw material, mixing cairan, mixing adonan, resting, moulding, cooking, hingga cooling.
a. Weighing
Weighing (penimbangan) merupakan tahap persiapan raw material dengan takaran-takan yang sudah ditentukan. Bahan-bahan yang dipesiapkan diantaranya tepung terigu, minyak nabati, gula, susu bubuk, bahan pengembang (ammonium bikarbonat, natrium bikarbonat), pewarna makanan. Sebelum dilakukan penimbangan, bahan-bahan baku tersebut telah melalui pengecekan laboratorium.
b. Mixing
13
Ada dua tahap proses mixing (pencampuran) dalam pembuatan biskuit, yang pertama adalah mixing pembuatan cairan dengan mencampur susu bubuk, minyak nabati, gula, air, dan bahan pengembang. Tahap kedua yaitu pencampuran tepung terigu dengan cairan hasil mixing pertama selama kurang lebih empat menit hingga benar-benar tercampur merata. Pengawasan mutu yang dilakukan pada proses ini diantaranya suhu dan waktu mixing.
c. RestingAdonan hasil mixing tidak langsung dilakukan pencetakan, namun adonan
harus dikondisikan (resting) terlebih dahulu. Tujuan dari resting yakni untuk mencapai kestabilan pada teksturnya (kokoh). Resting dilakukan selama kurang lebih 90 menit.
d. MouldingMoulding atau pencetakan adalah proses pembagian adonan ke dalam
bentuk yang lebih kecil dengan bentuk yang diinginkan. Pencetakan dilakukan setelah adonan melalui metal detector. Pencetakan dilakukan dengan rotary moulding dengan dua tipe cetakan dalam satu roll yaitu cetakan untuk biskuit bagian atas sandwich dan cetakan biskuit bagian bawah sandwich.
e. BakingBaking (pemanggangan) merupakan proses termal dengan suhu tinggi.
Pemanggangan bertujuan untuk membentuk karakteristik produk yang diinginkan seperti struktur, tekstur, flavour, dan warna. Pemanggangan dilakukan melalui oven sepanjang 100 meter selama 4 menit. Pemanggangan terbagi dalam dua tahap yaitu pemangganan secara langsung dan pemanggangan tidak langsung.
f. CoolingBiskuit yang keluar dari oven harus melalui proses cooling dengan tujuan
mencegah terjadinya kondensasi saat pengemasan. Cooling dilakukan dengan menjalankan biskuit pada cooling conveyor sepanjang 150 meter dengan waktu 20 menit. Pengawasan mutu yang dilakukan pada tahap ini diantaranya organoleptik (warna, penampakan, tekstur, dan aroma), dimensi biskuit (diameter dan tebal), berat, dan moisture content biskuit.
g. Creaming dan SandwichingCreaming atau jamming adalah proses pembubuhan selai pada biskuit yang
selanjutnya dilakukan proses sandwiching. Pengawasan mutu pada proses ini adalah berat selai, penampakan selai, penampakan sandwich, dan berat selai. Creaming dan sandwiching dilakukan dalam satu mesin yang sama.
4.4.2 SelaiPembuatan selai juga dilakukan dengan melalui beberapa tahap. Tahap
pembuatannya diawali dengan penimbangan raw material, mixing dan cooking yang dilakukan dengan beberapa tahap, vacuum, filling, hingga aging. Tahap mixing, cooking, dan vacuum selai dirancang oleh perusahaan dilakukan dalam satu mesin yang sama.
14
a. WeighingBerbeda dengan penimbangan pada tepung terigu dan cairan gula pada
proses pembuatan biskuit yang dilakukan secara otomatis, penimbangan raw material pada proses pembuatan selai seluruhnya dilakukan secara manual. Hal ini karena jumlah dari setiap raw material yang disiapkan untuk digunakan dalam proses pembuatan selai relatif sedikit. Raw material untuk pembuatan selai yang dipersiapkan dan ditimbang sesuai takaran di antaranya glucose, fructose, glicerine, sari buah blueberry, puree apel, perisa blueberry, dan pewarna makanan.
b. Mixing dan CookingMixing bahan-bahan baku selai dilakukan secara bersamaan dengan proses
cooking dalam satu mesin cooker tank dengan beberapa tahap mixing. Parameter mutu yang yang dikendalikan pada proses ini adalah suhu dan brix selai. Pengontrolan brix dilakukan sebagai tindakan preventif agar selai produk Slai O’lai tidak meleber pada saat proses creaming dan sandwiching. Brix selai diatur hingga mencapai spesifikasi selai yang sudah ditetapkan oleh PT Mayora Indah. Kondisi selai dengan brix tersebut juga diharapkan dapat memperpanjang self life dari selai.
c. VacuumSelai memiliki tekstur semi basah. Jumlah air yang digunakan dalam proses
pembuatannya terbilang cukup banyak. Oleh karena itu proses vacuum (vakum) diperlukan untuk mengurangi kadar air di dalamnya. Mekanisme proses vakum yakni menguapkan air dengan suhu yang tidak terlalu tinggi agar tetap menjaga tekstur dan kandungan gizi dari selai.
d. FillingFilling atau pemasukan selai ke dalam container plastik dilakukan saat selai
selesai dimasak dan dicampur, dan siap untuk ditransfer ke ruang aging. Filling selai ke dalam container plastik dilakukan secara manual oleh operator. Untuk satu cooker tank dibutuhkan 21 sampai 25 container plastik.
e. AgingTujuan dari aging atau pemeraman pada selai adalah untuk menurunkan
suhu selai secara perlahan hingga pada suhu standar yang ditentukan. Aging dilakukan pada suhu ruang aging yang berkisar antara 26oC sampai 27oC. Tujuan lain dari proses aging yakni untuk mendapatkan tekstur selai yang diinginkan. Pengawasan mutu pada proses ini adalah pada suhu ruang aging dan waktu aging-nya. Proses aging berlangsung selama satu hari.
15
5 SISTEM PENGENDALIAN MUTU
5.1 Mutu
5.1.1 Definisi Kualitas/Mutu
Mutu merupakan gambaran total sifat dari suatu produk atau jasa. Dalam Kamus Indonesia-Inggris kata mutu memiliki arti dalam bahasa Inggris quality, yang artinya taraf, tingkatan kebaikan, atau nilaian sesuatu. Jadi mutu berarti kualitas atau nilai kebaikan suatu hal (Nur 2009).
Definisi kualitas menurut Cateora dan Graham dibedakan ke dalam dua dimensi, kualitas dari prespektif pasar dan kualitas kinerja. Menurut Goetsch dan Davis dalam buku Manajemen Jasa (Tjiptono 2002), kualitas didefinisikan sebagai kondisi dinamis yang berhubungan dengan produk, jasa, SDM, proses, dan lingkungan yang memenuhi atau melebihi harapan. Lovelock dalam buku Laksana, mendefinisikan kualitas sebagai tingkat mutu yang diharapkan, dan pengendalian keragaman dalam mencapai mutu tersebut untuk memenuhi kebutuhan konsumen.
Kata kualitas dari definisi di atas banyak perbedaan dan bervariasi mulai dari yang konvensional hingga yang lebih strategis. Definisi konvensional dari kualitas biasanya menggambarkan karakteristik suatu produk seperti kinerja (performance), keandalan (reliability), mudah dalam penggunaan (easy of use), dan sebagainya. Sedangkan dalam definisi strategis dinyatakan bahwa kualitas adalah segala sesuatu yang mampu memenuhi keinginan dan kebutuhan pelanggan (meeting the needs of customers).
Berdasarkan pengertian kualitas, baik yang konvensional maupun yang lebih strategis oleh Gaspersz, dinyatakan bahwa pada dasarnya kualitas mengacu kepada pengertian pokok yaitu kualitas terdiri dari sejumlah keistimewaan produk, baik keistimewaan langsung, maupun keistimewaan atraktif yang memenuhi keinginan pelanggan dan dengan demikian memberikan kepuasan atas penggunaan produk. Dalam membahas definisi kualitas atau mutu, perlu diketahui definisi mutu produk yang disampaikan oleh lima pakar Manajemen Mutu Terpadu (Total Quality Management) (Nur 2009). Berikut ini definisi-definisi tersebut:
1) Juran menyebutkan bahwa mutu produk adalah kecocokan penggunaan produk untuk memenuhi kebutuhan dan kepuasan pelanggan.
