ANALISIS PENGENDALIAN KUALITAS STATISTIKA...
39
ANALISIS PENGENDALIAN KUALITAS STATISTIKA TERHADAP PROSES PENGOLAHAN LIMBAH CAIR INDUSTRI DI IPAL PT.SIER (PERSERO) SURABAYA Oleh : Novi Mayasari (1307030015) Dosen Pembimbing : Dra.Sri Mumpuni Retnaningsih, MT
Transcript of ANALISIS PENGENDALIAN KUALITAS STATISTIKA...

ANALISIS PENGENDALIAN KUALITAS STATISTIKA TERHADAP PROSES
PENGOLAHAN LIMBAH CAIR INDUSTRI DI IPAL PT.SIER (PERSERO)
SURABAYA
Oleh :
Novi Mayasari (1307030015)
Dosen Pembimbing :
Dra.Sri Mumpuni Retnaningsih, MT

BabBabBabBab IIIIPendahuluanPendahuluanPendahuluanPendahuluan
LatarLatarLatarLatar BelakangBelakangBelakangBelakang
PermasalahanPermasalahanPermasalahanPermasalahan
TujuanTujuanTujuanTujuan
ManfaatManfaatManfaatManfaat
BatasanBatasanBatasanBatasan MasalahMasalahMasalahMasalah
Latar BelakangLatar BelakangLatar BelakangLatar Belakang
Surabaya Industrial Estate Rungkut (Persero) berdiri
pada tanggal 28 Februari 1974 yang berada dikawasan
jalan Rungkut Raya Industri No.10 Surabaya. Kawasan
SIER diperluas pertama kalinya pada tahun 1974
dikawasan Rungkut Menanggal dengan luas 246 Ha
dengan 304 perusahaan. Perluasan kedua dilakukan
pada 1985 dikawasan Berbek Sidoarjo dengan luas
tanah 87 Ha dengan 111 perusahaan.
Mengolah limbah cair dari seluruh pabrik dan
perkantoran di kawasan Berbek dan Rungkut.
Pengolahan air limbah di PT.SIER menggunakan sistem
pengolahan fisika-biologis tanpa menggunakan bahan
kimia.
tanah 87 Ha dengan 111 perusahaan.

1. Perbedaan rata-rata hasil pemeriksaan variabel COD pada tahap awal
dan tahap kedua proses pengolahan limbah.
2. Perbedaan rata-rata antara empat kolam untuk tahap ketiga
3. Pengolahan limbah cair di IPAL PT.SIER (Persero)
terkendali secara statistik
4. Kapabilitas proses pengolahan limbah cair
di IPAL PT.SIER (Persero)
Permasalahan
Tujuan
1. Memberikan informasi apakah proses pengolahan limbah cair
dalam keadaan sudah terkendali secara statistik.
2. Memberikan informasi mengenai kapabilitas proses apakah sudah2. Memberikan informasi mengenai kapabilitas proses apakah sudah
sesuai dengan batas spesifikasi IPAL PT. SIER (Persero), sehingga
dapat memberikan gambaran kepada perusahaan untuk
memberikan kebijakan yang lebih baik dari sebelumnya terhadap
kualitas proses pengolahan limbah cair industri.
Manfaat
Hasil laboratorium proses pengolahan limbah cair industri di IPAL PT.
SIER (Persero) Surabaya. Data yang digunakan untuk penelitian
adalah data sekunder untuk bulan Juli 2009.
BatasanMasalah

BabBabBabBab IIIIIIIITinjauanTinjauanTinjauanTinjauan PustakaPustakaPustakaPustaka
StatistikStatistikStatistikStatistik DeskriptifDeskriptifDeskriptifDeskriptif
PengujianPengujianPengujianPengujian DistribusiDistribusiDistribusiDistribusi NormalNormalNormalNormal
PengujianPengujianPengujianPengujian MultivariatMultivariatMultivariatMultivariat NormalNormalNormalNormal
UjiUjiUjiUji Beda RataBeda RataBeda RataBeda Rata----rata rata rata rata DuaDuaDuaDua SampelSampelSampelSampel
UjiUjiUjiUji KehomogenanKehomogenanKehomogenanKehomogenan MatrikMatrikMatrikMatrik Varian Varian Varian Varian KovarianKovarianKovarianKovarian
UjiUjiUjiUji Behrens FisherBehrens FisherBehrens FisherBehrens Fisher
PetaPetaPetaPeta T2 T2 T2 T2 HotellingHotellingHotellingHotelling
DeteksiDeteksiDeteksiDeteksi out of controlout of controlout of controlout of control
KapabilitasKapabilitasKapabilitasKapabilitas ProsesProsesProsesProses
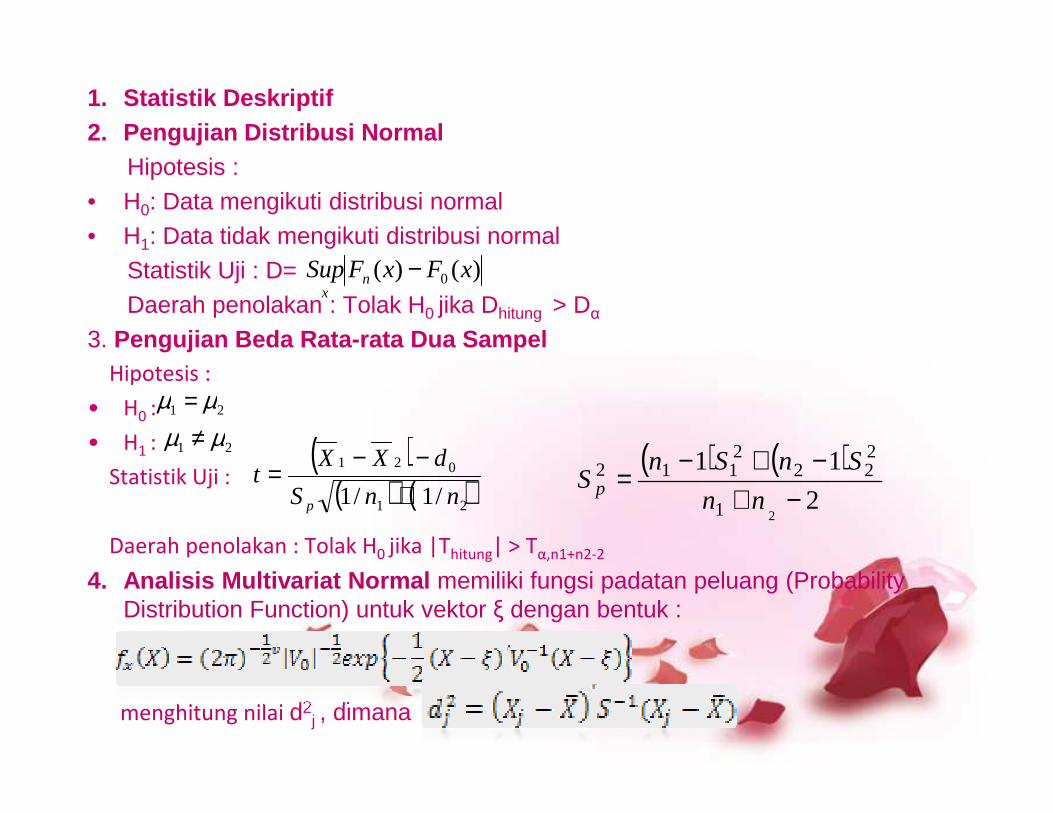
1. Statistik Deskriptif2. Pengujian Distribusi Normal
Hipotesis :• H0: Data mengikuti distribusi normal• H1: Data tidak mengikuti distribusi normal
Statistik Uji : D=Daerah penolakan : Tolak H0 jika Dhitung > Dα
3. Pengujian Beda Rata-rata Dua SampelHipotesis :
• H0 :
)()( 0 xFxFSup nx
−
21 µµ =• H0 :
• H1 :
Statistik Uji :
Daerah penolakan : Tolak H0 jika |Thitung| > Tα,n1+n2-2
4. Analisis Multivariat Normal memiliki fungsi padatan peluang (Probability Distribution Function) untuk vektor ξ dengan bentuk :
menghitung nilai d2j , dimana
21 µµ =
21 µµ ≠ ( )( ) ( )21
021
/1/1 nnS
dXXt
p +−−
= ( ) ( )2
11
21
222
2112
−+−+−
=nn
SnSnS p
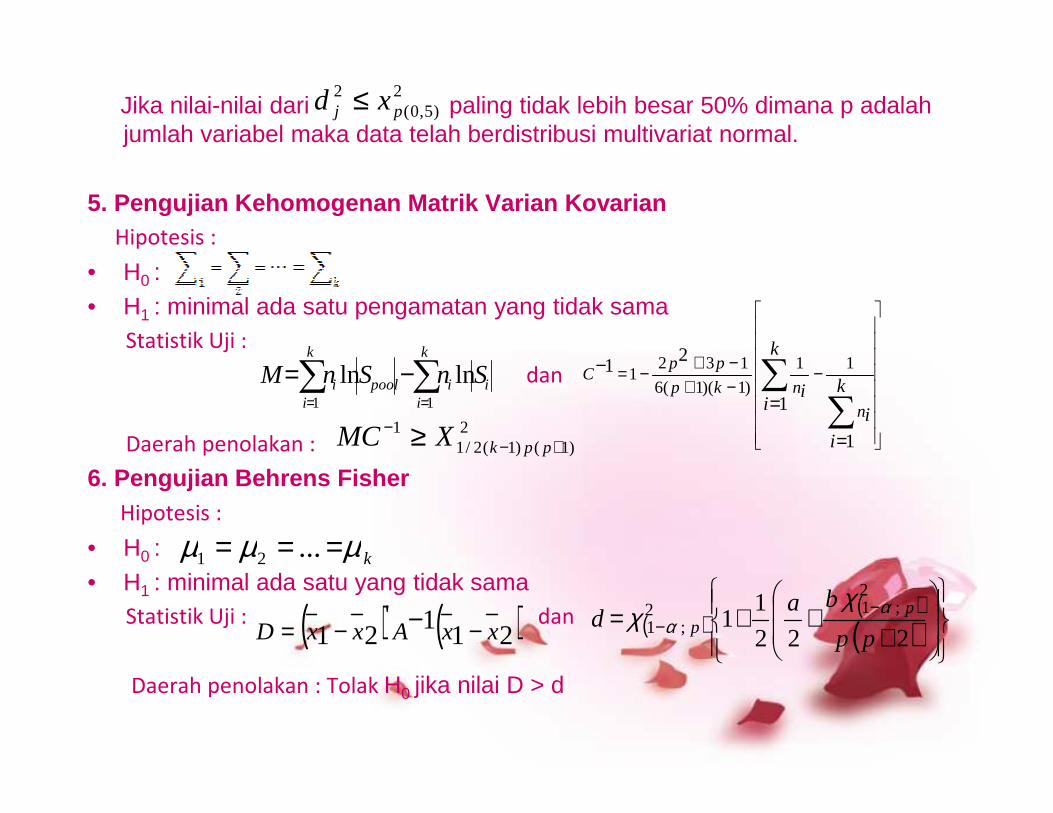
Jika nilai-nilai dari paling tidak lebih besar 50% dimana p adalah jumlah variabel maka data telah berdistribusi multivariat normal.
5. Pengujian Kehomogenan Matrik Varian KovarianHipotesis :
• H0 : • H1 : minimal ada satu pengamatan yang tidak sama
Statistik Uji :
dani
k
ii
k
ipooli SnSnM lnln
11∑∑==
−=
−−+−+
−= ∑∑=
−k
ik
ii
n
nkp
ppC
1
21 11
)1)(1(6
1321
2)5,0(
2pj xd ≤
Daerah penolakan :
6. Pengujian Behrens FisherHipotesis :
• H0 : • H1 : minimal ada satu yang tidak sama
Statistik Uji : dan
Daerah penolakan : Tolak H0 jika nilai D > d
2)1()1(2/1
1+−
− ≥ ppkXMCii 11 ==
∑=
=
i
i
in1
1
kµµµ === ...21
( ) ( )211'
21 xxAxxD −−= − ( )( )( )
+++= −
− 222
11
2;12
;1 pp
bad p
pα
αχ
χ

