
6 9 8 10 1 7 11 NF-01 12 - eprints.unwahas.ac.ideprints.unwahas.ac.id/1048/8/File 9_LAMPIRAN.pdf ·...
88
A-1 LAMPIRAN NERACA MASSA Spesifikasi Bahan Baku : Sodium silikat = 35% berat H2O = 65% berat Asam Sulfat = 98 % berat H2O = 2 % berat Spesifikasi Produk : Precipitated Silica minimal 97 % berat Impuritas maksimal 3 % berat Basis Perhitungan = 1 jam operasi Satuan = kilogram (kg) Operasi pabrik 1 tahun = 330 hari Kapasitas = 50.000 ton/tahun Berat Molekul Komponen (gr/mol) : Na2O.3,2 SiO2 = 254,310 (kg/kmol) Na2SO4 = 142,050 (kg/kmol) H2O = 18,020 (kg/kmol) H2SO4 = 98,080 (kg/kmol) SiO2 = 60,100 (kg/kmol) D-01 T-01 R-01 T-02 RF-01 RD-01 NF-01 4 3 1 2 5 6 7 11 12 10 9 8
Transcript of 6 9 8 10 1 7 11 NF-01 12 - eprints.unwahas.ac.ideprints.unwahas.ac.id/1048/8/File 9_LAMPIRAN.pdf ·...
A-1
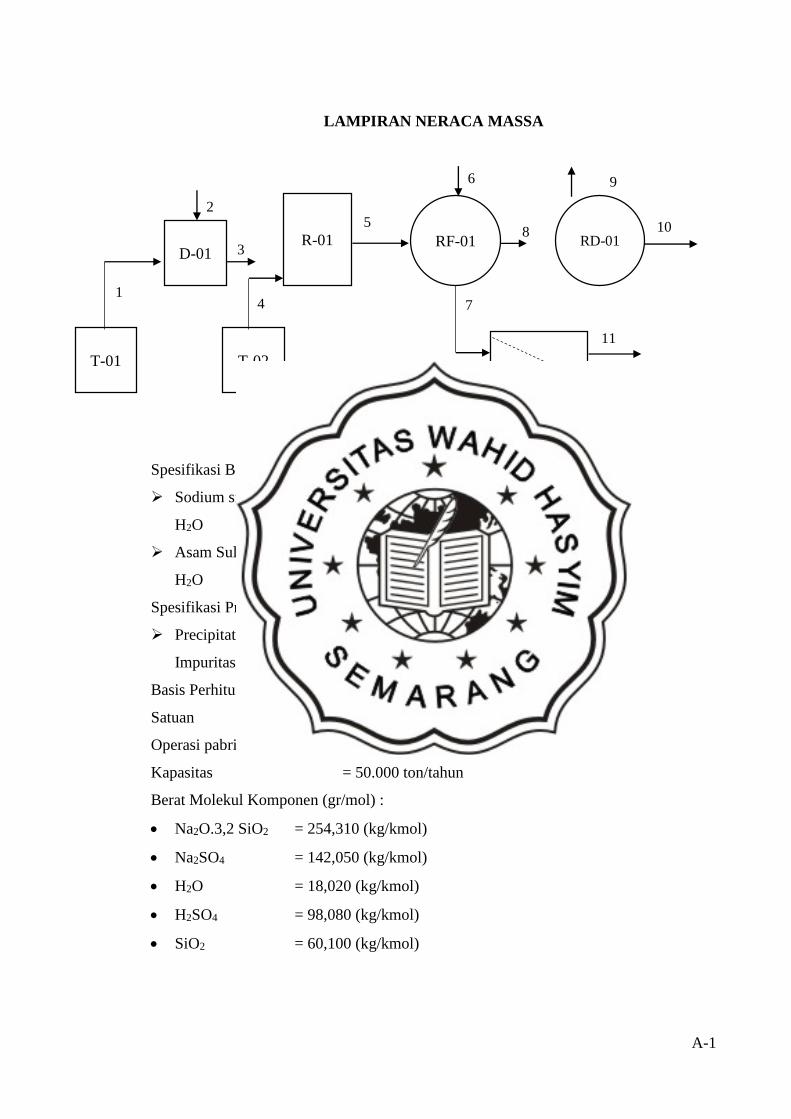
LAMPIRAN NERACA MASSA
Spesifikasi Bahan Baku :
Sodium silikat = 35% berat
H2O = 65% berat
Asam Sulfat = 98 % berat
H2O = 2 % berat
Spesifikasi Produk :
Precipitated Silica minimal 97 % berat
Impuritas maksimal 3 % berat
Basis Perhitungan = 1 jam operasi
Satuan = kilogram (kg)
Operasi pabrik 1 tahun = 330 hari
Kapasitas = 50.000 ton/tahun
Berat Molekul Komponen (gr/mol) :
Na2O.3,2 SiO2 = 254,310 (kg/kmol)
Na2SO4 = 142,050 (kg/kmol)
H2O = 18,020 (kg/kmol)
H2SO4 = 98,080 (kg/kmol)
SiO2 = 60,100 (kg/kmol)
D-01
T-01
R-01
T-02
RF-01 RD-01
