akmen gabungan.doc
32
INVENTORY MANAGEMENT: ECONOMIC ORDER QUANTITY,JIT AND THE THEORY OF CONSTRAINTS Persediaan yang berlebihan dapat menimbulkan biaya yang besar. Ada banyak cara untuk mengelola biaya persediaan, termasuk model EOQ, JIT, dan teori kendala. Tiga metode ini menawarkan cara untuk mengurangi biaya persediaan. Pendekatan terbaik biasanya tergantung pada sifat organisasi serta sifat dari persediaan itu sendiri. Persediaan merupakan investasi modal yang signifikan untuk sebagian besar perusahaan. Persediaan mengikat uang yang bisa digunakan lebih produktif di tempat lain. Sehingga dengan pengelolaan persediaan yang efektif manajemen bisa mendapatkan potensi penghematan biaya yang signifikan. Selain itu, kualitas, rekayasa produk, harga, lembur, kelebihan kapasitas, kemampuan untuk menanggapi pelanggan waktu tunggu, dan profitabilitas semuanya dipengaruhi oleh tingkat persediaan. Menggambarkan bagaimana kebijakan persediaan dapat digunakan untuk mengurangi biaya dan bantuan organisasi memperkuat posisi kompetitif perusahaan adalah tujuan utama dari bab ini. JUST-IN-CASE INVENTORY MANAGEMENT Manajemen persediaan berkaitan dengan mengelola biaya persediaan. Tiga jenis biaya persediaan dapat dengan mudah diidentifikasi dengan persediaan, yaitu : a. Jika persediaan berupa bahan baku atau barang yang dibeli dari sumber luar, maka biaya yang terkait dengan persediaan tersebut disebut biaya pemesanan dan biaya penyimpanan.
Transcript of akmen gabungan.doc
INVENTORY MANAGEMENT: ECONOMIC ORDER QUANTITY,JIT AND THE THEORY OF CONSTRAINTS
Persediaan yang berlebihan dapat menimbulkan biaya yang besar. Ada banyak cara untuk
mengelola biaya persediaan, termasuk model EOQ, JIT, dan teori kendala. Tiga metode ini
menawarkan cara untuk mengurangi biaya persediaan. Pendekatan terbaik biasanya
tergantung pada sifat organisasi serta sifat dari persediaan itu sendiri. Persediaan merupakan
investasi modal yang signifikan untuk sebagian besar perusahaan. Persediaan mengikat uang
yang bisa digunakan lebih produktif di tempat lain. Sehingga dengan pengelolaan persediaan
yang efektif manajemen bisa mendapatkan potensi penghematan biaya yang signifikan.
Selain itu, kualitas, rekayasa produk, harga, lembur, kelebihan kapasitas, kemampuan untuk
menanggapi pelanggan waktu tunggu, dan profitabilitas semuanya dipengaruhi oleh tingkat
persediaan. Menggambarkan bagaimana kebijakan persediaan dapat digunakan untuk
mengurangi biaya dan bantuan organisasi memperkuat posisi kompetitif perusahaan adalah
tujuan utama dari bab ini.
JUST-IN-CASE INVENTORY MANAGEMENT
Manajemen persediaan berkaitan dengan mengelola biaya persediaan. Tiga jenis biaya
persediaan dapat dengan mudah diidentifikasi dengan persediaan, yaitu :
a. Jika persediaan berupa bahan baku atau barang yang dibeli dari sumber luar, maka biaya
yang terkait dengan persediaan tersebut disebut biaya pemesanan dan biaya penyimpanan.
Biaya pemesanan (ordering cost) adalah biaya-biaya untuk menempatkan dan
menerima-pesanan. Contoh-contohnya mencakup biaya pemrosesan pesanan (biaya
administrasi dan dokumen), biaya asuransi untuk pengiriman, dan biayak
pembongkaran.
Biaya penyimpanan (carryingcost) adalah biaya-biaya untuk menyimpan persediaan.
Contohnya adalah asuransi, pajak persediaan, keusangan, biaya peluangdari dana
yang terikat dalam persediaan, biaya penanganan, dan ruang penyimpanan persediaan.
b. Jika bahan baku atau barang diproduksi secara internal, maka biayanya disebut biaya
persiapan dan biaya penyimpanan.
Biaya persiapan atau penyetelan (setupcost) adalah biaya-biaya untuk menyiapkan
peralatan dan fasilitas sehingga dapat digunakan untuk memproduksi produk
ataukomponen tertentu. Contohnya adalah upah pekerja bagian produksi yang tidak
terpakai, biaya fasilitas produksi yang tidak terpakai (penghasilan yang hilang),dan
biaya uji coba produksi (tenaga kerja, bahan baku, dan overhead).
Biaya penyimpanan (carryingcost) adalah biaya-biaya untuk menyimpan persediaan.
Contohnya adalah asuransi, pajak persediaan, keusangan, biaya peluangdari dana
yang terikat dalam persediaan, biaya penanganan, dan ruang penyimpanan persediaan.
Jika permintaan tidak diketahui dengan pasti, maka kategori ketiga persediaan biaya
disebut dengan Stock-out costs. Stock-out costs adalah biaya tidak memiliki produk
yang tersedia ketika diminta oleh pelanggan. Contohnya adalah kehilangan penjualan
(baik saat ini dan masa depan), Biaya mempercepat (biaya transportasi meningkat,
lembur, dan sebagainya), dan biaya produksi terganggu.
Pembenaran Persediaan
Memaksimalkan laba mensyaratkan perlunya meminimalkan biaya yang berkaitan dengan
persediaan. Namun, meminimalkan biaya penyimpanan mendukung pemesanan atau produksi
dalam jumlah kecil, sedangkan meminimalkan biaya pemesanan mendukung pemesanan
dalam jumlah besar dan jarang (meminimalkan biaya persiapan mendukung operasi produksi
dalam waktuang lama dan jarang). Ketidakpastian permintaan adalah alasan utama untuk
memegang persediaan. Jika permintaan untuk bahan atau produk lebih besar dari yang
diharapkan, persediaan dapat berfungsi sebagai penyangga dan dapat memberikan organisasi
kemampuan untuk memenuhi tanggal pengiriman (sehingga dapat menjaga kepuasan
pelanggan).