7. Peta Kendali HotellingStatistik uji yang digambarkan pada grafik pengendali untuk pengamatan individu adalah :dengan
Batas kendali untuk statistik uji Hotelling adalah sebagai berikut :
8. Penentuan variabel yang Menjadi Penyebab Out of Control
( )( )Ti
n
i
i XXXVn
S −−−
= ∑=1
1
1iii XXV −= +1
8. Penentuan variabel yang Menjadi Penyebab Out of ControlDengan nilai dinyatakan dalam persamaan :Jika nilai dij > X2
(α,1) maka disimpulkan bahwa variabel tersebut yang menyebabkan adanya out of control.
9. Kapabilitas ProsesProses dikatakan kapabel jika :
a. Peta kendali yang digunakan dalam kondisi terkendalib. Memenuhi batas spesifikasic. Tingkat presisi dan akurasi tinggi
Proses dikatakan kapabel jika nilai Cp > 1 dan poses dikatakan tidak kapabel jika Cp < 1.
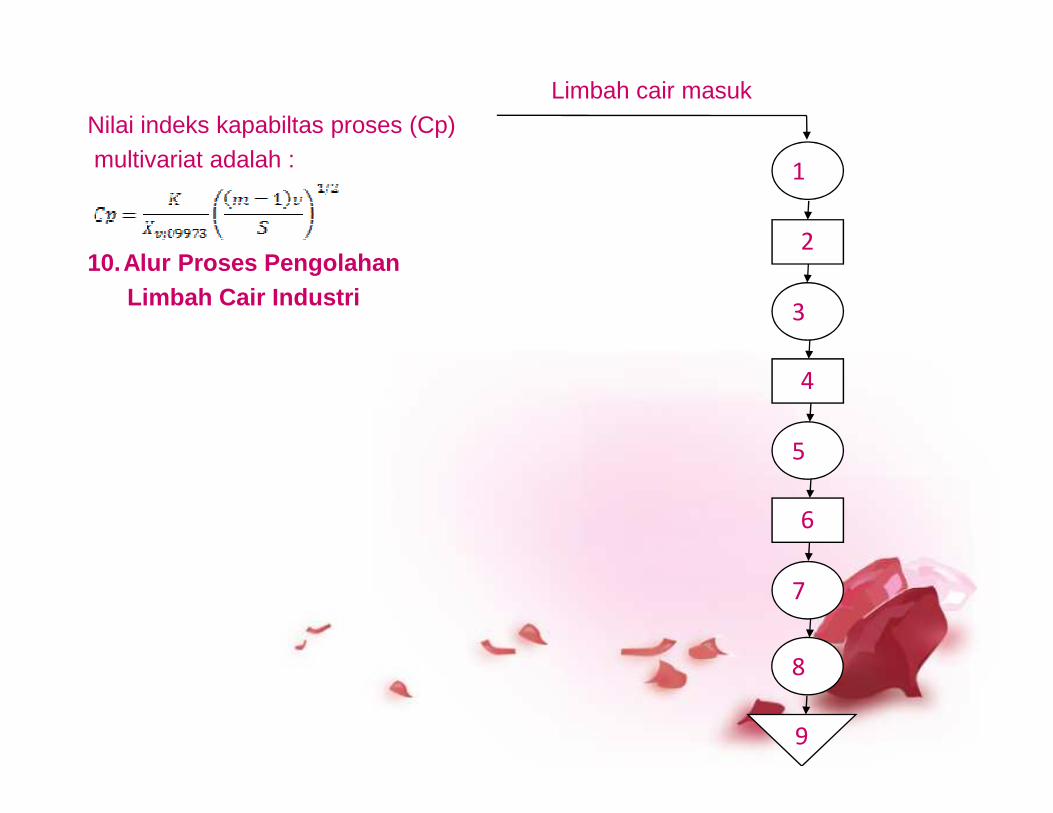
Nilai indeks kapabiltas proses (Cp)multivariat adalah :
10.Alur Proses Pengolahan Limbah Cair Industri
2
1
3
4
Limbah cair masuk
5
6
7
8
9

BabBabBabBab IIIIIIIIIIIIMetodologiMetodologiMetodologiMetodologi PenelitianPenelitianPenelitianPenelitian
SumberSumberSumberSumber DataDataDataData
IdentifikasiIdentifikasiIdentifikasiIdentifikasi VariabelVariabelVariabelVariabel PenelitianPenelitianPenelitianPenelitian
PengambilanPengambilanPengambilanPengambilan SampelSampelSampelSampel
StrukturStrukturStrukturStruktur DataDataDataData
MetodeMetodeMetodeMetode AnalisisAnalisisAnalisisAnalisis

1. Sumber DataData sekunder yang berasal dari laporan harian laboratorium pada bulan Juli 2009 di IPAL PT. SIER (Persero) Surabaya. Data yang digunakan merupakan data hasil penelitian mengenai kadar lumpur yang terkandung dalam limbah cair industri.
2. Identifikasi Variabel Penelitiana. Tahap Awal :
X1 : COD (Chemical Oxygen Demand)b. Tahap kedua
X2 : COD (Chemical Oxygen Demand)X2 : COD (Chemical Oxygen Demand)c. Tahap Ketiga
X3 : Setteable Solid (SS) X4 : Total Suspended Solid (TSS)X5 : Disolve Oxygen (DO)
d. Tahap FinishingX6 : Disolve Oxygen (DO)X7 : COD (Chemical Oxygen Demand)X8 : Transparansi

• Standar baku mutu yang digunakan IPAL PT. SIER dalam pengolahan limbah cair industri :
Parameter Satuan BatasSpesifikasi Atas
Batas Spesifikasi Bawah
1 Zat padat terlarut ml/liter 1000 -2 Zat padat tersuspensi g/liter 6 4
3 - COD (inf) Ppm 3000 -- COD (ops) Ppm 2000- COD (eff) Ppm 100 -
4. DO Ppm - 0.5
3. Pengambilan Sampela. Tahap Awal- Sampel : influent (Rumah pompa)- Petugas : petugas monitoringSampel pertama :- Waktu dan Ukuran Sampel :Sampel diambil sebanyak 150 ml/botol setiap
jam antara pukul 14.00-07.00 (18 botol)
4. DO Ppm - 0.55. Transparansi (eff) Cm 100 -
- Waktu pemeriksaan : (18 botol) dijadikan satu ke dalam jirigen untuk di periksa di laboratorium pada pukul 09.00 oleh petugas laboratorium
Sampel kedua :- Waktu dan Ukuran Sampel : Sampel diambil sebanyak 150 ml/botol setiap jam
antara pukul 08.00-13.00 (6 botol)- Waktu pemeriksaan : (6 botol) dijadikan satu ke dalam jirigen untuk di periksa
di laboratorium pada pukul 13.00 oleh petugas laboratoriumb. Tahap Kedua- Sampel : overflow primary setting (bak primary)- Petugas : petugas monitoringSampel pertama :- Waktu dan Ukuran Sampel :Sampel diambil sebanyak 150 ml/botol setiap jam
antara pukul 14.00-07.00 (18 botol) - Waktu pemeriksaan : (18 botol) dijadikan satu ke dalam jirigen untuk di periksa
di laboratorium pada pukul 09.00 oleh petugas laboratoriumSampel kedua :- Waktu dan Ukuran Sampel : Sampel diambil sebanyak 150 ml/botol setiap jam
antara pukul 08.00-13.00 (6 botol)- Waktu pemeriksaan : (6 botol) dijadikan satu ke dalam jirigen untuk di periksa
di laboratorium pada pukul 13.00 oleh petugas laboratorium

c. Tahap Ketiga- Sampel : Lumpur aktif (Oxydation Ditch)- Petugas : petugas laboratoriumSampel pertama :- Waktu dan Ukuran Sampel :Sampel diambil dalam botol 500 ml untuk
masing-masing Oxydation Ditch pada pukul 09.00- Waktu pemeriksaan : Sampel (4 botol) diperiksa di laboratorium oleh petugas
laboratorium pada pukul 09.00. Sampel kedua :- Waktu dan Ukuran Sampel : Sampel diambil dalam botol 500 ml untuk - Waktu dan Ukuran Sampel : Sampel diambil dalam botol 500 ml untuk
masing-masing Oxydation Ditch pada pukul 13.00- Waktu pemeriksaan : Sampel (4 botol) diperiksa di laboratorium oleh petugas
laboratorium pada pukul 13.00.
d. Tahap Finishing- Sampel : Effluent (Settlentank)- Petugas : petugas laboratoriumSampel pertama :- Waktu dan Ukuran Sampel : Sampel diambil dalam botol 150 ml pada pukul
09.00

