ALAT UKUR LINIER
25
TUGAS METROLOGI INDUSTRI Disusun Oleh : Dhany Ardhain Syah 14503241029
-
Upload
dhanyardhiansyah -
Category
Documents
-
view
426 -
download
41
description
linier
Transcript of ALAT UKUR LINIER
TUGAS
METROLOGI INDUSTRI
Disusun Oleh :
Dhany Ardhain Syah
14503241029
A2.2
PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS NEGERI YOGYAKARTA
2015/2016
BAB I
PENGUKURAN LINIER
1. DASAR TEORI
1.1. Pengertian Pengukuran Linear
Pengukuran Linear adalah proses pengukuran untuk mengetahui dimensi
dari suatu benda kerja yang belum diketahui ukurannya. Pengukuran Linear
Pembacaan Langsung Alat ukur langsung adalah alat ukur yang mempunyai skala
ukur yang telah dikalibrasi dan hasil pengukuran dapat langsung dibaca pada skala
tersebut.
Contoh alat ukur langsung :
a. Mistar Ukur
b. Mistar Ingsut
c. Mistar Ingsut Ketinggian
d. Mikrometer
Jadi, Pengukuran linear pembacaan langsung adalah proses pengukuran
dimana hasil pengukuran dapat dilihat langsung dari skala alat ukur yang dipakai.
Pengukuran Linear Pembacaan Tidak Langsung Pengukuran Linear pembacaan
tidak langsung yaitu pengukuran dengan instrumen pembanding, maksudnya
dengan membandingkan dimensi yang diperoleh dari hasil pengukuran kemudian
membacanya dengan bantuan alat ukur langsung. Pada pengukuran ini, kita
melakukan dua kali proses pengerjaan.
Macam-macam alat ukur yang tergolong alat ukur tidak langsung yaitu
a. Dial Indikator
b. Bore Gage atau Cylinder Gage
c. Caliper Gage
d. Telescoping gage
1.2. Jenis – jenis Alat Ukur Linear
1.2.1. Alat Ukur Linier Langsung
A. Mistar ukur
Mistar ukur merupakan alat ukur linier yang paling dikenal, biasanya
berupa pelat baja atau kuningan di mana pada kedua tepi salah satu
permukaannya diberi skala (metrik dan inchi) dengan panjang ukurannya
bervariasi dari 100 s.d. 300 mm dengan kecermatan ukuran yaitu pembagian
skala dalam 0.5 atau 1.0 mm.
Jenis – Jenis Mistar :
Gambar 1. Mistar lipat
Gambar 2. Mitar Gulung
Gambar 3. Mistar Baja
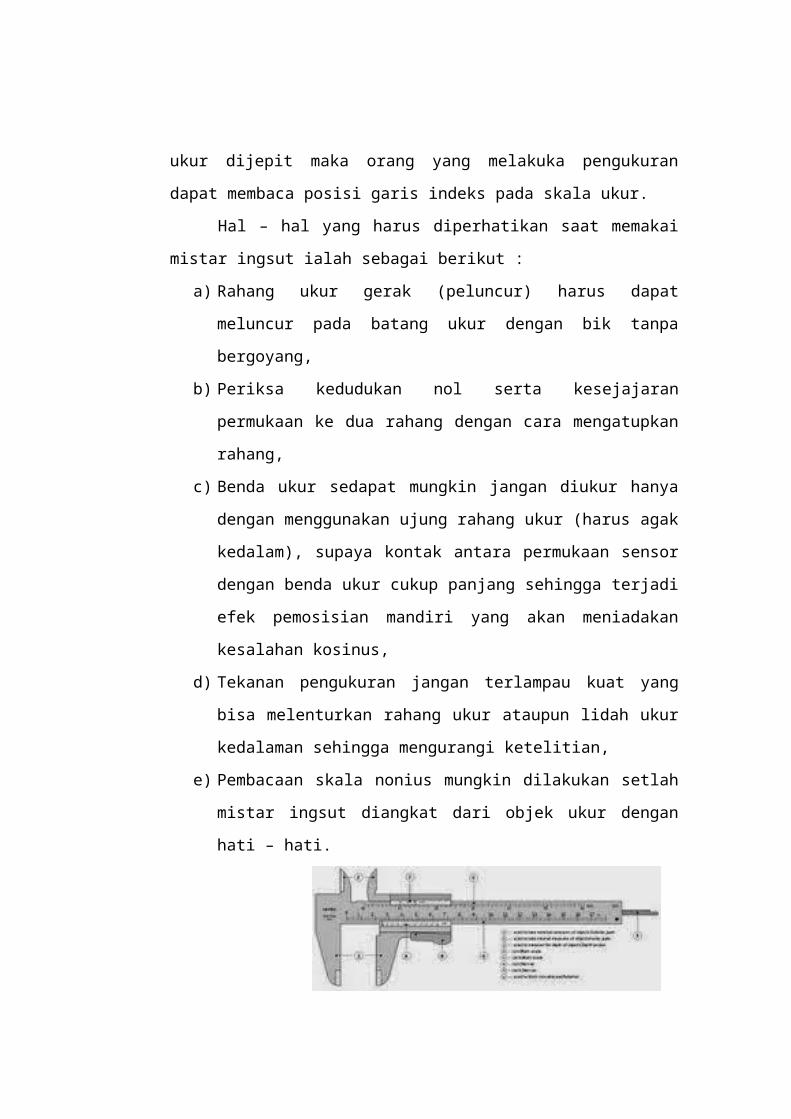
B. Mistar ingsut / Jangka Sorong (Vernier Caliper)
Merupakan alat ukur linear yang mempunyai skala linier pada batang
dengan ujungnya yang berfungsi sebagai sensor penahan benda ukur (disebut
rahang ukur tetap) dan juga terdapat peluncur dengan sisi yang dibuat sejajar
dengan permukaan rahang ukur(disebut rahag ukur gerak) yang biasanya dapat
digeserkan pada batang ukur.
