ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE … · SEKOLAH TINGGI TEKNIK ATLAS NUSANTARA MALANG...
62
ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE PACKING SKM KALENG CERMEX LINE B LAPORAN Diajukan untuk memenuhi sebagian persyaratan Kelulusan Kuliah Kerja Industri semester 6 Disusun oleh MUHAMMAD FARIS NAUFAL 1710005 SEKOLAH TINGGI TEKNIK ATLAS NUSANTARA MALANG PROGRAM STUDI TEKNIK ELEKTRO 2013
-
Upload
trinhhuong -
Category
Documents
-
view
227 -
download
0
Transcript of ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE … · SEKOLAH TINGGI TEKNIK ATLAS NUSANTARA MALANG...

ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE PACKING SKM KALENG CERMEX LINE B
LAPORAN Diajukan untuk memenuhi sebagian persyaratan
Kelulusan Kuliah Kerja Industri semester 6
Disusun oleh
MUHAMMAD FARIS NAUFAL 1710005
SEKOLAH TINGGI TEKNIK ATLAS NUSANTARA MALANG PROGRAM STUDI TEKNIK ELEKTRO
2013
ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE PACKING SKM KALENG CERMEX LINE B
Disusun oleh
MUHAMMAD FARIS NAUFAL 1710005
Telah disetujui dosen pembimbing Tanggal 25 Juli 2013
Dosen Pembimbing I Pembimbing II
Pradistya Avianda ST Drs Widiharso MT
ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE PACKING SKM KALENG CERMEX LINE B
Disusun oleh
MUHAMMAD FARIS NAUFAL 1710005
Laporan ini telah diuji pada tanggal 1 Agustus 2013
Penguji Penguji I Penguji II
Dharmawan SST Drs H Tejo Marjuki ST MT
i
PENGANTAR
Dengan mengucapkan syukur kehadirat Allah SWT atas limpahan
rahmat dan hidayahndashNya penulis dapat menyelesaikan laporan dengan judul
ldquoAnalisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B ldquo
Laporan ini disusun dengan tujuan memberikan informasi tentang
rejected product dalam sebuah mesin dan bagaimana menguranginya pada
Mesin Auto case packing Kaleng Cermex Line B Tidak lupa penulis
mengucapkan terima kasih kepada pihak ndash pihak yang telah membantu
pembuatan laporan ini antara lain
1 Bapak Ahmad Fauzi selaku Factory Manager PT Indolakto Factory
Purwosari atas izin dan fasilitas yang diberikan selama pelaksanaan
KKI tahap II
2 Pradistya Avianda ST selaku Pembina dan Supervisor [(( CI amp SHE)
Continous Improvement amp Safety Health amp Environment)] PT
Indolakto Factory Purwosari atas segala kesempatan bimbingan dan
bantuan yang diberikan selama KKI
3 Teman ndash teman Genset dan Workshop
4 Pak Neidik selaku Supervisor Workshop yang telah memberikan
fasiltias di Workshop
5 Pak Seda selaku Supervisor Utility yang telah memberikan
pengalamannya dan tawaran kerja
6 Pak Andik selaku Automation PT Indolakto Facotry Purwosari yang
telah memberikan pengetahuan bimbingan dan saran
7 Yang terhormat Drs Widiharso MT selaku dosen pembimbing KKI
JP VEDC Malang
8 Orang tua dan semua pihak yang tidak dapat penulis sebutkan satu
persatu
ii
Penulis menyadari bahwa laporan ini masih jauh dari sempurna oleh
karena itu penulis sangat mengharapkan masukan berupa kritik dan saran
Semoga laporan ini bermanfaat dan berguna dalam memberikan informasii
serta tambahan pengetahuan bagi kita semua
Penulis
iii
DAFTAR ISI Halaman
PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR vi
DAFTAR TABEL viii
ABSTRAK ix
PROFIL PERUSAHAAN x
BAB I PENDAHULUAN 1
11 Latar Belakang Masalah 1
12 Identifikasi dan Pembatasan Masalah 2
13 Rumusan Masalah 2
14 Tujuan Penulisan 2
BAB II TINJAUAN PUSTAKA 3
21 Bagian Auto case packing SKM Kaleng Line B 3
211 Konveyor Kaleng 3
212 Alur Kaleng 3
213 Stopper Kaleng 4
214 Vacuum Kaleng 5
215 Konveyor Penampung Karton 6
216 Konveyor Karton 6
217 Injector Glue Karton 7
218 Silinder Karton 8
219 Coding Karton 9
22 PLC (Progammable Logic Control) 10
23 Motor 3 phase 11
231 Konstruksi Motor 3 Phase 11
232 Stator 11
233 Rotor 12
234 Prinsip Kerja Moor 3 Phase 13
235 Sistem 3 Phase 13
24 Motor Servo 16
241 Pemberian sinyal Motor Servo 17
iv
25 Sensor 17
251 Sensor Proximity 18
2511 Inductive Proximity 18
2512 Capacitive Proximity 18
253 Photo Electric 19
254 Reed switch 21
26 Silinder Pneumatik 22
261 Silinder kerja tunggal 22
2611 Konstruksi 23
2612 Prinsip kerja 24
262 Silinder ganda 25
2621 Konstruksi 25
2622 Prinsip kerja 25
2623 Macam-macam silinder kerja ganda 26
2624 Silinder dengan peredam diakhiri langkah 27
27 Gaya piston 28
BAB III HASIL DAN PEMBAHASAN 29
31 Cara Kerja Auto case packing SKM Kaleng Line B 29
32 Posisi Sensor Silinder dan Motor 30
33 Flowchart Auto case packing SKM Kaleng Line B 35
34 Laporan di Lapangan 36
341 Laporan Penelitian di Line 36
342 Pembahasan Masalah 37
3421 Label kaleng lepas di karton setelah mesin cermex
37
3422 Label kaleng lepas setelah mesin labeller 37
3423 Kaleng susu keluar karton 38
3424 Isi kaleng susu di karton kurang 38
3425 Label kaleng susu double 39
3426 Label kaleng susu robek 39
35 Usulan Improvement 39
351 Penambahan sensor pendeteksi label kaleng rusak
dan rejector di mesin Auto case packing Cermex 39
v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
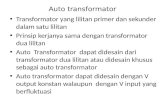
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE PACKING SKM KALENG CERMEX LINE B
Disusun oleh
MUHAMMAD FARIS NAUFAL 1710005
Telah disetujui dosen pembimbing Tanggal 25 Juli 2013
Dosen Pembimbing I Pembimbing II
Pradistya Avianda ST Drs Widiharso MT
ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE PACKING SKM KALENG CERMEX LINE B
Disusun oleh
MUHAMMAD FARIS NAUFAL 1710005
Laporan ini telah diuji pada tanggal 1 Agustus 2013
Penguji Penguji I Penguji II
Dharmawan SST Drs H Tejo Marjuki ST MT
i
PENGANTAR
Dengan mengucapkan syukur kehadirat Allah SWT atas limpahan
rahmat dan hidayahndashNya penulis dapat menyelesaikan laporan dengan judul
ldquoAnalisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B ldquo
Laporan ini disusun dengan tujuan memberikan informasi tentang
rejected product dalam sebuah mesin dan bagaimana menguranginya pada
Mesin Auto case packing Kaleng Cermex Line B Tidak lupa penulis
mengucapkan terima kasih kepada pihak ndash pihak yang telah membantu
pembuatan laporan ini antara lain
1 Bapak Ahmad Fauzi selaku Factory Manager PT Indolakto Factory
Purwosari atas izin dan fasilitas yang diberikan selama pelaksanaan
KKI tahap II
2 Pradistya Avianda ST selaku Pembina dan Supervisor [(( CI amp SHE)
Continous Improvement amp Safety Health amp Environment)] PT
Indolakto Factory Purwosari atas segala kesempatan bimbingan dan
bantuan yang diberikan selama KKI
3 Teman ndash teman Genset dan Workshop
4 Pak Neidik selaku Supervisor Workshop yang telah memberikan
fasiltias di Workshop
5 Pak Seda selaku Supervisor Utility yang telah memberikan
pengalamannya dan tawaran kerja
6 Pak Andik selaku Automation PT Indolakto Facotry Purwosari yang
telah memberikan pengetahuan bimbingan dan saran
7 Yang terhormat Drs Widiharso MT selaku dosen pembimbing KKI
JP VEDC Malang
8 Orang tua dan semua pihak yang tidak dapat penulis sebutkan satu
persatu
ii
Penulis menyadari bahwa laporan ini masih jauh dari sempurna oleh
karena itu penulis sangat mengharapkan masukan berupa kritik dan saran
Semoga laporan ini bermanfaat dan berguna dalam memberikan informasii
serta tambahan pengetahuan bagi kita semua
Penulis
iii
DAFTAR ISI Halaman
PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR vi
DAFTAR TABEL viii
ABSTRAK ix
PROFIL PERUSAHAAN x
BAB I PENDAHULUAN 1
11 Latar Belakang Masalah 1
12 Identifikasi dan Pembatasan Masalah 2
13 Rumusan Masalah 2
14 Tujuan Penulisan 2
BAB II TINJAUAN PUSTAKA 3
21 Bagian Auto case packing SKM Kaleng Line B 3
211 Konveyor Kaleng 3
212 Alur Kaleng 3
213 Stopper Kaleng 4
214 Vacuum Kaleng 5
215 Konveyor Penampung Karton 6
216 Konveyor Karton 6
217 Injector Glue Karton 7
218 Silinder Karton 8
219 Coding Karton 9
22 PLC (Progammable Logic Control) 10
23 Motor 3 phase 11
231 Konstruksi Motor 3 Phase 11
232 Stator 11
233 Rotor 12
234 Prinsip Kerja Moor 3 Phase 13
235 Sistem 3 Phase 13
24 Motor Servo 16
241 Pemberian sinyal Motor Servo 17
iv
25 Sensor 17
251 Sensor Proximity 18
2511 Inductive Proximity 18
2512 Capacitive Proximity 18
253 Photo Electric 19
254 Reed switch 21
26 Silinder Pneumatik 22
261 Silinder kerja tunggal 22
2611 Konstruksi 23
2612 Prinsip kerja 24
262 Silinder ganda 25
2621 Konstruksi 25
2622 Prinsip kerja 25
2623 Macam-macam silinder kerja ganda 26
2624 Silinder dengan peredam diakhiri langkah 27
27 Gaya piston 28
BAB III HASIL DAN PEMBAHASAN 29
31 Cara Kerja Auto case packing SKM Kaleng Line B 29
32 Posisi Sensor Silinder dan Motor 30
33 Flowchart Auto case packing SKM Kaleng Line B 35
34 Laporan di Lapangan 36
341 Laporan Penelitian di Line 36
342 Pembahasan Masalah 37
3421 Label kaleng lepas di karton setelah mesin cermex
37
3422 Label kaleng lepas setelah mesin labeller 37
3423 Kaleng susu keluar karton 38
3424 Isi kaleng susu di karton kurang 38
3425 Label kaleng susu double 39
3426 Label kaleng susu robek 39
35 Usulan Improvement 39
351 Penambahan sensor pendeteksi label kaleng rusak
dan rejector di mesin Auto case packing Cermex 39
v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