- Waktu pemeriksaan : Sampel diperiksa di laboratorium oleh petugas laboratorium pada pukul 09.00.
Sampel kedua :- Waktu dan Ukuran Sampel : Sampel diambil dalam botol 150 ml pada pukul
13.00- Waktu pemeriksaan : Sampel diperiksa di laboratorium oleh petugas
laboratorium pada pukul 13.004. Struktur Dataa. Tahap Ketiga
Hari ke-i VariabelSS TSS DO
1 X11 X12 X13
2 X21 X22 X23
i X i1 X i2 X i3
m Xm1 Xm2 Xm3
Rata-rata keseluruhan pengamatan
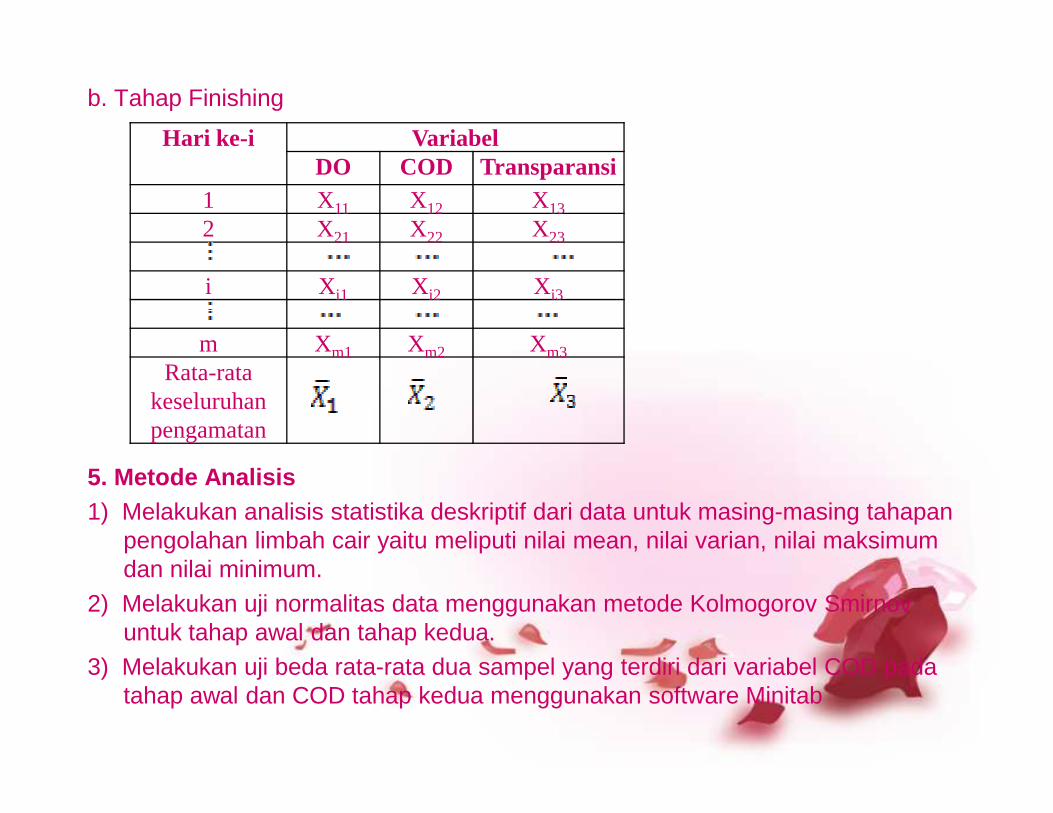
b. Tahap Finishing
Hari ke-i VariabelDO COD Transparansi
1 X11 X12 X13
2 X21 X22 X23
i X i1 X i2 X i3
m Xm1 Xm2 Xm3
Rata-rata keseluruhan
5. Metode Analisis1) Melakukan analisis statistika deskriptif dari data untuk masing-masing tahapan
pengolahan limbah cair yaitu meliputi nilai mean, nilai varian, nilai maksimum dan nilai minimum.
2) Melakukan uji normalitas data menggunakan metode Kolmogorov Smirnov untuk tahap awal dan tahap kedua.
3) Melakukan uji beda rata-rata dua sampel yang terdiri dari variabel COD pada tahap awal dan COD tahap kedua menggunakan software Minitab
keseluruhan pengamatan
4) Melakukan pengujian multivariat normal terhadap variabel kualitas limbah cair untuk tahap ketiga dan keempat pada proses pengolahan limbah cair.
5) Melakukan pengujian kehomogenan matrik varian kovarian untuk tahap ketiga pada proses pengolahan limbah cair.
6) Melakukan pengujian Behrens Fisher untuk tahap ketiga.7) Membuat peta kendali multivariat dengan menggunakan diagram kontrol
multivarat yaitu peta kendali Hotelling individu untuk tahap ketiga dan finishing
8) Melakukan perhitungan deteksi out of control untuk mengetahui variabel yang menjadi penyebab out of control.
9) Melakukan perhitungan kapabilitas proses multivariat untuk tahap ketiga dan tahap finishing.
10)Membuat Kesimpulan.
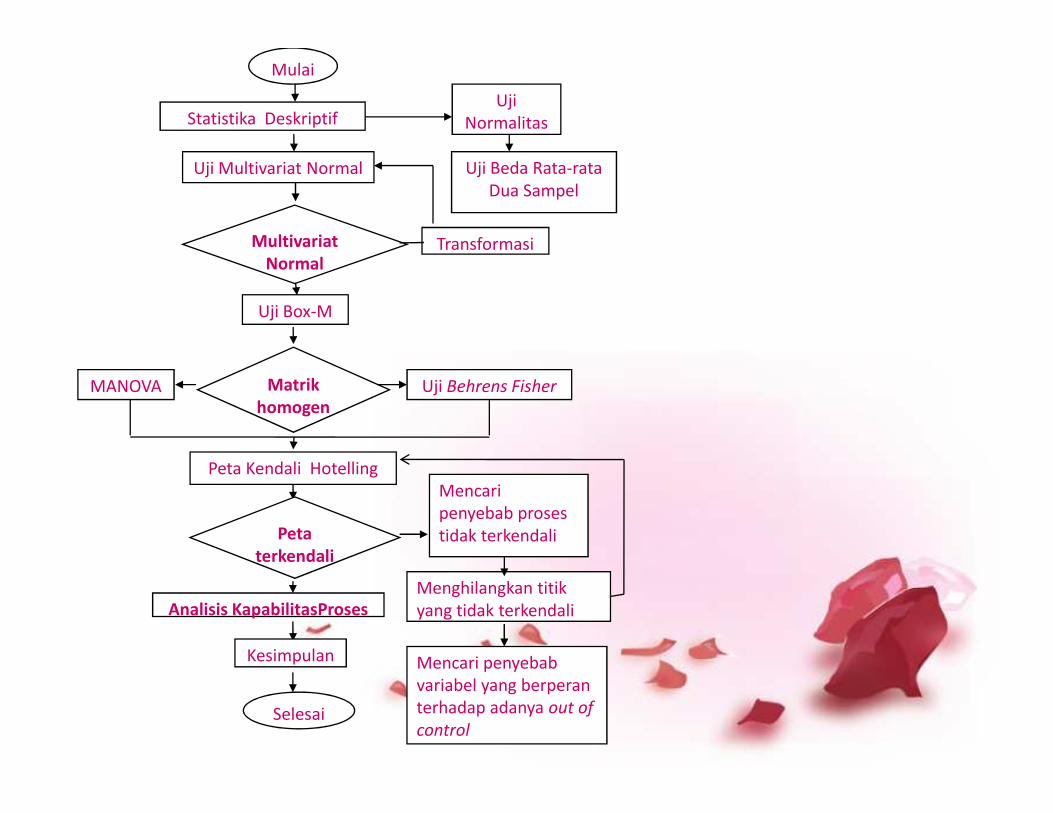
Mulai
Statistika Deskriptif
Multivariat
Normal
Uji Multivariat Normal
Transformasi
Uji
Normalitas
Uji Beda Rata-rata
Dua Sampel
Uji Box-M
Uji Behrens FisherMatrik
homogen
MANOVA
Selesai
Kesimpulan
Analisis KapabilitasProses
Peta Kendali Hotelling
Peta
terkendali
Mencari
penyebab proses
tidak terkendali
Menghilangkan titik
yang tidak terkendali
Mencari penyebab
variabel yang berperan
terhadap adanya out of
control
homogen