Cara Pengukuran :
Cara kerjanya ialah benda ukur ditahan pada salah satu sisi
permukaannya oleh rahang ukur tetap, kemudian peluncur digeserkan sehingga
rahang ukur gerak menempel pada sisi lainnya, pada saat benda ukur dijepit
maka orang yang melakuka pengukuran dapat membaca posisi garis indeks
pada skala ukur.
Hal – hal yang harus diperhatikan saat memakai mistar ingsut ialah
sebagai berikut :
a) Rahang ukur gerak (peluncur) harus dapat meluncur pada batang ukur
dengan bik tanpa bergoyang,
b) Periksa kedudukan nol serta kesejajaran permukaan ke dua rahang
dengan cara mengatupkan rahang,
c) Benda ukur sedapat mungkin jangan diukur hanya dengan
menggunakan ujung rahang ukur (harus agak kedalam), supaya kontak
antara permukaan sensor dengan benda ukur cukup panjang sehingga
terjadi efek pemosisian mandiri yang akan meniadakan kesalahan
kosinus,
d) Tekanan pengukuran jangan terlampau kuat yang bisa melenturkan
rahang ukur ataupun lidah ukur kedalaman sehingga mengurangi
ketelitian,
e) Pembacaan skala nonius mungkin dilakukan setlah mistar ingsut
diangkat dari objek ukur dengan hati – hati.
Gambar 4. Mistar Ingsut / Jangka Sorong
C. Mikrometer
Merupkan alat ukur linier yang mempunyai kecermataan yang lebh
tinggi dari pada mistar ingsut, mempunyai kecermatan sebesar 0.01 mm
(meskipun namanya “mikrometer”). Jenis khusus memang ada yang dibuat
dengan kecermataan 0.005 mm, 0.002 mm, 0.001 mm dab bahkan sampai
dengan 0.0005 mm.
Cara Pengukuran :
Beberapa hal yang harus diperhatikan dalam pemakaian mikrometer
ialah sebagai berikut :
1. Permukaan benda ukur dan mulut ukur mikrometer harus dalam
kondisi bersih.
2. Sebelum dipakai, kedudukan mikrometer harus diperiksa.
3. Bukalah mulut ukur sampai sedikit melebihi dimensi objek ukur.
4. Beda ukur dipegang dengan tangan kiri dan mikrometer dengan
tangan kanan.
5. Pada waktu mengukur, penekanan poros ukur pada benda ukur
tidak boleh terlalu keras sehingga memungkinkan kesalahan ukur
karena adanya deformasi.
6. Kalibrasi
7. Untuk melakukan kalibrasi mikrometer dapat dilakukan beberapa