NF-01
4
3
1
2 5
6
7
11
12
10
9
8
A-2
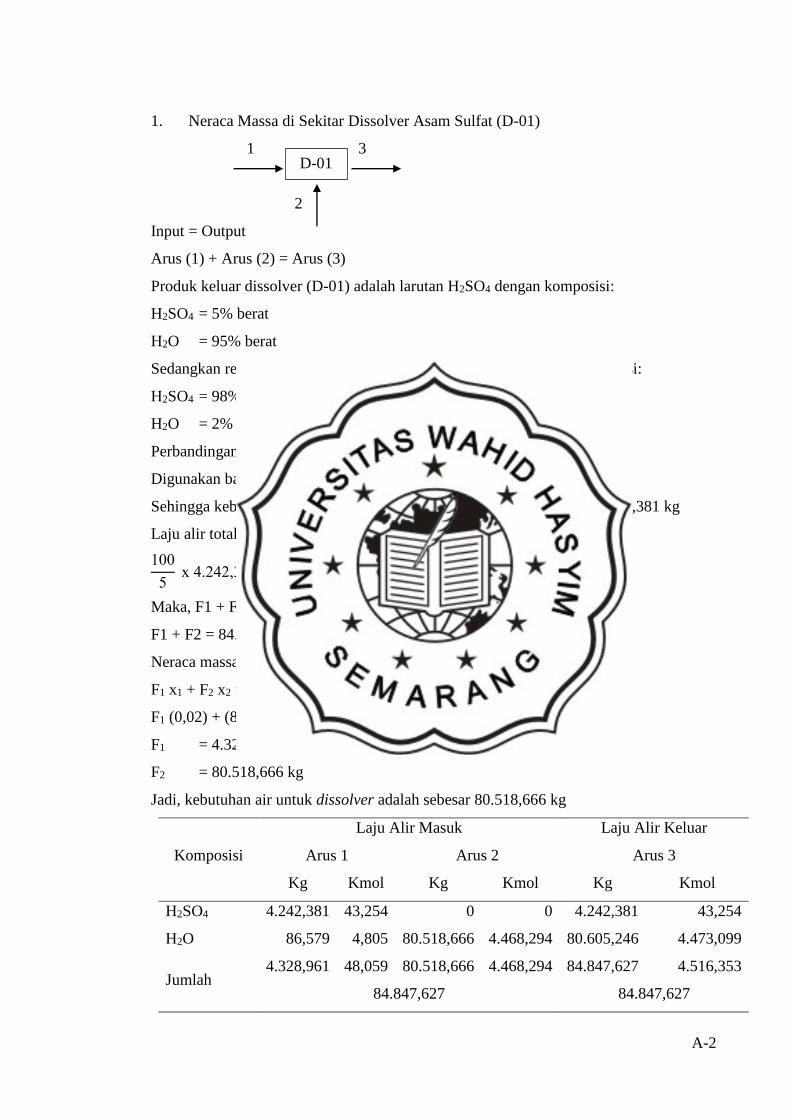
1. Neraca Massa di Sekitar Dissolver Asam Sulfat (D-01)
1 3
2
Input = Output
Arus (1) + Arus (2) = Arus (3)
Produk keluar dissolver (D-01) adalah larutan H2SO4 dengan komposisi:
H2SO4 = 5% berat
H2O = 95% berat
Sedangkan reaktan yang digunakan adalah larutan H2SO4 dengan komposisi:
H2SO4 = 98% berat
H2O = 2% berat
Perbandingan mol umpan masuk reaktor Na2O.3,2SiO2 : H2SO4 = 1 : 1,1
Digunakan basis 10.000 kg Na2O.3,2SiO2 = 39,322 kmol
Sehingga kebutuhan H2SO4 = 1,1 / 1 x 39,322 kmol = 43,254 kmol = 4.242,381 kg
Laju alir total pada F3 adalah :
100
5 x 4.242,381 kg = 84.847,627 kg
Maka, F1 + F2 = F3
F1 + F2 = 84.847,627 kg
Neraca massa komponen air
F1 x1 + F2 x2 = F3 x3
F1 (0,02) + (84.847,627 – F1 ) (1) = (84.847,627) (0,95)
F1 = 4.328,961 kg
F2 = 80.518,666 kg
Jadi, kebutuhan air untuk dissolver adalah sebesar 80.518,666 kg
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 1 Arus 2 Arus 3
Kg Kmol Kg Kmol Kg Kmol
H2SO4 4.242,381 43,254 0 0 4.242,381 43,254
H2O 86,579 4,805 80.518,666 4.468,294 80.605,246 4.473,099
Jumlah 4.328,961 48,059 80.518,666 4.468,294 84.847,627 4.516,353
84.847,627 84.847,627
D-01
A-3
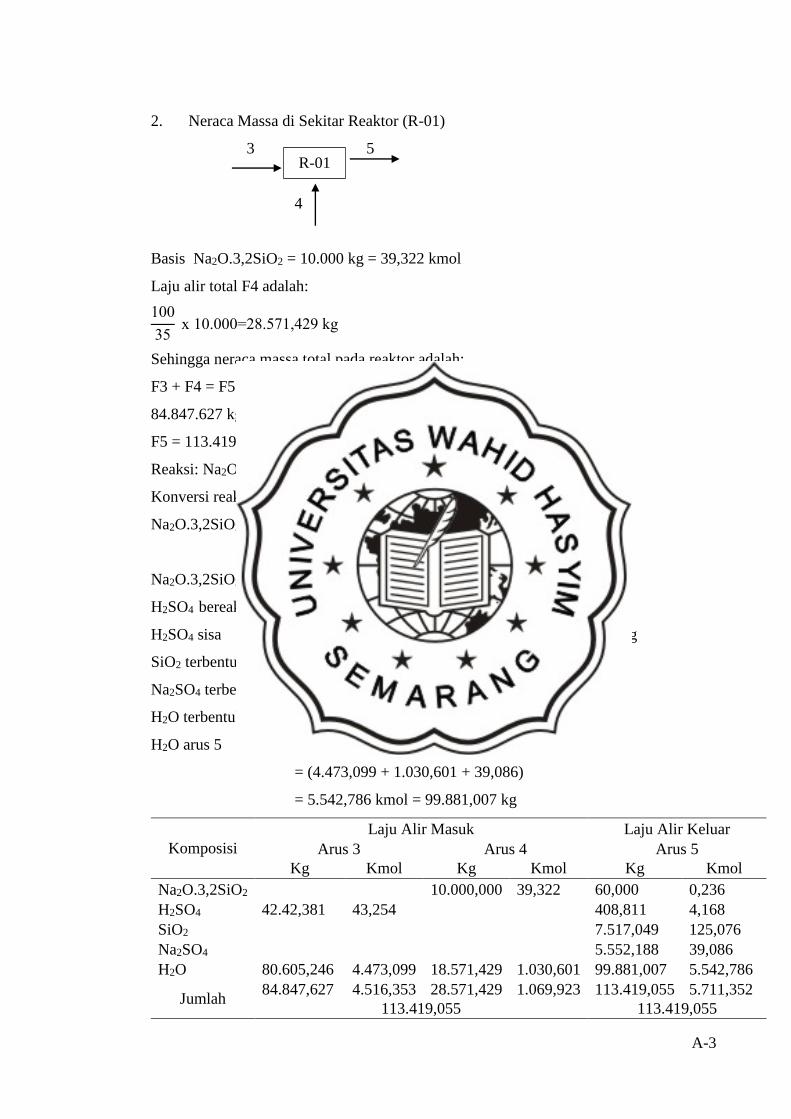
2. Neraca Massa di Sekitar Reaktor (R-01)
3 5
4
Basis Na2O.3,2SiO2 = 10.000 kg = 39,322 kmol
Laju alir total F4 adalah:
100