BabBabBabBab IVIVIVIVPembahasanPembahasanPembahasanPembahasan
StatistikStatistikStatistikStatistik DeskriptifDeskriptifDeskriptifDeskriptif
PengujianPengujianPengujianPengujian DistribusiDistribusiDistribusiDistribusi NormalNormalNormalNormal
PengujianPengujianPengujianPengujian MultivariatMultivariatMultivariatMultivariat NormalNormalNormalNormal
UjiUjiUjiUji Beda RataBeda RataBeda RataBeda Rata----rata rata rata rata DuaDuaDuaDua SampelSampelSampelSampel
UjiUjiUjiUji KehomogenanKehomogenanKehomogenanKehomogenan MatrikMatrikMatrikMatrik Varian Varian Varian Varian KovarianKovarianKovarianKovarian
UjiUjiUjiUji Behrens FisherBehrens FisherBehrens FisherBehrens Fisher
PetaPetaPetaPeta T2 T2 T2 T2 HotellingHotellingHotellingHotelling
DeteksiDeteksiDeteksiDeteksi out of controlout of controlout of controlout of control
KapabilitasKapabilitasKapabilitasKapabilitas ProsesProsesProsesProses
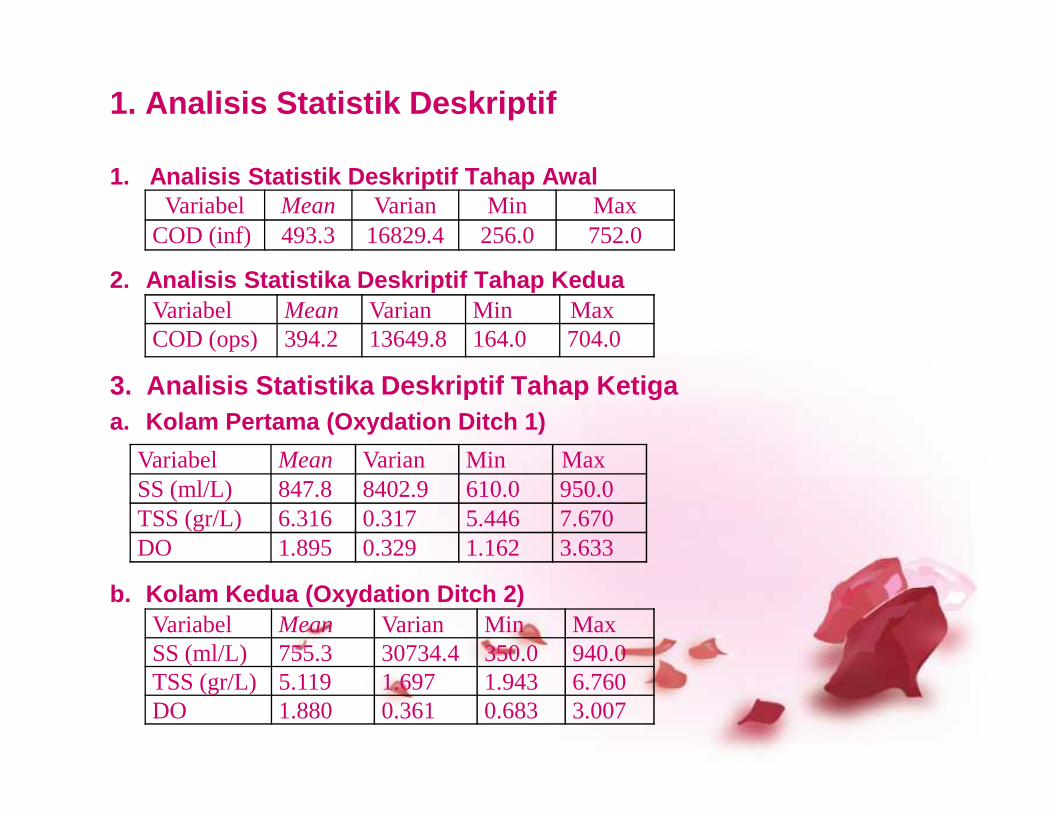
1. Analisis Statistik Deskriptif
1. Analisis Statistik Deskriptif Tahap Awal
2. Analisis Statistika Deskriptif Tahap Kedua
3. Analisis Statistika Deskriptif Tahap Ketiga
Variabel Mean Varian Min MaxCOD (inf) 493.3 16829.4 256.0 752.0
Variabel Mean Varian Min MaxCOD (ops) 394.2 13649.8 164.0 704.0
a. Kolam Pertama (Oxydation Ditch 1)
b. Kolam Kedua (Oxydation Ditch 2)
Variabel Mean Varian Min MaxSS (ml/L) 847.8 8402.9 610.0 950.0TSS (gr/L) 6.316 0.317 5.446 7.670DO 1.895 0.329 1.162 3.633
Variabel Mean Varian Min MaxSS (ml/L) 755.3 30734.4 350.0 940.0TSS (gr/L) 5.119 1.697 1.943 6.760DO 1.880 0.361 0.683 3.007

c. Kolam Ketiga (Oxydation Ditch 3)
d. Kolam Keempat (Oxydation Ditch 4)
Variabel Mean Varian Min MaxSS (ml/L) 864.8 4166.4 750.0 975.0TSS (gr/L) 6.241 1.048 4.258 7.794DO 1.9650 0.2338 1.0360 3.1620
Variabel Mean Varian Min MaxSS (ml/L) 792.8 14796 540.0 925.0TSS (gr/L) 5.335 1.085 3.056 7.130DO 1.928 0.432 0.752 3.247
4. Analisis Statistik Deskriptif Tahap Finishing
DO 1.928 0.432 0.752 3.247
Variabel Mean Varian Min Max
DO 42.73 448.13 8.00 96.00
COD 1.0419 0.2308 0.205 2.5970
Transparansi 69.17 257.04 40.00 110.00