ANALISIS DAN USULAN IMPROVEMENT MESIN AUTO CASE PACKING SKM KALENG CERMEX LINE B
Disusun oleh
MUHAMMAD FARIS NAUFAL 1710005
Laporan ini telah diuji pada tanggal 1 Agustus 2013
Penguji Penguji I Penguji II
Dharmawan SST Drs H Tejo Marjuki ST MT
i
PENGANTAR
Dengan mengucapkan syukur kehadirat Allah SWT atas limpahan
rahmat dan hidayahndashNya penulis dapat menyelesaikan laporan dengan judul
ldquoAnalisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B ldquo
Laporan ini disusun dengan tujuan memberikan informasi tentang
rejected product dalam sebuah mesin dan bagaimana menguranginya pada
Mesin Auto case packing Kaleng Cermex Line B Tidak lupa penulis
mengucapkan terima kasih kepada pihak ndash pihak yang telah membantu
pembuatan laporan ini antara lain
1 Bapak Ahmad Fauzi selaku Factory Manager PT Indolakto Factory
Purwosari atas izin dan fasilitas yang diberikan selama pelaksanaan
KKI tahap II
2 Pradistya Avianda ST selaku Pembina dan Supervisor [(( CI amp SHE)
Continous Improvement amp Safety Health amp Environment)] PT
Indolakto Factory Purwosari atas segala kesempatan bimbingan dan
bantuan yang diberikan selama KKI
3 Teman ndash teman Genset dan Workshop
4 Pak Neidik selaku Supervisor Workshop yang telah memberikan
fasiltias di Workshop
5 Pak Seda selaku Supervisor Utility yang telah memberikan
pengalamannya dan tawaran kerja
6 Pak Andik selaku Automation PT Indolakto Facotry Purwosari yang
telah memberikan pengetahuan bimbingan dan saran
7 Yang terhormat Drs Widiharso MT selaku dosen pembimbing KKI
JP VEDC Malang
8 Orang tua dan semua pihak yang tidak dapat penulis sebutkan satu
persatu
ii
Penulis menyadari bahwa laporan ini masih jauh dari sempurna oleh
karena itu penulis sangat mengharapkan masukan berupa kritik dan saran
Semoga laporan ini bermanfaat dan berguna dalam memberikan informasii
serta tambahan pengetahuan bagi kita semua
Penulis
iii
DAFTAR ISI Halaman
PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR vi
DAFTAR TABEL viii
ABSTRAK ix
PROFIL PERUSAHAAN x
BAB I PENDAHULUAN 1
11 Latar Belakang Masalah 1
12 Identifikasi dan Pembatasan Masalah 2
13 Rumusan Masalah 2
14 Tujuan Penulisan 2
BAB II TINJAUAN PUSTAKA 3
21 Bagian Auto case packing SKM Kaleng Line B 3
211 Konveyor Kaleng 3
212 Alur Kaleng 3
213 Stopper Kaleng 4
214 Vacuum Kaleng 5
215 Konveyor Penampung Karton 6
216 Konveyor Karton 6
217 Injector Glue Karton 7
218 Silinder Karton 8
219 Coding Karton 9
22 PLC (Progammable Logic Control) 10
23 Motor 3 phase 11
231 Konstruksi Motor 3 Phase 11
232 Stator 11
233 Rotor 12
234 Prinsip Kerja Moor 3 Phase 13
235 Sistem 3 Phase 13
24 Motor Servo 16
241 Pemberian sinyal Motor Servo 17
iv
25 Sensor 17
251 Sensor Proximity 18
2511 Inductive Proximity 18
2512 Capacitive Proximity 18
253 Photo Electric 19
254 Reed switch 21
26 Silinder Pneumatik 22
261 Silinder kerja tunggal 22
2611 Konstruksi 23
2612 Prinsip kerja 24
262 Silinder ganda 25
2621 Konstruksi 25
2622 Prinsip kerja 25
2623 Macam-macam silinder kerja ganda 26
2624 Silinder dengan peredam diakhiri langkah 27
27 Gaya piston 28
BAB III HASIL DAN PEMBAHASAN 29
31 Cara Kerja Auto case packing SKM Kaleng Line B 29
32 Posisi Sensor Silinder dan Motor 30
33 Flowchart Auto case packing SKM Kaleng Line B 35
34 Laporan di Lapangan 36
341 Laporan Penelitian di Line 36
342 Pembahasan Masalah 37
3421 Label kaleng lepas di karton setelah mesin cermex
37
3422 Label kaleng lepas setelah mesin labeller 37
3423 Kaleng susu keluar karton 38
3424 Isi kaleng susu di karton kurang 38
3425 Label kaleng susu double 39
3426 Label kaleng susu robek 39
35 Usulan Improvement 39
351 Penambahan sensor pendeteksi label kaleng rusak
dan rejector di mesin Auto case packing Cermex 39
v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

i
PENGANTAR
Dengan mengucapkan syukur kehadirat Allah SWT atas limpahan
rahmat dan hidayahndashNya penulis dapat menyelesaikan laporan dengan judul
ldquoAnalisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B ldquo
Laporan ini disusun dengan tujuan memberikan informasi tentang
rejected product dalam sebuah mesin dan bagaimana menguranginya pada
Mesin Auto case packing Kaleng Cermex Line B Tidak lupa penulis
mengucapkan terima kasih kepada pihak ndash pihak yang telah membantu
pembuatan laporan ini antara lain
1 Bapak Ahmad Fauzi selaku Factory Manager PT Indolakto Factory
Purwosari atas izin dan fasilitas yang diberikan selama pelaksanaan
KKI tahap II
2 Pradistya Avianda ST selaku Pembina dan Supervisor [(( CI amp SHE)
Continous Improvement amp Safety Health amp Environment)] PT
Indolakto Factory Purwosari atas segala kesempatan bimbingan dan
bantuan yang diberikan selama KKI
3 Teman ndash teman Genset dan Workshop
4 Pak Neidik selaku Supervisor Workshop yang telah memberikan
fasiltias di Workshop
5 Pak Seda selaku Supervisor Utility yang telah memberikan
pengalamannya dan tawaran kerja
6 Pak Andik selaku Automation PT Indolakto Facotry Purwosari yang
telah memberikan pengetahuan bimbingan dan saran
7 Yang terhormat Drs Widiharso MT selaku dosen pembimbing KKI
JP VEDC Malang
8 Orang tua dan semua pihak yang tidak dapat penulis sebutkan satu
persatu
ii
Penulis menyadari bahwa laporan ini masih jauh dari sempurna oleh
karena itu penulis sangat mengharapkan masukan berupa kritik dan saran
Semoga laporan ini bermanfaat dan berguna dalam memberikan informasii
serta tambahan pengetahuan bagi kita semua
Penulis
iii
DAFTAR ISI Halaman
PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR vi
DAFTAR TABEL viii
ABSTRAK ix
PROFIL PERUSAHAAN x
BAB I PENDAHULUAN 1
11 Latar Belakang Masalah 1
12 Identifikasi dan Pembatasan Masalah 2
13 Rumusan Masalah 2
14 Tujuan Penulisan 2
BAB II TINJAUAN PUSTAKA 3
21 Bagian Auto case packing SKM Kaleng Line B 3
211 Konveyor Kaleng 3
212 Alur Kaleng 3
213 Stopper Kaleng 4
214 Vacuum Kaleng 5
215 Konveyor Penampung Karton 6
216 Konveyor Karton 6
217 Injector Glue Karton 7
218 Silinder Karton 8
219 Coding Karton 9
22 PLC (Progammable Logic Control) 10
23 Motor 3 phase 11
231 Konstruksi Motor 3 Phase 11
232 Stator 11
233 Rotor 12
234 Prinsip Kerja Moor 3 Phase 13
235 Sistem 3 Phase 13
24 Motor Servo 16
241 Pemberian sinyal Motor Servo 17
iv
25 Sensor 17
251 Sensor Proximity 18
2511 Inductive Proximity 18
2512 Capacitive Proximity 18
253 Photo Electric 19
254 Reed switch 21
26 Silinder Pneumatik 22
261 Silinder kerja tunggal 22
2611 Konstruksi 23
2612 Prinsip kerja 24
262 Silinder ganda 25
2621 Konstruksi 25
2622 Prinsip kerja 25
2623 Macam-macam silinder kerja ganda 26
2624 Silinder dengan peredam diakhiri langkah 27
27 Gaya piston 28
BAB III HASIL DAN PEMBAHASAN 29
31 Cara Kerja Auto case packing SKM Kaleng Line B 29
32 Posisi Sensor Silinder dan Motor 30
33 Flowchart Auto case packing SKM Kaleng Line B 35
34 Laporan di Lapangan 36
341 Laporan Penelitian di Line 36
342 Pembahasan Masalah 37
3421 Label kaleng lepas di karton setelah mesin cermex
37
3422 Label kaleng lepas setelah mesin labeller 37
3423 Kaleng susu keluar karton 38
3424 Isi kaleng susu di karton kurang 38
3425 Label kaleng susu double 39
3426 Label kaleng susu robek 39
35 Usulan Improvement 39
351 Penambahan sensor pendeteksi label kaleng rusak
dan rejector di mesin Auto case packing Cermex 39
v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