35 x 10.000=28.571,429 kg
Sehingga neraca massa total pada reaktor adalah:
F3 + F4 = F5
84.847.627 kg + 28.571,429 kg = F5
F5 = 113.419,055 kg
Reaksi: Na2O.3,2SiO2 + H2SO4 3,2 SiO2 + Na2SO4 + H2O
Konversi reaksi = 99,4%
Na2O.3,2SiO2 bereaksi = 99,4% x 39,322 kmol = 39,086 kmol
= 9.940 kg
Na2O.3,2SiO2 sisa = (39,322 – 39,086) kmol = 0,236 kmol = 60 kg
H2SO4 bereaksi = 39,086 kmol = 3.833,570 kg
H2SO4 sisa = (43,254 – 39,086) kmol = 4,168 kmol = 408,811 kg
SiO2 terbentuk = 3,2 x 39,086 kmol = 125,076 kmol = 7.517,049 kg
Na2SO4 terbentuk = 39,086 kmol = 5.552,188 kg
H2O terbentuk = 39,086 kmol = 704,333 kg
H2O arus 5 = arus 3 + arus 4 + H2O terbentuk
= (4.473,099 + 1.030,601 + 39,086)
= 5.542,786 kmol = 99.881,007 kg
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 3 Arus 4 Arus 5
Kg Kmol Kg Kmol Kg Kmol
Na2O.3,2SiO2 10.000,000 39,322 60,000 0,236
H2SO4 42.42,381 43,254 408,811 4,168
SiO2 7.517,049 125,076
Na2SO4 5.552,188 39,086
H2O 80.605,246 4.473,099 18.571,429 1.030,601 99.881,007 5.542,786
Jumlah 84.847,627 4.516,353 28.571,429 1.069,923 113.419,055 5.711,352
113.419,055 113.419,055
R-01
A-4
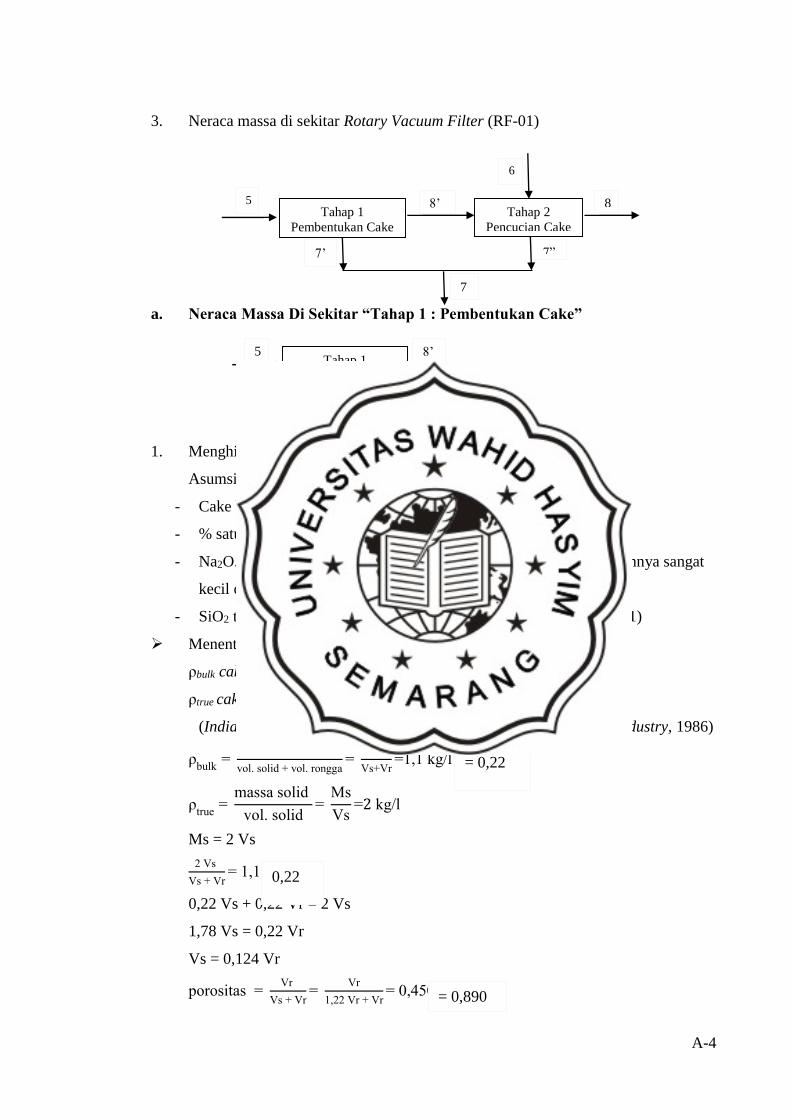
3. Neraca massa di sekitar Rotary Vacuum Filter (RF-01)
a. Neraca Massa Di Sekitar “Tahap 1 : Pembentukan Cake”
1. Menghitung komposisi Na2SO4 dan H2O di dalam rongga cake
Asumsi :
- Cake bersifat noncompressible
- % saturasi hasil pencucian = 1%