2. Pengujian Distribusi Normal• Hipotesis :
H0 : Data variabel COD pada tahap awal berdistribusi normalH1 : Data variabel COD pada tahap awal tidak berdistribusi Normal
• Taraf signifikansi :α=0.05
• Satatistik uji : D =
• Daerah Kritis :)()( 0 xFxFSup n
x−
• Daerah Kritis :Tolak H0 jika Dhitung > Dα atau p_value < αTahap AwalKesimpulan : Gagal tolak H0 yang berarti data variabel COD pada tahap awal telah memenuhi distribusi normal karena nilai Dhitung < Dα yaitu 0.094 < 0.242 dengan taraf signifikan 0.05 atau bisa dilihat dari p_value > 0.05yaitu sebesar 0.15.Tahap Kedua
Kesimpulan : Gagal tolak H0 yang berarti bahwa data variabel COD pada tahap kedua telah berdistribusi normal dengan Dhitung < Dα yaitu 0.108 < 0.242 atau dapat dilihat dari p_value > 0.05 yaitu sebesar 0.150.
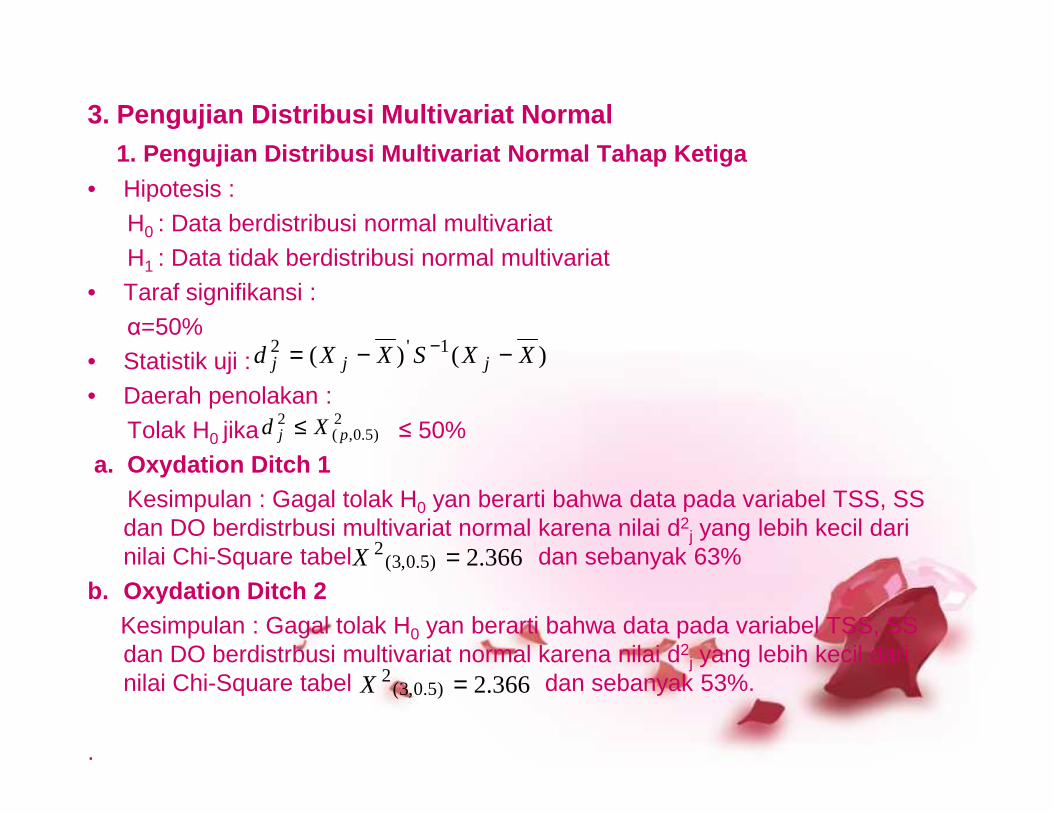
3. Pengujian Distribusi Multivariat Normal1. Pengujian Distribusi Multivariat Normal Tahap Ketiga
• Hipotesis :H0 : Data berdistribusi normal multivariatH1 : Data tidak berdistribusi normal multivariat
• Taraf signifikansi :α=50%
• Statistik uji : • Daerah penolakan :
)()( 1'2 XXSXXd jjj −−= −
• Daerah penolakan : Tolak H0 jika ≤ 50%
a. Oxydation Ditch 1Kesimpulan : Gagal tolak H0 yan berarti bahwa data pada variabel TSS, SS dan DO berdistrbusi multivariat normal karena nilai d2
j yang lebih kecil dari nilai Chi-Square tabel dan sebanyak 63%
b. Oxydation Ditch 2Kesimpulan : Gagal tolak H0 yan berarti bahwa data pada variabel TSS, SS dan DO berdistrbusi multivariat normal karena nilai d2
j yang lebih kecil dari nilai Chi-Square tabel dan sebanyak 53%.
.
2)5.0,(
2pj Xd ≤
366.2)5.0,3(2 =X
366.2)5.0,3(2 =X
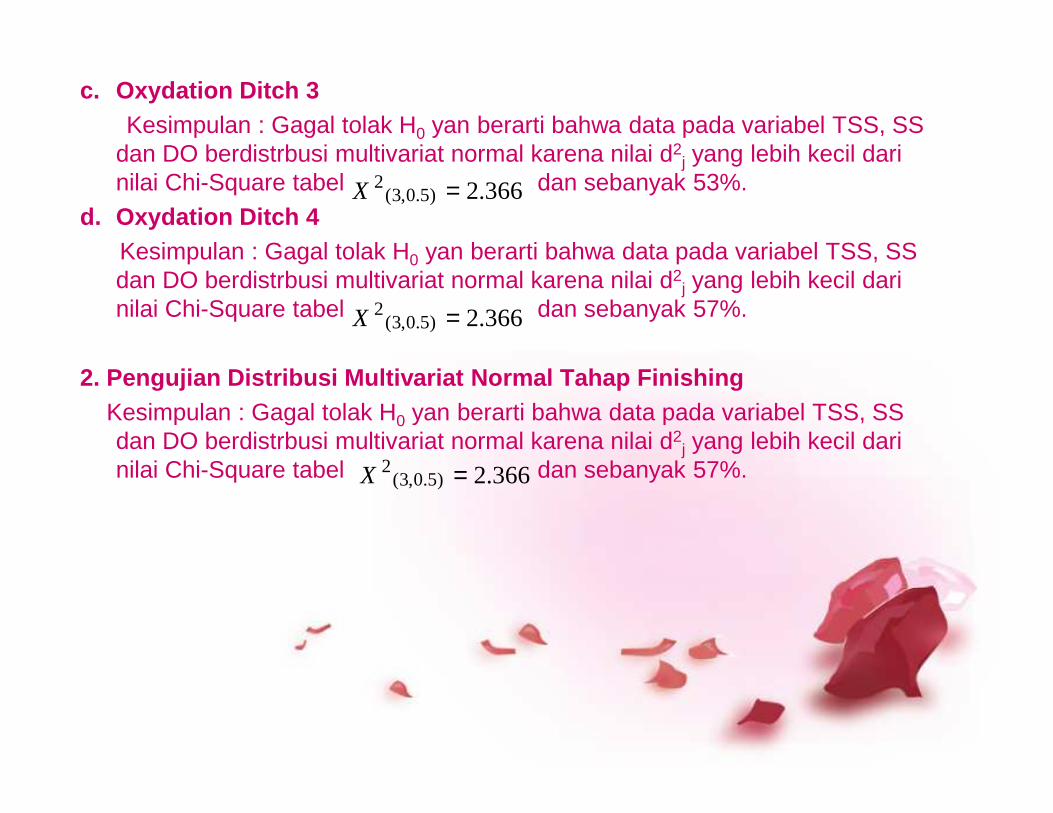
c. Oxydation Ditch 3Kesimpulan : Gagal tolak H0 yan berarti bahwa data pada variabel TSS, SS
dan DO berdistrbusi multivariat normal karena nilai d2j yang lebih kecil dari
nilai Chi-Square tabel dan sebanyak 53%.d. Oxydation Ditch 4
Kesimpulan : Gagal tolak H0 yan berarti bahwa data pada variabel TSS, SS dan DO berdistrbusi multivariat normal karena nilai d2
j yang lebih kecil dari nilai Chi-Square tabel dan sebanyak 57%.
2. Pengujian Distribusi Multivariat Normal Tahap FinishingKesimpulan : Gagal tolak H yan berarti bahwa data pada variabel TSS, SS
366.2)5.0,3(2 =X
366.2)5.0,3(2 =X
Kesimpulan : Gagal tolak H0 yan berarti bahwa data pada variabel TSS, SS dan DO berdistrbusi multivariat normal karena nilai d2
j yang lebih kecil dari nilai Chi-Square tabel dan sebanyak 57%.366.2)5.0,3(
2 =X
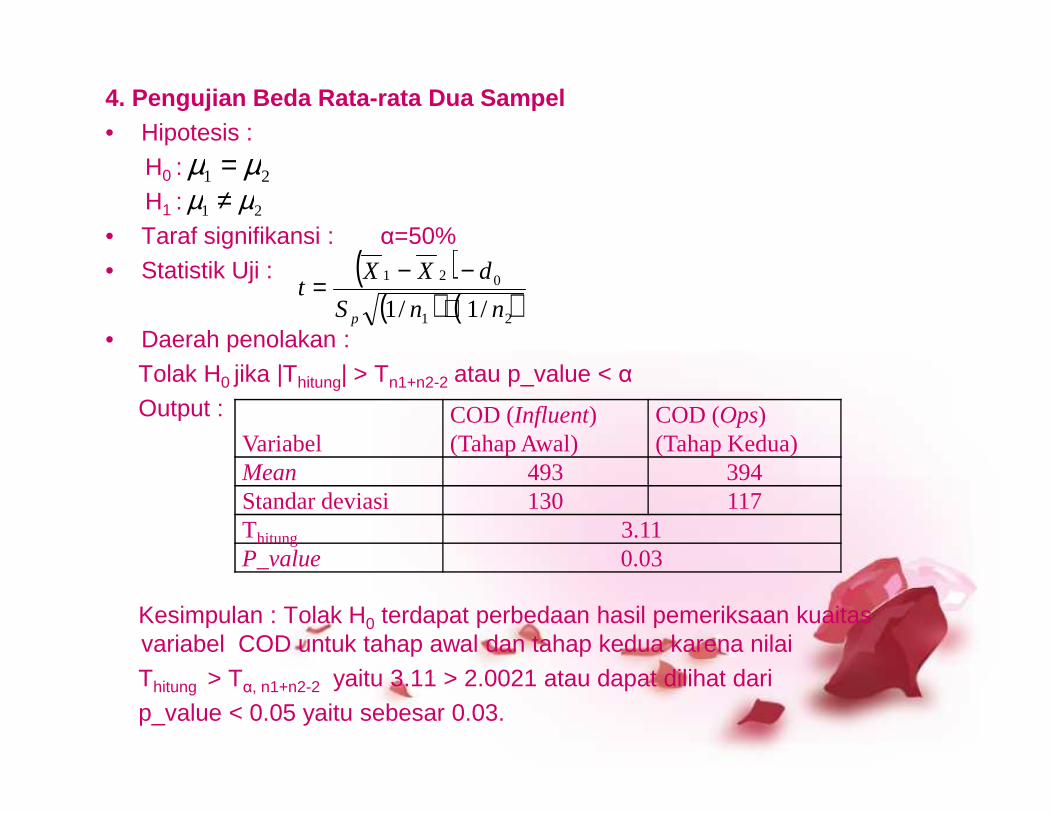
4. Pengujian Beda Rata-rata Dua Sampel• Hipotesis :
H0 : H1 :
• Taraf signifikansi : α=50%• Statistik Uji :