ii
Penulis menyadari bahwa laporan ini masih jauh dari sempurna oleh
karena itu penulis sangat mengharapkan masukan berupa kritik dan saran
Semoga laporan ini bermanfaat dan berguna dalam memberikan informasii
serta tambahan pengetahuan bagi kita semua
Penulis
iii
DAFTAR ISI Halaman
PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR vi
DAFTAR TABEL viii
ABSTRAK ix
PROFIL PERUSAHAAN x
BAB I PENDAHULUAN 1
11 Latar Belakang Masalah 1
12 Identifikasi dan Pembatasan Masalah 2
13 Rumusan Masalah 2
14 Tujuan Penulisan 2
BAB II TINJAUAN PUSTAKA 3
21 Bagian Auto case packing SKM Kaleng Line B 3
211 Konveyor Kaleng 3
212 Alur Kaleng 3
213 Stopper Kaleng 4
214 Vacuum Kaleng 5
215 Konveyor Penampung Karton 6
216 Konveyor Karton 6
217 Injector Glue Karton 7
218 Silinder Karton 8
219 Coding Karton 9
22 PLC (Progammable Logic Control) 10
23 Motor 3 phase 11
231 Konstruksi Motor 3 Phase 11
232 Stator 11
233 Rotor 12
234 Prinsip Kerja Moor 3 Phase 13
235 Sistem 3 Phase 13
24 Motor Servo 16
241 Pemberian sinyal Motor Servo 17
iv
25 Sensor 17
251 Sensor Proximity 18
2511 Inductive Proximity 18
2512 Capacitive Proximity 18
253 Photo Electric 19
254 Reed switch 21
26 Silinder Pneumatik 22
261 Silinder kerja tunggal 22
2611 Konstruksi 23
2612 Prinsip kerja 24
262 Silinder ganda 25
2621 Konstruksi 25
2622 Prinsip kerja 25
2623 Macam-macam silinder kerja ganda 26
2624 Silinder dengan peredam diakhiri langkah 27
27 Gaya piston 28
BAB III HASIL DAN PEMBAHASAN 29
31 Cara Kerja Auto case packing SKM Kaleng Line B 29
32 Posisi Sensor Silinder dan Motor 30
33 Flowchart Auto case packing SKM Kaleng Line B 35
34 Laporan di Lapangan 36
341 Laporan Penelitian di Line 36
342 Pembahasan Masalah 37
3421 Label kaleng lepas di karton setelah mesin cermex
37
3422 Label kaleng lepas setelah mesin labeller 37
3423 Kaleng susu keluar karton 38
3424 Isi kaleng susu di karton kurang 38
3425 Label kaleng susu double 39
3426 Label kaleng susu robek 39
35 Usulan Improvement 39
351 Penambahan sensor pendeteksi label kaleng rusak
dan rejector di mesin Auto case packing Cermex 39
v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

iii
DAFTAR ISI Halaman
PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR vi
DAFTAR TABEL viii
ABSTRAK ix
PROFIL PERUSAHAAN x
BAB I PENDAHULUAN 1
11 Latar Belakang Masalah 1
12 Identifikasi dan Pembatasan Masalah 2
13 Rumusan Masalah 2
14 Tujuan Penulisan 2
BAB II TINJAUAN PUSTAKA 3
21 Bagian Auto case packing SKM Kaleng Line B 3
211 Konveyor Kaleng 3
212 Alur Kaleng 3
213 Stopper Kaleng 4
214 Vacuum Kaleng 5
215 Konveyor Penampung Karton 6
216 Konveyor Karton 6
217 Injector Glue Karton 7
218 Silinder Karton 8
219 Coding Karton 9
22 PLC (Progammable Logic Control) 10
23 Motor 3 phase 11
231 Konstruksi Motor 3 Phase 11
232 Stator 11
233 Rotor 12
234 Prinsip Kerja Moor 3 Phase 13
235 Sistem 3 Phase 13
24 Motor Servo 16
241 Pemberian sinyal Motor Servo 17
iv
25 Sensor 17
251 Sensor Proximity 18
2511 Inductive Proximity 18
2512 Capacitive Proximity 18
253 Photo Electric 19
254 Reed switch 21
26 Silinder Pneumatik 22
261 Silinder kerja tunggal 22
2611 Konstruksi 23
2612 Prinsip kerja 24
262 Silinder ganda 25
2621 Konstruksi 25
2622 Prinsip kerja 25
2623 Macam-macam silinder kerja ganda 26
2624 Silinder dengan peredam diakhiri langkah 27
27 Gaya piston 28
BAB III HASIL DAN PEMBAHASAN 29
31 Cara Kerja Auto case packing SKM Kaleng Line B 29
32 Posisi Sensor Silinder dan Motor 30
33 Flowchart Auto case packing SKM Kaleng Line B 35
34 Laporan di Lapangan 36
341 Laporan Penelitian di Line 36
342 Pembahasan Masalah 37
3421 Label kaleng lepas di karton setelah mesin cermex
37
3422 Label kaleng lepas setelah mesin labeller 37
3423 Kaleng susu keluar karton 38
3424 Isi kaleng susu di karton kurang 38
3425 Label kaleng susu double 39
3426 Label kaleng susu robek 39
35 Usulan Improvement 39
351 Penambahan sensor pendeteksi label kaleng rusak
dan rejector di mesin Auto case packing Cermex 39
v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

iv
25 Sensor 17
251 Sensor Proximity 18
2511 Inductive Proximity 18
2512 Capacitive Proximity 18
253 Photo Electric 19
254 Reed switch 21
26 Silinder Pneumatik 22
261 Silinder kerja tunggal 22
2611 Konstruksi 23
2612 Prinsip kerja 24
262 Silinder ganda 25
2621 Konstruksi 25
2622 Prinsip kerja 25
2623 Macam-macam silinder kerja ganda 26
2624 Silinder dengan peredam diakhiri langkah 27
27 Gaya piston 28
BAB III HASIL DAN PEMBAHASAN 29
31 Cara Kerja Auto case packing SKM Kaleng Line B 29
32 Posisi Sensor Silinder dan Motor 30
33 Flowchart Auto case packing SKM Kaleng Line B 35
34 Laporan di Lapangan 36
341 Laporan Penelitian di Line 36
342 Pembahasan Masalah 37
3421 Label kaleng lepas di karton setelah mesin cermex
37
3422 Label kaleng lepas setelah mesin labeller 37
3423 Kaleng susu keluar karton 38
3424 Isi kaleng susu di karton kurang 38
3425 Label kaleng susu double 39
3426 Label kaleng susu robek 39
35 Usulan Improvement 39
351 Penambahan sensor pendeteksi label kaleng rusak
dan rejector di mesin Auto case packing Cermex 39
v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

v
3512 Perencanaan pemasangan sensor 40
352 Pemasangan sensor pendeteksi dan silinder untuk
penyortiran kaleng di konveyor mesin labeller 45
3521 Perencanaan pemasangan sensor 47
BAB IV KESIMPULAN DAN SARAN 50
41 KESIMPULAN 50
42 SARAN 50
DAFTAR PUSTAKA 51
vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

vi
DAFTAR GAMBAR
Halaman
Gambar 21 Sketsa konveyor 3
Gambar 22 Sketsa alur kaleng 4
Gambar 23 Sketsa Stopper Kaleng 4
Gambar 24 Sketsa vacuum kaleng 5
Gambar 25 Sketsa konveyor penampung karton 6
Gambar 26 Sketsa konveyor karton 6
Gambar 27 Sketsa step pembentukan karton 7
Gambar 28 Sketsa injector glue karton 8
Gambar 29 Sketsa silinder karton 8
Gambar 210 Sketsa coding karton 9
Gambar 211 Sketsa Motor 3 phase 11
Gambar 212 Konstruksi belitan stator motor induksi 3 phase 11
Gambar 213 Konstruksi rotor sangkar 12
Gambar 214 Konstruksi rotor lilit 12
Gambar 215 Sistem 3 phase 13
Gambar 216 Hubungan bintang (Y) 14
Gambar 217 Hubungan Segitiga (delta Δ) 15
Gambar 218 Motor Servo 17
Gambar 219 Flush 18
Gambar 220 Non Flush 18
Gambar 221 Thru-beam 19
Gambar 222 Reflex 19
Gambar 223 Polarized Reflex 20
Gambar 224 DIfuse 20
Gambar 225 Diffuse With Background Suppression 20
Gambar 226 Sensor Reed Switch 21
Gambar 227 Medan Magnet 21
Gambar 228 Simbol silinder 22
Gambar 229 Simbol komponen motor 23
Gambar 230 Konstruksi silinder kerja tunggal 24
Gambar 231 Konstruksi silinder kerja ganda 25
Gambar 232 Macam-macam silinder kerja ganda 26
vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

vii
Gambar 233 Silinder kerja ganda dengan bantalan udara 27
Gambar 31 Sketsa posisi sensorsilinder dan motor 30
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B 35
Gambar 33 Diagram batang rejected product 36
Gambar 34 Sketsa pengukuran jarak antar kaleng 40
Gambar 35 Sketsa penempatan posisi sensor 40
Gambar 36 Sensor warna 41
Gambar 37 Sketsa sensing sensor 41
Gambar 38 Sketsa pengaturan jarak 42
Gambar 39 Sketsa sistem rejector 42
Gambar 310 Flowchart rejector cermex 43
Gambar 311 Rangkaian elektrik rejector 44
Gambar 312 Sketsa pengukuran konveyor dan jarak 45
Gambar 313 Sketsa sensing sensor 45
Gambar 314 Sketsa pengaturan jarak sensor 46
Gambar 315 Sketsa sistem rejector 46
Gambar 316 Flowchart rejector labeller 47
Gambar 317 Rangkaian elektrik 48
viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

viii
DAFTAR TABEL
Halaman
Tabel 31 Posisi Sensor 30
Tabel 32 Posisi Motor 32
Tabel 33 Posisi silinder 33
Tabel 34 Laporan penelitian dilapangan 36
ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

ix
ABSTRAKSI
Muhammad Faris Naufal 2013 Program Studi Teknik Elektro Konsentrasi Otomasi Industri Sekolah Tinggi Teknik Atlas Nusantara Malang Analisis Dan Usulan Improvement Mesin Auto case packing Kaleng Cermex Line B PT Indolakto Factory Purwosari Pembimbing I Pradistya Avianda ST Pembimbing II Drs WidiharsoMT
Keyword Rejected Product improvement machine analyzer auto case packing
Seiring dengan berkembangnya jaman kebutuhan di bidang teknologi juga ikut berkembang pesat Hal ini di buktikan dengan fakta di lapangan bahwa hampir semua industri membutuhkan mesin-mesin yang handal dan canggih Akan tetapi sistem yang digunakan pada mesin industri seringkali masih belum sempurna sehingga membutuhkan seorang analysis machine untuk menganalisa kelemahan dari mesin industri tersebut
Penulisan laporan ini bertujuan untuk menganalisa kinerja pada sebuah mesin yang berpengaruh terhadap Rejected Product dan efisiensi pada sebuah mesin Hasil pengamatan menunjukkan bahwa yang dibutuhkan untuk analisa improvement adalah machine analyzer untuk mengetahui permasalahan yang terjadi pada sebuah mesin Dalam hal ini salah satu mesin yang diamati adalah Mesin Auto case packing SKM Kaleng Line B Karena pada Auto case packing SKM Kaleng Line B tersebut sering terjadi Rejected ProductTerutama pada sistem mekanik mesin tersebut
Metode pengambilan data pada analisis permasalahan Mesin Auto case packing SKM Kaleng Line B ini menggunakan metode check sheet dengan list trouble mesin cermex Dimana metode ini juga di gunakan untuk menganalisis permasalahan lain pada mesin Auto case packing
Hasil dari analisa di lapangan pada Mesin Auto case packing SKM Kaleng Line B di ketahui sering terjadi penurunan kinerja berupa rejected product
Dari analisa pada Mesin Auto case packing SKM Kaleng Line B dapat di simpulkan bahwa sistem mekanik yang kurang sempurna pada proses pengeleman label kaleng susu di mesin labeller karena tidak ada parameter seting yang baku Penyortiran kaleng susu tanpa label masih menggunakan sistem manual dengan menggunakan tenaga operator Tidak ada pendeteksian kaleng susu tanpa label di mesin auto case packing cermex Oleh karena itu di sarankan adanya Penambahan sensor deteksi label kaleng rusak dan rejector di mesin auto case packing cermex Pemasangan sensor deteksi dan rejector kaleng tanpa label di konveyor setelah mesin labeller Ditetapkan parameter seting yang standart baku dengan melakukan penelitian di line ketika mesin berjalan lancar tanpa trouble tersebut yang dapat digunakan sebagai parameter seting acuan Penelitian dilakukan secara berkelanjutan samapai dapat ditetapkan parameter seting acuan yang standart baku xi +50 hal 50 gbr Bibliografi 9(2004 ndash 2011)
x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