- Na2O.3,2SiO2 dan H2SO4 yang terikut cake diabaikan karena jumlahnya sangat
kecil dibandingkan SiO2
- SiO2 tidak larut dalam air (Perry, tabel 3.1)
Menentukan porositas Cake
ρbulk cake = 0,22 kg/l
ρtrue cake = 2,0 kg/l
(Indian Standard, Specification for precipitated silica for rubber industry, 1986)
ρbulk
= massa solid
vol. solid + vol. rongga=
Ms
Vs+Vr=1,1 kg/l
ρtrue
= massa solid
vol. solid=
Ms
Vs=2 kg/l
Ms = 2 Vs
2 Vs
Vs + Vr= 1,1
0,22 Vs + 0,22 Vr = 2 Vs
1,78 Vs = 0,22 Vr
Vs = 0,124 Vr
porositas = Vr
Vs + Vr=
Vr
1,22 Vr + Vr= 0,450
Tahap 1
Pembentukan Cake
Tahap 2
Pencucian Cake
5
6
7’ 7”
7
8’ 8
Tahap 1
Pembentukan Cake
5
7’
8’
= 0,22
0,22
= 0,890
A-5
Menghitung volume filtrat / volume rongga dalam cake pada arus F8’
Berat solid dalam cake = 7.517,049 kg
Volume cake = 7.517,049 / ρbulk = 34.168,41 liter
Volume rongga = 0,450 x 34.168,41 liter = 30.409,881 liter
Asumsi , volume filtrat = volume rongga
Filtrat dalam cake berupa Na2SO4 dan H2O
Volume filtrat yang terikut cake = 30.409,881 liter
ρ Na2SO4 = 1,464 kg/l
1/ρ Na2SO4 = 0,683 l/kg
ρ H2O = 1 kg/l sehingga Vw (liter) = Fw (kg)
Fraksi volume Na₂SO₄ =
Na₂SO₄ρNa₂SO₄
(Na₂SO₄ρNa₂SO₄) + (
H₂OρH₂O
)
Fraksi volume Na₂SO₄ = 5.552,188/1,464
(5.552,188/1,464)+(99.881,007/1)
= 0,037 bagian filtrate
Fraksi Volume H2O = 1 – Fraksi volume Na2SO4 = 1 – 0,037 = 0,963
2. Menghitung laju alir massa komponen dalam F8’