• Daerah penolakan :Tolak H0 jika |Thitung| > Tn1+n2-2 atau p_value < αOutput :
( )( ) ( )21
021
/1/1 nnS
dXXt
p +−−
=
COD (Influent) COD (Ops)
21 µµ =21 µµ ≠
Output :
Kesimpulan : Tolak H0 terdapat perbedaan hasil pemeriksaan kuaitas variabel COD untuk tahap awal dan tahap kedua karena nilai Thitung > Tα, n1+n2-2 yaitu 3.11 > 2.0021 atau dapat dilihat dari p_value < 0.05 yaitu sebesar 0.03.
VariabelCOD (Influent)(Tahap Awal)
COD (Ops)(Tahap Kedua)
Mean 493 394Standar deviasi 130 117Thitung 3.11P_value 0.03
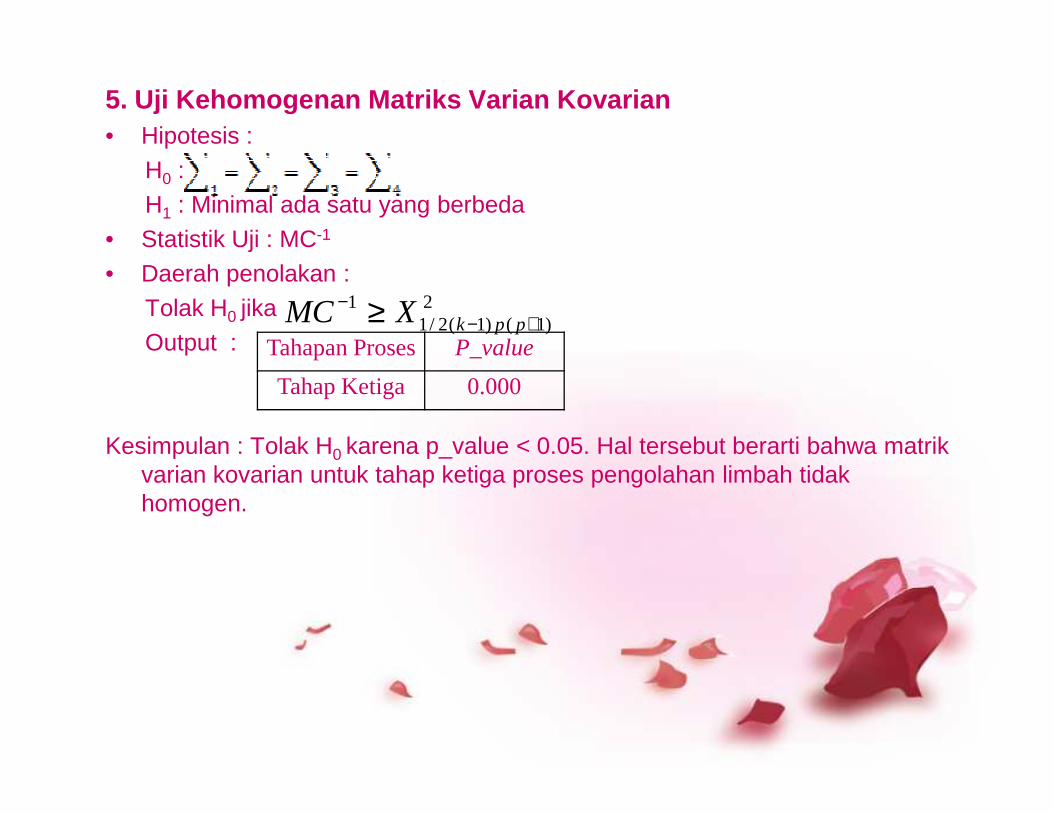
5. Uji Kehomogenan Matriks Varian Kovarian• Hipotesis :
H0 : H1 : Minimal ada satu yang berbeda
• Statistik Uji : MC-1
• Daerah penolakan : Tolak H0 jika Output :
2)1()1(2/1
1+−
− ≥ ppkXMCTahapan Proses P_value
Tahap Ketiga 0.000
Kesimpulan : Tolak H0 karena p_value < 0.05. Hal tersebut berarti bahwa matrik varian kovarian untuk tahap ketiga proses pengolahan limbah tidak homogen.
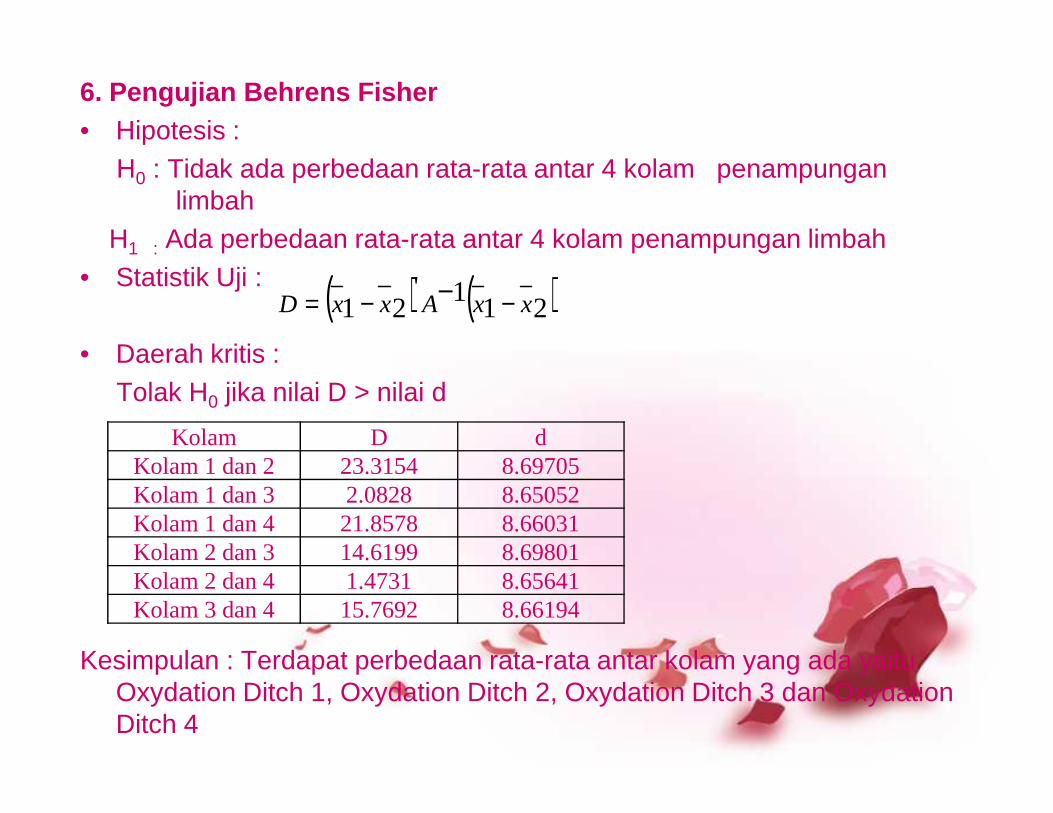
6. Pengujian Behrens Fisher• Hipotesis :
H0 : Tidak ada perbedaan rata-rata antar 4 kolam penampunganlimbah
H1 : Ada perbedaan rata-rata antar 4 kolam penampungan limbah• Statistik Uji :
• Daerah kritis :Tolak H0 jika nilai D > nilai d
( ) ( )211'
21 xxAxxD −−= −
0
Kesimpulan : Terdapat perbedaan rata-rata antar kolam yang ada yaituOxydation Ditch 1, Oxydation Ditch 2, Oxydation Ditch 3 dan OxydationDitch 4
Kolam D dKolam 1 dan 2 23.3154 8.69705Kolam 1 dan 3 2.0828 8.65052Kolam 1 dan 4 21.8578 8.66031Kolam 2 dan 3 14.6199 8.69801Kolam 2 dan 4 1.4731 8.65641Kolam 3 dan 4 15.7692 8.66194
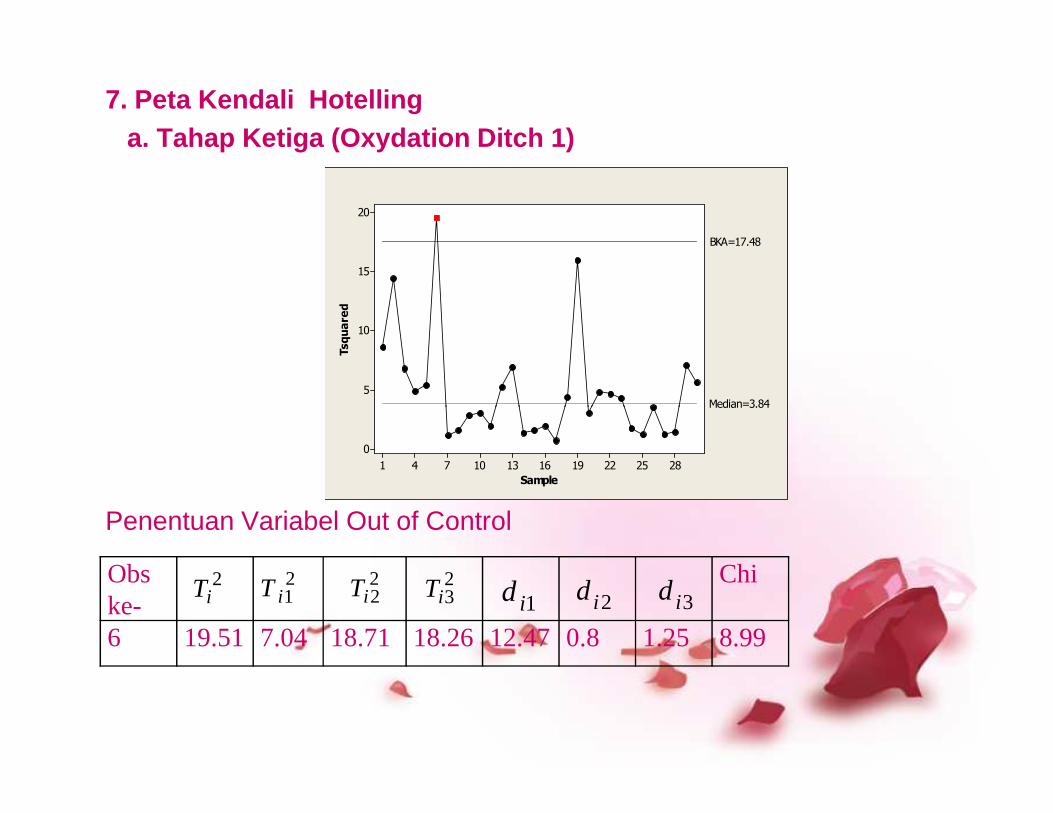
7. Peta Kendali Hotellinga. Tahap Ketiga (Oxydation Ditch 1)
20
15
10
5
Tsquared
Median=3.84
BKA=17.48
Penentuan Variabel Out of Control
28252219161310741
0
Sample
Median=3.84
Obske-
Chi
6 19.51 7.04 18.71 18.26 12.47 0.8 1.25 8.99
2iT 2
1iT 22iT 2
3iT1id 2id 3id
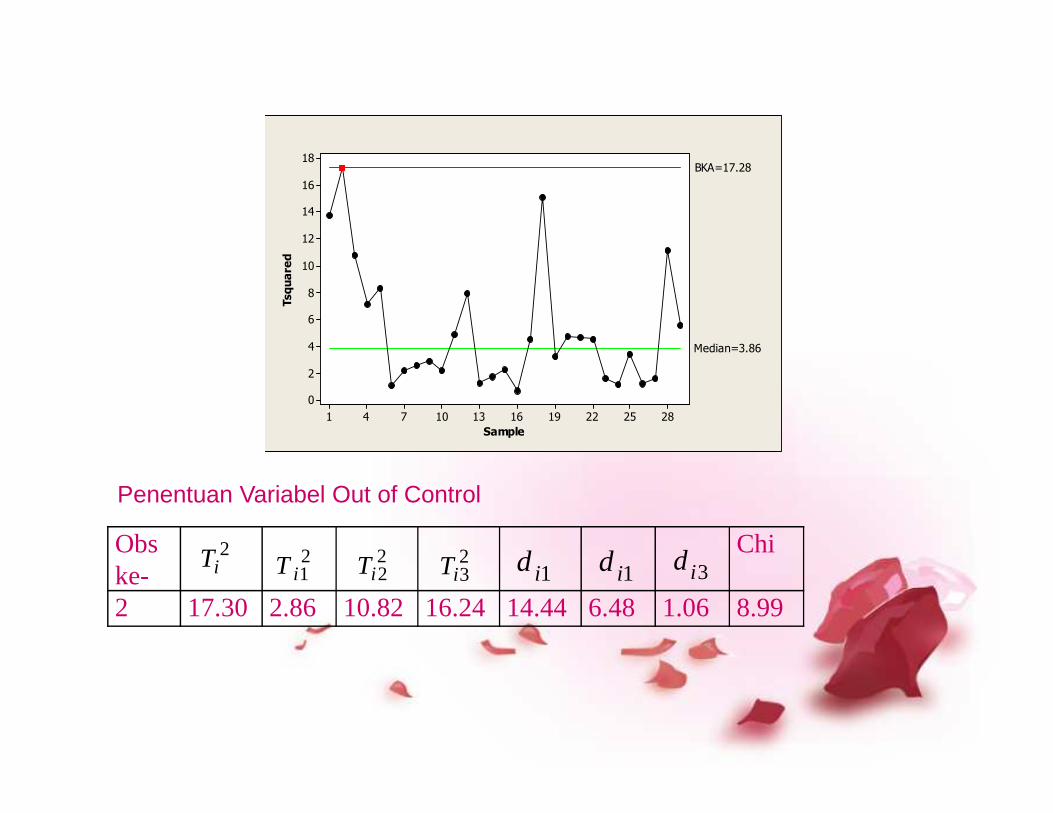
18
16
14
12
10
8
6
4
2
0
Tsquared
Median=3.86
BKA=17.28
Obske-
Chi
2 17.30 2.86 10.82 16.24 14.44 6.48 1.06 8.99
28252219161310741
Sample
Penentuan Variabel Out of Control
2iT 2
1iT 22iT 2
3iT 1id 1id 3id
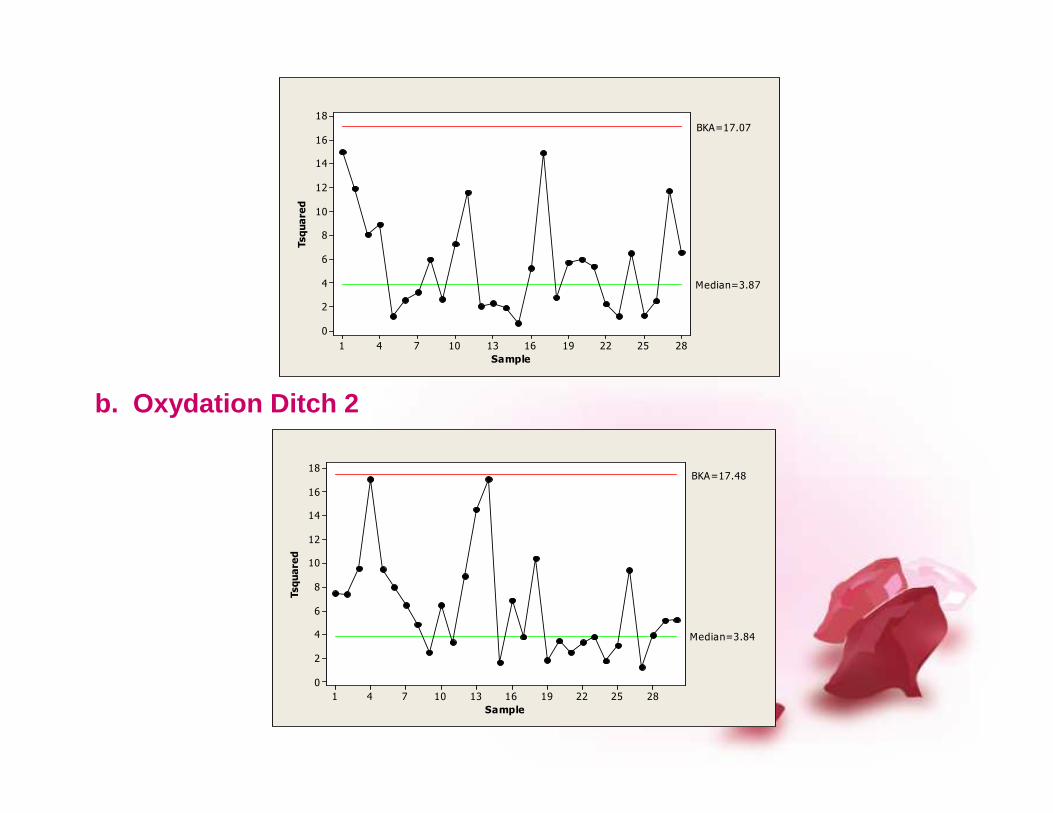
b. Oxydation Ditch 2
Sample
Tsquared
28252219161310741
18
16
14
12
10
8
6
4
2
0
Median=3.87
BKA=17.07
b. Oxydation Ditch 2
28252219161310741
18
16
14
12
10
8
6
4
2
0
Sample
Tsquared
Median=3.84
BKA=17.48
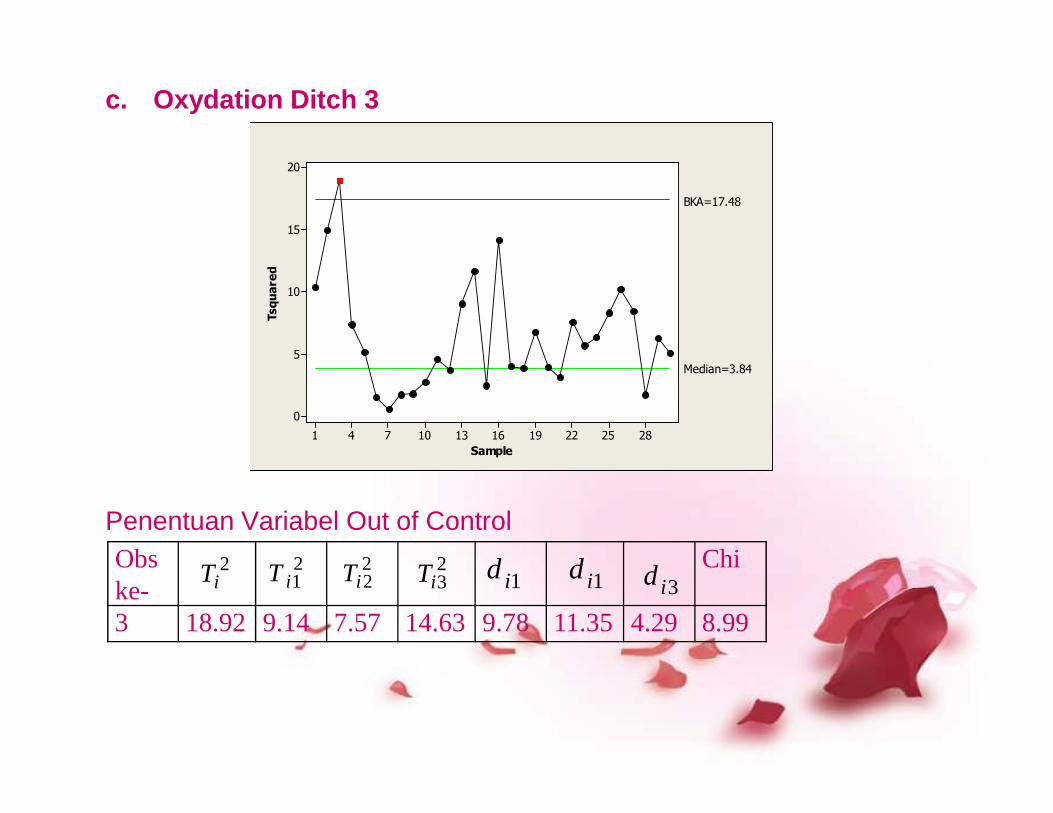
c. Oxydation Ditch 3
20
15
10
5
Tsquared
Median=3.84
BKA=17.48
Penentuan Variabel Out of Control
28252219161310741
0
Sample
Obske-
Chi
3 18.92 9.14 7.57 14.63 9.78 11.35 4.29 8.99
2iT 2
1iT 22iT 2
3iT 1id 1id3id