2) Crosby mendefinisikan mutu adalah conformance to requirement, yaitu sesuai dengan yang disyaratkan atau distandarkan.
3) Deming mendefinisikan mutu, bahwa mutu adalah kesesuaian dengan kebutuhan pasar.
4) Feigenbaum mendefinisikan mutu adalah kepuasan pelanggan sepenuhnya.
5) Garvin dan Davis menyebutkan bahwa mutu adalah suatu kondisi dinamis yang berhubungan dengan produk, manusia/tenaga kerja, proses dan tugas, serta lingkungan yang memenuhi atau melebihi harapan pelanggan atau konsumen.
16
Meskipun tidak ada definisi mutu yang diterima secara universal, namun dari kelima definisi diatas terdapat beberapa persamaan, yaitu dalam elemen-elemen sebagai berikut:
1) Mutu mencakup usaha memenuhi atau melebihi harapan pelanggan.2) Mutu mencakup produk, tenaga kerja, proses, dan lingkungan.3) Mutu merupakan kondisi yang selalu berubah (misalnya apa yang
dianggap merupakan telah bermutu saat ini, mungkin dianggap kurang bermutu pada masa mendatang).
Dari uraian di atas dapat disimpulkan bahwa mutu adalah kesesuaian serangkaian karakteristik produk atau jasa dengan standar yang ditetapkan perusahaan berdasarkan syarat, kebutuhan dan keinginan konsumen (Muhandri dan kadarisman 2008).
5.1.2 Standar-Standar MutuStandar mutu dibuat karena ada tuntutan pasar terhadap mutu produk dan
jasa yang dibeli konsumen. Standar merupakan karakteristik atau ketentuan teknis yang dibuat untuk keperluan menyediakan acuan bagi kegiatan atau hasil kegiatan tertentu, baik itu barang maupun jasa (Aperlindo 2013). Standar mutu produk terdiri dari standar barang/jasa dan standar pelanggan (Nur 2009). Standar barang dan jasa tersebut di atas terdiri dari:
1) Kesesuaian dengan spesifikasi2) Kesesuaian dengan tujuan dan manfaat3) Tanpa cacat (Zero Defects)4) Selalu baik sejak awal
Standar pelanggan tersebut di atas terdiri dari:1) Kepuasan pelanggan2) Memenuhi kebutuhan pelanggan3) Menyenangkan pelanggan
Tujuan dari pengendalian mutu adalah untuk memenuhi produk yang bermutu tinggi. Produk yang dihasilkan harus sesuai dengan standar yang diminta oleh konsumen (buyer) atau pelanggan maka di sisi lain adalah faktor kepuasan pelanggan. Kepuasan pelanggan adalah menjadi perhatian dari mutu produk, karena selama produk tersebut diproses dan dalam kondisi di bawah proses pengendalian maka selama produksi tersebut berjalan, produk tersebut telah sesuai dengan apa yang menjadi harapan pelanggan buyer. Pengendalian mutu yang dilakukan oleh PT Mayora Indah Tbk, Bekasi melibatkan departemen QC. Departemen QC berfungsi merencanakan dan mengendalikan mutu (Incoming Quality Control, Process Quality Control dan Outgoing Quality Control) sesuai spesifikasi yang ditetapkan.
5.2 Quality Management
Pada dasarnya manajemen kualitas atau Quality Management, atau manajemen kualitas terpadu (total quality management) didefinisikan sebagai suatu cara meningkatkan performansi secara terus menerus (continuous performance improvement) pada setiap level operasi atau proses, dalam setiap area
17
fungsional dari suatu organisasi, dengan menggunakan semua SDM dan modal yang tersedia.
ISO 8402 (quality vocabulary) mendefinisikan manajemen kualitas sebagai semua aktivitas dari fungsi manajemen secara keseluruhan yang menentukan kebijaksanaan kualitas, tujuan-tujuan dan tanggung jawab, serta mengimplementasikannya melalui alat-alat seperti perencanaan kualitas (quality planning), pengendalian kualitas (quality control), jaminan kualitas (quality assurance), dan peningkatan kualitas (quality improvement). Tanggung jawab untuk manajemen kualitas ada pada semua level dari manajemen, tetapi harus dikendalikan oleh manajemen puncak (top management), dan implementasinya harus melibatkan semua anggota organisasi.
5.2.1 Quality Planning
Perencanaan kualitas atau dapat disebut juga quality planning melibatkan aktivitas sebagai berikut:
1) Identifikasi pelanggan. Setiap orang yang akan dipengaruhi adalah pelanggan.
2) Menentukan kebutuhan pelanggan.3) Menciptakan keistimewaan produk yang dapat memenuhi kebutuhan
pelanggan.4) Menciptakan proses yang mampu menghasilkan keistimewaan produk
dibawah kondisi operasi.5) Mentransfer /mengalihkan proses ke operasi.
5.2.2 Quality Control
Pengendalian kualitas atau Quality Control secara umum didefinisikan sebagai sebuah sistem yang digunakan untuk mencapai tingkatan kualitas yang diinginkan dari sebuah produk atau jasa. Quality Control adalah kegiatan inspecting, testing dan grading dengan menggunakan statistik sebagai analisa data yang tepat sebagai jawaban untuk pembanding dan estimasi yang baik dan yang tidak baik dipisah-pisahkan (grading) untuk mencari mana yang dapat diterima (accept) dan mana yang ditolak (reject). Tujuannya adalah untuk mendapatkan spesifikasi produk atau jasa sesuai dengan kualitas yang diharapkan. Pengendalian kualitas ini dilakukan ketika proses pembuatan barang hingga selesai dan sampai barang tersebut berada ditangan konsumen sehingga diharapkan ketika produk itu sudah jadi maka produk tersebut sesuai dengan kualitas yang diharapkan. Keuntungan pengendalian kualitas bagi barang atau jasa antara lain:
1) Dapat melakukan perbaikan kualitas barang atau jasa.2) Secara berkelanjutan sistem dievaluasi dan dimodifikasi untuk
memenuhi kebutuhan pelanggan yang dinamis.3) Meningkatkan produktivitas yang merupakan tujuan perusahaan. Di
antaranya melalui penurunan scrap dan proses ulang serta penurunan leadtime, pembuatan parts.
4) Menurunkan biaya produksi. Ada banyak metode dan tools yang digunakan untuk melakukan Quality
Control statistik namun yang terkenal adalah dengan menggunakan Seven tools atau ada yang menyebutnya dengan seven magnificent tools yaitu
18
menggunakan : Flowchart, Check Sheet, Histogram, Scatter Plot, Control Chart, Fishbone Diagram (Ishikawa Diagram), dan Pareto Diagram (Wibisono 2011).
5.2.3 Quality Improvement
Pendekatan terhadap perbaikan kualitas atau quality improvement mencakup hal – hal sebagai berikut:
1) Menciptakan kesadaran dari kebutuhan dan kesempatan untuk perbaikan/peningkatan.
2) Mengamanatkan/menugaskan peningkatan kualitas, dan membuatnya sebagai bagian dari setiap deskripsi pekerjaan.
3) Menciptakan infrastruktur : menetapkan dewan kualitas, memilih proyek untuk perbaikan, menentukan/menunjuk tim, menyiapkan fasilitator.
4) Memberikan pelatihan tentang bagaimana meningkatkan kualitas.5) Meninjau kembali kemajuan secara teratur.6) Memberikan penghargaan kepada tim pemenang.7) Mempropagandakan/mempopulerkan hasil-hasil perbaikan kualitas.8) Memperbaiki sistem balas jasa (reward system) dalam menjalankan
tingkat perbaikan kualitas.9) Mempertahankan momentum melalui perluasan rencana bisnis yang
mencakup sasaran untuk peningkatan kualitas.