Kuantitas Pesanan Ekonomis (Economic Order Quantity):
Awalnya, kami akan menganggap diri masalah biaya saham-out dan hanya fokus pada tujuan
balancing biaya akuisisi dengan membawa biaya. Untuk mengembangkan kebijakan persediaan yang
berhubungan dengan trade-off antara dua biaya ini, dua pertanyaan dasar harus dilakukan adalah:
1. Berapa banyak yang harus dipesan (atau diproduksi) untuk meminimalkan biaya persediaan?
2. Kapan pesanan ditempatkan (atau setup yang dilakukan)?
Economic Order Quantity (EOQ) merupakan salah satu model manajemen persediaan, model
EOQ digunakan untuk menentukan kuantitas pesanan persediaan yang dapat meminimalkan
biaya penyimpanan dan biaya pemesanan persediaan. Economic Order Quantity (EOQ)
adalah jumlah kuantitas barang yang dapat diperoleh dengan biaya yang minimal, atau sering
dikatakan sebagai jumlah pembelian yang optimal.
Meminimalkan Total Pesanan dan Biaya Penyimpanan
Kuantitas Pesanan dan Total Biaya Pemesanan dan Penyimpanan Asumsikan permintaan
diketahui. Dalam menentukan kuantitas pesanan atau ukuran lot produksi, manajer hanya
perlu memperhatikan biaya pemesanan (atau persiapan) dan penyimpanan. Total biaya
pemesanan (atau persiapan) dan penyimpanan dapat' digambarkan melalui persamaan berikut.
TC = PD/Q + CQ/2
= Biaya pemesanan + Biaya penyimpanan
di mana:
TC = total biaya pemesanan (atau persiapan) dan biaya penyimpanan,P = biaya menempatkan pesanan dan penerimaan pesanan (atau biaya persiapan
pelaksanaan produksi)D = jumlah permintaan tahunan yang diketahui,Q = jumlah unit yang dipesan setiap kali pesanan dilakukan (atau ukuran lot produksi)C = biaya penyimpanan satu unit persediaan selama satu tahun.
Menghitung EOQ
Karena EOQ adalah kuantitas yang meminimalkan biaya pesediaan. Persamaan, rumus untuk
menghitung kuantitas ini dapat diturunkan :
Q = EOQ =
Kapan Memesan atau Memproduksi
EOQ menjawab pertanyaan mengenai banyaknya unit yang harus dipesan (atau diproduksi).
Mengetahui kapan harus memesan (atau kapan persiapan untuk melakukan produksi) juga merupakan
bagian penting dari kebijakan persediaan. Titik pemesanan kembali (reorder point) adalah titik waktu
di mana sebuah pesanan baru harus dilakukan (atau persiapan dimulai). Hal ini merupakan fungsi
EOQ, waktu tunggu, dan tingkat di mana persediaan hampir habis. Waktu tunggu (lead time) adalah
waktu yang diperlukan untuk menerima kuantitas pesanan ekonomis setelah pesanan dilakukan atau
persiapan dimulai. Untuk menghindari biaya habisnya persediaan dan meminimalkan biaya
penyimpanan, pesanan harus dilakukan sehingga tiba saat unit terakhir dalam persediaan digunakan.
Mengetahui tingkat penggunaan dan waktu tunggu akan memungkinkan kita untuk menghitung titik
pemesanan kembali (reorder point— ROP) yang memenuhi tujuan berikut
ROP = Tingkat penggunaan x Waktu tunggu
Ketidakpastian Permintaan dan Titik Pemesanan Kembali
Jika permintaan atas komponen atau produk tidak diketahui dengan pasti, maka
persediaan mungkin habis. Persediaan pengaman (safety stock) adalah persediaan ekstra yang
disimpan sebagai jaminan atas fluktuasi permintaan. Persediaan pengaman dihitung melalui
perkalian waktu tunggu dengan selisih antara tingkat penggunaan maksimal dan tingkat rata-
rata penggunaan. Dengan keberadaan persediaan pengaman, titik pemesanan kembali
dihitung sebagai berikut.
ROP = (Tingkat rata-rata penggunaan x Waktu tunggu) + Persediaan Pengaman
EOQ dan Manajemen Persediaan
Pendekatan tradisional untuk mengelola persediaan telah dikenal sebagai sistem just-
in-case. Pada beberapa situasi, sistem persediaan just-in-case benar-benar sangat tepat.
Sebagai contoh, rumah sakit memerlukan persediaan obat resep, obat-obatan, dan
perlengkapan penting lainnya sepanjang waktu untuk menangani situasi darurat.
Mengandalkan sistem just-in-time bagi suatu obat yang penting untuk mengatasi serangan
jantung tampaknya adalah hal yang tidak praktis. Selain itu, banyak toko eceran kecil,
perusahaan manufaktur, dan perusahaan jasa mungkin tidak memiliki daya beli untuk
menjalankan sistem manajemen persediaan alternatif seperti pembelian just-in-time.
Manajemen Persediaan JIT
Lingkungan manufaktur bagi perusahaan-perusahaan tradisional yang memiliki batch
besar dan biaya persiapan yang tinggi telah berubah secara dramatis dalam 10 hingga 20
tahun terakhir. Dalam satu hal, pasar kompetitif tidak lagiditentukan oleh batasan negara.
Kemajuan dalam transportasi dan komunikasi telah banyak berperan dalam penciptaan
kompetisi global.Tekanan persaingan ini telah menyebabkan perusahaan meninggalkan
model EOQ dan beralih ke pendekatan just-in-time untuk proses manufaktur dan pembelian.
JIT Berdasarkan Tarikan Permintaan
Manufaktur JIT (just-in-time manufacturing) adalah suatu sistem berdasarkan tarikan
permintaan yang membutuhkan barang untuk ditarik melalui sistem oleh permintaan yang
ada, bukan didorong ke dalam sistem pada waktu tertentu berdasarkan permintaan yang
diantisipasi. Restoran cepat saji, seperti McDonald's, menggunakan sistem tarikan permintaan
untuk mengendalikan persediaan barang jadi mereka. Ketika pelanggan memesan hamburger,
hamburger akan diambil dari rak yang tersedia. Ketika jumlah hamburger menjadi terlalu
sedikit, koki membuat hamburger baru. Permintaan pelanggan menarik bahan baku melalui
sistem. Pembelian JTT (JIT purchasing) mensyaratkan para pemasok untuk mengirimkan
suku cadang dan bahan baku tepat pada waktunya untuk produksi. Hubungan dengan
pemasok adalah hal yang sangat penting. Pasokan suku cadang harus dihubungkan dengan
produksi yang berhubungan dengan permintaan.
JIT memiliki dua tujuan strategis: meningkatkan laba dan memperbaiki posisi
bersaing perusahaan. Kedua tujuan itu dicapai dengan mengendalikan biaya (yang
memungkinkan persaingan harga yang lebih baik dan peningkatan laba), memperbaiki kinerja
pengiriman, dan meningkatkan kualitas. Sistem JIT menawarkan peningkatan efisiensi biaya
dan mempunyai fleksibilitas secara simultan untuk merespons permintaan pelanggan akan
kualitas yang lebih baik dan variasi yang lebih banyak.