d. Oxydation Ditch 4
28252219161310741
18
16
14
12
10
8
6
4
2
0
Sample
Tsquared
Median=3.86
BKA=17.28
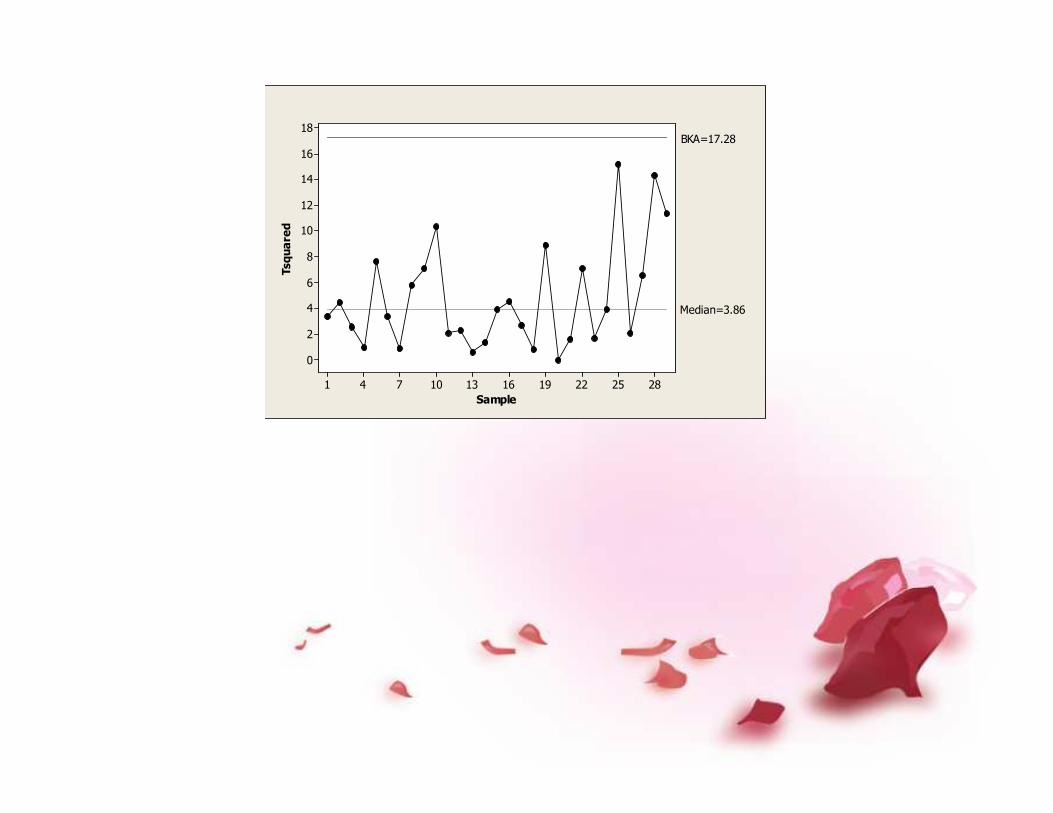
d. Oxydation Ditch 4
28252219161310741
20
15
10
5
0
Sample
Tsquared
Median=3.84
BKA=17.48
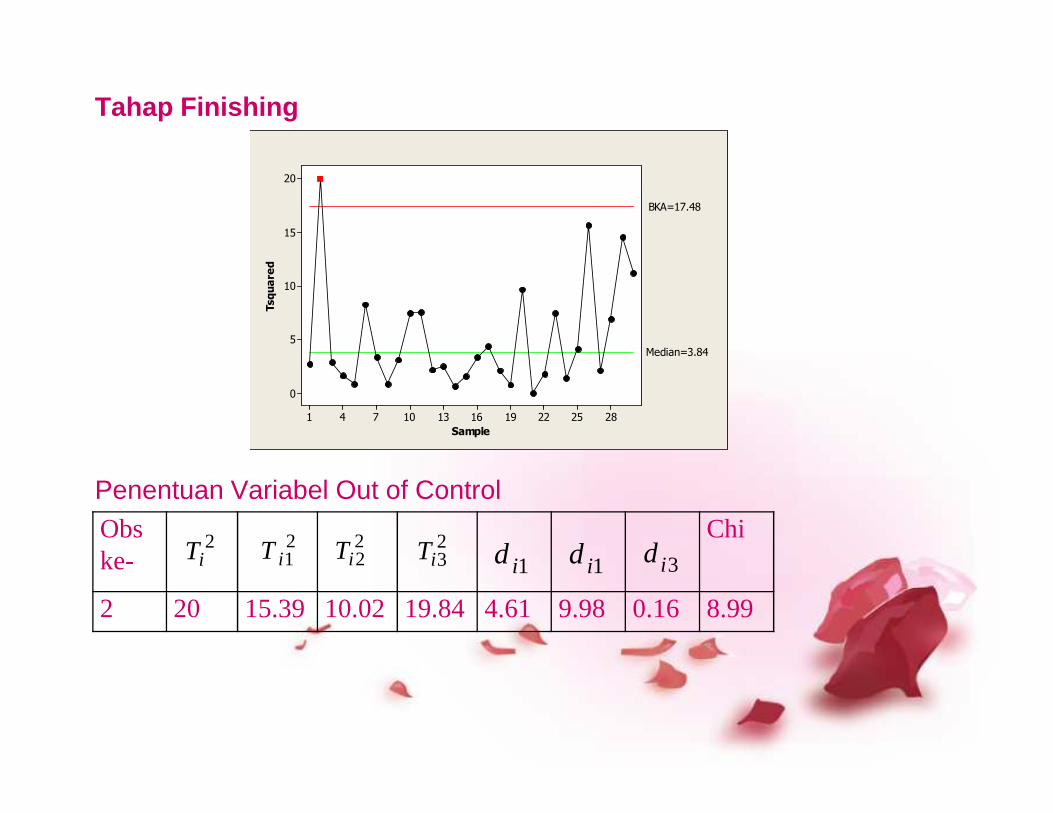
Tahap Finishing
20
15
10
5
0
Tsquared
Median=3.84
BKA=17.48
Penentuan Variabel Out of Control
28252219161310741
Sample
Obske-
Chi
2 20 15.39 10.02 19.84 4.61 9.98 0.16 8.99
2iT 2
1iT 22iT 2
3iT1id 1id 3id
28252219161310741
18
16
14
12
10
8
6
4
2
0
Sample
Tsquared
Median=3.86
BKA=17.28
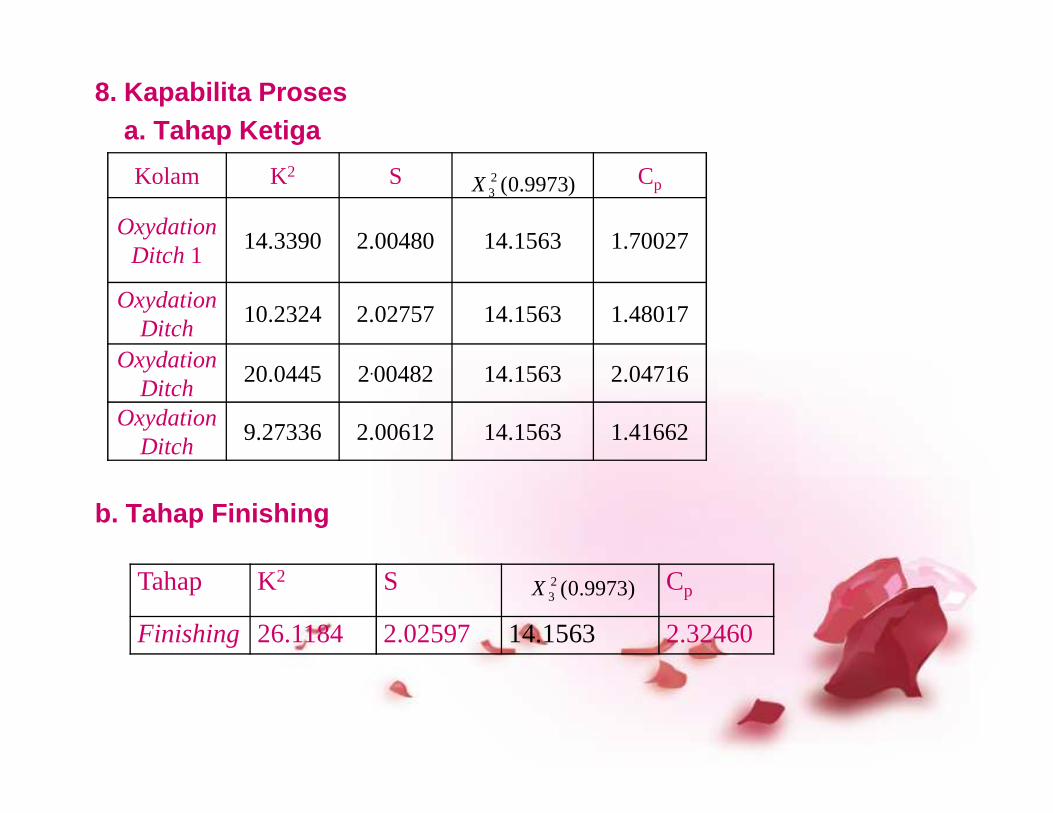
8. Kapabilita Prosesa. Tahap Ketiga
Kolam K2 S Cp
Oxydation Ditch 1
14.3390 2.00480 14.1563 1.70027
Oxydation Ditch
10.2324 2.02757 14.1563 1.48017
Oxydation Ditch
20.0445 2.00482 14.1563 2.04716
Oxydation
)9973.0(23X
b. Tahap Finishing
Oxydation Ditch
9.27336 2.00612 14.1563 1.41662
Tahap K2 S Cp
Finishing 26.1184 2.02597 14.1563 2.32460
)9973.0(23X