5.3 Pengawasan Mutu Bahan Baku Selai
Pengawasan mutu bahan baku produk Slai O’lai dilakukan secara fisik, kimia, dan biologi. Bahan baku yang diterima dari supplier secara langsung dilakukan inspeksi pada saat penerimaan mulai dari surat-surat hingga life time bahan baku. Pengendalian bahan baku dilakukan dengan pengambilan sampel untuk selanjutnya dilakukan analisa laboratorium. Proses analisa ini merupakan proses penentuan status bahan baku “diterima” atau “ditolak”. Jika kriteria bahan baku yang telah melalui proses analisa laboratorium secara keseluruhan sesuai dengan standar, maka akan masuk ke gudang penyimpanan bahan baku untuk produksi. Namun jika kriteria bahan baku tidak sesuai dengan standar, maka bahan baku akan ditolak dan dilakukan return kepada supplier.
5.4 Pengawasan Mutu Proses Produksi Selai
Setiap proses produksi memiliki beberapa kemungkinan penyimpangan yang terjadi pada setiap tahapnya. Penyimpangan yang mungkin terjadi yakni kontaminasi yang terdapat pada bahan baku, kontaminasi silang, dimensi produk dan sebagainya yang berkaitan dengan mutu produk terutama yang menyangkut dengan kesehatan orang yang mengkonsumsi produk tersebut sehingga diperlukan pengawasan mutu pada proses produksi. Pengawasan pertama dilakukan pada proses pemasakan dan mixing selai di cooker tank dengan tujuan mematikan bakteri dan jamur yang ada pada bahan baku, dan mengkondisikan selai jadi agar bakteri dan jamur tidak hidup dan berkembang kembali. Parameter yang harus
19
dilakukan pengawasan di antaranya, suhu pemasakan, tekanan vacuum, dan brix. Pengawasan mutu dilakukan juga pada suhu ruang aging selai hingga suhu produk siap pakai sesuai dengan standar Mayora. Proses aging dilakukan dalam waktu yang lama agar tidak merusak tekstur dari selai (pengerasan pada bagian permukaan saja, pendinginan tidak merata).
5.5 Pengawasan Mutu Produk Akhir
Pengawasan mutu produk akhir dilakukan dengan pengecekan mesin creaming dan mesin packing, memastikan mesin-mesin tersebut dalam keadaan stabil. Pengecekan mesin creaming dan packing meliputi, berat selai yang dikeluarkan mesin creaming per pieces sandwich agar tidak keluar dari range standar sebesar 1,8 sampai dengan 2,1 gram, kekencangan rantai jalur penghantar biskuit, suhu seal kemasan, dan pengecekan kualitas kemasan dengan metode vacuum untuk mengetahui tingkat kualitas seal kemasan produk. Produk yang sudah jadi kemudian disimpan di gudang dan diberikan status oleh QC. Status yang diberikan antara lain adalah: 1) boleh, berarti produk telah siap untuk dipasarkan, 2) tunda, terjadi kesalahan teknis pada mesin yang kurang baik, atau belum diberi waktu kadaluwarsa, 3) reject, karena terjadi penyimpangan seperti warna produk berubah, bocor setelah dikemas di dalam karton, maupun terdapat kandungan yang tidak sesuai.
6 HASIL DAN PEMBAHASAN
6.1 Pengumpulan Data
Data-data yang didapat selama masa observasi pada PT Mayora Indah Tbk, Bekasi berkenaan dengan masalah yang akan dibahas dalam pengamatan yang dilakukan di antaranya sebagai berikut:
1) Data komplain konsumen produk Slai O’lai 2012-1013.2) Data sampling berat selai per pieces biscuit sandwich yang dihasilkan
oleh tiap-tiap mesin yang berbeda, yaitu mesin creaming 66, 67, 68, 69, 71, 72, 73, dan 74 selama enam hari, yang kemudian dilakukan pengamatan lebih lanjut pada mesin yang menghasilkan data fluktuatif.
3) Data berat selai, letak jatuhnya selai dan jumlah selai meleber per pieces biscuit sandwich yang dihasilkan mesin creaming 72, selama tujuh hari.
4) Data pengamatan lanjutan mesin creaming 72, yaitu data perbandingan jumlah selai meleber per pieces yang dihasilkan dari mesin pengemas primer (otomatis) oleh mesin “SIG” dengan jumlah selai meleber yang dihasilkan dari pengemasan sekunder (manual) oleh Helper selama sepuluh hari.
20
Hasil pengumpulan data akan diperlihatkan langsung di bagian selanjutnya dari bab ini pada analisa data.
6.2 Analisis data dan pembahasan
6.2.1 Penentuan Pokok Masalah
Pemecahan masalah memerlukan pengolahan atau analisa terhadap data-data yang telah dikumpulkan di atas. Langkah pertama dalam proses analisa ialah penentuan pokok masalah. Penentuan pokok masalah dapat dilihat dari data komplain konsumen. Komplain konsumen sangat menentukan kualitas yang diharapkan konsumen terhadap suatu produk. Oleh karena itu kompalin dari konsumen penting untuk diperhatikan demi tercapainya nilai kualitas yang sesuai dengan harapan para konsumen.
Departemen QC PT Mayora Indah Tbk memiliki data komplain konsumen yang disebut dengan Quality Complain Report. Dalam kurun waktu satu tahun produk biscuit sandwich Slai O’lai mendapatkan tiga komplain dari konsumen. Seperti yang dapat dilihat pada Tabel 4, dua dari tiga komplain tersebut yaitu mengeluhkan tentang visual selai yang meleber saja sedangkan satu komplain lainnya mengeluhkan tentang tekstur biskuit-selai yang keras dan selai meleber (contoh selai meleber ada pada Lampiran 12).
Menurut PT Mayora Indah jumlah komplain tersebut dalam kurun waktu satu tahun sudah melebihi standar komplain Mayora. Dengan begitu dapat disimpulkan bahwa masalah yang akan dilakukan analisa dan diselesaikan yakni mutu visual selai yang sudah dalam bentuk sandwich.
Tabel 4 Quality complain report produk Slai O’lai 2012-2013
No. Tanggal Jenis Produk Deskripsi Komplain1 05-09-2012 Slai O’lai Selai meleber2 13-11-2012 Slai O’lai Selai meleber
3 19-03-2013 Slai O’laiMendapatkan produk biskuit dan selai yang keras dan meleber
Sumber: Departemen QC PT Mayora Indah Tbk
6.2.3 Penentuan Mesin Yang BermasalahPenentuan mesin yang bermasalah merupakan salah satu upaya
mempermudah kegiatan analisa. Langkah awal dalam penentuan mesin yang bermasalah yaitu dengan pengambilan data berat selai yang dihasilkan oleh kedelapan mesin creaming dari dokumen milik tim QC sejak tanggal 8 april hingga 13 april 2013. Data tersebut diolah dengan menggukanan histogram yang tertera pada Lampiran 3 sampai 9.
Pengamatan berat selai per pieces biscuit sandwich yang dilakukan pada kedelapan mesin creaming selama enam hari menunjukan bahwa mesin creaming 72 menghasilkan berat selai yang cenderung lebih fluktuatif dibandingkan dengan mesin creaming lainnya (dapat dilihat pada Gambar 1). Nilai gap antara berat
21
selai terbesar dan berat selai terkecil yang dihasilkan oleh mesin creaming 72 yakni sebesar 1,09 gram. Nilai gap tersebut merupakan nilai gap terbesar kedua setelah mesin creaming 73 yakni sebesar 1,23 gram, namun pemakaian selai pada mesin creaming 73 dalam satu minggu tidak konsisten dalam arti pemakaian selai pada mesin creaming 73 bergantian antara selai nanas dan selai blueberry. Hal tersebut mengakibatkan sulitnya dilakukan pengamatan lebih lanjut pada mesin creaming 73 karena adanya perbedaan tekstur antara selai nanas dan blueberry. Maka diputuskan mesin creaming yang akan dilakukan pengamatan lebih lanjut adalah mesin creaming 72.
Grafik hasil sampling berat selai per pieces yang dihasilkan oleh mesin creaming 72 terekam pada Gambar 1. Mesin creaming 72 dilakukan sampling sebanyak sebelas kali dalam enam hari (mengikuti jadwal sampling QC) dengan ulangan sebanyak enam belas kali. Acuan yang digunakan dalam pengamatan mesin creaming 72 dengan dengan mesin creaming lainnya yaitu standar Mayora yakni, range berat selai pada setiap sandwich berkisar antara 1,8 gram hingga 2,1 gram. Nilai acuan tersebut digunakan untuk melihat nilai gap dari berat selai terbesar dengan berat terkecil dan fluktuasi berat selai yang dihasilkan.