pemeriksaan sebagai berikut :
8. Gerakan silinder putar/poros ukur. harus berputar dengan baik,
rasakan tidak terjadi goyangan karena keausan ulir utama.
9. Kedudukan nol apabila. Apabila mulut ukur dirapatkan garis
referensi/indeks harus menunjuk nol.
10. Keberfungsian beberapa bagian yang lain seperti gigi gelincir
(ratchet) dan pengunci poros ukur.
11. Kerataan dan kesejajaran muka ukur (permukaan sensor). Karena
keausan, muka ukur dapat menjadi tidak rata dan tidak sejajar
sehinggia memungkinkan kesalahan ukur.
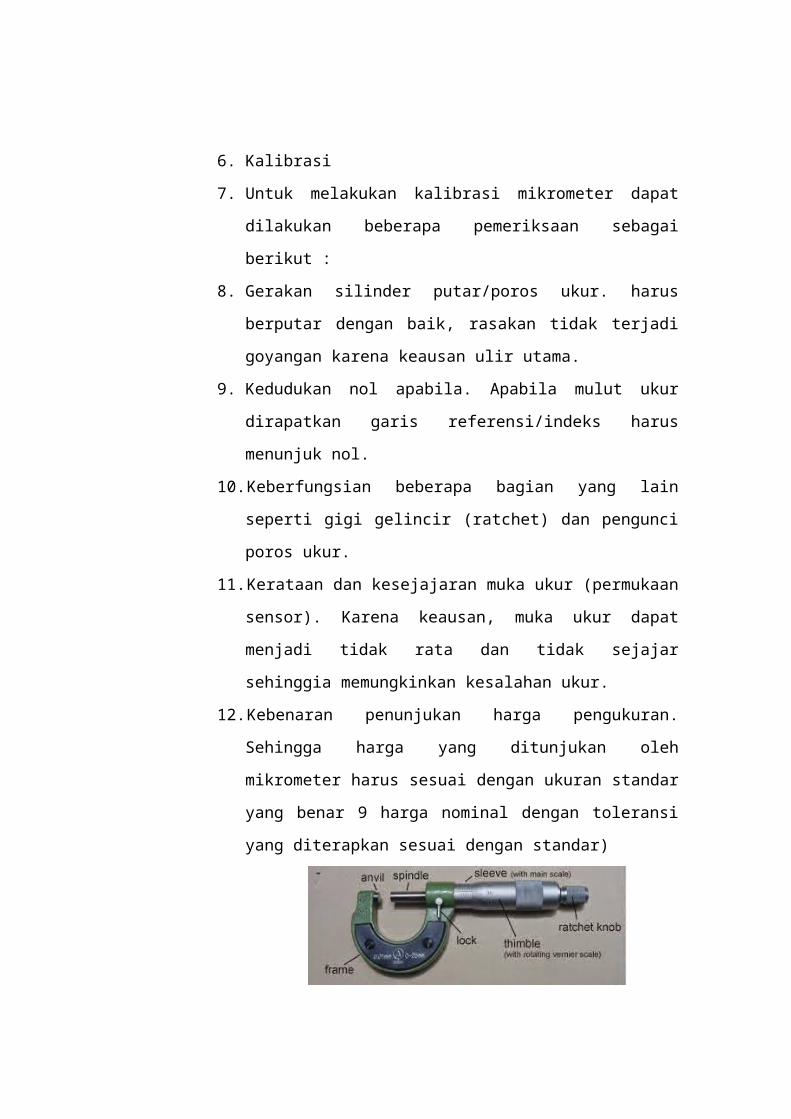
12. Kebenaran penunjukan harga pengukuran. Sehingga harga yang
ditunjukan oleh mikrometer harus sesuai dengan ukuran standar
yang benar 9 harga nominal dengan toleransi yang diterapkan
sesuai dengan standar)
Gambar 5. Mikrometer
1.2.2 Alat Ukur Linier Tak Langsung
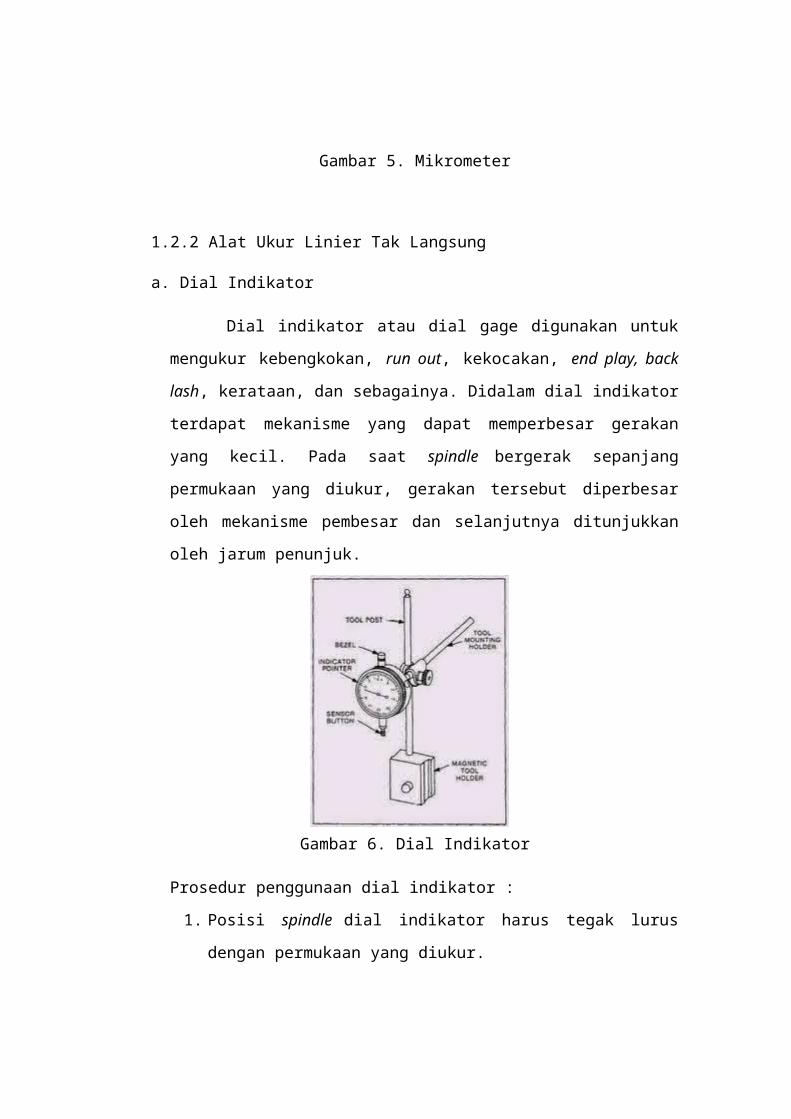
a. Dial Indikator
Dial indikator atau dial gage digunakan untuk mengukur
kebengkokan, run out, kekocakan, end play, back lash, kerataan, dan
sebagainya. Didalam dial indikator terdapat mekanisme yang dapat
memperbesar gerakan yang kecil. Pada saat spindle bergerak sepanjang
permukaan yang diukur, gerakan tersebut diperbesar oleh mekanisme pembesar
dan selanjutnya ditunjukkan oleh jarum penunjuk.
Gambar 6. Dial Indikator
Prosedur penggunaan dial indikator :
1. Posisi spindle dial indikator harus tegak lurus dengan permukaan yang
diukur.
2. Garis imajinasi dari mata si pengukur ke jarum penunjuk harus tegak
lurus pada permukaan dial indikator pada saat sedang membaca hasil
pengukuran
3. Dial indikator harus dipasang dengan teliti pada batang penyangganya,
artinya dial indikator tidak boleh goyang.
4. Putarlah outer ring dan stel pada posisi nol. Gerakkan spindle ke atas dan
ke bawah, kemudian periksalah bahwa jarum penunjuk selalu kembali ke
posisi nol setelah spindle dibebaskan.
5. Usahakan dial indicator tidak sampai terjatuh, karena terdapat
mekanisme pengubah yang sangat presisi.
6. Jangan memberi oli atau grease diantara spindle dan tangkainya, karena
akan menghambat gerakan spindle.