x
PROFIL INDUSTRI
Head Office
Jl Raya Siliwangi RT 00606 Cicurug
Kode pos 43359
Nomor Faks 0266 732868
Telepon 0266 731650 - 0266 732868 - 0266 732869 - 0266 732870
Factory
Jl Raya Purwosari KM 62 Desa Tejowangi Purwosari - Pasuruan Jawa
Timur
Telp 0343-611466
Perusahaan
PT Australia Indonesian Milk Industries (dikenal sebagai PT INDOMILK)
berdiri sejak tahun 1967 merupakan penanaman modal asing dan pelopor
dalam pembuatan susu kental manis secara modern di Indonesia Tahun 1986
PT INDOMILK memperoleh status Penanaman Modal Dalam Negeri (PMDN)
dan setelah perubahan status ini meluncurkan produk susu kental manis CAP
ENAAK Selain itu juga masih banyak lagi merek merek produksi Indomilk
diantaranya Tiga Sapi Orchid Butter dan Indoeskrim
INDOMILK Dairy Group terdiri dari
1 PT Australia Indonesian Milk Industries ( PT INDOMILK ) Susu Kental
Manis Susu Pasteurisasi Mentega serta Susu Cair Steril
2 PT Indomurni Dairy Industries Susu Pasteurisasi Set Yoghurt dan
Yoghurt Drink dan Susu Cair Steril
3 PT Indoeskrim Es krim
4 PT Alam Sumbervita Distributor untuk Produk yang memerlukan
pendingin
5 PT Ultrindo Susu Bubuk
6 PT INDOLAKTO Susu Kental Manis dan Susu Ultra High Temperature
xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

xi
Untuk memperkuat sinergi dalam badan perusahaan maka pada bulan
April 2008 dilakukan merger terhadap PT Australia Indonesian Milk Industries
(PT INDOMILK) PT Indomurni Dairy Industries PT Ultrindo PT INDOLAKTO
dan PT Indoeskrim ke dalam satu payung usaha yaitu PT INDOLAKTO
PT Indolakto Factory Purwosari bergerak di bidang pengolahan susu
dengan produk utamanya adalah susu kental manis ( SKM) dan susu cair
(UHT)
Project New East Purwosari Perusahaan kedua di Jawa Timur Pabrik
PT Indolakto Factory Purwosari adalah pabrik kelima yang didirikan oleh Grup
PT Indolakto Terletak di Jl Surabaya Malang Purwosari Berbatasan langsung
dengan Desa Tejowangi dan Dusun Kemirahan Berada di kecamatan
Purwosari Kabupaten Pasuruan
Bidang kerjaSpesialisasi
Otomasi Industri
Mekatronika Industri
1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

1
BAB I PENDAHULUAN
11 LATAR BELAKANG MASALAH PT Indolakto ndash Factory Purwosari Perusahaan yang bergerak dibidang
food and baverage yang difokuskan pada pembuatan susu Dalam Industri ini
memproses mulai dari pembuatan susu sampai dengan pengepakan susu
Dalam penelitian dilapangan pada mesin pengepakan sering terjadi Rejected
Product Hal ini ditunjukkan adanya data pendukung terjadinya rejected product
dengan List Trouble Mesin Cermex dari seorang analyzer machine (terlampir)
setiap dua jam Rentetan masalah yang ada diakibatkan oleh mesin Labeller
yang kurang sempurna dalam proses penempelan label ke kaleng susu
Pada Line Packaging yang ada dilapangan mesin harus berjalan normal
sesuai target produksi yang layak untuk dipasarkan ke konsumen mesin
labeller dalam proses penglabelan harus lebih stabil sehingga tidak
mengakibatkan Rejected Product yang begitu banyak yang terjadi dilapangan
Berdasarkan data dan analisa mesin tersebut maka dapat kita gunakan
sebagai acuan usulan improvement dengan melakukan penambahan Rejector
Product sehingga penyortiran Reject Product dilakukan secara otomatis tanpa
menggunakan tenaga manusia dan melakukan penelitian dilapangan untuk
mendapakan parameter pengaturan yang baku agar setiap operator tidak
menggunakan pengaturan manual Pada laporan ini lebih menitik beratkan
Analisis dan Usulan Improvement Mesin Auto case packing Kaleng Cermex
Line B
12 Rumusan Masalah
Berdasarkan latar belakang masalah dapat dirumuskan beberapa
rumusan masalah yaitu
1 Apa yang menyebabkan Rejected Product
2 Bagaimana cara improvement mesin Auto case packing cermex
2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

2
13 Tujuan Penulisan
Adapun tujuan penulisan laporan ini yaitu
1 Mengetahui bagaimana cara kerja pada mesin Auto case packing
cermex
2 Menjajaki bagaimana Improvisasi pada mesin Auto case packing cermex
14 Identifikasi dan Pembatasan Masalah
Untuk mendapatkan pemahaman yang baik tentang system mekanik
maka penulis membatasi masalah yang dibahas dalam laporan ini Masalah
akan dibatasi yaitu pembahasan penyebab Rejected Product yang di fokuskan
pada persoalan mekanik
3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

3
BAB II TINJAUAN PUSTAKA
21 Bagian Auto case packing SKM Kaleng Line B
Mesin Auto case packing SKM Kaleng Line B ini memiliki bagianndashbagian
yang mempunyai fungsi kerja masing - masing antara lain
211 Konveyor Kaleng
Konveyor Kaleng adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut kaleng susu menuju proses
vacuum Kaleng susu yang terdapat di konveyor tersebut dikirim dari awal
proses filling dan lebelling dengan driver motor ac Konveyor kaleng ini on pada
saat sensor 11 tidak terkena kaleng atau posisi sensor ldquo0rdquo dan ketika Konveyor
kaleng off pada saat sensor 11 terkena kaleng atau posisi sensor ldquo1rdquo( konveyor
penuh) sehingga vacuum kaleng otomatis juga off
Gambar 21 Sketsa konveyor
211 Alur Kaleng
Alur Kaleng adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi untuk memperlancar jalan dari kaleng susu yang ada di
konveyor agar masuk kedalam jalur kaleng yang berjumlah 6 jalur untuk menuju
proses vacuum dengan driver motor ac yang terletak di atas alur kaleng dengan
bergerak ke kanan-kiri Alur kaleng ini on pada saat sensor 12 terkena kaleng
atau posisi sensor ldquo1rdquo (dikonveyor terdapat kaleng susu) dan ketika Alur kaleng
ini off pada saat sensor 12 tidak terkena kaleng susu atau posisi sensor ldquo0rdquo
4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

4
Setelah alur kaleng bekerja terdapat pembacaan oleh sensor 13 dan 14
sebagai pembacaan kaleng susu yang ada di konveyor
Gambar 22 Sketsa alur kaleng
213 Stopper Kaleng
Stopper adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai penahan kaleng ketika akan masuk ke proses vacuum
Stopper terdapat 6 buah berupa silinder dengan suplai angin 5 bar Stopper on
pada saat sensor 15 melakukan proses penambahan atau increment apakah
pada saat proses penambahan sudah sama dengan empat atau posisi sensor
ldquo1rdquo dan apabila proses penambahan kurang dari empat maka posisi sensor ldquo0rdquo
Proses increment step 1 dan step 2 akan mengaktifkan sensor 16 sensor 16
aktif ketika proses increment sejumlah 4x6 terpenuhi atau posisi sensor ldquo1rdquo dan
apabila tidak terpenuhi sampai 4x6 maka sensor tidak aktif atau posisi sensor
ldquo0rdquo
Gambar 23 Sketsa Stopper Kaleng
5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

5
214 Vacuum Kaleng
Vacuum adalah bagian Mesin Auto case packing SKM Kaleng Line B
yang berfungsi sebagai pembawa kaleng bagian atas menuju proses penyatuan
dengan karton Silinder vacuum tersebut memiliki suplai angin 6 bar Pada
proses sebelumnya pemvacuuman telah tejadi increment sejumlah 4x6 untuk
kaleng bagian atas dan bawah Proses penyatuan kaleng susu dengan karton
dilakukan karena di trak vacuum terdapat sensor posisi yaitu apabila sensor 17
(batas kanan) posisi ldquo1rdquo maka dalam proses pemvacuuman kaleng bagian atas
yang berjumlah 4x6 dan kaleng bagian bawah terpenuhi juga setelah itu
pengiriman kaleng dilakukan oleh belt konveyor vacuum posisi vacuum masih
terdapat untuk mendeteksi agar vacuum turun atau menjadi satu dengan karton
terdapat sensor 18 (batas kiri) sebagai sensor posisi
Gambar 24 Sketsa vacuum kaleng
215 Konveyor Penampung Karton
Konveyor Penampung Karton adalah bagian Mesin Auto case packing
SKM Kaleng Line B yang berfungsi sebagai tempat karton di tampung untuk
melakukan proses penyatuan dengan kaleng susu Konveyor Penampung
Karton ini terdapat sensor 21 sebagai sensor batas pengisian karton
dikonveyor apabila dikonveyor sansor mendeteksi ldquo1rdquo yaitu konveyor penuh
atau dibatas lebih kapasitas konveyor dan apabila di bawah batas minimal
kapasitas atau sensor ldquo0rdquo maka operator harus mengisi secara manual Sensor
6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

6
21 terdeteksi karena sensor 20 aktif ketika silinder vacuum karton mengambil
karton untuk dibawah ke konveyor karton Silinder vacuum on ketika posisi
karton di konveyor karton kosong Silinder vacuum karton ini memiliki suplai
angin 7 bar
Gambar 25 Sketsa konveyor penampung karton
216 Konveyor Karton
Konveyor karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai alat pengangkut karton untuk melakukan proses
penyatuan karton dengan kaleng susu dan proses glue Konveyor karton on
ketika sensor 19 terdeteksi terdapat karotn dikonveyor (penyatuan karton dan
kaleng susu) atau posisi sensor ldquo1rdquo dan ketika posisi konveyor off ketika tidak
ada karton di konveyor atau posisi sensor ldquo0rdquo dan memanggil sensor 20 untuk
mengisi karton ke konveyor karton
Gambar 26 Sketsa konveyor karton
7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