Menghitung laju alir massa Na2SO4 dalam F8’
V Na2SO4 = (fraksi volume Na2SO4 dalam rongga cake) x (volume rongga)
= 0,037 x 30.409,881 liter
= 1.112,423 liter
Fraksi Na2SO4 = volume Na2SO4 (F8’) x ρ Na2SO4
= 1.112,423 liter x 1,464 kg/liter
= 1.628,588 kg
Menghitung laju alir massa H2O dalam F8’
Volume H2O dalam cake = (fraksi volume massa H2O dalam rongga cake)
x (volume rongga)
= 0,963 x 30.409,881 liter
= 29.297,458 liter
Massa H2O dalam cake = 29.297,458 kg
A-6
Menghitung laju alir massa SiO2 dalam F8’
Neraca massa SiO2 di sekitar “Tahap 1 : Pembentukan cake”
F5 .X5 SiO2 = F7’ .X7 SiO2’ + F8’ .X8 SiO’
7517,049 = 0 + F8 SiO2’
F8 SiO2’ = 7.517,049 kg
Menghitung laju alir massa komponen dalam F7’
Menghitung laju alir massa Na2SO4 dalam F7’
Neraca massa Na2SO4 di sekitar “Tahap 1 : Pembentukan cake”
F5 .X5 Ns2SO4 = F7’.X7 Na2SO4’ + F8’.X8 Na2SO4’
5.552,188 = F7 Na2SO4’ + 1.628,588
F7 Na2SO4’ = 3.923,600 kg
Menghitung laju alir massa H2O dalam F7’
Neraca massa H2O di sekitar “Tahap 1 : Pembentukan cake”
F5 . X5 H2O = F7’ . X7 H2O’ + F8’ .X8 H2O’
99.881,007 = F7 H2O’ + 29.297,458
F7 H2O’ = 70.583,549 kg
Menghitung laju alir massa Na2O.3,2SiO2 dalam F7’
Neraca massa Na2O.3,2SiO2di sekitar “Tahap 1 : Pembentukan cake”
F5 .X5 Na2O.3,2SiO2 = F7’ .X7 Na2O.3,2SiO2’ + F8’ .X8 Na2O.3,2SiO2’
60,000 = F7 Na2O.3,2SiO2’ + 0
F7 Na2O.3,2SiO2’ = 60,000 kg