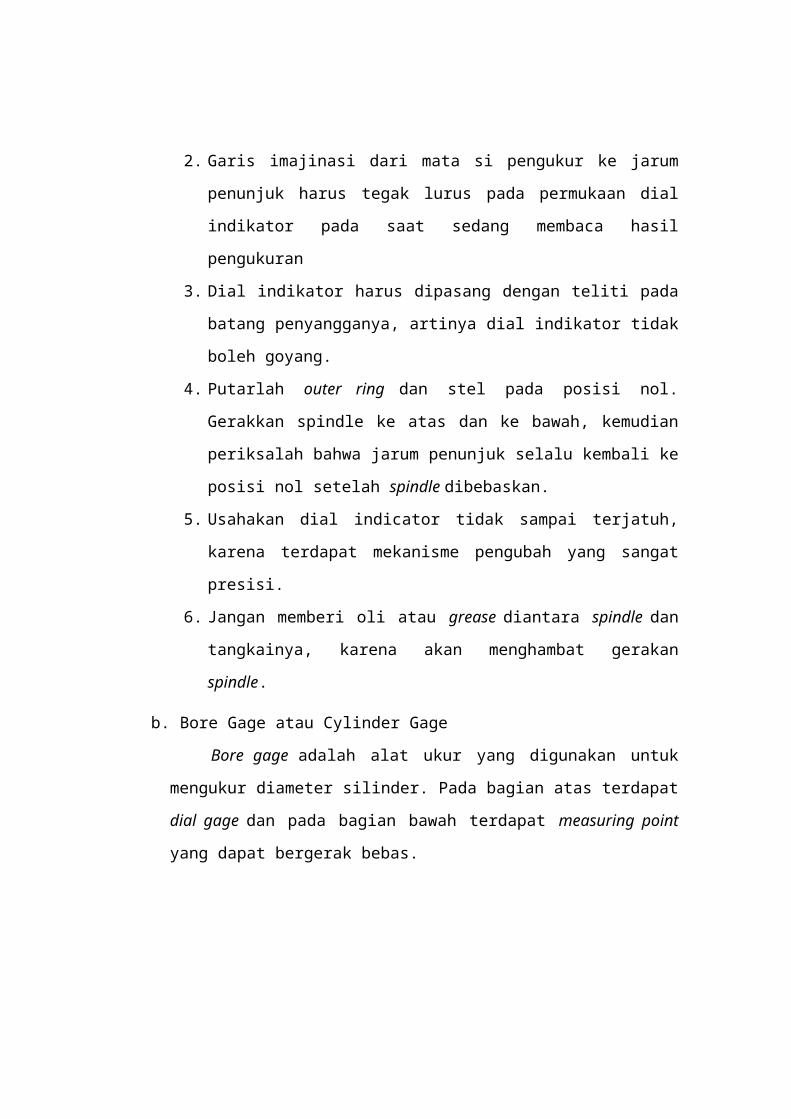
b. Bore Gage atau Cylinder Gage
Bore gage adalah alat ukur yang digunakan untuk mengukur diameter
silinder. Pada bagian atas terdapat dial gage dan pada bagian bawah terdapat
measuring point yang dapat bergerak bebas.
Gambar 7. Bore Gage atau Cylinder Gage
Pengukuran diameter silinder dengan bore gage memerlukan alat ukur
lain yaitu mistar geser dan mikrometer. Ada dua cara yang dapat dilakukan
untuk mengukur diameter silinder.
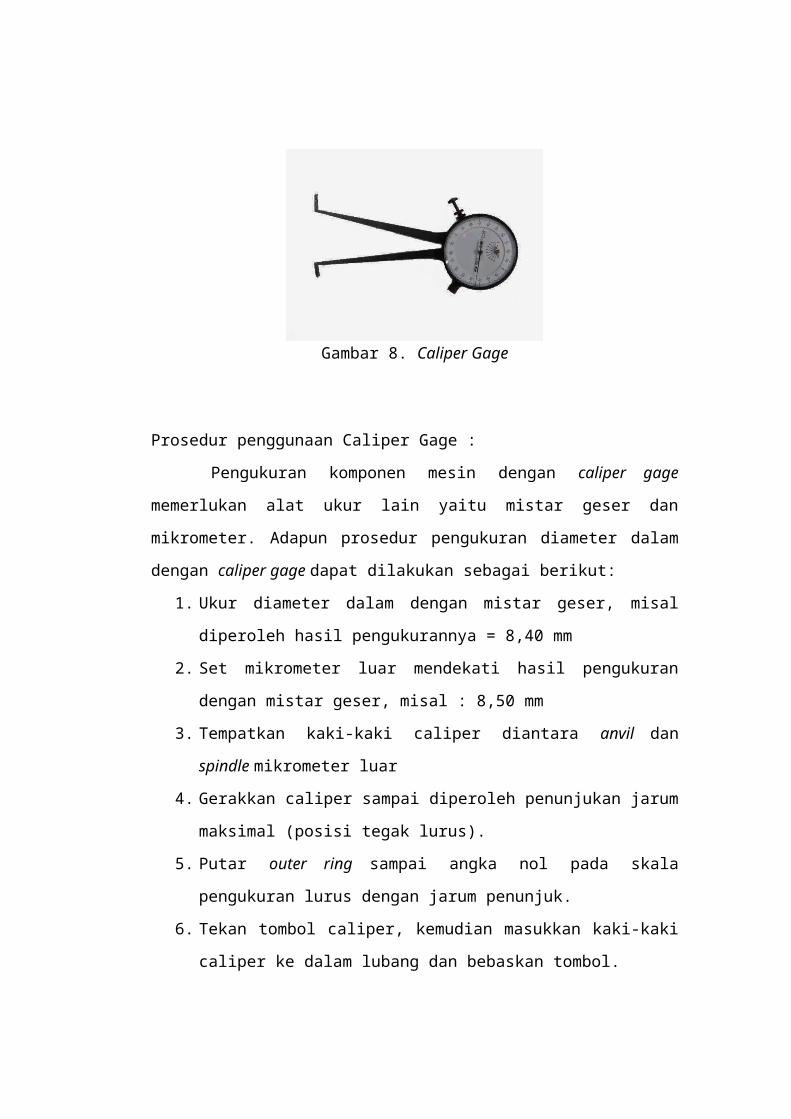
c. Caliper Gage
Caliper gage adalah merupakan alat ukur yang digunakan untuk
mengukur diameter dengan ukuran kecil, misalnya diameter lubang laluan
katup, diameter dalam rocker arm dan sebagainya.