Gambar 1 Grafik hasil sampling berat selai selama enam hari pada mesin creaming 72
Keterangan Gambar 1: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)
22
6.2.4 Pengamatan Lanjutan Mesin Creaming 72Sebagai data pendukung identifikasi masalah mutu visual selai pada biscuit
sandwich perlu diadakan pengamatan lanjutan pada mesin creaming 72. Pengamatan dilakukan selama sepuluh hari dengan satu kali sampling setiap harinya. Setiap pengambilan sampel didapatkan 40 data selai dari 10 kemasan primer yang baru saja keluar dari mesin pengemas primer dan 40 data selai dari 10 kemasan primer yang sudah dikemas sekunder (banded) secara manual oleh helper. Aspek-aspek yang diamati di antaranya berat selai, jumlah selai yang meleber pada sandwich, jumlah posisi selai pada bikuit yang tidak berada di tengah, dan kecepatan mesin diperlihatkan pada Lampiran 13.
Data sampling yang telah didapatkan kemudian dilakuakan pengolahan dengan menggunakan histogram. Hasil pengamatan dan pengolahan data dapat dilihat pada Gambar 2 bahwa ada kecenderungan kenaikan angka selai yang meleber dari pengemasan primer dengan setelah pengemasan banded. Dengan adanya data tersebut dapat diketahui bahwa masalah selai meleber terjadi pada proses perpindahan produk dari mesin pengemas primer hingga produk menuju pengemasan karton. Untuk mengetahui akar penyebab dari masalah tersebut, maka perlu dilakukan identifikasi masalah.
Gambar 2 Grafik perbandingan jumlah selai meleber dalam kemasan antara kemasan primer (otomatis) dengan kemasan banded (manual)
6.2.5 Identifikasi dan Analisa MasalahIdentifikasi dan analisa masalah dilakukan dengan cara wawancara dengan
pihak terkait di antaranya, Dept. Head Produksi, Dept. Head Packing, tim QC, operator mesin creaming dan packing 72, serta helper pengemas banded. Identifikasi dan analisa masalah dilakukan dengan melakukan kegiatan brainstorming (pengeluaran ide-ide) dengan pihak-pihak terkait. Alat bantu yang digunakan untuk identifikasi masalah yakni diagram Ishikawa, sedangkan untuk analisa masalah yakni tabel why-why analysis.
a. Brainstorming dengan Diagram Ishikawa
23
Ide-ide pihak terkait yang telah diperoleh dilakukan pemetaan dengan diagram Ishikawa. Diagram yang menyerupai tulang ikan tersebut merupakan alat bantu dalam pemetaan penyebab untuk meningkatkan kualitas dan mengembangkan peranan dalam program manajemen mutu (Asmoko dan Muda 2013). Pemetaan penyebab problem selai meleber pada biscuit sandwich dikategorikan ke dalam lima aspek yakni machine, man, method, material, dan environment. Penetapan lima kategori tersebut bertujuan untuk mempermudah dalam pemecahan masalah. Diagram Ishikawa problem visual selai meleber pada biscuit sandwich dapat dilihat pada Gambar 3.
Gambar 3 Diagram Ishikawa problem visual selai pada biscuit sandwich
b. Brainstorming dengan Why-Why AnalysisWhy-why analysis merupakan alat bantu root cause analysis (analisis akar
penyebab) untuk pemecahan suatu masalah. Alat ini membantu menganalisa akar penyebab dari sebuah ketidaksesuaian pada proses atau produk (SSCX Authoring Team 2013). Penggunaan tabel why-why analysis pada problem visual selai meleber pada biscuit sandwich dilakukan setelah melakukan pemilahan akar masalah yang paling dominan pada diagram Ishikawa.
Akar masalah dominan dipilah dengan melakukan brainstorming kembali dengan pihak terkait pada proses produksi. Hasil dari brainstorming yakni didapatkan akar penyebab dari masalah dominan selai meleber berasal dari kategori man, material, method, dan machine. Masalah dominan dari kategori man di antaranya operator yang selalu setting pada nozzle cream, helper kesulitan dalam pengemasan banded, serta helper berpotensi melempar produk. Masalah dominan yang ditentukan pada kategori material di antaranya tekstur selai masih encer saat pengemasan dan bentuk biskuit oval. Masalah dominan yang ditentukan dari kategori method yakni kondisi produk bertumpuk di meja banded dan tidak adanya proses cooling setelah proses sandwiching. Masalah dominan yang ditetapkan pada kategori mesin yatu selai jatuh tidak pada posisi tengah biskuit. Kedelapan masalah dominan yang sudah ditentukan di atas selanjutnya dilakukan analisis akar penyebab yang dapat dilihat pada Tabel 5. Hasil dari analisis akar penyebab pada kedelapan masalah dominan tersebut yakni:
24
1) Pemakaian rantai pada mesin creaming sudah melebihi life time.2) Kecepatan mesin dengan kecepatan mengemas helper tidak sebanding
(lebih cepat mesin).3) Jarak cartoning conveyor dengan meja pengemasan banded berjauhan. 4) Tidak ada proses cooling sebelum proses pengemasan.5) Waktu resting selai kurang.6) Tidak ada conveyor penghubung antara meja pengemasan banded
dengan cartoning conveyor.7) Tidak ada cooling conveyor pada rangkaian mesin creaming.8) Tidak adanya skrup pada counter nozzle pada mesin creaming.
Setelah didapatkan akar penyebab dari masalah dominan, selanjutnya dilakukan pemilahan kembali. Pemilahan dilakukan pada akar penyebab yang paling berpengaruh terhadap problem visual selai. Akar penyebab yang sudah dipilah selanjutnya digunakan untuk dasar rencana perbaikan.
25
Tabel 5 Why-Why Analysis Problem Visual Selai Pada Produk Biscuit SandwichMasalah Why 1 Why 2 Why 3
MA
N1. Operator harus
selalu setting di nozzle cream/ pembatas jalur
2. Helper kesulitan dalam pengemasan banded
3. Helper berpotensi melempar produk ke cartoning conveyor
1. Jalan biskuit pada jalur tidak stabil
2. Posisi produk bertumpuk di meja pengemasan banded
3. Jarak cartoning conveyor dengan meja pengemasan banded berjauhan
1. Rantai longgar
2. Kecepatan mesin lebih cepat dibandingkan kecepatan mengemas helper, sehingga mengakibatkan produk bertumpuk
1. Pemakaian rantai melebihi life time
2. Operator mesin creaming 72 kurang peduli dalam menyamakan kecepatan mesin dengan kecepatan helper
MA
TER
IAL
1. Tekstur selai masih encer saat proses pengemasan
2. Bentuk biskuit oval
1. Tidak ada proses cooling sebelumnya
2. Hasil cetakan biskuit tidak bagus
1. Adonan lembek 1. Waktu resting kurang
ME
TOD
E
1. Kondisi produk setelah pengemasan primer bertumpuk di satu titik
2. Tidak ada proses cooling setelah proses sandwiching
1. Tidak ada conveyor penghubung antara meja pengemasan banded dengan cartoning conveyor yang menghantarkan produk secara berurutan
2. Tidak ada cooling conveyor pada mesin creaming produk Slai O’lai
MA
CH
INE
1. Posisi selai jatuh tidak di tengah pada biskuit
1. Rantai pin pada mesin creaming longgar, dan skrup pada counter hilang
1. Pemakaian rantai pin sudah melebihi life time. Skrup hilang pada saat proses cleaning

26
6.2.6 Rencana Perbaikan
Rencana perbaikan disusun dengan menggunakan tabel 5W+1H. 5W+1H adalah rumus penyusunan rencana yang terdiri dari Why, What, How, Where, Who serta When. Namun lingkup kegiatan perbaikan hanya dibatasi hingga rencana perbaikan saja sehingga tidak perlu dilakukan perencanaan waktu perbaikan. Rencana perbaikan disusun berdasarkan akar penyebab dominan yang telah ditentukan sebelumnya.