Menghitung laju alir massa H2SO4 dalam F7’
Neraca massa H2SO4 di sekitar “Tahap 1 : Pembentukan cake”
F5.X5 H2SO4 = F7’ .XH2SO4’ + F8’ .X8 H2SO4’
408,811 = F7 H2SO4’ + 0
F7 H2SO4’ = 408,811 kg
b. Neraca Massa Di Sekitar “Tahap 2 : Pencucian Cake”
Tahap 2
Pencucian Cake
8’
7”
8
6
A-7
Tujuan : -Menghitung laju alir massa F6
-Menghitung laju alir massa dan komposisi dalam F8
-Menghitung laju alir massa komponen dalam F7”
1. Menghitung laju alir massa F6
Dari fig. 259 a. Brown, dengan saturasi 1% dan diameter partikel rata-rata
0,00744094 in (Daizo Kunii, Fluidization Engineering, hal: 169) diperoleh,
volume pencuci
volume filtrat pada cake mula-mula
V6
V filtrat'
V6 = 15 x V filtrat’
= 15 x 30.409,881 liter
= 456.148,22 liter F6 = 456.148,22 kg
2. Menghitung laju alir massa dan komposisi dalam F8
Menghitung laju alir massa Na2SO4 dalam F8
% saturasi= vol. filtrat
vol. rongga
dimana Vfiltrat = volume filtrat yang tertinggal dalam cake setelah pencucian
Vfiltrat = 1% x volume rongga = 1 % x 30.409,22 liter = 304,099 liter
V8 Na2SO4 = (fraksi volume Na2SO4 dalam rongga cake) × Vfiltrat
= 0,037 × 30.409,22 liter
= 11,124 liter
F8 Na2SO4 = V8 Na2SO4 × ρ Na2SO4
= 11,124 liter × 1,464 kg/liter = 16,286 kg
Menghitung laju alir massa H2O dalam F8
Untuk Rotary vacuum filter kekeringan cake antara 60-80% (Ulrich, A Guide to
Chemical Engineering Process Design and Economics, table 4-23).