Pada bagian atas caliper gage terdapat dial gage dan pada bagian
bawah terdapat kaki (lug) yang dapat bergerak bebas. Fungsi tombol yang
terdapat pada dial gage untuk menggerakkan kaki-kaki. Untuk menset nol
dapat dilakukan dengan memutar outer ring sehingga jarum penunjuk
bertepatan dengan angka nol pada skala pengukuran.
Gambar 8. Caliper Gage
Prosedur penggunaan Caliper Gage :
Pengukuran komponen mesin dengan caliper gage memerlukan alat
ukur lain yaitu mistar geser dan mikrometer. Adapun prosedur pengukuran
diameter dalam dengan caliper gage dapat dilakukan sebagai berikut:
1. Ukur diameter dalam dengan mistar geser, misal diperoleh hasil
pengukurannya = 8,40 mm
2. Set mikrometer luar mendekati hasil pengukuran dengan mistar geser,
misal : 8,50 mm
3. Tempatkan kaki-kaki caliper diantara anvil dan spindle mikrometer luar
4. Gerakkan caliper sampai diperoleh penunjukan jarum maksimal (posisi
tegak lurus).
5. Putar outer ring sampai angka nol pada skala pengukuran lurus dengan
jarum penunjuk.
6. Tekan tombol caliper, kemudian masukkan kaki-kaki caliper ke dalam
lubang dan bebaskan tombol.
7. Gerakkan caliper sampai diperoleh penunjukkan maksimal.
8. Baca penunjukkan jarum penunjuk pada caliper gage. Apabila hasil
pembacaan = 0,07 mm, maka diameter dalam lubang tersebut adalah =
8,50 – 0,07 = 8,43 mm
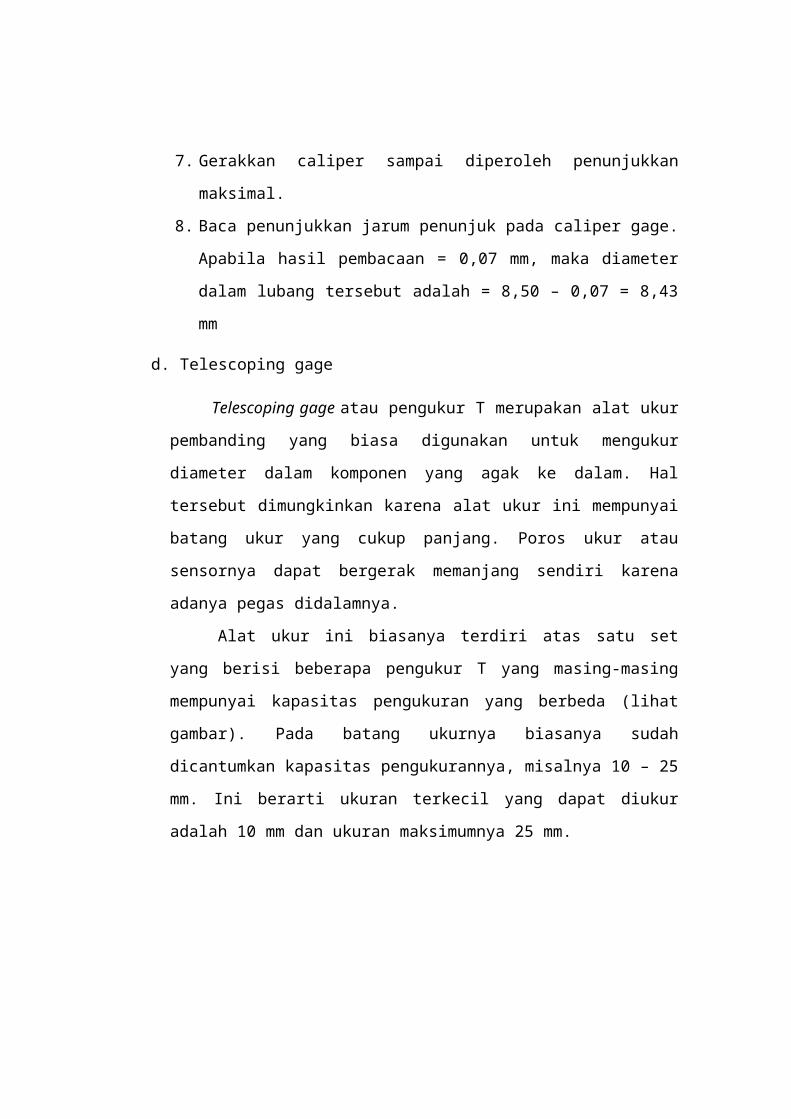
d. Telescoping gage
Telescoping gage atau pengukur T merupakan alat ukur pembanding
yang biasa digunakan untuk mengukur diameter dalam komponen yang agak
ke dalam. Hal tersebut dimungkinkan karena alat ukur ini mempunyai batang
ukur yang cukup panjang. Poros ukur atau sensornya dapat bergerak
memanjang sendiri karena adanya pegas didalamnya.