a. Machine
Akar penyebab dominan pertama yang ditetapkan dari kategori Machine yakni rantai jalur penghantar biskuit pada proses sandwiching longgar. Hal tersebut menyebabkan jalannya biskuit tidak stabil sehingga dapat berdampak pada posisi jatuhnya selai yang dapat bergeser-geser. Maka harus ditanggulangi agar biskuit dapat berjalan secara halus pada rantai jalur. Akar penyebab dominan kedua yakni skrup pada counter nozzle hilang. Hal ini mengakibatkan perputaran nozzle (bagian mesin yang mengeluarkan cream) tidak stabil, sehingga posisi selai dapat bergeser-geser. Perlu ditanggulangi agar perputaran nozzle dapat kembali stabil sehingga dapat menentukan posisi jatuhnya selai secara presisi.
b. Man
Akar penyebab dominan dari kategori Man yakni kecepatan rangkaian mesin creaming dengan kecepatan mengemas helper tidak sebanding (lebih cepat mesin). Hal tersebut mengakibatkan terjadinya penumpukan produk pada meja pengemasan banded sehingga helper berpotensi menekan produk saat pengambilan produk untuk dikemas banded. Perlu dilakukan penanggulangan agar menurunkan/menghilangkan jumlah produk dengan visual selai meleber.
c. MethodAkar penyebab dominan dari kategori Method yang pertama adalah jarak
antara meja pengemasan banded dengan cartoning conveyor berjauhan. Hal tersebut dapat menimbulkan potensi pelemparan produk oleh helper pada proses pemindahan produk yang siap dikemas karton (kemasan tersier). Hal ini perlu ditanggulangi agar produk tidak mengalami hentakan yang dapat menghasilkan tekanan dan mengakibatkan selai meleber maupun biskuit patah/hancur. Kemudian penyebab dominan yang terakhir yakni tidak adanya proses cooling setelah proses sandwiching atau sebelum proses pengemasan primer. Kondisi ini menyebabkan tekstur dari selai belum kokoh, sehingga selai masih dapat bergeser-geser apabila terjadi penekanan dari luar kemasan.
Rekomendasi cara perbaikan akar penyebab dominan serta tempat dan pelaksana perbaikan di atas juga disusun dengan melakukan brainstorming bersamaan dengan penentuan akar penyebab dominan. Rencana perbaikan selengkapnya dapat dilihat pada Tabel 6. Rencana perbaikan disusun hingga pada kategori Who. Rencana perbaikan untuk kategori When (waktu pelaksanaan perbaikan) diserahkan kepada pihak yang berwenang di PT Mayora Indah Tbk, Bekasi.
27
Tabel 6 Rencana PerbaikanWhat Why should to
handleHow Where Who
Factor CauseM
AC
HIN
E1. Rantai jalur
penghantar biskuit longgar
Agar jalan biskuit halus (Dapat menentukan posisi selai yang presisi)
Mengganti rantai yang sudah melebihi life time-nya
Mesin creaming 72
Teknisi
2. Skrup pada counter nozzle hilang
Agar nozzle berputar secara stabil (dapat menentukan posisi selai yang presisi)
Pemasangan skrup, di tempat yang hilang
Counter Mesin creaming 72
Teknisi
MA
N
1.kecepatan pengemasan helper tidak sebanding (lebih cepat mesin)
Agar tidak terjadi penumpukan, dan tidak terjadi kecenderungan penekanan produk saat pengemasan
Menyamakan kecepatan mesin dengan kecepatan helper dalam pengemasan banded
Mesin packing 72
Operator mesin 72
ME
THO
D
1. Jarak meja pengemasan banded dengan cartoning conveyor berjauhan
Agar tidak terjadi kemungkinan melempar produk, yang berakibat terjadinya tekanan
Membuat conveyor penghantar dari meja menuju cartoning conveyor
Meja pengemasan banded
Teknisi
2. Tidak ada proses cooling setelah pembubuhan selai
Agar terbentuk tekstur selai yang kokoh sebelum proses pengemasan
Memodifikasi rangkaian mesin creaming-packing dengan penambahan proses cooling setelah proses sandwiching
Mesin creaming 72
Teknisi
8 KESIMPULAN DAN SARAN
7.1 Kesimpulan
Data Quality Complain Report PT Mayora Indah Tbk mencatat komplain konsumen terbanyak pada produk Slai O’lai yakni mengenai visual selai yang meleber pada pinggiran biskuit. Hasil pengamatan menunjukan bahwa problem visual selai meleber terbanyak dihasilkan oleh mesin creaming 72. Tiga kategori faktor yang mungkin menyebabkan selai meleber di antaranya mesin, manusia, dan metode. Faktor mesin yang menyebabkan selai meleber yaitu presisi rantai yang tidak sama dan pergerakan nozzle yang tidak stabil. Faktor manusia yaitu, operator kurang peduli dalam menyamakan kecepatan mesin dengan kecepatan

28
pengemasan oleh helper. Kemudian faktor metode yaitu cara transfer produk yang sudah dalam kondisi dikemas banded menuju conveyor cartoning yakni dengan cara dilempar.
Identifikasi dan analisa problem mutu visual selai pada produk Slai O’lai di PT Mayora Indah Tbk, Bekasi dilakukan dengan mengadopsi metode Gugus Kendali Mutu. Identifikasi dan analisa dilakukan menggunakan alat bantu diagram Ishikawa dan why-why analysis. Hasil dari analisa tersebut dijadikan sebagai dasar penyusunan rencana perbaikan dengan menggunakan konsep alat bantu 5W+1H.
7.2 Saran
Dalam upaya melakukan perbaikan mutu visual selai pada produk biscuit sandwich di PT Mayora Indah Tbk, Bekasi ada beberapa saran yang diharapkan dapat mengurangi/menghilangkan problem visual selai meleber. Saran pertama yakni mengadakan pelatihan (training) pada tenaga kerja (helper/operator) mengenai kepedulian terhadap mesin yang digunakan dalam proses produksi, dan dapat menyesuaikannya dalam kondisi-kondisi tertentu seperti menyesuaikan kecepatan mesin dengan jumlah helper dan kecepatan mengemas helper. Hal tersebut diharapkan dapat mengurangi potensi terjadinya penumpukan dan penekanan pada produk yang akan dikemas banded. Saran kedua yaitu mengganti spareparts yang sudah waktunya diganti, seperti rantai yang pemakaiannya sudah melebihi life time, dan pemasangan spareparts yang hilang seperti skrup-skrup pada counter nozzle. Hal tersebut dimaksudkan agar perputaran nozzle cream stabil dan presisi dalam menjatuhkan selai pada biskuit sehingga dapat meminimalisasi terjadinya selai yang meleber. Saran terakhir yakni menambahkan/memodifikasi rangkaian mesin creaming dengan konveyor pendingin (cooling conveyor) sesudah proses sandwiching. Hal ini bertujuan agar terbentuknya tekstur yang kokoh pada selai sehingga produk yang sudah ada di dalam kemasan apabila mendapatkan tekanan dari luar kemasan susunan sandwich tidak akan berubah bentuk (bergeser) yang dapat menyebabkan selai meleber.
Tugas akhir ini hanya menyajikan rekomendasi perbaikan secara bertahap terhadap akar peyebab dominan terjadinya selai meleber pada biscuit sandwich Slai O’lai. Rangkaian rekomendasi/saran yang di berikan diharapkan dapat membantu perusahaan dalam pemecahan masalah tersebut. Pengembangan lebih lanjut dan penelitan kembali terhadap penyebab masalah selai meleber pada produk tersebut ada baiknya dilakukan ulang oleh perusahaan.
29
DAFTAR PUSTAKA
Abelson J. 2006. Artikel. Rivals aren't serving same food. [Internet]. [diunduh 2013 Jun 25]. Tersedia pada: http://www.boston.com/business/ articles/2006/11 /10/arguments_spread_thick/Arguments spread thick.
Aperlindo. 2013. Standar Sistem Manajemen Mutu ISO 9001:2008. [Internet]. [diunduh 2013 Jul 13]. Tersedia pada: http://www.aperlindo.com/index.php?action =com_content&view=article&id=9:standar-sistem-manajemen-mutu-iso-90012008&catid=3:news&Itemid=11
Ariani P. 2012. Bisnis Mudah Membuat Puree Buah. Yogyakarta (ID): Pustaka Baru Press.