Kekeringan diambil cake 75%
F8 H2O = 25
75 x (F8 SiO2 + F8 Na2SO4)
= 25
75 x (7.517,049 + 16,286) kg = 2.511,112 kg
Menghitung laju alir massa SiO2 dalam F8
Neraca massa Na2SO4 di sekitar “Tahap 2 : Pencucian cake”
F8’ .X8 SiO2’ + F6 .X6 SiO2 = F7” .X7 SiO2” + F8 .X8 SiO2
= 15
= 15
A-8
7.517,049 + 0 = 0 + F8 SiO2
F8 SiO2 = 7.517,049 kg
Menghitung laju alir massa total F8
F8 = F8 Na2SO4 + F8 H2O + F8 SiO2
F8 = 16,286 + 2.511,112 + 7.517,049
= 10.044,447 kg
Menghitung komposisi masing-masing komponen dalam F8
Dari laju alir massa total dan komponen, maka dapat dihitung komposisi masing-
masing komponen dalam dari arus 8 sbb
X8 Na2SO4 = 0,000162
X8 H2O = 0,25
X8 SiO2 = 0,748
3. Menghitung laju alir massa komponen dalam F7”
Menghitung laju alir massa Na2SO4 dalam F7”
Neraca massa Na2SO4 di sekitar “Tahap 2 : Pencucian cake”
F8’ .X8 Na2SO4’ + F6 .X6 Na2SO4 = F7” .X7 Na2SO4” + F8 .X8 Na2SO4
1.628,588 + 0 = F7 Na2SO4” + 16,286
F7 Na2SO4” = 1.612,302 kg
Menghitung laju alir massa H2O dalam F7”
Neraca massa H2O di sekitar “Tahap 2 : Pencucian cake”
F8’ .X8 H2O’ + F6 .X6 H2O = F7” .X7 H2O” + F8 .X8 H2O
29.297,458 + 456.148,22 = F7 H2O” + 2.511,112
F7 H2O” = 489.934,56 kg
c. Menghitung Laju Alir Massa Dan Komposisi Dalam F7
Menghitung laju alir massa Na2O.3,2SiO2 dalam F7
Neraca massa Na2O.3,2SiO2 disekitar percabangan F7
F7’ .X7 Na2O.3,2SiO2’ + F7” .X7 Na2O.3,2SiO2” = F7 .X7 Na2O.3,2SiO2
60,000 + 0 = F7 Na2O.3,2SiO2
F7 Na2O.3,2SiO2 = 60,000 kg
Menghitung laju alir massa H2SO4 dalam F7
F7’ .X7 H2SO4’ + F7” .X7 H2SO4” = F7 .X7 H2SO4
408,811 + 0 = F7 H2SO4
F7 H2SO4 = 408,811 kg
A-9
Menghitung laju alir massa Na2SO4 dalam F7
F7’ .X7 Na2SO4’ + F7” .X7 Na2SO4” = F7 .X7 Na2SO4
3.923,600 + 1.612,302 = F7 .X7 Na2SO4
F7 Na2SO4 = 5.535,902 kg
Menghitung laju alir massa H2O dalam F7
F7’ .X7 H2O’ + F7” .X7 H2O” = F7 .X7 H2O
70.583,549 + 482.934,56 = F7 .X7 H2O F7 H2O = 559.522,826 kg
Menghitung laju alir massa total F7
F7 = F7 Na2O.3,2SiO2 + F7 H2SO4 + F7 Na2SO4 + F7 H2O
F7 = 60 + 408,811 + 5.535,902 + 559.522,826 F7 = 559.522,826 kg
Menghitung komposisi masing-masing komponen dalam F7
Dari laju alir massa total dan komponen, maka dapat dihitung komposisi masing-
masing komponen dalam dari arus 7 sbb,
X7 Na2O.3,2SiO2 = 0,00011 X7 H2SO4 = 0,00073
X7 Na2SO4 = 000989 X7 H2O = 0,98927
Komposisi
Laju Alir Masuk
Arus 5 Arus 6
Kg Kmol Kg Kmol