BabBabBabBab VVVVKesimpulanKesimpulanKesimpulanKesimpulan dandandandan SaranSaranSaranSaran
KesimpulanKesimpulanKesimpulanKesimpulan
SaranSaranSaranSaranSaranSaranSaranSaran

KESIMPULAN
• Terdapat perbedaan rata-rata hasil pemeriksaan variabel kualitas yaituvariabel COD antara sampel yang diambil pada tahap awal dan tahap kedua.
• Terdapat perbedaan rata-rata antara keempat kolam penampungan limbahcair pada tahap ketiga yaitu Oxydation Ditch 1, Oxydation Ditch 2, OxydationDitch 3 dan Oxydation Ditch 4.
• Peta T2 Hotelling pada tahap ketiga Oxydation Ditch 1 menunjukkan terdapat2 titik pengamatan yang berada diluar batas kendali atas dan variabelpenyebab adanya out of control adalah variabel SS (Settleable Solid). UntukOxydation Ditch 2 menunjukkan peta kendali T2 Hotelling dalam keadaanterkendali. Untuk Oxydation Ditch 3 terdapat satu titik pengamatan yangberada diluar batas kendali atas dan variabel penyebab adanya out of controladalah variabel SS (Settleable Solid) dan TSS (Total Suspended Solid).Untuk Oxydation Ditch 4 menunjukkan peta kendali T2 Hotelling dalamkeadaan terkendali. Sedangkan untuk tahap finishing terdapat satu titikpengamatan yang berada diluar batas kendali atas dan variabel yangmenyebabkan adanya out of control adalah variabel SS (Settleable Solid).
• Proses pengolahan limbah cair pada tahap ketiga dan tahapfinishing telah kapabel karena nilai Cp yang dihasilkan lebihdari satu (Cp > 1).
• SaranSaran yang dapat diberikan pada hasil penelitian ini adalah
perusahaan perlu melakukan pengendalian secara statistik yaitudengan peta kendali multivariat yaitu peta T2 Hotelling dan analisiskapabilitas proses untuk mengukur proses pengolahan limbah cairindustri. Selain itu análisis dapat digunakan sebagai pembandingpengontrolan kualitas secara kimia yang telah dilakukan oleh pihakperusahaan serta sebagai evaluasi terhadap hasil pengolahanlimbah cair sehingga dapat memenuhi spesifikasi yang ditentukan

fx~|tÇ A A Afx~|tÇ A A Afx~|tÇ A A Afx~|tÇ A A A
wtÇ wtÇ wtÇ wtÇ
gxÜ|Åt ~tá|{ A A AgxÜ|Åt ~tá|{ A A AgxÜ|Åt ~tá|{ A A AgxÜ|Åt ~tá|{ A A AgxÜ|Åt ~tá|{ A A AgxÜ|Åt ~tá|{ A A AgxÜ|Åt ~tá|{ A A AgxÜ|Åt ~tá|{ A A A