Karakteristik Dasar JIT
Tata Letak Pabrik Jenis dan efisiensi tata letak pabrik dikelola secara berbeda dalam
proses manufaktur JIT. Dalam pekerjaan secara tradisional dan proses manufaktur
secarabatch,produk dipindahkan dari satu kelompok mesin yang sama ke kelompok mesin
yang lain. Mesin dengan fungsi yang sama biasanya ditempatkan menjadi satu dalam suatu
area yang disebut suatu departemen atau proses. JIT mengganti tata letak pabrik tradisional
ini dengan suatu pola sel manufaktur. Sel manufaktur(manufacturing cell) terdiri atas mesin-
mesin yang dikelompokkan dalam kumpulan yang biasanya berbentuk setengah lingkaran.
Mesin-mesin diatur sehingga dapat digunakan untuk melakukan berbagai operasi secara
berurutan.
Pengelompokan dan Pemberdayaan Karyawan Perbedaan struktural utama lainnya
antara organisasi JIT dan tradisional berhubungan dengan pengelompokan dan tanggung
jawab karyawan. Seperti yang ditunjukkan, tiap sel dipandang sebagai suatu pabrik mini.
Jadi, tiap sel membutuhkan akses yang mudah dan cepat untuk mendukung pelayanan.
Total Quality Control JIT perlu memberikan tekanan yang lebih kuat pada
pengelolaan kualitas. Suku cadang yang cacat menghambat proses gerinda. Kualitas yang
rendah tidak dapat ditoleransi dalam suatu lingkungan manufaktur yang beroperasi tanpa
persediaan. Secara sederhana, JIT tidak dapat diimplementasikan tanpa suatu komitmen pada
pengendalian kualitas total(total quality control— TQC). Pada intinya, TQC adalah suatu
pengejaran tanpa henti untuk suatu kualitas sempurna, usaha untuk mendapatkan suatu desain
produk, dan proses manufaktur tanpa cacat.
Ketertelusuran Biaya Overhead Suatu sistem pembiayaan menggunakan tiga metode
untuk membebankan biaya pada produk individual: penelusuran langsung, penelusuran
penggerak, dan alokasi. Dari ketiga metode, penelusuran langsung paling akurat sehingga
lebih disukai daripada dua metode lainnya.
Pengaruh Persediaan JIT umumnya menurunkan persediaan hingga tingkat yang
sangat rendah. Pencapaian terhadap tingkat yang tidak signifikan dari persediaan adalah vital
bagi kesuksesan JIT. Akan tetapi, ide pencapaian persediaan yang tidak signifikan menentang
alasan tradisional untuk menyimpan persediaan.
Biaya Persiapan dan Penyimpanan: Pendekatan JIT
JIT merupakan pendekatan untuk meminimalkan total biaya penyimpanan dan biaya
persiapan yang sangat berbeda dari pendekatan tradisional. Pendekatan tradisional mengakui
keberadaan biaya persiapan, kemudian menentukan kuantitas pesanan yang merupakan
perimbangan terbaik dari dua kategori biaya.
Kontrak Jangka Panjang, Pengisian Kembali yang Berkelanjutan, Pertukaran Data
Elektronik dan JIT II Biaya pemesanan dikurangi dengan mengembangkan hubungan yang
erat dengan pemasok. Menegosiasikan kontrak jangka panjang atas pasokan bahan baku dari
luar tentu akan mengurangi jumlah pesanan dan biaya pemesanan terkait. Pengecer telah
menemukan cara mengurangi biaya pemesanan dengan menerapkan apa yang disebut
pengisian kembali berkelanjutan. Dengan pengisian kembali berkelanjutan (continuous
replenishment), pembuat barang mengambil alih fungsi manajemen persediaan pengecer.
Menghindari Penghentian Produksi dan Keandalan Proses: Pendekat JIT
Kebanyakan penghentian produksi terjadi karena salah satu dari tiga alasan:
kegagalan mesin, kecacatan bahan baku atau subperakitan, dan tidak tersedianya bahan baku.
Memiliki persediaan adalah suatu solusi tradisional atas semua masalah tersebut. Mereka
yang mendukung pendekatan JIT mengklaim bahwa persediaan tidak memecahkan masalah
tetapi hanya menyamarkan atau menutupi masalah tersebut. JIT memecahkan tiga masalah di
atas dengan menekankan pada pemeliharaan pencegahan total dan pengendalian kualitas total
serta dengan membangun hubungan yang tepat dengan pemasok.
Pemeliharaan Pencegahan Total
Kegagalan mesin nol adalah tujuan pemeliharaan pencegahan total. Dengan
memberikan perhatian lebih pada pemeliharaan pencegahan, sebagian besar kegagalan mesin
dapat dihindari. Tujuan ini dapat lebih mudah untuk dicapai di lingkungan JIT karena filosofi
kerja antardisiplin.
Pengendalian Kualitas Total
Masalah komponen yang cacat diselesaikan dengan berusaha mencapai tingkat
kerusakan nol. Karena manufaktur JIT tidak bergantung pada persediaan untuk mengganti
komponen atau bahan yang rusak, maka penekanan pada kualitas baik untuk bahan baku yang
diproduksi secara internal maupun dibeli secara eksternal meningkatkan secara signifikan.
Sistem Kanban
Untuk menjamin bahwa komponen atau bahan baku tersedia saat dibutuhkan,
digunakan sebuah sistem yang disebut sistem kanban. Ini adalah sebuah sistem informasi
yang mengendalikan produksi melalui penggunaan tanda atau kartu. Sistem kanban
bertanggung jawab dalam memastikan bahwa produk yang diperlukan (atau komponen)
diproduksi (atau diperoleh) dalam jumlah yang diperlukan secara tepat waktu. Ini adalah inti
dari sistem manajemen persediaan JIT.
Sistem kanban menggunakan kartu atau tanda yang terbuat dari lembaran atau
penanda yang piring plastik, kardus, atau logam berukuran empat inci oleh delapan inci.
Kanban biasanya ditempatkan pada karung vinyl dan dilekatkan dalam bagian atau tempat
yang berisi komponen yang dibuthkan.