Asmoko H, Muda W. 2013. Teknik Ilustrasi Masalah – Fishbone Diagrams. [Internet]. [diunduh 2013 Jul 22]. Tersedia pada: http://www.bppk.depkeu.go.id/ bdpimmagelang/index.php/pojok-sentir/206-teknik-ilustrasi-masalah-fishbone-diagrams.
[BSN] Badan Standar Nasional. 1995. Standar Nasional Untuk Mentega. SNI 01-3744-1995. Jakarta (ID): BSN.
[BSN] Badan Standar Nasional. 2008. Standar Nasional Untuk Selai Buah. SNI 3746:2008. Jakarta (ID): BSN.
[BSN] Badan Standar Nasional. 2011. Standar Nasional Untuk Mutu Biskuit. SNI 2973:2011. Jakarta (ID): BSN.
Cahyo S, H Diana. 2006. Bahan Tambahan Makanan. Yogyakarta (ID): Kanisius.
Echols, John M, Hassan S. 1997. Kamus Inggris-Indonesia. Jakarta (ID): Gramedia.
Endang N, R Tri, Vinda N. 2005. Pembuatan Selai Salak (Salacca Edulis Reinw): Kajian dari Penambahan Natrium Benzoat Gula yang Tepat Terhadap Mutu Selai Salak Selama Penyimpanan. [Skripsi]. Surabaya (ID): Universitas Wijaya Kusuma Surabaya.
Manley D. 2000. Technology of Biscuits, Crackers, and Cookies. Cambridge (EN): Woodhead Publishing Limited.
Mediya A. 2003. Pengaruh Jumlah Pengendap Dan Alat Pengering Pada Proses Pembuatan Pektin Berbahan Baku Kulit Jeruk manis. [Skripsi]. Bogor (ID): Institut Pertanian Bogor.
Muhandri T, Kadarisman D. 2008. Sistem Jaminan Mutu Pangan. Bogor (ID): Institus Pertanian Bogor Press.
30
Nur A. 2009. Dunia Pendidikan Indonesia [Internet]. [diunduh 2013 Jun 25]. Tersedia pada: http://weblog-pendidikan.blogspot. com/2009/08/definisi-mutu.html.
Nurcholis M. 2013. Pengolahan Termal III Penggorengan, Ekstrusi, Pemanggangan. [Internet]. [diunduh 2013 Jun 30]. Tersedia pada: http://mnurcholis.lecture.ub.ac.id/files/2013/02/6.-PENGOLAHAN-TERMAL-III-Penggorengan-Ekstrusi-Pemanggangan.pdf
Philip RC, Graham LJ. 2007. Pemasaran Internasional. Ed ke-13. Jakarta (ID): Salemba Empat.
Rosmiati T. 2000. Isolasi Identifikasi Pektin Dari Labu Siam (Sechium Edule SW ). [Tesis]. Semarang (ID): Universitas Diponegoro.
[SSCX] Six Sigma Center Of Excellence Authoring Team. 2013. 5-Why Analysis. [Internet]. [diunduh 2013 Jul 22]. Tersedia pada: http://sixsigmaindonesia.com/5-why-analysis/.
Suryani A, Hambali E, Rival M. 2004. Membuat Aneka Selai. Jakarta (ID): Penebar Swadaya.
Tjiptono F, Chandra. 2005. Service, Quality, and Satisfaction. Yogyakarta (ID): Adi.
Tjiptono F. 2002. Manajemen Jasa. Yogyakarta (ID): Andi Yogyakarta Pusaka Utama.
Wibisono A. 2011. 7 Tools yang Digunakan untuk Pengendalian Kualitas (Quality Control) [Internet]. [diunduh 2013 Jun 25]. Tersedia pada: http://aguswibisono.com/2011/7-tujuh-tools-yang-digunakan-untuk-pengendalian-kualitas-quality-control/.