Alat ukur ini biasanya terdiri atas satu set yang berisi beberapa
pengukur T yang masing-masing mempunyai kapasitas pengukuran yang
berbeda (lihat gambar). Pada batang ukurnya biasanya sudah dicantumkan
kapasitas pengukurannya, misalnya 10 – 25 mm. Ini berarti ukuran terkecil
yang dapat diukur adalah 10 mm dan ukuran maksimumnya 25 mm.
Gambar 9. Telescoping gage
Prosedur penggunaan Telescoping gage adalah sebagai berikut :
1. Pilihlah telescoping gage dengan kapasitas ukur tertentu sesuai dengan
range dari komponen yang akan diukur.
2. Masukkan telescoping gage ke dalam lubang dan kendorkan penguncinya
sehingga poros ukur benar-benar menyentuh bidang yang diukur.
3. Kuncilah gerakan poros ukur dengan cara memutar pengunci ke kanan
sehingga poros ukur tidak dapat bergerak lagi.
4. Keluarkan telescoping gage yang sudah terkunci tersebut dari lubangnya.
5. Ukurlah panjang poros ukur dengan mikrometer luar. Besarnya diameter
lubang sama dengan angka yang ditunjukkan pada mikrometer.
e. Block Gauge
Nama lain; Gauge Block, End Gauge, Slip Gauge, Jo Gauge, Johannsen
Gauge. Blok ukur berbentuk persegi panjang, bulat atau persegi empat,
mempunyai dua sisi sejajar dengan ukuran yang tepat. Dibuat dari baja
perkakas, baja khrom, baja tahan karat, khrom karbida atau karbida
tungsten. Digunakan sebagai pembanding pengukur yang teliti untuk meng
ukur perkakas, pengukur, die dan sebagai standar laboratorium induk
untuk mengukur ukuran selama produksi. Ketelitian berlaku hanya pada
suhu 20°C.
a) Merupakan alat ukur standar.
b) Dua permukaan sangat halus, rata, sejajar, dapat bersatu dengan kuat
akibat daya adhesi dan tekanan udara luar.
c) Wringability memungkinkan mendapatkan ukuran tertentu.
d) Bahan; Baja karbon tinggi, baja paduan atau karbida logam dengan heat
threatment.
e) Sifat: Tahan aus, korosi , koefisien muai sama dengan baja komponen
mesin, Kestabilan ukuran baik.
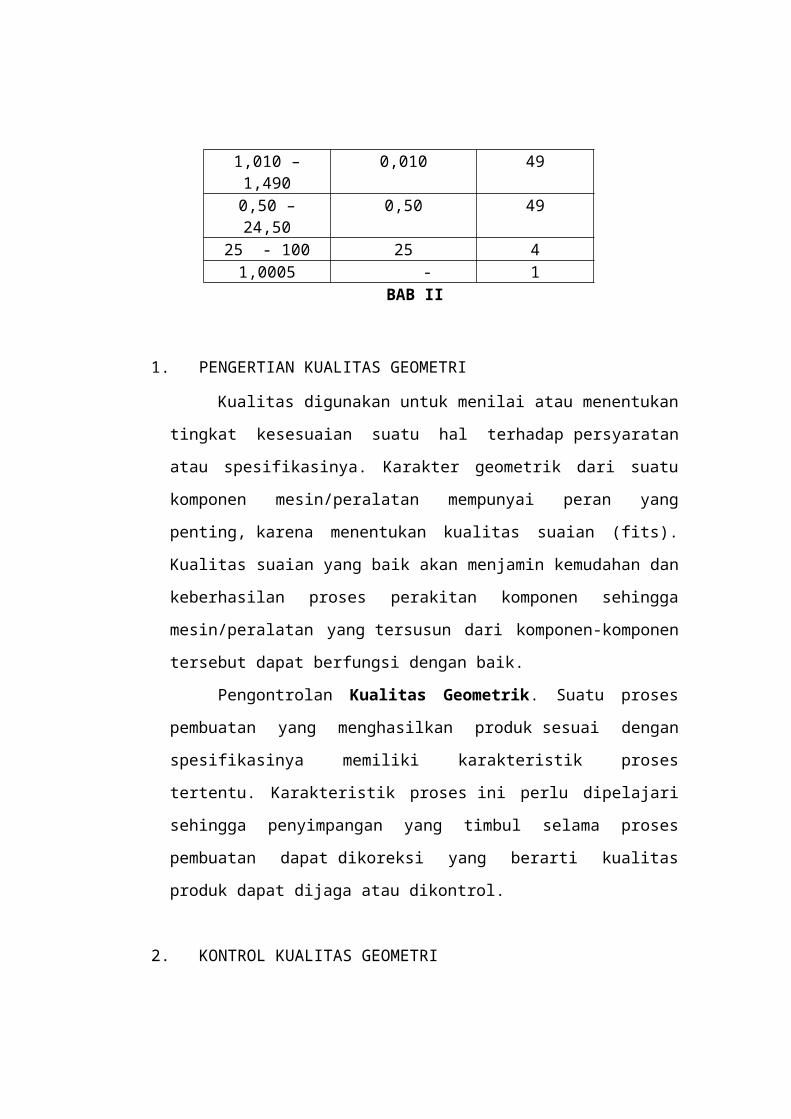
f) Set Blok Ukur dan Kualitasnya.