Sistem kanban dasar menggunakan tiga kartu: Kanban penarikan, Kanban produksi,
dan Kanban pemasok. Kanban penarikan merinci kuantitas proses berikutnya yang harus
ditarik dari proses sebelumnya. Kanban produksi merinci kuantitas yang harus diproduksi ole
proses sebelumnya. Kaban pemasok digunakan untuk memberitahukan pemasok agar
menyerahkan lebih banyak komponen, dan juga merinci kapan komponen tersebut
dibutuhkan
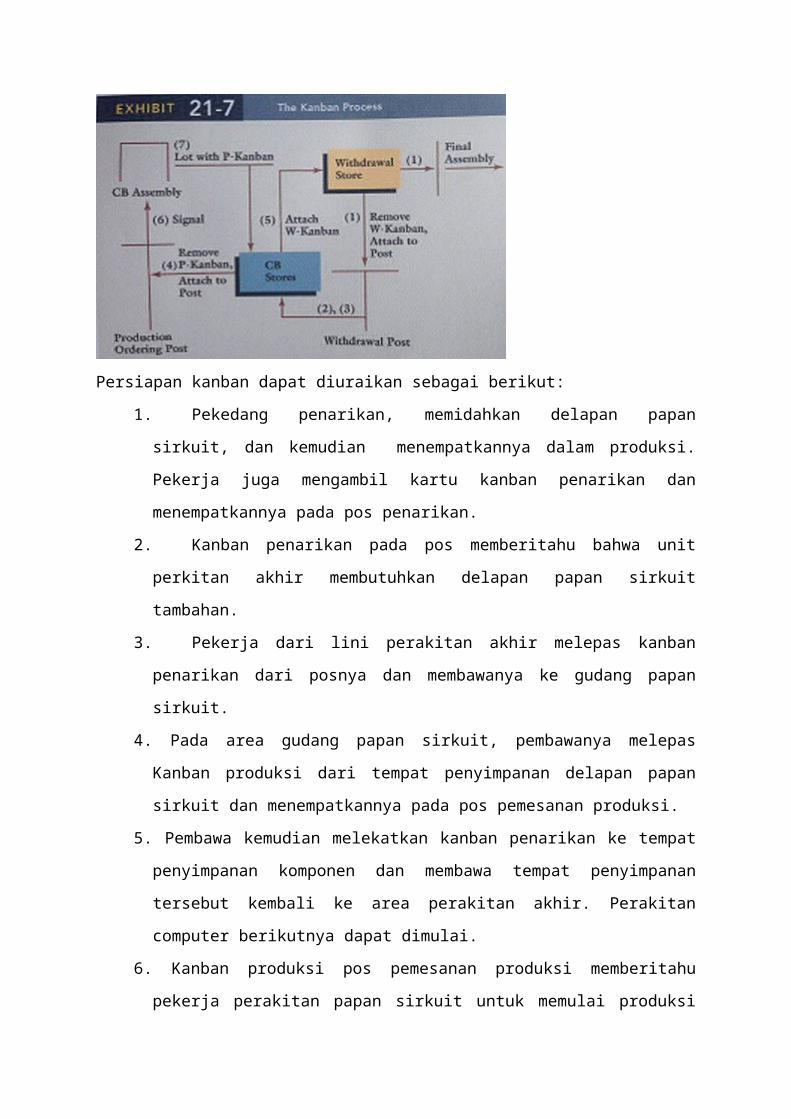
Persiapan kanban dapat diuraikan sebagai berikut:
1. Pekedang penarikan, memidahkan delapan papan sirkuit, dan kemudian
menempatkannya dalam produksi. Pekerja juga mengambil kartu kanban penarikan
dan menempatkannya pada pos penarikan.
2. Kanban penarikan pada pos memberitahu bahwa unit perkitan akhir membutuhkan
delapan papan sirkuit tambahan.
3. Pekerja dari lini perakitan akhir melepas kanban penarikan dari posnya dan
membawanya ke gudang papan sirkuit.
4. Pada area gudang papan sirkuit, pembawanya melepas Kanban produksi dari tempat
penyimpanan delapan papan sirkuit dan menempatkannya pada pos pemesanan
produksi.
5. Pembawa kemudian melekatkan kanban penarikan ke tempat penyimpanan
komponen dan membawa tempat penyimpanan tersebut kembali ke area perakitan
akhir. Perakitan computer berikutnya dapat dimulai.
6. Kanban produksi pos pemesanan produksi memberitahu pekerja perakitan papan
sirkuit untuk memulai produksi lot papan sirkuit lainnya. Kanban produksi dilepas
dan menyertai unit-unit saat mereka diproduksi.
7. Ketika satu lot delapan papan sirkuit telah lengkap, unit-unit tersebut diletakkan
dalam suatu tempat penyimpanan di area gudang papan sirkuit dan kanban produksi
dilekatkan di sana. Siklus ini kemudian diulang.
Penggunaan sistem kanban memastikan bahwa proses berikutnya menarik papan sirkuit
dari proses sebelumnya dalam jumlah yang diperlukan pada waktu yang tepat. Sistem kanban
juga mengontrol proses sebelumnya dengan memperbolehkannya untuk memproduksi hanya
sejumlah yang ditarik oleh proses selanjutnya. Dengan cara ini, persediaan tetap berada pada
tingkat minimal, dan komponen datang tepat ketika hendak digunakan.
Diskon dan Kenaikan Harga: Pembelian JIT versus Menyimpan Persediaan
Secara tradisional, persediaan disimpan sehingga perusahaan dapat mengambil
keuntungan diskon kuantitas dan melindungi diri dari kenaikan harga di masa mendatang atas
barang yang dibeli. Tujuannya adalah untuk menurunkan biaya persediaan. Sistem JIT
mencapai tujuan yang sama tanpa harus menyimpan persediaan. Solusi JIT adalah
menegosiasikan kontrak jangka panjang dengan sejumlah kecil pemasok terpilih yang
berlokasi sedekat mungkin dengan fasilitas produksi dan membangun keterlibatan pemasok
secara lebih ekstensif.
Keterbatasan JIT
JIT bukan merupakan pendekatan yang dapat dibeli dan diterapkan dengan hasil
segera. Implementasinya merupakan proses evolusioner, bukan revolusioner. Disini
dibutuhkan kesabaran. JIT sering kali disebut sebagai penyederhanaan namun ini tidak berarti
bahwa ia mudah atau sederhana untuk diterapkan.sebagai contoh diperlukan waktu untuk
membina hubungan yang baik dengan pemasok.
Pekerja juga dapat terpengaruh oleh JIT. Penelitian telah menunjukkan bahwa
pengurangan penyangga persediaan secara tajam dapat menyebabkan arus kerja yang
terpecah dan tingkat stress yang tinggi diantara para pekerja produksi.