Winarno FG. 2004. Kimia Pangan Dan Gizi. Jakarta (ID): PT Gramedia Pustaka Utama.
Yuliani HR. 2011. Karakterisasi Selai Tempurung Kelapa Muda. Prosiding Seminar Nasional Teknik Kimia “Kejuangan”. Yogyakarta (ID): UPN Veteran Yogyakarta.
Yayath. 2009. Fungsi Bahan-Bahan Dalam Pembuatan Roti. [Internet]. [diunduh 2013 Jun 26]. Tersedia pada: http://yayath-silahkanmampir.blogspot.com/ 2009/10/blog-post.html.
31
LAMPIRAN
32
33
Sumber: PT Mayora Indah Tbk divisi biscuit
Lampiran 1 Diagram alir proses pembuatan selai
Lampiran 2 Diagram alir pembuatan sandwich biskuit
Mixing II
Filling to plastic container
aging
Weighing manual
Cooking
Vacuum process
Mixing I
34
Sumber: PT Mayora Indah Tbk divisi biscuit
Baking
Jaming
Cooling
Packing
Weighing
mixing
Filtering
Mixing dan Sirkulasi
Mixing
Resting
Tilting
Forming
Slai O’lai
Selai
Terigu
35
Lampiran 3 Grafik hasil sampling berat selai selama enam hari mesin creaming 66
Sumber: dokumen QC PT Mayora Indah Tbk, Bekasi
Keterangan: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)
36
Lampiran 4 Grafik hasil sampling berat selai selama enam hari mesin creaming 67
67
Sumber: dokumen QC PT Mayora Indah Tbk, Bekasi
Keterangan: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)
37
Lampiran 5 Grafik hasil sampling berat selai selama enam hari mesin creaming 68
Sumber: dokumen QC PT Mayora Indah Tbk, Bekasi
Keterangan: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)
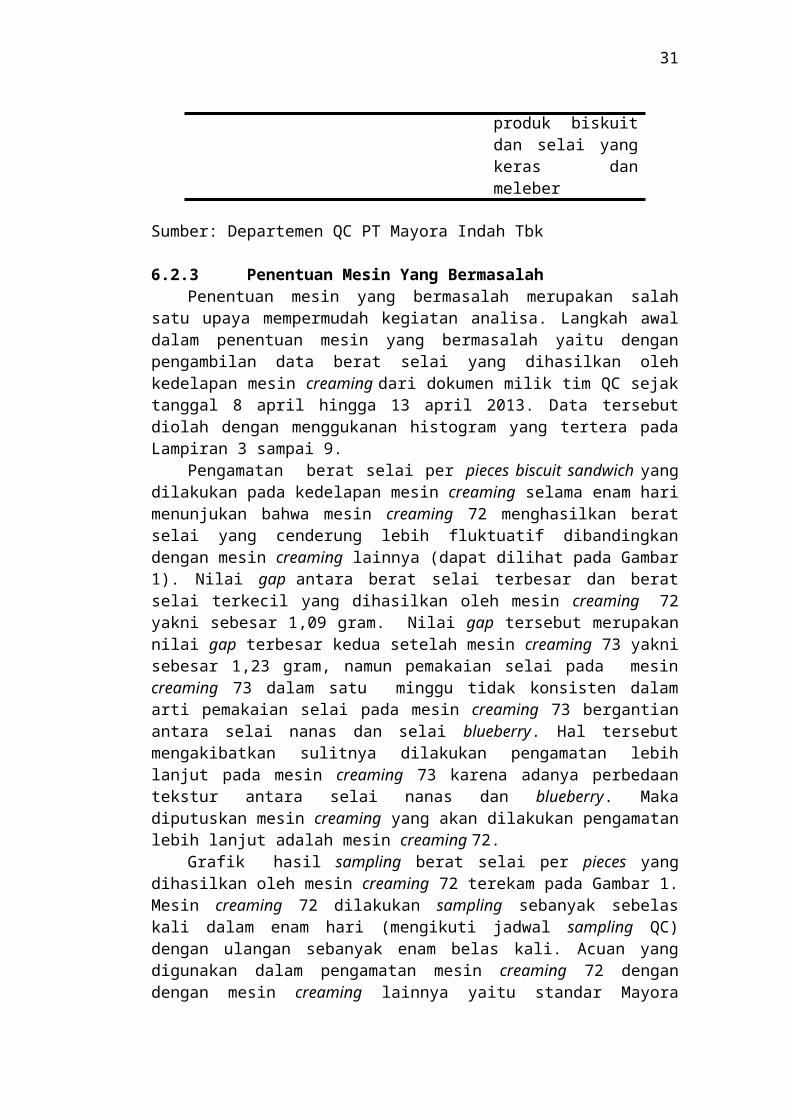
38
Lampiran 6 Grafik hasil sampling berat selai selama enam hari mesin creaming 66
Sumber: dokumen QC PT Mayora Indah Tbk, Bekasi
Keterangan: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)
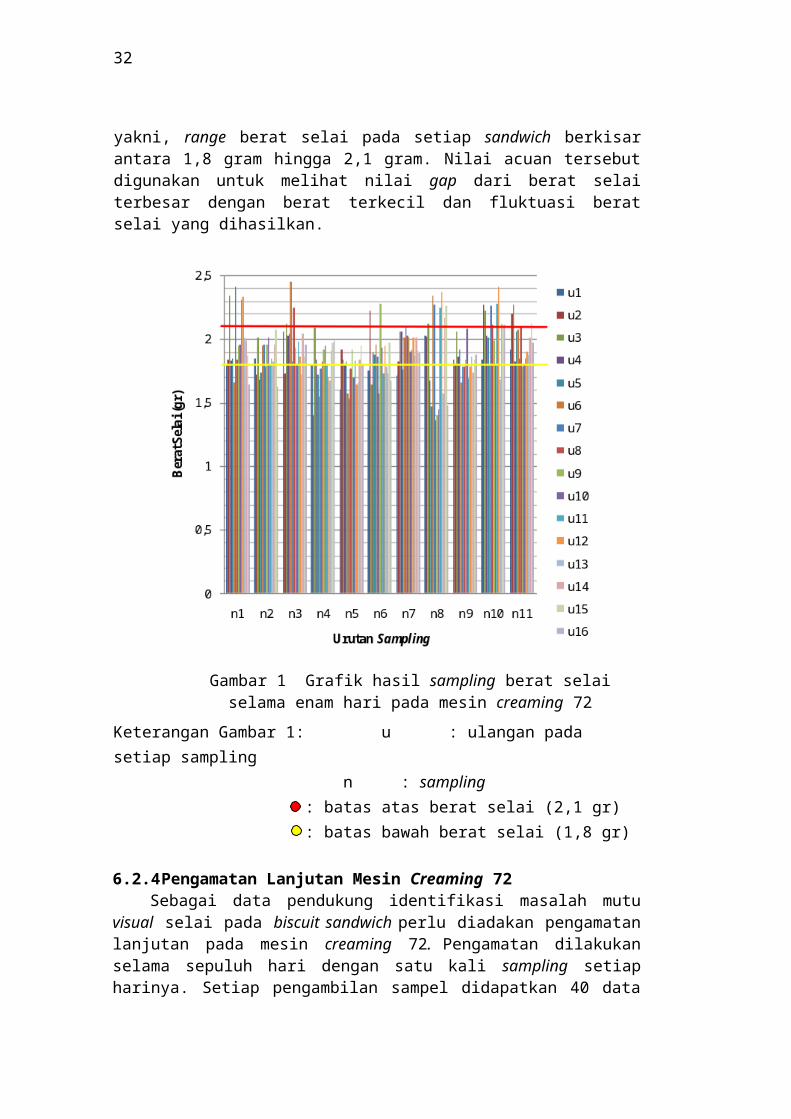
39
Lampiran 7 Grafik hasil sampling berat selai selama enam hari mesin creaming 71
Sumber: dokumen QC PT Mayora Indah Tbk, Bekasi
Keterangan: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)
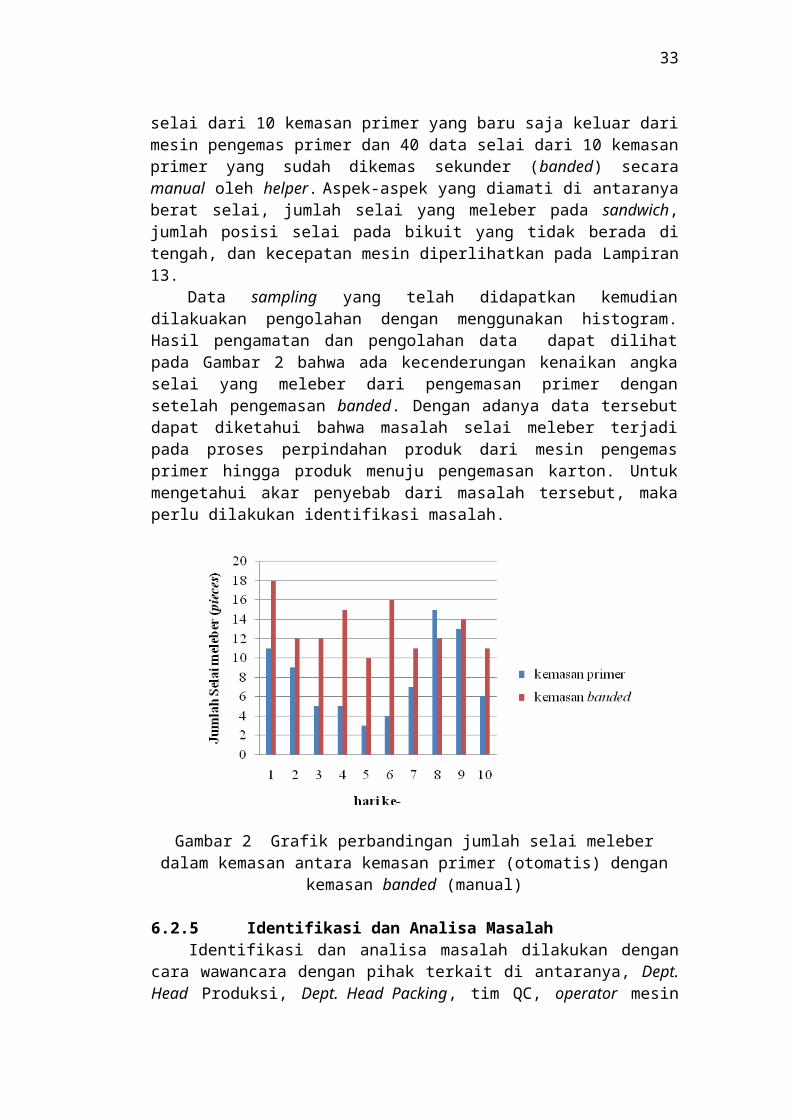
40
Lampiran 8 Grafik hasil sampling berat selai selama enam hari mesin creaming 73
Sumber: dokumen QC PT Mayora Indah Tbk, Bekasi
Keterangan: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)

41
Lampiran 9 Grafik hasil sampling berat selai selama enam hari mesin creaming 74
Sumber: dokumen QC PT Mayora Indah Tbk, Bekasi
Keterangan: u : ulangan pada setiap sampling n : sampling
: batas atas berat selai (2,1 gr): batas bawah berat selai (1,8 gr)
42
Lampiran 10 Gambar Mesin Creaming
Nozzle cream mesin creaming
Sumber: http://www.youtube.com/watch?v=IRVrdf1kvis
Counter nozzle dan nozzle cream
Sumber: http://www.youtube.com/watch?v=z5spVAS7NQk
Nozzle cream (lubang keluar selai)