7
Step-step pembentukan karton sebagai berikut
Gambar 27 Sketsa step pembentukan karton
1 Proses transfer karton dari konveyor penampung karton
2 Kondisi awal bagian karton semuanya terbuka
3 Kondisi kedua ldquokarton bagian ujung kiri bawahrdquo terlipat dan kemudian
ldquokarton bagian ujung kanan bawahrdquo bersamaan dengan ldquokarton
bagian ujung kiri atasrdquo dan ldquokarton bagian ujung kanan atasrdquo
4 Setelah proses penyemprotan glue ke karton kemudian ldquokarton
bagian atasrdquo dan ldquokarton bagian bawahrdquo terlipat
217 Injector Glue Karton
Injector Glue Karton adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai alat penyemprotan lem ke bagian karton
bagian samping untuk proses pembentukan karton Proses penyemprotan
dilakukan oleh injector yang didalamnya terdapat sensor untuk mendeteksi
keberadaan karton yang melewati secara otomatis apabila karton lewat maka
terjadi proses penyemprotan oleh injector glue tersebut
8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

8
Gambar 28 Sketsa injector glue karton
218 Silinder Karton
Silinder Karton adalah bagian Mesin Auto case packing SKM Kaleng
Line B yang berfungsi sebagai pembentukan karton setelah proses pengeleman
oleh injector glue yang dilakukan pada saat proses sebelumnyasilinder karton
on ketika sensor 22 terdekteksi adanya karton yang melewati maka 4 silinder
dari 4 sisi akan bekerja untuk merapatkan karton yang sudah di beri lem atau
posisi sensor ldquo1rdquo dan ketika silinder off terjadi karena tidak ada karton yang
terdeteksi oleh sensor 22 atau posisi sensor ldquo0rdquo Silinder tersebut di suplai
angin 5 bar
9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

9
Gambar 29 Sketsa silinder karton
219 Coding Karton
Coding Karton adalah adalah bagian Mesin Auto case packing SKM
Kaleng Line B yang berfungsi sebagai pemberi identitas karton dengan cara
menyemprotkan tinta ke bagian samping karton Coding karton on ketika sensor
23 terdeteksi adanya karton yang lewat setelah melwati proses glue atau posisi
sensor ldquo1rdquo dan ketika Coding karton off ketika sensor 23 tidak tedeteksi karton
yang lewat atau posisi sensor ldquo0rdquo Setelah melakukan proses Coding karton
tedapat sensor 24 untuk mendeteksi keberadaan karton untuk melakukan
proses pembungkusan karton yang sudah menyatu dengan kaleng susu yang
berjumlah 48 buah
Gambar 210 Sketsa coding karton
10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

10
22 PLC (Programmable Logic Control)
Sebuah PLC (Programmable Logic Control) adalah sebuah alat yang
digunakan untuk menggantikan rangkaian sederetan relay yang dijumpai pada
sistem kontrol proses konvensional PLC bekerja dengan cara mengamati
masukan (melalui sensor-sensor terkait) kemudian melakukan proses dan
melakukan tindakan sesuai yang dibutuhkan yang berupa menghidupkan atau
mematikan keluarannya (logika 0 atau 1 hidup atau mati) Pengguna membuat
program (yang umumnya dinamakan diagram tangga atau ladder diagram)
yang kemudian harus dijalankan oleh PLC yang bersangkutan dengan kata
lain PLC menentukan aksi apa yang harus dilakukan pada instrumen keluaran
berkaitan dengan status suatu ukuran atau besaran yang diamati
Kontroler PLC dapat diprogram melalui komputer tetapi juga bisa
diprogram melalui program manual yang biasa disebut dengan konsol
(console) Untuk keperluan ini dibutuhkan perangkat lunak yang biasanya juga
tergantung pada produk PLC-nya
PLC membutuhkan berbagai macam perangkat pendukung Saat ini
fasilitas PLC dengan komputer sangat penting sekali artinya dalam
pemrograman-ulang PLC dalam dunia industri Sekali sistem diperbaiki
program yang benar dan sesuai harus disimpan ke dalam PLC lagi
Selain itu perlu dilakukan pemeriksaan program PLC apakah selama
disimpan tidak terjadi perubahan atau sebaliknya apakah program sudah
berjalan dengan benar atau tidak Hal ini membantu untuk menghindari situasi
berbahaya dalam ruang produksi (pabrik) dalam hal ini beberapa pabrik PLC
telah membuat fasilitas dalam PLCnya berupa dukungan terhadap jaringan
komunikasi yang mampu melakukan pemeriksaan program sekaligus
pengawasan secara rutin apakah PLC bekerja dengan baik dan benar atau
tidak Hampir semua produk perangkat lunak untuk memprogram PLC
memberikan kebebasan berbagai macam pilihan seperti memaksa suatu saklar
(masukan atau keluaran) bernilai ON atau OFF melakukan pengawasan
program (monitoring) secara real-time termasuk pembuatan dokumentasi
diagram tangga yang bersangkutan Dokumentasi diagram tangga ini
diperlukan untuk memahami program sekaligus dapat digunakan untuk
pelacakan kesalahan Pemrogram dapat memberikan nama pada piranti
11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

11
masukan dan keluaran komentar-komentar pada blok diagram dan lain
sebagainya Dengan pemberian dokumentasi maupun komentar pada program
maka akan mudah nantinya dilakukan pembenahan (perbaikan atau modifikasi)
program dan pemahaman terhadap kerja program diagram tangga tersebut
(Putra 2004 From Kuliah Pengantar kelas-mikrokontrolcom)
23 Motor 3 phase Motor Induksi 3 phase adalah suatu mesin listrik yang merubah energi
listrik menjadi energi gerak dengan menggunakan gandengan medan magnet
dan mempunyai slip antara medan stator dan medan rotor Motor induksi ini
sering kita jumpai dalam industri
231 Konstruksi Motor 3 Phase Motor AC 3 phase bekerja dengan memanfaatkan perbedaan fasa
sumber untuk menimbulkan gaya putar pada rotornya
Gambar 211 Konstruksi Motor 3 Phase
232 Stator
Stator pada motor induksi 3 phase mempunyai kontruksi yang sama
dengan stator pada mesin sinkron yaitu berupa tiga buah lilitan penghantar
yang masing-masing lilitan berbeda 120 listrik
12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

12
Gambar 212 Konstruksi belitan stator motor induksi 3 phase
Jika pada masing masing lilitan pada stator diberikan tegangan AC 3
phasa maka pada stator ini akan terbentuk medan maknit yang besarnya
sangat dipengaruhi perubahan tegangan AC tersebut
233 Rotor
Sesuai dengan namanya rotor pada motor induksi bersifat semacam
secundair dari tranformator sedang stator merupakan primair putaran medan
maknit pada stator menyebabkan perpotogan medan magnet oleh penghantar
pada rotor sehingga menghasilkan arus pada rotor yang akan mengakibatkan
timbulnya medan maknit seperti yang terjadi pada stator
Gambar 213 Konstruksi Rotor Sangkar
Rotor pada motor induksi ada dua macam yaitu motor sangkar dan rotor
lilit pada rotor sangkar penghantar yang dipasang pada slot dihubung singkat
pada ujung dari rotor seperti pada gambar 2 sedang pada rotor lilit penghantar
yang dipasang mempunyai kontruksi yang sama seperti penghatar pada stator
sedang ujung masing-masing penghatar dihubung-singkatkan melalui resistor
yang dipasang diluar motor
13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

13
Gambar 214 Konstruksi Rotor Lilit
234 Prinsip Kerja Motor 3 Phase
Apabila sumber tegangan 3 fase dipasang pada kumparan stator akan
timbul medan putar dengan kecepatan
Dari terjadinya Slip
1 Jika kumparan 3 phase dari motor 3 phase dihubungkan dengan jala-
jala 3 phase maka pada kumparan stator tersebut timbul medan
magnet putar ηs (putaran sinkron) Medan magnet ηs ini memotong
batang ndash batang pada konduktor tersebut dihubungkan singkat maka
akan terjadi arus induksi pada batang tersebut sehingga
menghasilkan medan magnet pada batang tersebut
2 Medan magnet pada rotor berinteraksi dengan medan magnet pada
stator terjadilah putaran ηr (putaran rotor) Karena prosesnya
berdasarkan induksi maka motor ini disebut motor induksi Syaratnya
ηr tidak sama dengan ηs Berarti terjadi perbedaan antara ηr dan ηs
yang disebut SLIP (dinyatakan dengan ) SLIP () = (ηs - ηr) ηs x
100
235 Sistem 3 Phase
Pada sistem tenaga listrik 3 phase idealnya daya listrik yang
dibangkitkan disalurkan dan diserap oleh beban semuanya seimbang P
pembangkitan = P pemakain dan juga pada tegangan yang seimbang
14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

14
Pada tegangan yang seimbang terdiri dari tegangan 1 fase yang mempunyai
magnitude dan frekuensi yang sama tetapi antara 1 fase dengan yang
lainnya mempunyai beda fase sebesar 120deglistrik sedangkan secara fisik
mempunyai perbedaan sebesar 60deg dan dapat dihubungkan secara bintang
(Y) atau segitiga (delta Δ) (Hage 2009 httpdunialistrikblogspotcom
200901sistem-3-fasahtml)
Gambar 215 Sistem 3 phase
Gambar 215 menunjukkan fasor diagram dari tegangan phase Bila fasor-fasor
tegangan tersebut berputar dengan kecepatan sudut dan dengan arah
berlawanan jarum jam (arah positif) maka nilai maksimum positif dari fase
terjadi berturut-turut untuk fase V1 V2 dan V3 sistem 3 phase ini dikenal
sebagai sistem yang mempunyai urutan phase a ndash b ndash c sistem tegangan 3
phase dibangkitkan oleh generator sinkron 3 phase (Ismujianto 2008
httpismujiantoblogspotcom200803motor-induksi-3-phase-pembahasan-
motorhtml)
Bekerjanya motor hanya mengenal 2 yaitu
1 Motor bekerja bintang atau star (Y) Berarti motor harus dihubungkan
bintang baik secara langsung pada terminal maupun melalui rangkaian
kontrol
15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