Contoh Set Blok Ukur 112 buah dengan tebal dasar 1 mm
Selang Kenaikan Jumlah Blok1,001 – 1,009 0,001 91,010 – 1,490 0,010 490,50 – 24,50 0,50 49
25 - 100 25 41,0005 - 1
BAB II
1. PENGERTIAN KUALITAS GEOMETRI
Kualitas digunakan untuk menilai atau menentukan tingkat kesesuaian suatu hal terhadap persyaratan atau spesifikasinya. Karakter geometrik dari suatu komponen mesin/peralatan mempunyai peran yang penting, karena menentukan kualitas suaian (fits). Kualitas suaian yang baik akan menjamin kemudahan dan keberhasilan proses perakitan komponen sehingga mesin/peralatan yang tersusun dari komponen-komponen tersebut dapat berfungsi dengan baik.
Pengontrolan Kualitas Geometrik. Suatu proses pembuatan yang menghasilkan produk sesuai dengan spesifikasinya memiliki karakteristik proses tertentu. Karakteristik proses ini perlu dipelajari sehingga penyimpangan yang timbul selama proses pembuatan dapat dikoreksi yang berarti kualitas produk dapat dijaga atau dikontrol.
2. KONTROL KUALITAS GEOMETRISebagai alat komunikasi maka gambar teknik harus jelas
dan dapat dimengerti oleh semua orang yang terlibat di dalamnya. Sedemikian pentingnya spesifikasi geometrik ini sehingga dijadikan sebagai suatu standard (perusahaan, negara, internasional).
Pada tahap produksi, dilaksanakan pemeriksaan kualitas geometrik dari produk. Hasil dari setiap pemeriksaan dibandingkan dengan spesifikasi geometrik yang tercantum pada gambar kualitas produk.
Pada dasarnya pemeriksaan (inspection) adalah sama dengan kontrol kualitas, yaitu melakukan pengukuran karakteristik produk yang kemudian dibandingkan dengan acuan yang telah distandardkan. Namun pemeriksaan hanya sampai pada taraf penyajian data jumlah produk baik dan produk jelek.
Sedangkan materi kontrol kualitas lebih dalam daripada pemeriksaan, yaitu selain melakukan pengukuran juga memikirkan metode untuk menangani masalah-masalah :
Kapan pemeriksaan kualitas produk dilakukan dan dengan metode apa pengukuran dilaksanakan.
Berapa selang waktu (frekuensi) antara pemeriksaan yang satu dengan pemeriksaan berikutnya.
Berapa banyak produk yang harus diperiksa untuk satu kali pemeriksaan.
Bagaimana data pengukuran diolah dan disimpulkan serta tindakan apa yang harus dilakukan.
3. SPESIFIKASI GEOMETRI
Spesifikasi geometrik mencakup ukuran/dimensi (dimension), bentuk (form), posisi (position), dan kekasaran permukaan (surface roughness) produk. Meskipun semuanya itu diperhatikan tetapi tidak semua ukuran, bentuk, posisi, dan kekasaran permukaan setiap bagian produk dianggap utama. Bagi elemen geometrik yang tidak kritis, toleransi geometriknya tidak perlu (bahkan jangan) diberikan. Namun dengan cara ini bukan berarti elemen geometrik tersebut harus sempurna atau bahkan kebalikannya, yaitu menyimpang secara keterlaluan (menyimpang terlalu besar dari harga nominalnya).
Geometri menjadi penting jika ditinjau dari aspek fungsi komponen :
Ketelitian gerakan dan atau kecepatan yang diperlukan oleh komponen-komponen mesin yang melakukan gerakan-gerakan kinematik (kem, roda gigi, ulir penggerak).
Berat, volume atau momen inersia dari komponen yang berputar dengan kecepatan tinggi yang memerlukan penyeimbang secara dinamik.
Kekuatan dan ketahanan lelah bagi komponen dengan beban dinamik.
Kemudahan bergerak dan umur komponen.Geometrik menjadi penting jika ditinjau dari aspek
perakitan. Geometrik bagian-bagian yang menempel harus direncanakan sedemikian rupa sehingga didapatkan suatu kondisi suaian (fits) seperti yang dikehendaki, yaitu longgar/bebas bergerak (clearance fit), pas/sempit dan agak dipaksakan (intermediate fit), atau paksa/dipaksa karena sesungguhnya tidak dapat masuk secara wajar (interference fit).
Geometrik menjadi penting jika ditinjau dari aspek pembuatan. Salah satu untuk mempercepat proses produksi (bagi produksi massal) adalah dengan menggunakan fixture untuk mempermudah pemasangan benda kerja pada mesin perkakas sehingga waktu bongkar pasangnya dipersingkat. Bagian-bagian dari benda kerja terlebih dahulu dipersiapkan (misalnya diberi lubang dan atau permukaan/bidang acuan). Sebagai acuan posisi, maka bagian-bagian ini mungkin harus ditetapkan toleransinya.
A. Toleransi Dan Suaian.
Agar suatu ukuran luar (misal : diameter luar dapat masuk ke dalam ukuran dalam / diameter lubang) maka mereka harus memiliki ukuran dasar yang sama. Poros dan lubang tersebut memiliki suaian yang tertentu sesuai dengan ukuran sebenarnya dari poros dan lubang yang bersangkutan. Untuk pasangan poros dan lubang yang dibuat secara massal, suaian antara masing-masing pasangan akan dijamin sama secara fungsional asalkan ukuran sebenarnya dari setiap poros dan lubang tidak keluar dari daerah toleransinya masing-masing.