Kekurangan yang paling mencolok dari JIT adalah tidak adanya persediaan untuk
menyangga berhentinya produksi. Penjualan saat ini terus-menerus terancam oleh terhentinya
produksi yang tidak terduga. Bahkan, bila terjadi masalah, pendekatan JIT mencoba untuk
menemukan dan menyelesaikan masalah sebelum aktivitas produksi lebih lanjut terjadi.
Sebuah alternatif, yang mungkin sebagai pendekatan pelengkap, adalah teori kendala.
Pada prinsipnya, TOC dapat digunakan bersama-sama dengan manufaktur JIT,
bagaimanapun juga, lingkungan manufaktur JIT juga mempunyai batasan. Lebih jauh,
pendekatan TOC mempunyai kualitas yang sangat menarik pada perlindungan penjualan saat
ini di samping juga berupaya meningkatkan penjualan di masa mendatang dengan
meningkatkan kualitas mempersingkat waktu tanggap, dan menurunkan biaya operasi.
KONSEP DASAR TEORI KENDALA
Perusahaan manufaktur dan jasa harus memilih produk campuran yang akan mereka
produksi dan jual. Keputusan bauran produk dapat memberikan dampak yang signifikan pada
profitabilitas perusahaan. Seorang manajer harus memilih alternatif yang memaksimalkan
total keuntungan.
Jika suatu perusahaan memiliki sumber daya terbatas dan permintaan untuk setiap
produk yang dipertimbangkan adalah terbatas, maka keputusan bauran produk yang
sederhana menghasilkan jumlah tak terbatas untuk setiap produk. Sayangnya, setiap
perusahaan menghadapi sumber daya yang terbatas. Keterbatasan ini disebut kendala.
kendala eksternal merupakan faktor yang dikenakan pada perusahaan dari sumber eksternal
(misalnya permintaan pasar). Kendala internal adalah faktor dari dalam perusahaan (seperti
mesin atau tenaga kerja dan waktu yang terbatas).
Optimasi yang dibatasi adalah memilih campuran yang optimal mengingat kendala
yang dihadapi oleh perusahaan. Asumsikan, misalnya, Perusahaan Schaller memproduksi dua
jenis bagian mesin: X dan Y, dengan kontribusi margin unit $ 300 dan $ 600. Dengan asumsi
Schaller dapat menjual semua yang dihasilkan, beberapa mungkin berpendapat bahwa hanya
Part Y harus diproduksi dan dijual karena memiliki margin kontribusi yang lebih besar.
Namun, solusi ini belum tentu yang terbaik. Pemilihan campuran yang optimal dapat secara
signifikan dipengaruhi dengan hubungan sumber daya dibatasi untuk produk individu.
Hubungan ini mempengaruhi kuantitas setiap produk yang dapat diproduksi.
Salah Satu Kendala Internal yang Mengikat
Asumsikan bahwa setiap bagian harus dibor oleh mesin khusus. Schaller memiliki
tiga mesin yang bersama-sama memberikan 120 jam pengeboran per minggu. Bagian X
membutuhkan satu jam pengeboran, dan Bagian Y membutuhkan tiga jam pengeboran.
Dengan asumsi tidak ada kendala yang mengikat, apa saja bagian yang tepat untuk campuran
ini? Karena setiap bagian X membutuhkan satu jam pengeboran, 120 unit X dapat diproduksi
per minggu (120/1). $ 300 per unit, Schaller bisa mendapatkan total margin kontribusi dari $
36.000 per minggu. Di sisi lain, Y membutuhkan tiga jam dari pengeboran per unit; Oleh
karena itu, 40 (120/3) bagian dapat diproduksi. Pada $ 600 per unit total margin kontribusi
adalah $ 24.000 per minggu. Memproduksi hanya Bagian X menghasilkan tingkat
keuntungan yang lebih tinggi daripada hanya memproduksi Y meskipun unit margin
kontribusi untuk Bagian Y adalah dua kali jumlah Bagian X.
Produk menghasilkan margin kontribusi tertinggi per pengeboran jam harus dipilih.
Bagian X menghasilkan $ 300 per jam mesin ($ 300/1), sedangkan Bagian Y menghasilkan
hanya $ 200 per jam mesin ($ 600/3). Dengan demikian, campuran yang optimal adalah 120
unit dari Bagian X dan tidak ada bagian Y, menghasilkan total kontribusi margin $ 36.000
per minggu.
Kendala Internal dan Eksternal yang Mengikat
Margin kontribusi per unit dari sumber daya yang langka juga dapat digunakan untuk
mengidentifikasi bauran produk optimal ketika kendala eksternal yang mengikat ada. Sebagai
contoh, asumsikan kendala internal yang sama dari 120 jam pengeboran, asumsi bahwa
Schaller bisa menjual 60 unit Bagian X dan 100 unit Bagian Y. Kendala internal yang
memungkinkan Schaller untuk memproduksi 120 unit dari Bagian X, tapi ini tidak lagi
menjadi pilihan yang layak karena hanya 60 unit X bisa dijual. Kendala eksternal yang
mempengaruhi keputusan sebelumnya untuk memproduksi dan menjual hanya produk X.
Sejak kontribusi per unit adalah $ 300 untuk X dan $ 200 untuk Y, masih masuk akal untuk
menghasilkan sebanyak X mungkin sebelum menghasilkan apapun dari Y. Schaller harus
pertama menghasilkan 60 unit X, menggunakan 60 mesin jam. Hal ini membuat 60 mesin
jam, memungkinkan produksi 20 unit Y. Campuran optimal sekarang 60 unit X dan 20 unit
dari Y, menghasilkan total margin kontribusi dari $ 30.000 per minggu [($ 300 × 60) + ($ 600
× 20)].
Beberapa Kendala Internal yang Mengikat
Hal ini dimungkinkan bagi suatu organisasi untuk memiliki lebih dari satu kendala
yang mengikat. semua organisasi menghadapi beberapa kendala: keterbatasan bahan,
keterbatasan tenaga kerja, terbatasnya jam mesin, dan sebagainya. Kendala internal lebih
rumit dan membutuhkan penggunaan teknik matematika khusus yang dikenal sebagai
pemrograman linier.
Program Linear
Pemrograman linier adalah metode yang mencari solusi yang mungkin sampai
menemukan solusi optimal. Banyak solusi layak menawarkan keuntungan yang lebih
tinggi.Tetapi perisahaan memlih dan mengidentifikasi solusi yang terbaik. Solusi yang
terbaik adalah salah satu yang dapat memaksimalkan total kontribusi margin dan ini disebut
solusi optimal.