15
Gambar 216 Hubungan Bintang (Y)
Pada hubungan bintang (Y) ujung-ujung tiap phase dihubungkan menjadi
satu dan menjadi titik netral atau titik bintang Tegangan antara dua terminal
dari tiga terminal a ndash b ndash c mempunyai besar magnitude dan beda phasa
yang berbeda dengan tegangan tiap terminal terhadap titik netral Tegangan
Va Vb dan Vc disebut tegangan ldquophaserdquo atau Vf
Dengan adanya saluran titik netral maka besaran tegangan phase dihitung
terhadap saluran titik netralnya juga membentuk sistem tegangan 3 phase
yang seimbang dengan magnitudenya (akar 3 dikali magnitude dari
tegangan phase)
Vline = akar 3 Vphase = 173Vphase
Sedangkan untuk arus yang mengalir pada semua phase mempunyai nilai
yang sama
ILine = Iphase
Ia = Ib = Ic
2 Motor bekerja segitiga atau delta ( ∆ )Berarti motor harus dihubungkan
segitiga baik secara langsung pada terminal maupun melalui rangkaian
kontrol
Gambar 217 Hubungan Segitiga (delta Δ)
Pada hubungan segitiga (delta Δ D) ketiga phase saling dihubungkan
sehingga membentuk hubungan segitiga 3 phase
Dengan tidak adanya titik netral maka besarnya tegangan saluran dihitung
antar phase karena tegangan saluran dan tegangan phase mempunyai
besar magnitude yang sama maka
Vline=Vphase
16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

16
Tetapi arus saluran dan arus phase tidak sama dan hubungan antara kedua
arus tersebut dapat diperoleh dengan menggunakan hukum
kirchoffsehingga
Iline = Iphase = 173 Iphase
Keuntungan motor tiga phase
1 Konstruksi sangat kuat dan sederhana terutama bila motor
dengan rotor sangkar
2 Harganya relatif murah dan kehandalannya tinggi
3 Effesiensi relatif tinggi pada keadaan normal tidak ada sikat
sehingga kerugian gesekan kecil
4 Biaya pemeliharaan rendah karena pemeliharaan motor hampir
tidak diperlukan
Kerugian Penggunaan Motor Induksi
1 Kecepatan tidak mudah dikontrol
2 Power faktor rendah pada beban ringan
3 Arus start biasanya 5 sampai 7 kali dari arus nominal
24 Motor Servo
Motor servo adalah motor yang mampu bekerja dua arah (CW dan
CCW) dimana arah dan sudut pergerakan rotornya dapat dikendalikan hanya
dengan memberikan pengaturan duty cycle sinyal PWM pada bagian pin
kontrolnya Tipe dari Motor servo menentukan kapasitas motor dalam menahan
beban beban Motor Servo secara garis besar ada 2 jenis yaitu Motor Servo
Standar 180deg dan Motor Servo Continuous Motor Servo Standar 180deg ini hanya
mampu bergerak dua arah (CW dan CCW) dengan defleksi masing-masing
sudut mencapai 90deg sehingga total defleksi sudut dari kanan ndash tengah ndash kiri
adalah 180deg Sedangkan Motor Servo Continuous ini mampu bergerak dua arah
(CW dan CCW) tanpa batasan defleksi sudut putar (dapat berputar secara
kontinyu)
17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

17
Gambar 218 Motor Servo
241 Pemberian sinyal Motor Servo Motor Servo akan bekerja secara baik jika pada bagian pin kontrolnya
diberikan sinyal PWM dengan frekuensi 50Hz Dimana pada saat sinyal dengan
frekuensi 50Hz tersebut dicapai pada kondisi Ton 15ms maka rotor dari motor
akan berhenti tepat di tengah-tengah (sudut 0deg netral) Pada saat Ton dari
sinyal yang diberikan kurang dari 15ms maka rotor akan berputar ke arah kiri
dengan membentuk sudut yang besarnya linier terhadap besarnya Ton Dan
akan bertahan diposisi tersebut Dan sebaliknya jika Ton dari sinyal yang
diberikan lebih dari 15ms maka rotor akan berputar ke arah kanan dengan
membentuk sudut yang linier pula terhadap besarnya Ton dan bertahan
diposisi tersebut (Bakhtiar sierad 2011 httpd4eablogspotcom2011
04motor-servo-adalahhtml)
25 Sensor
Sensor adalah jenis tranduser yang digunakan untuk mengubah besaran
mekanis magnetis panas sinar dan kimia menjadi tegangan dan arus listrik
Sensor sering digunakan untuk pendeteksian pada saat melakukan pengukuran
atau pengendalian
18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

18
251 Sensor Proximity
Di sensor Proximity ini di bagi lagi menjadi dua tipe yaitu inductive
Proximity dan Capacitive Proximity
2511 Inductive Proximity Bekerja berdasarkan perubahan induktansi apabila ada obyek
metal yg berada dalam daerah kerjanya Hanya dapat mendetkesi benda
yg terbuat dari metal Dengan jarak deteksi maksimum 6 cm Jarak
deteksi di pengaruhi dari jenis metal obyeknya (misal jarak deteksi untuk
besi berbeda dengan untuk tembaga)
2512 Capacitive Proximity
Bekerja berdasarkan perubahan kapasitas apabila ada obyek yg
berada dalam daerah deteksinya Dapat mendeteksi semua jenis benda
dalam jarak deteksi maksimum 2 cm
Berdasarkan type pemasangan mounting-nya proximity ada 2 macam
1 Flush dan Non Flush
Flush maksudnya dalam pemasangannya dapat di benamkan
dalam metal
Gambar 219 Flush
Non flush maksudnya dalam pemasangannya harus di beri jarak
antara proximity dengan benda-benda di sekitarnya
Gambar 220 Non Flush
19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

19
253 Photo Electric
Photo Electric terdiri dari bagian transmitter (pemancar cahaya) dan
bagian receiver (penerima cahaya) Photoelectric bekerja berdasarkan ada
tidaknya cahaya ( berasal dari transmitter) yg diterima oleh bagian receiver
Ada dua jenis switching dari sensor ini yaitu dark on dan light on
Dark on sensor akan menyala jika tidak ada cahaya yg diterima oleh
receiver
Light On Sensor akan menyala jika ada cahaya yg diterima oleh receiver
Photoelectric dapat mendeteksi segala jenis benda dengan jarak deteksi
maksimum 100 m Sistem kerja photoelectric di bagi menjadi lima yaitu Thru-
beam Reflex Polarized Reflex Diffuse dan Diffuse with Background
suppesion (Mukhlis 2011 httpthemoneysavingblogspotcom2011sensor-
proximityhtml
1 Thru-beam
Pada type ini transmitter dan Receiver terpisah dalam 2 unit bila obyek
menghalangi cahaya dari transmitter ke receiver maka keluaran dari
sensor ini akan berubah sesuai dengan switching dari sensor tersebut
Gambar 221 Thru-beam
2 Reflex
Pada tipe ini transmitter dan receiver berada dalam 1 unit dan di
butuhkan sebuah reflector untuk memantulkan cahaya dari transmitter ke
receiver-nya Bila obyek menghalangi cahaya yg diterima receiver maka
keluaran dari sensor akan berubah sesuai dengan switching-nya Tipe ini
tidak bisa digunakan untuk mendeteksi obyek yg mengkilap karena
pantulan cahaya dari transmitter oleh obyek yg mengkilap dapat
mengacaukan kerja sensor tersebut (Musbikhin 2011 httpwww
musbikhincompengertian-sensor-dan-macam-macam-sensor)
20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

20
Gambar 222 Reflex
3 Polarized Reflex
Merupakan pengembangan dari tipe reflex sehingga tipe ini bisa
digunakan untuk mendeteksi obyek yg mengkilap
Gambar 223 Polarized Reflex
4 Diffuse
Pada tipe ini transmitter dan receiver berada dalam 1 unit Apabila
receiver menerima cahaya dari transmitter yg di pantulkan oleh obyek
maka keluaran dari sensor akan berubah sesuai dengan jenis
switchingnya
Gambar 224 Diffuse
5 Diffuse with background suppression
Tipe ini merupakan pengembangan dari tipe diffuse sensor ini dapat
digunakan untuk mendeteksi obyek dengan latar belakang Jarak deteksi
pada system ini dapat diatur sehingga hanya pantulan dari obyeknya
yang mengubah keluaran dari sensor
Gambar 225 Diffuse with background suppression
21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

21
254 Reed Switch
Gambar 226 Sensor Reed Switch
Reed switch adalah salah satu jenis sensor yang sering juga digunakan
pada mesin-mesin industri seperti halnya sensor photo dan proximity sensor
namun reed mempunyai cara kerja yang berbeda dan unik dan juga
mempunyai bentuk yang cukup kecil namun rentan terhadap benturan
Prinsip dasar kerja sensor ini sangatlah sederhana yaitu apabila bagian
permukaan dari sensor terkena medan magnet maka dua buah kontak plate
tipis yang terdapat dibagian dalam sensor akan tertarik oleh medan magnet
sehingga kontak akan terhubung
Gambar 227 Medan Magnet
26 Silinder Pneumatik
Aktuator adalah bagian keluaran untuk mengubah energi suplai menjadi
energi kerja yang dimanfaatkan Sinyal keluaran dikontrol oleh sistem kontrol
dan aktuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol
terakhir
22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

22
Aktuator pneumatik dapat digolongkan menjadi 2 kelompok gerak lurus
dan putar
1 Gerakan lurus (linier)
a Silinder kerja tunggal
b Silinder kerja ganda
2 Gerakan putar
a Motor udara
b Aktuator yang berputar (ayun)
Simbol-simbol aktuator linier sebagai berikut
Gambar 228 Simbol silinder
Simbol aktuator gerakan putar
Gambar 229 Simbol komponen motor
23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

23
261 Silinder Kerja Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara
2611 Konstruksi
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang
pada sisi suplai udara bertekanan Pembuangan udara pada sisi batang piston
silinder dikeluarkan ke atmosfir melalui saluran pembuangan Jika lubang
pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan
masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan
udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan
menjadi tersentak-sentak atau terhenti Seal terbuat dari bahan yang fleksibel
yang ditanamkan di dalam piston dari logam atau plastik Selama bergerak
permukaan seal bergeser dengan permukaan silinder
Gambar konstruksi silinder kerja tunggal sebagai berikut
Gambar 230 Konstruksi silinder kerja tunggal
2612 Prinsip Kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
sisi yang lain terbuka ke atmosfir Silinder hanya bisa memberikan gaya kerja
24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