B. Toleransi StandarPenyimpangan absolut minimum dan besarnya
tolenasi merupakan suatu fungsi ukuran dasar yang artinya harganya berubah sesuai dengan perubahan ukuran dasar mengikuti suatu rumus tertentu. Untuk mempermudah dan menghindari pembulatan dalam penghitungan, maka tidak setiap ukuran dasar dapat dipakai dalam rumus perhitungan besarnya toleransi standard (standard tolerance) dan penyimpangan fundamental (fundamental deviation). Setiap diameter (ukuran dasar) yang termasuk dalam selang waktu tertentu akan diwakili oleh suatu harga diameter mengikuti suatu kenaikan tingkatan diameter.
Dalam sistem ISO telah ditetapkan 18 kelas toleransi (grades of tolerance) yang dinamakan dengan toleransi standard, yaitu mulai dari IT 01, IT 0, IT 1 sampai dengan IT 6. Harga toleransi standard bagi kualitas 5 sampai 16 dihitung dengan menggunakan satuan toleransi (i, tolerance unit), yaitu : i = 0.45 3 D + 0.001D
dimana : i = satuan toleransi (μm)D = diameter nominal (mm) yang harganya
ditentukan berdasarkan harga rata-rata geometrik dari dua batas pada tingkatan diamaeter nominal.
C. Toleransi Bentuk dan Posisi
Seperti telah dikatakan semula bahwa suatu produk dengan geometrik yang ideal tidak mungkin dicapai. Walaupun telah ada toleransi ukuran/dimensi, tetapi toleransi tersebut tidak mentolerir kesalahan bentuk suatu elemen geometrik dan posisi suatu elemen geometrik terhadap elemen geometrik yang lain. Untuk itu dibutuhkan jenis toleransi lain, yaitu toleransi bentuk dan posisi.
Dalam beberapa kasus, toleransi ukuran/dimensi sesungguhnya juga membatasi beberapa kesalahan bentuk dan posisi. Jika harga toleransi ukuran/dimensi diperkecil, maka kesalahan bentuk dan posisi secara otomatis juga akan diperkecil. Namun pengecilan harga toleransi ukuran/dimensi akan mempersulit proses pembuatan dan meningkatkan biaya pembuatan. Oleh karena itu penggunaan toleransi bentuk dan posisi sangat dianjurkan. Hal ini disebabkan oleh : Ukuran dan bentuk/posisi merupakan elemen geometrik
yang berbeda sehingga harus ditangani secara berbeda. Menjamin sifat ketertukaran (interchangeability) yang
merupakan falsafah dari produksi massal. Mempermudah proses pembuatan. Memperjelas metoda pengukuran untuk menghindari
terjadinya kesalahan interpretasi dari toleransi yang tercantum pada gambar teknik.
C.1 Toleransi Elemen Tunggal
Kelurusan, kerataan, kebulatan, kesilindrisan, dan profil merupakan
toleransi bentuk yang berlaku untuk elemen tunggal tanpa memperhatikan
ukuran.
a. Toleransi Kelurusan
Kelurusan merupakan keadaan dimana suatu unsur permukaan atau
sumbu berada dalam suatu garis lurus.
b. Toleransi Kerataan
Menentukan suatu zona toleransi yang ditentukan oleh dua bidang
sejajar yang didalamnya terletak permukaan tersebut. Kerataan
merupakan keadaan permukaan yang lurus dengan semua unsur dalam
satu bidang.
c. Toleransi Kebulatan
Kebulatan merupakan suatu keadaan dimana apabila suatu benda
dipotong oleh sembarang bidang yang tegak lurus terhadap sumbu
benda, maka semua titik permukaan akan berjarak sama dari sumbu.
d. Toleransi Kesilindrisan
Kesilindrisan merupakan suatu keadaan permukaan putar dimana
semua titik permukaan berjarak sama dari sumbu.
e. Toleransi Profil
Profil merupakan kerangka suatu benda dalam gambar (bentuk)
seperti garis lurus, busur, atau garis lengkung. Toleransi profil
menentukan suatu batas atau zona penyimpangan yang diizinkan
sepanjang ukuran nominal yang didalamnya terdapat unsur
permukaan.
A.2 Toleransi Elemen yang Berhubungan
Kesejajaran, ketegaklurusan, dan kemiringan semuanya merupakan
toleransi bentuk untuk elemen yang berhubungan. Toleransi ini
mengendalikan elemen satu terhadap yang lain (ASME Y14.5M-1994)
1. Toleransi Kesejajaran
Menentukan suatu zona toleransi yang ditentukan oleh dua bidang
sejajar atau garis sejajar terhadap bidang basis.
2. Toleransi Ketegaklurusan
Ketegaklurusan merupakan suatu keadaan permukaan 90˚ terhadap
bidang basis.
3. Toleransi Kemiringan
Menentukan suatu zona toleransi yang ditentukan sudut dasar
(selain 90˚) dari bidang basis.
4. Toleransi Kekonsentrisan
Merupakan keadaan dimana sumbu-sumbu semua unsur
penampang permukaan putar elemen merupakan satu sumbu dengan
banding basis.
5. Toleransi Putar (Circular Runout)
Merupakan keadaan dimana benda berputar sejauh 360˚ terhadap
sumbu.
6. Toleransi Putar Total (Total Runout)
Digunakan untuk menentukan jumlah penyimpangan bentuk bulat,
kelurusan, kesamaan sumbu (coaxiality), kemiringan, dan profil
permukaan.
SUMBER
Effendi Pranata, Arie. 2014. Alat Ukur, (linier langsung dan tak langsung).
Diambil Dari http://arieeffendipranata.blogspot.co.id/2014/06/alat-ukur-linier-
langsung-dan-tak.html pada tanggal 29 September 2015
Giesecke, Frederick E. 2001. Technical Drawing. Jakarta: Erlangga.