Jalur penghantar biskuit
Jalur penghantar biskuit
Nozzle cream (lubang keluar selai)
Counter nozzle (lubang keluar selai)
43
Lampiran 11 Layout Packing Slai O’lai
43 49

44
Lampiran 12 Biscuit Sandwich
Sandwich dengan penampakan normal
Sandwich dengan penampakan tidak normal (meleber)
Sandwich dengan selai meleber di dalam kemasan
Sumber: PT Mayora Indah Tbk, Bekasi
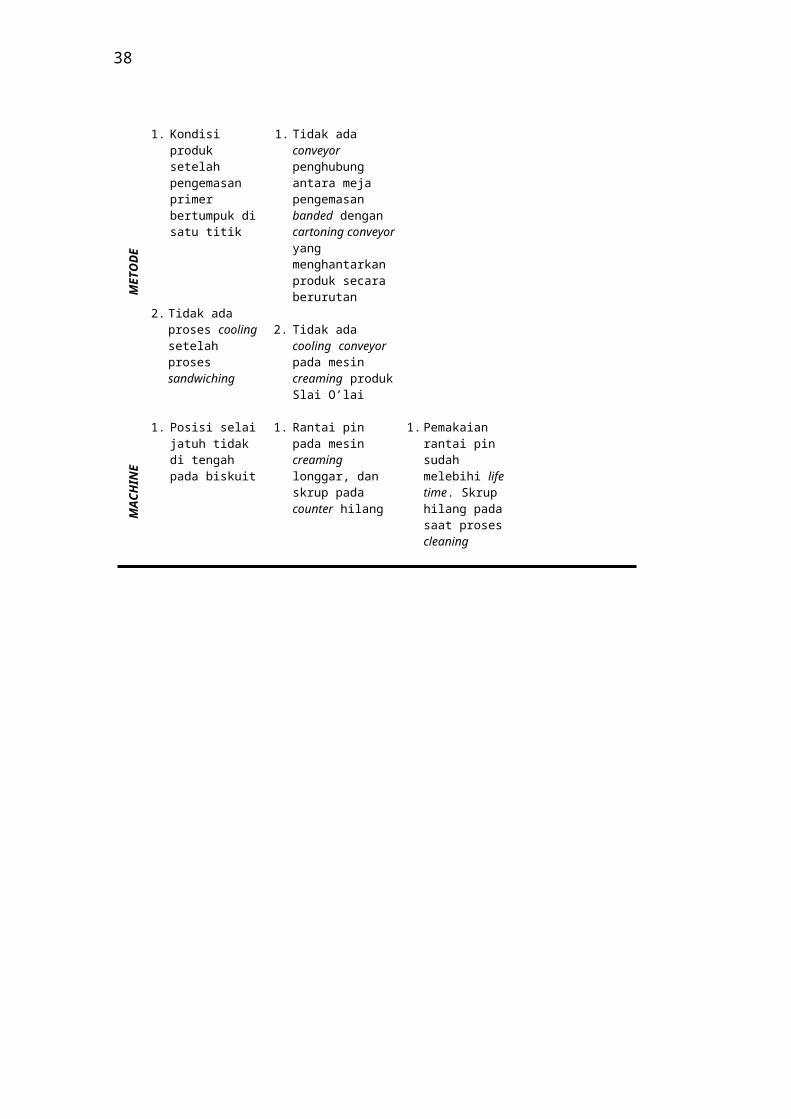
45
Lampiran 13 Data sampling berat dan visual selai pada mesin creaming 72
sampling n1 n2 n3 n4 n5 n6 n7 n8 n9 n10
SIG
Ban
ded
SIG
Ban
ded
SIG
SIG
Ban
ded
SIG
Ban
ded
SIG
Ban
ded
SIG
Ban
ded
SIG
Ban
ded
Ban
ded
SIG
Ban
ded
SIG
Ban
ded
rata-rata berat
1.9 1.9 1.9 2.1 1.92.0 2.0 2.1 1.9
2.1 2.1 2.0 2.0 1.9
2.0
1.9 2.0 2.0
2.0 2.1
meleber 11 18 9 12 5 4 16 7 11 15 12 13 14 6 11 12 5 15 3 10tidak di tengah
31 23 31 31 2928 32 28 31 33 27 31 30 38 30
32 35 28 18 32
kecepatan 200 200 200 200 200 200 200 204 204 204
Keterangan:
SIG : Kemasan primer Banded : Kemasan sekunder
4549
46
Lampiran 14 Struktur organisasi
Sumber: PT Mayora Indah Tbk, Bekasi
41
4649
47
Lampiran 15 Layout PT Mayora Indah Tbk, Bekasi
Sumber: PT Mayora Indah Tbk, Bekasi
4749
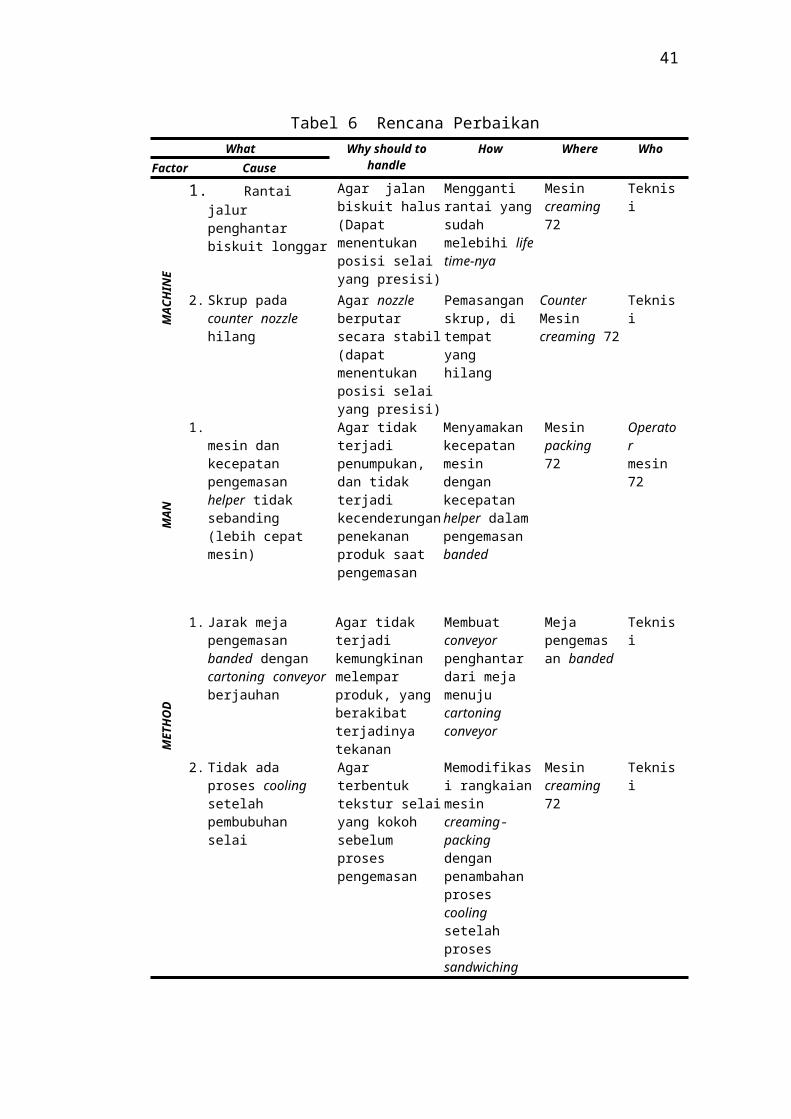
48
49
49
RIWAYAT HIDUP
Annisa Tri Utammy dilahirkan di kota Bogor, Jawa Barat pada tanggal 13 November 1992, anak ketiga dari pasangan Hendra Purnadi dan Nur Laila. Penulis memulai pendidikan Taman Kanak-kanak di TK Al-Hilaal Ambon Pada tahun 1996.Pada tahun 1998 penulis melanjutkan pendidikan Sekolah Dasar di SD Amaliah. Kemudian penulis melanjutkan pendidikan Sekolah Menengah Pertama di SMP Negeri 18 Bogor pada tahun 2004 yang kemudian berpindah ke SMP Negeri 2 Bogor pada tahun 2005 hingga lulus. Penulis melanjutkan pendidikan Sekolah
Menengah Atas di SMA Negeri 3 Bogor pada tahun 2007 hingga tahun 2010 dengan jurusan IPA. Selama duduk di bangku SMA penulis aktif dalam organisasi Paskibra sekolah dan juga bergabung dalam organisasi Paskibraka tingkat Kota Bogor.
Setelah lulus SMA penulis melanjutkan pendidikannya di Program Keahlian Supervisor Jaminan Mutu Pangan, Program Diploma Institut Pertanian Bogor. Selama masa perkuliahan penulis tidak jarang ikut serta dalam beberapa training, seminar, dan kuliah umum, diantaranya TrainingHazard Analysis Critical Control Point(HACCP), Training Kewirausahaan :Entrepreneurship ala Rasulullah SAW Menuju Sukses Masa Depan, Seminar Pangan dan Gizi : Flavour for Health And Wellness Product dan Kuliah Umum Mahasiswa Program Diploma IPB Program Keahlian Supervisor Jaminan Mutu Pangan : Sertifikasi Produk Pangan dan Sertifikasi Halal.
49




