Solusi Grafis
Ketika hanya ada dua produk, solusi optimal dapat diidentifikasi dengan grafik.
Langkah-langkah dalam memecahkan masalah grafis adalah:
1. Grafik setiap kendala.
2. Identifikasi set layak solusi.
3. Identifikasi semua nilai sudut-sudut di set layak.
4. Pilih titik sudut yang menghasilkan nilai terbesar untuk fungsi tujuan.
Theory of Constraints
TOC adalah suatu filosofi manajemen yang membantu sebuah perusahaan dalam
meningkatkan keuntungan dengan mamaksimalkan produksinya dan meminimalisasi semua
ongkos atau biaya yang relevan seperti biaya simpan, biaya langsung, biaya tidak langsung,
dan biaya modal. Penerapan TOC lebih terfokus pada pengelolaan operasi yang berkendala
sebagai kunci dalam meningkatkan kinerja sistem produksi, nantinya dapat berpengaruh
terhadap profitabilitas secara keseluruhan.
Theory of Constraint (TOC) mengakui bahwa kinerja setiap perusahaan dibatasi oleh
kendala-kendalanya, yang kemudian mengembangkan pendekatan kendala untuk mendukung
tujuan, yaitu kemajuan terus menerus suatu perusahaan (continious improvement). Teori ini
memfokuskan diri pada tiga ukuran yaitu :
1. Throughput
Adalah tingkat di mana suatu organisasi menghasilkan uang melalui penjualan.
Throughput merupakan selisih antara pendapatan penjualan dan biaya variable tingkat
unit seperti bahan baku dan listrik. oleh karena itu, dalam hal ini throughput sesuai
dengan margin kontribusi.
2. Persediaan (inventory)
Adalah semua dana yang dikeluarkan perusahaan untuk mengubah bahan baku mentah
melalui throughput. Bahan persediaan dalam TOC merupakan semua aset yang dimiliki
dan tersedia secara potensial untuk penjualan
3. Biaya-biaya operasional (operating expense)
Adalah biaya yang dikeluarkan perusahaan untuk mengubah persediaan menjadi
throughput. Biaya operasional ini terjadi untuk mendukung dan mengoptimalkan
throughput dalam kendala
TOC menyatakan bahwa penurunan persediaan akan membantu menghasilkan sisi
kompetitif dengan mempunyai produk yang lebih baik, harga lebih rendah, dan tanggapan
yang lebih cepat atas kebutuhan pelanggan.
1. Produk yang lebih baik
Berarti kualitas produk yang semakin tinggi. Dalam hal ini, perusahaan juga mampu
memperbaiki produk dan menyediakan produk yang sudah diperbaiki secara cepat ke
pasar. Tingkat persediaan yang rendah memungkinkan perusahaan untuk mendeteksi
kerusakan lebih cepat dan penyebabnya bisa segera dinilai. Perbaikan produk juga sama
pentingnya, karena produk baru maupun perbaikan produk harus segera dipasarkan
sebelum pesaing menyediakan produk yang sama sehingga perusahaan mendapatkan
keunggulan dalam persaingan. Hal ini dapat difasilitasi dengan dengan persediaan yang
rendah karena memungkinkan perubahan produk baru diperkenalkan lebih cepat dimana
perusahaan hanya memiliki sedikit produk lama yang harus segera dibuang atau
dipasarkan sebelum memperkenalkan produk baru.
2. Harga yang lebih rendah
Dapat dicapai dengan persediaan yang rendah. Apabila tingkat persediaan tinggi, maka
investasi dalam peralatan dan ruang lebih banyak. Persediaan banyak juga dapat
meningkatkan biaya lembur dimana biaya lembur dapat meningkatkan beban operasi dan
menurunkan profitabilitas. Oleh karena itu, penting untuk menekan tingkat persedian
karena akan menurunkan investasi dan biaya operasi sehingga margin per unit setiap
produk meningkat dan keputusan penetapan harga menjadi lebih fleksibel.
3. Daya tanggap
Dapat diartikan mengirimkan barang tepat waktu dan memproduksi barang dengan
waktu tunggu yang lebih pendek daripada yang diminta pasar. Kedua hal ini dapat
menjadi alat yang kompetitif yang penting. Pengiriman barang secara tepat waktu
berkaitan dengan kemampuan perusahaan dalam memperkirakan waktu yang diperlukan
untuk memproduksi dan mengirim barang. Persediaan yang rendah memungkinkan
waktu tunggu diamati lebih seksama dan tanggal pengiriman lebih akurat dapat dipenuhi.
Memperpendek waktu tunggu sama pentingnya dengan menurunkan tingkat persediaan
BDP. Misalnya perusahaan dapat menurunkan waktu tunggu dari 10 hari menjadi 5 hari
maka perusahaan dapat mengurangi waktu penyimpanan persediaan BDP menjadi 5 hari
saja. Selain itu rata-rata persedian barang jadi juga menjadi berkurang. Tingkat
persediaan ini menandakan kemampuan perusahaan untuk merespon lebih cepat.
Langkah-Langkah TOC
Dalam mengimplementasikan ide-ide sebagai solusi dari suatu permasalahan, Goldratt
serta Hansen dan Mowen mengembankan 5 (lima) langkah yang berurutan supaya proses
perbaikan kinerja perusahaan menjadi lebih fokus dan berakibat lebih baik bagi sistem.
Langkah-langkah tersebut adalah:
1. Mengidentifikasi Kendala-Kendala Perusahaan (identifying the constraint)
Mengidentifikasi bagian sistem manakah yang paling lemah kemudian melihat
kelemahannya apakah kelemahan fisik atau kebijakan. Menurut Hansen dan Mowen,
jenis kendala dapat dikelompokkan sebagai berikut :
a) Berdasarkan asalnya
- Kendala internal (internal constraint) adalah faktor-faktor yang membatasi
perusahaan yang berasal dari dalam perusahaan, misalnya keterbatasan jam
mesin. Kendala internal harus dimanfaatkan secara optimal untuk meningkatkan
throughput semaksimal mungkin tanpa meningkatkan persediaan dan biaya
operasional
- Kendala eksternal (external constraint) adalah faktor-faktor yang membatasi
perusahaan yang berasal dari luar perusahaan, misalnya permintaan pasar atau
kuantitas bahan baku yang tersedia dari pemasok. Kendala eksternal yang berupa
volume produk yang dijual, dapat diatasi dengan menemukan pasar,
meningkatkan permintaan pasar ataupun dengan mengembangkan produk baru
b) Berdasarkan sifatnya
- Kendala mengikat (binding constraint) adalah kendala yang terdapat pada
sumber daya yang telah dimanfaatkan sepenuhnya
- Kendala tidak mengikat atau kendur (loose constraint) adalah kendala yang
terdapat pada sumber daya yang terbatas yang tidak dimanfaatkan sepenuhnya.