24
ke satu arah Gerakan piston kembali masuk diberikan oleh gaya pegas yang
ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada
posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa
beban
Pada silinder kerja tunggal dengan pegas langkah silinder dibatasi oleh
panjangnya pegas Oleh karena itu silinder kerja tunggal dibuat maksimum
langkahnya sampai sekitar 80 mm
262 Silinder Ganda
Silinder penggerak ganda akan maju atau mundur oleh karena adanya
udara bertekanan yang disalurkan ke salah satu sisi dari dua saluran yang ada
2621 Konstruksi
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja
tunggal tetapi tidak mempunyai pegas pengembali Silinder kerja ganda
mempunyai dua saluran (saluran masukan dan saluran pembuangan) Silinder
terdiri dari tabung silinder dan penutupnya piston dengan seal batang piston
bantalan ring pengikis dan bagian penyambungan Konstruksinya dapat dilihat
pada gambar berikut ini
Gambar 231 Konstruksi silinder kerja ganda
25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

25
2622 Prinsip kerja
Dengan memberikan udara bertekanan pada satu sisi permukaan piston
(arah maju) sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir maka
gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston
akan terdorong keluar sampai mencapai posisi maksimum dan berhenti
Gerakan silinder kembali masuk diberikan oleh gaya pada sisi permukaan
batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya
terbuka ke atmosfir
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah
gerakan batang pistonnya Ini memungkinkan pemasangannya lebih fleksibel
Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada
gerakan masuk Karena efektif permukaan piston dikurangi pada sisi batang
piston oleh luas permukaan batang piston
Silinder aktif adalah dibawah kontrol suplai udara pada kedua arah
gerakannya Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor
lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan
Seperti silinder kerja tunggal pada silinder kerja ganda piston dipasang dengan
seal jenis cincin O atau membran
2623 Macam-macam Silinder Kerja Ganda
Silinder kerja ganda memiliki berbagai macam komponen sebagai
berikut
Gambar 232 Macam-macam silinder kerja ganda
26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

26
2624 Silinder Dengan Peredam Diakhiri langkah
Jika silinder harus menggerakkan massa yang besar maka dipasang
peredam di akhir langkah untuk mencegah benturan keras dan kerusakan
silinder Sebelum mencapai posisi akhir langkah peredam piston memotong
langsung jalan arus pembuangan udara ke udara bebas Untuk itu disisakan
sedikit sekali penampang pembuangan yang umumnya dapat diatur Sepanjang
bagian terakhir dari jalan langkah kecepatan masuk dikurangi secara drastis
Jangan sekali-sekali menutup baut pengatur secara penuh sebab akan
mengakibatkan batang piston tidak dapat mencapai posisi akhir
gerakafluidnnya Pada gaya yang sangat besar dan percepatan yang tinggi
harus dilakukan upaya pengamanan khusus Pasanglah peredam kejut luar
untuk memperkuat daya hambat
Konstruksi silinder kerja ganda dengan bantalan udara sebagai berikut
Gambar 233 Silinder kerja ganda dengan bantalan udara
27 Gaya Piston
Gaya piston yang dihasilkan oleh silinder bergantung pada tekanan udara
diameter silinder dan tahanan gesekan dari komponen perapat Gaya piston
secara teoritis dihitung menurut rumus berikut
F = A p
Untuk silinder kerja tunggal
F =
Untuk silinder kerja ganda
1 Langkah maju F =
27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

27
2 Langkah mundur F =
Keterangan
F = Gaya piston (N)
f = Gaya pegas (N)
D = Diameter piston (m)
d = Diameter batang piston (m)
A = Luas penampang piston yang dipakai (m2)
p = Tekanan kerja (Pa)
Pada silinder kerja tunggal gaya piston silinder kembali lebih kecil
daripada gaya piston silinder maju karena pada saat kembali digerakkan oleh
pegas Sedangkan pada silinder kerja ganda gaya piston silinder kembali lebih
kecil daripada silinder maju karena adanya diameter batang piston akan
mengurangi luas penampang piston
28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

28
BAB III HASIL DAN PEMBAHASAN
31 Cara Kerja Auto case packing SKM Kaleng Line B
Proses awal kerja mesin Auto case packing Kaleng melalui proses
sebagai berikut
1 Input Kaleng
Awal proses kerja mesin ini kaleng akan masuk ke konveyor yang
sebelumnya melalui proses penglabelan
2 Proses Pemasukan Kaleng ke Alur Kaleng
Kaleng yang masuk ke konveyor masih dalam kondisi tidak beraturan
posisinya yang kemudian akan memasuki pemasukan ke trak kaleng
yang dibantu oleh Alur kaleng yang bergerak kanan-kiri agar kaleng
mudah masuk ke traknya masing-masing
3 Proses Pemberhentian Kaleng
Kaleng yang sudah memasuki trak akan dihentikan oleh stopper
sebelum melewati proses pemvacuuman kaleng
4 Proses Transfer Kaleng
Kaleng setelah memasuki proses pemvacuuman akan dikirim atau
ditransfer menuju konveyor karton untuk dijadikan satu dengan karton
5 Input Karton
Karton sebelum jadi satu dengan kaleng datangnya karton melalui
konveyor karton yang menampung karton dengan proses penstransferan
karton melalui konveyor penampung karton ke konveyor karton dengan
vacuum silinder
6 Proses Injektor Glue
Karton yang awalnya belum terbentuk akan melalui proses
penyemprotan lem ke sisi-sisi samping karton yang kemudian dibentuk
melalui aktuator 4 silinder
29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

29
32 Posisi Sensor Silinder dan Motor
Pada Mesin Auto case packing SKM Kaleng Line B kecepatan motor di
atur pada PLC yang mendapat sinyal dari sensor ndash sensor
Gambar 31 Sketsa posisi sensor silinder dan motor
Tabel 31 Posisi sensor
1 Device 11 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas kaleng susu di konveyor
2 Device 12 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan kaleng dikonveyor
3 Device 13 sebagai photo electric sensor yang berfungsi sebagai
pengaman satu atau untuk mendeteksi keberadaan kaleng susu
30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

30
4 Device 14 sebagai photo electric sensor yang berfungsi sebagai
pengaman dua atau untuk mendeteksi keberadaan kaleng susu
5 Device 15 sebagai proximity sensor yang berfungsi untuk
menghitung keberadaan kaleng susu untuk masuk proses vacuum
6 Device 16 sebagai proximity sensor yang berfungsi untuk
mendeteksi kaleng susu yang akan di vacuum
7 Device 17 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kanan
8 Device 18 sebagai reed switch sensor yang berfungsi untuk sensor
posisi vacuum berada di posisi kiri
9 Device 19 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton di konveyor
10 Device 20 sebagai proximity sensor yang berfungsi untuk
mendeteksi karton yang akan di kirim ke konveyor karton melalui
silinder vacuum
11 Device 21 sebagai proximity sensor yang berfungsi untuk
mendeteksi kapasitas karton di konveyor
12 Device 22 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton yang sudah jadi satu dengan kaleng
susu untuk proses glue
13 Device 23 sebagai photo electric sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses coding karton
14 Device 24 sebagai proximity sensor yang berfungsi untuk
mendeteksi keberadaan karton dan kaleng susu yang sudah menjadi
satu untuk melanjutkan proses pembungkusan
31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

31
Tabel 32 Posisi motor
1 Device 30 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak alur kaleng
2 Device 31 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor kaleng susu
3 Device 32 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum untuk menarik kaleng susu
4 Device 33 sebagai motor servo yang berfungsi sebagai driver motor
penggerak belt vacuum (trak)
5 Device 34 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggrak konveyor karton
6 Device 35 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor penampung karton
7 Device 36 sebagai motor servo yang berfungsi sebagai driver motor
penggerak as silinder pembawa karton dari konveyor penampung
karton menuju konveyor karton
8 Device 37 sebagai motor servo yang berfungsi sebagai driver motor
penggerak konveyor penghubung mesin auto case packing cermex
menuju proses mesin pembungkus
9 Device 38 sebagai motor ac 3 fasa yang berfungsi sebagai driver
motor penggerak konveyor karton menuju proses coding karton dan
pembungkusan
32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

32
Tabel 33 Posisi silinder
1 Device 40 sebagai silinder single acting yang berfungsi sebagai
stopper kaleng susu di konveyor
2 Device 41 sebagai silinder single acting yang berfungsi sebagai
penyekat di konveyor kaleng susu
3 Device 42 sebagai silinder single acting yang berfungsi sebagai
pembawa kaleng bagian bawah menuju konveyor karton
4 Device 43 sebagai silinder single acting yang berfungsi sebagai
penyekat di penampang kaleng susu
5 Device 44 sebagai silinder single acting yang berfungsi untuk
penyekat kaleng susu sebelah kiri
6 Device 45 sebagai silinder single acting yang berfungsi untuk
menurunkan vacuum
7 Device 46 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
8 Device 47 sebagai silinder single acting yang berfungsi untuk
pengambilan karton di konveyor penampung karton bagian atas
9 Device 48 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kanan
10 Device 49 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian kiri
11 Device 50 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian depan
33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

33
12 Device 51 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian belakang
13 Device 52 sebagai silinder single acting yang berfungsi proses
perapatan karton setelah di lem di bagian atas
14 Device 53 sebagai silinder single acting yang berfungsi untuk
menggerakkan bagian vacuum bagian bawah
33 Flowchart Auto case packing SKM Kaleng Line B Cara kerja mesin Auto case packing Kaleng Line B dapat dilihat pada
gambar 32
Gambar 32 Flowchart Auto case packing SKM Kaleng Line B
34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

34
34 Laporan dilapangan
Proses analisa dilakukan langsung di Line untuk menemukan penyebab
Rejected Product
341 Laporan Penelitian di Line
Laporan penelitian saat dilapangan merupakan bukti penting yang bisa
menguatkan terjadinya Rejected product memang sangat besar setiap
minggunya pada Mesin Auto case packing SKM Kaleng Line B Laporan
penelitian ini diambil pada tanggal 27-Juni-2013 sd 05-Juli-2013
Tabel 34 Laporan penelitian dilapangan
Gambar diagram batang dari data tabel diatas
Gambar 33 Diagram batang rejected product
35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

35
342 Pembahasan Masalah
Dari hasil penelitian di lapangan telah dapat di temukan Rejected
Product yang terjadi pada Mesin Auto case packing SKM Kaleng Line B antara
lain
3421 Label kaleng lepas di karton setelah mesin cermex
Label kaleng lepas di karton setelah mesin cermex terjadi karena
beberapa faktor sebagai berikut
1 Lem antar kertas tidak menyatu
Dari proses awal pengeleman di mesin labeller tidak sempurna yang
terjadi ketika kaleng susu sudah menuju ke proses packing label
tersebut lepas dari kaleng tanpa sepengetahuan operator mesin
labeller sehingga sampai masuk ke karton
2 Pergesekan antar kaleng di konveyor
Di konveyor kaleng antara labeller sampai auto case packing kaleng
yang menuju mesin auto case packing sering terjadi gesekan antar
kaleng karena tidak ada penyekat agar kaleng tersebut tidak saling
bergesekan Proses pemisahan kaleng susu terjadi ketika sudah
memasuki alur kaleng di awal mesin auto case packing
3 Kaleng susu tertekan oleh alur kaleng
Kaleng susu yang masuk ke proses packing akan melewati
pemisahan kaleng yang di lakukan oleh alur kaleng Di alur kaleng ini
sering sekali kaleng yang akan masuk tertekan kaleng dibelakangnya
yang terkena ujung dari alur kaleng yang berbentuk lancip sehingga
label sering lepas pada saat proses tersebut
3422 label kaleng lepas setelah mesin labeller
Label kaleng lepas setelah mesin labeller terjadi karena proses
pengeleman di mesin labeller kurang sempurna proses pengeleman label ke
kaleng ada dua kali proses pengeleman yaitu
36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