2. Mengeksploitasi Kendala-Kendala Yang Mengikat (exploiting the constraint)
Salah satu cara memaksimalkan penggunaan kendala yang mengikat adalah
memastikan bauran produk optimal yang diproduksi. Namun upaya ini lebih dari sekedar
menjamin produksi dari bauran optimal. Langkah ini adalah inti dari filosofi teori
kendala TOC mengenai manajemen kendala jangka pendek dan langsung terkait dengan
tujuan teori kendala TOC mengurangi persediaan dan memperbaiki kinerja.
Di perusahaan-perusahaan, kendala sumber daya yang mengikat hanya sedikit.
Kendala pengikat yang utama disebut drummer. Sebagai contoh, asumsikan hanya ada
satu kendala internal yang mengikat. Secara otomatis, kcndala tersehut menjadi
drummer. Tingkat produksi kendala drummer menentukan tingkat produksi keseluruhan
pabrik. Proses kehilir yang dimulai dengan kendala drummer secara alamiah dipaksa
mengikuti tingkat produksinya. Penjadwalan proses ke hilir dapat dilakukan dengan
mudah. Setelah komponen diselesaikan pada proses drmmer, proses selanjutnya mulai
beroperasi. Setiap operasi berikutnya juga dimulai ketika operasi sebelumnya telah
selesai. Proses ke hulu yang berakhir di kendala drummer dijadwalkan untuk
memproduksi pada tingkat yang sama seperti kendala drummer. Penjadwalan pada
tingkat drummer akan mencegah produksi barang persediaan dalani proses ke hulu yang
berlebihan.
Untuk penjadwalan ke hula, ada dua fitur tamhahan yang digunakan TOC dalam
mengelola kendala untuk menurunkan tingkat persediaan dan memperbaiki kinerja
perusahaan: penyanga dan tali. Pertama, Penyangga persediaan dibentuk di depan
kendala mengikat yang utama. Penyangga persediaan juga disebut penyangga waktu.
Penyangga waktu (time buffer) adalah persediaan yang dibutuhkan untuk menjaga agar
sumber daya yang mempunyai kendala tetap sibuk dalam interval waktu tertentu. Tujuan
penyangga waktu adalah melindungi throughput perusahaan dari setiap gangguan yang
dapat diatasi dalant interval waktu tertentu. Tali (ropes) adalah tindakan yang diambil
untuk mengikat tingkat di mana bahan baku dikirim ke pabrik (pada awal operasi) pada
tingkat produksi sumber daya yang mempunyai kendala. Tujuan sebuah tali adalah
memastikan persediaan barang dalam proses tidak melampaui tingkat yang dihutuhkan
untuk penyangga waktu. Jadi, tingkat drummer digunakan untuk membatasi tingkat
pelepasan bahan baku dan mengendalikan tingkat produksi operasi pertama secara
efektif. Kemudian, tingkat operasi pertama mengendalikan tingkat operasi-operasi
berikutnya. Sistem persediaan teori kendala OC sering disebut sistem drum-buffer-rope
(DBR System)
3. Subordinasi Sumber Lainnya (subordinating the remaining resources)
Pada intinya, kendala drummer menetapkan kapasitas seluruh pabrik. Semua departemen
lainnya harus disubordinasi sesuai kebutuhan kendala drummer. Setelah menemukan
kendala dan telah diputuskan bagaimana mengelola kendala tersebut maka harus
mengevaluasi apakah kendala tersebut masih menjadi kendala pada performansi sistem
atau tidak. Jika tidak maka akan menuju ke langkah ke lima, tetapi jika ya, maka akan
menuju ke langkah ke empat. Tujuan mengelola arus produksi di dalam dan di luar
kendala yang mengikat adalah untuk melancarkan arus produksi. Suatu alat penting
untuk mengelola arus produksi dalam konteks ini adalah sistem DBR (Drum-Buffer-
Rope), yaitu sistem yang menyeimbangkan arus produksi yang melalui suatu kendala
mengikat. Drum adalah kendala sumber daya yang mengikat utama. Buffer adalah
jumlah minimum persediaan yang dibutuhkan untuk menjaga agar sumber daya yang
mempunyai kendala tetap sibuk dalam interval waktu tertentu. Rope adalah tindakan
yang diambil dari awal operasi sampai pada tingkat produksi sumber daya yang memiliki
kendala dengan tujuan menyeimbangkan arus produksi.
4. Evaluasi kendala (elevating the constraint)
Jika langkah ini dilakukan, maka langkah kedua dan ketiga tidak berhasil menangani
kendala. Maka harus ada perubahan besar dalam sistem, seperti reorganisasi, perbaikan
modal, atau modifikasi substansi sistem.
Untuk menghilangkan kendala-kendala dan meningkatkan throughput, manajemen harus
memikirkan mengenai penambahan kapasitas bagi kendala-kendala yang mengikat.
Dalam tahap ini, setelah tindakan untuk mengusahakan penggunaan kendala yang ada
dilakukan secara maksimal, langkah selanjutnya adalah memulai program perbaikan
yang berkelanjutan dengan mengurangi keterbatasan yang dimiliki kendala yang
mengikat atas kinerja perusahan.
5. Mengulangi Proses Keseluruhan (repeating the process)
Jika langkah ketiga dan keempat telah berhasil dilakukan maka akan mengulangi lagi
dari langka pertama. Proses ini akan berputar sebagai siklus. Tetapi waspada bahwa
suatu solusi dapat menimbulkan kendala baru perlu dilakukan. Hansen dan Mowen
menjelaskan bahwa perusahaan dapat menaikkan produktifitas suatu kendala yang
mengikat hingga mencapai titik dimana kendala tersebut tidak lagi mengikat. Dalam hal
ini, kendala drummer akan beralih ke kendala lainnya. Setelah kendala drummer yang
baru telah diidentifikasi, maka proses TOC akan berulang. Hal ini bertujuan untuk
memperbaiki kinerja secara berkelanjutan dengan mengelola berbagai kendala.
Strategi yang paling baik untuk merespon kendala-kendala yang terjadi adalah
mendesain kembali proses produksi, yang meliputi penggunaan teknologi produksi yang
baru, mengeliminasi produk-produk yang sulit untuk diproduksi, dan mendesain ulang
beberapa produk agar lebih mudah untuk diproduksi. Setelah selesai melaksanakan
kelima langkah tersebut, maka langkah-langkah itu diulangi lagi dari awal sampai akhir.
Tujuannya adalah untuk memperbaiki kinerja secara berkelanjutan dengan mengelola
kendala-kendala yang ada.
21–20 BOUNTIFUL MANUFACTURING
Bountiful Manufacturing memproduksi dua jenis frame (Frame X dan Frame Y). Bingkai X
melewati empat proses: pemotongan, pengelasan, polishing, dan lukisan. Bingkai Y
menggunakan tiga proses yang sama: pemotongan, pengelasan, dan lukisan. Masing-masing
dari empat proses mempekerjakan 10 pekerja yang bekerja delapan jam setiap hari. Bingkai
X menjual untuk $ 40 per unit, dan Frame Y menjual seharga $ 55 per unit. Biaya bahan
untuk Bingkai X adalah $ 20 per unit dan biaya bahan untuk Bingkai Y adalah $ 25 per Unit.
Sistem akuntansi Bountiful telah memberikan informasi tambahan tentang operasi dan
produk, sebagai berikut:
Frame X Resource Frame Y ResourceResource Name Resource Available Usage per Unit Usage per UnitCutting labor 4,800 minutes 15 minutes 10 minutesWelding labor 4,800 minutes 15 minutes 30 minutesPolishing labor 4,800 minutes 15 minutes —Painting labor 4,800 minutes 10 minutes 15 minutesMarket demand:Frame X 200 per day One unit —Frame Y 100 per day — One unit
Bountiful Manajemen telah menetapkan bahwa setiap gangguan produksi dapat dikoreksi
dalam waktu dua hari.
Pertanyaan :
1. Dengan asumsi bahwa Bountiful dapat memenuhi permintaan pasar harian dengan
menghitung potensi keuntungan harian. Sekarang, hitunglah menit yang dibutuhkan
untuk setiap proses untuk memenuhi permintaan dailymarket ? Dapatkah Bountiful
memenuhi permintaan pasar harian? Jelaskan.
2. Mengidentifikasi fungsi, tujuan dan kendala. Kemudian, grafik kendala menghadapi
Bountiful. Tentukan campuran optimal dan kontribusi harian maksimum margin!
3. Jelaskan bagaimana sistem drum penyangga tali akan bekerja untuk Bountiful.
4. Misalkan departemen teknik telah mengusulkan perubahan desain proses yang akan
meningkatkan waktu polishing untuk Bingkai X 15-23 menit per unit dan mengurangi
waktu pengelasan dari 15 menit sampai 10 menit per unit (untuk Bingkai X). Biaya
proses redesign akan menjadi $ 10.000. Evaluasi perubahan yang diusulkan ini. Apa
langkah dalam proses proposal TOC ini mewakili?
Jawaban :
1. Potential daily sales:
Frame X Frame YSales.......................... $ 40 $ 55Materials................... 20 25
CM per unit........ $ 20 $ 30Daily demand............ 200 100
Daily profit......... $ 4,000 + $ 3,000 = $7,000 potential
Process Resource Demands Resource SupplyCutting............ X: 15 200 = 3,000
Y: 10 100 = 1,0004,000 4,800
Welding.......... X: 15 200 = 3,000Y: 30 100 = 3,000
6,000 4,800
Polishing......... X: 15 200 = 3,000 4,800
Painting........... X: 10 200 = 2,000Y: 15 100 = 1,500
3,500 4,800
Bountiful tidak bisa memenuhi permintaan harian. Proses pengelasan membutuhkan 6.000
menit tetapi hanya 4.800 yang tersedia. Semua proses lain memiliki kelebihan kapasitas.
Dengan demikian, proses pengelasan mengalami hambatan. Margin kontribusi per unit dari
sumber daya las (menit) untuk setiap produk dihitung sebagai berikut:
X: $20/15 = $1.33/minuteY: $30/30 = $1.00/minute
Hal ini menunjukkan bahwa pertama Bountiful harus melewati semua proses untuk
menghasilkan Frame X. Dengan demikian, 15x200 = 3.000 menit pengelasan akan
didedikasikan untuk Bingkai X. Menit tersisa (1.800) akan digunakan untuk memproduksi
Frame Y : 1.800 / 30 = 60 unit bingkai Y. campuran optimal adalah Bingkai X = 200 unit dan
Bingkai Y = 60 unit, menghasilkan kontribusi harian $ 5,800 [($ 20 x 200) + ($ 30 x 60)].
2.
Corner Point X Y Z = $20X + $30YA............ 0 0 $ 0B............ 0 100 3,000C............ 120 100 5,400D............ 200 60 5,800*E............ 200 0 4,000
*Optimal point.Max Z = 20X + 30YSubject to:15X + 10Y 4,80015X + 30Y 4,800
15X 4,80010X + 15Y 4,800
X 200Y 100X 0Y 0
3. Proses pengelasan adalah drummer. Ini menetapkan tingkat produksi untuk seluruh
pabrik. Dengan demikian, tanaman harus menghasilkan 200 unit Bingkai X per hari
dan 60 unit Bingkai Y per hari. Untuk memastikan bahwa proses pemotongan tidak
melebihi tingkat ini, pelepasan bahan terkait dengan tingkat produksi maksimum
proses pengelasan. (Bahan untuk 200 unit Bingkai X dan bahan untuk 60 unit Bingkai
Y akan dirilis.) Akhirnya, untuk melindungi throughput, buffer waktu diatur di depan
proses pengelasan. Buffer ini akan terdiri dari 400 unit cut Frame X dan 200 unit
memotong Bingkai Y (buffer 2 hari).
4. Desain ulang ini akan meningkatkan waktu polishing untuk Bingkai X dari 3.000
menit ke 4.600 menit dan, pada saat yang sama, mengurangi waktu pengelasan untuk
Bingkai X dari 3.000 menit ke 2.000 menit. Hal ini membebaskan 1.000 menit dari
sumber daya yang langka dalam pengelasan dan mengurangi kelebihan kapasitas dari
polishing. Ekstra 1.000 menit dalam pengelasan dapat digunakan untuk menghasilkan
tambahan 33 unit Bingkai B (1.000 / 30). Hal ini akan meningkatkan margin
kontribusi setiap hari oleh $ 990. Ini akan mengambil 10,1 hari kerja untuk
memulihkan $ 10.000 yang dibutuhkan untuk mendesain ulang ($ 10,000 / $ 990).
Langkah ini menggambarkan salah satu cara untuk mengangkat kendala-langkah
ketiga dalam metodologi TOC.