36
1 Pengeleman antara kaleng dengan label
2 Pengeleman antara ujung depan label dengan ujung belakang label
analisa dilapangan yang paling sering terjadi yaitu karena pengeleman antara
ujung depan label dengan ujung belakang label tidak ada lem yang mengenai
label jadi membuat ujung depan dan belakang tidak bisa tersambung dikaleng
3423 Kaleng susu keluar karton
Kaleng susu keluar karton terjadi karena beberapa faktor sebagai berikut
1 Pengiriman kaleng susu kekarton kurang sempurna
Proses vacuum yang sudah terjadi akan di transfer ke karton dengan
kaleng susu berjumlah 48 kaleng susu sisi bawah dan sisi atas
Proses transfer tersebut sering tidak tepat masuk karton yang
mengakibatkan karton bagian samping mengelupas sehingga pada
saat proses pembungkusan menjadi tidak sempurna
2 Perbedaan kecepatan
Setelah proses vacuum dilakukan langkah selanjutnya yaitu
dilakukan trasfer kaleng ke konveyor karton Dari proses ini sering
sekali kaleng bawah lebih cepat sampai di karton daripada kaleng
bagian atas yang mengakibatkan kaleng susu keluar karton
3424 Isi kaleng susu di karton kurang
Isi kaleng susu dikarton kurang terjadi karena proses transfer yang
mencapai karton tidak presisi sehingga kaleng terjatuh sehingga isi karton
kurang
3425 Label kaleng susu double
Label kaleng susu double terjadi karena kaleng susu yang berada
didepan label terlepas yang mengakibatkan label tersebut menempel ke kaleng
yang bagian belakang sehingga kaleng susu labelnya menjadi double
37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

37
3426 Label kaleng susu robek
Label kaleng susu robek karton terjadi karena faktor sebagai berikut
1 Perbedaan kecepatan
Perbedaan kecepatan yang terjadi pada saat proses transfer kaleng
susu bagian bawah dan atas mengakibatkan kaleng susu bagian
samping jatuh ke karton tidak presisi mengakibatkan label kaleng
susu terkena samping karton sehingga robek
35 Usulan Improvement Usulan Improvement dilakukan dengan alasan sering terjadinya Rejected
Product di mesin Auto case packing Cermex dan mesin Labeller
351 Penambahan sensor pendeteksi label kaleng rusak dan rejector di
mesin Auto case packing Cermex
Pada kondisi saat ini proses pendeteksian kaleng susu yang labelnya
rusak atau terlepas dari kalengnya di mesin Auto case packing SKM Kaleng
Line B masih menggunakan tenaga manusia atau bisa dibilang sistem manual
Penambahan sensor pendeteksi kaleng dilakukan karena pada saat pengiriman
kaleng susu dari mesin labeller yang awalnya label terlihat bagus pada saat
masuk ke proses packing di mesin Auto case packing SKM Kaleng Line B
menjadi rusak atau label terlepas dari kaleng susu tersebut Rejected product
itu terjadi karena Lem antar kertas tidak menyatu Pergesekan antar kaleng di
konveyor Kaleng susu tertekan oleh alur kaleng dan beberapa faktor yang
telah dibahas sebelumnya
3512 Perencanaan pemasangan sensor
Langkah-langkah yang dilakukan untuk perencanaan pemasangan
sensor ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a Silinder single acting (2 buah)
b batang besi berbentuk jarum (35 buah)
38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

38
c Sensor warna (70 buah)
d Plat besi berbentuk persegi (1 buah)
2 Pengukuran jarak antar kaleng susu dikarton
Gambar 34 Sketsa pengukuran jarak antar kaleng
3 Penempatan posisi sensor
Sensor ditempatkan di antara kaleng atas dan bawah
Gambar 35 Sketsa penempatan posisi sensor
39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

39
4 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna yang
berfungsi untuk mendeteksi objek kaleng pemakaian sensor warna ini
direncanakan karena pada saat analisa dan percobaan di line kaleng
yang terdapat labelnya masih terdeteksi oleh sensor Proximity Inductive
indikasi dikarenakan label yang terdapat dikaleng ketebalannya yang
sangat tipis membuat pendeteksian sensor bisa tembus ke permukaan
kaleng yang berbahan besi metal Maka dari itu dibutuhkan sensor
warna pendeteksian kaleng tanpa labelsensor aktif apabila mendeteksi
objek berwarna alumunium silver atau sensor bernilai ldquo1rdquo dan apabila
sensor tidak aktif ketika mendeteksi objek berwarna (putihbirucoklat)
ataupun warna lain selain alumunium dan silver
Gambar 36 Sensor warna
5 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak terbaca
sensor untuk operasi kerjanya ketika obyek benda digerakkan oleh
sistem tertentu
Gambar 37 Sketsa sensing sensor
40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

40
6 Pengaturan Jarak
Mengatur jarak dari permukaan sensor memungkinkan penggunaan
sensor lebih stabil dalam operasi kerjanya termasuk pengaruh suhu dan
tegangan Posisi objek (standar) sensing transit ini adalah sekitar 70
sampai 80 dari jarak (nilai) normal sensing
Gambar 38 Sketsa pengaturan jarak
7 Sistem Rejector
Sistem rejector terdapat pada gambar 39
Gambar 39 Sketsa sistem rejector
41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

41
8 Flowchart Rejector Cermex
Gambar 310 Flowchart rejector cermex
42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

42
9 Rangkaian Elektrik
Gambar 311 Rangkaian elektrik rejector
352 Pemasangan sensor deteksi dan silinder untuk penyortiran kaleng di
konveyor mesin labeller
Usulan improvement ini direncanakan karena pada saat proses
penglabelan kaleng sering tidak sempurna dengan bukti dilapangan dan proses
reject masih menggunakan sistem manual oleh tenaga operator
3521 Perencanaan pemasangan sensor Langkah-langkah yang dilakukan untuk perencanaan pemasangan
rejector kaleng tanpa label ini antara lain sebagai berikut
1 Komponen yang dibutuhkan
a sensor warna (2 buah)
b silinder single acting (1 buah)
c teflon penyekat (1 buah)
43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

43
2 Pengukuran konveyor dan jarak penyekat di konveyor
Gambar 312 Sketsa Pengukuran konveyor dan jarak penyekat di konveyor
3 Pendeteksi dengan sensor warna
Disini pendeteksian kaleng tanpa label menggunakan sensor warna
yang berfungsi untuk mendeteksi warna dari objek kaleng dengan
adjustment warna label (putihbirucoklat)sensing sensor On apabila
terdapat objek kaleng dengan warna almunium silver atau sama
dengan ldquo1rdquo dan sensing sensor Off apabila terdapat objek kaleng
dengan warna putih biru coklat pemakaian Sensor warna ini
direncanakan karena pendeteksian terdapat pada kaleng yang tidak
tertempel label dengan warna Alumunium silver
4 Sensing Sensor
Sensing Sensor adalah jarak dari posisi yang terbaca dan tidak
terbaca sensor untuk operasi kerjanya ketika obyek benda
digerakkan oleh sistem tertentu
Gambar 313 Sketsa sensing sensor
44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

44
5 Pengaturan Jarak Sensor
Pengaturan jarak dilakukan agar sensing object lebih tepat karena
pengaruh terhadap suhu dan tegangan
Gambar 314 Sketsa pengaturan jarak sensor
6 Sistem Rejector
Gambar 315 Sketsa sistem rejector
45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

45
7 Flowchart Rejector labeller
Gambar 316 Flowchart rejector labeller
46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

46
8 Rangkaian Elektrik
Gambar 317 Rangkaian Elektrik Rejector labeller
47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

47
BAB IV KESIMPULAN DAN SARAN
41 KESIMPULAN Rejected Product terjadi karena
1 Label kaleng lepas di karton setelah mesin cermex
2 Label kaleng lepas setelah mesin labeller
3 Kaleng susu keluar karton
4 Isi kaleng susu kurang di karton
5 Label kaleng susu double
6 Label kaleng susu robek
Usulan Improvement
1 Penambahan sensor deteksi label kaleng rusak dan rejector di
mesin auto case packing cermex
2 Penambahan sensor deteksi label kaleng rusak dan Pemasangan
sensor deteksi dan silinder untuk penyortiran kaleng di konveyor
mesin labeller
3 Ditetapkan parameter seting yang standart (baku) dengan cara
melakukan penelitian di line
42 SARAN
1 Penggantian mesin labeller yang lebih baik performanya atau
dilakukan perbaikan dari sistem mekanik mesin labeller
2 Penambahan sistem mekanik untuk mengurangi getaran di mesin
auto case packing cermex
48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]

48
DAFTAR PUSTAKA
Putra Agfianto Eko 2004PLC (Progammable Logic Control) From Kuliah
Pengantar kelas-mikrokontrolcom
Hage 2009 Sistem 3 Fasa Online httpdunia-listrikblogspotcom200901sis
tem-3-fasahtml [27 Juli 2013]
Ismujianto 2008 Motor Induksi 3 Phasa Online httpismujiantoblogspotcom
200803motor-induksi-3-phase-pembahasan-motorhtml [21 Juli 2013]
Sierad Bakhtiar 2011 Motor Servo Online httpd4eablogspotcom201104
motor-servo-adalahhtml [26 Juli 2013]
Musbikhin 2011 Pengertian Sensor dan Macam ndash macam Sensor Online http
wwwmusbikhincompengertian-sensor-dan-macam-macam-sensor [26
Juli 2013]
Mukhlis 2011 Sensor Proximity Online httpthemoneysavingblogspotcom
201102sensor-proximityhtml [26 Juli 2013]
Haryono Nono 2010 Reed Switch Online httpotosensingblogspotcom
201011reed-switchhtml [20 Juli 2013]
Maswie 2007 Silinder pneumatik Online httpmaswie2000wordpresscom
20071103silinder-pneumatik [25 Juli 2013]
Anonim 2011 Gaya piston Onlinehttpberandarindublogspotcom2011
05sekilas-pneumatichtml [23 Juli 2013]