Na2O.3,2SiO2 60 0,236 0 0
H2SO4 408,811 4,168 0 0
SiO2 7.517,049 125,076 0 0
Na2SO4 5.552,188 39,086 0 0
H2O 99.881,007 5.542,786 456.148,217 25.313,442
Jumlah 113.419,055 456.148,217
569.567,273
Komposisi
Laju Alir Keluar
Arus 7 Arus 8
Kg Kmol Kg Kmol
Na2O.3,2SiO2 60 0,236 0 0
H2SO4 408,811 4,168 0 0
SiO2 0 0 7.517,049 125,075
Na2SO4 5.535,902 38,972 16,280 0,012
H2O 553.518,112 30.716,876 2.511,110 139,351
Jumlah 559.358,680 10044,439
569.567,273
A-10
4. Neraca massa di Sekitar Rotary Drier (RD-01)
9
8 10
Flow rate arus (8)
SiO2 = 7.517,049 kg = 125,075 kmol
Na2SO4 = 16,286 kg = 0,115 kmol
H2O = 2.511,112 kg = 139,351 kmol
Flow rate arus (10)
SiO2 = 7.517,049 kg = 125,076 kmol
Na2SO4 = 16,286 kg = 0,115 kmol
H2O yang teruapkan pada rotary dryer sebesar 95% (Perry, table 20-13)
H2O = 125,556 kg = 6,968 kmol
H2O = 2.385,556 kg = 132,384 kmol
Neraca massa komponen H2O disekitar dryer:
H2O arus (8) = H2O arus (9) + H2O arus (10)
H2O arus (9) = H2O arus (8) – H2O arus (10)
= 2.511,112 kg - 125,556 kg
= 2.385,556 kg = 132,384 kmol
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 8 Arus 9 Arus 10
Kg Kmol Kg Kmol Kg Kmol
SiO2 7517,049 125,076 0 0 7517,049 125,076
Na2SO4 16,286 0,011 0 0 16,286 0,012
H2O 2511,112 139,351 2.385,556 132,384 125,556 6,968
Jumlah 10.044,447 2.385,556 7.658,891
10.044,447 10.044,447
5. Neraca Massa di Sekitar Membran
Arus 7
Na2O.3,2SiO2 = 60 kg/jam = 22,989 L/jam
H2SO4 = 408,811 kg/jam = 222,180 L /jam
RD-01
NF-01
7
11
12
A-11
Na2SO4 = 5.535,902 kg/jam = 2.081,166 L/jam
H2O = 553.518,112 kg/jam = 553.518,112 L/jam
Total arus 7 = 555.844,400 kg/jam
Asumsi : 10% air terikut rentetrate
Jenis membran yang digunakan ESNA 1-LF-LD
% Rejection = 86 – 95%, dipilih 86%
Konsentrasi umpan masuk NF = 5.535,902
555.844,4
= 0,0099594 kg/L
= 9.959,445 mg/L
Jumlah umpan yang masuk sesuai dengan spesifikasi ESNA 1-LF-LD yaitu
5.000-10.000 mg/L.
(International Review of Chemical Engineering, vol. 3. N. 3, May 2011)
Arus 11
Na2O.3,2SiO2 = 60 kg/jam
H2SO4 = 408,811 kg/jam
Na2SO4 = 775,026 kg/jam
H2O = 498.166,301 kg/jam
Arus 12
Produk samping yang keluar dari NF
Na2SO4 = 5535,902 x 86% = 4.760,876 kg/jam
H2O = 10% x 553.518,112 = 55.351,811 kg/jam
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 7 Arus 11 Arus 12
Kg Kmol Kg Kmol Kg Kmol
Na2O.3,2SiO2 60,000 0,236 60,000 0,236 0 0
H2SO4 408,811 4,168 408,811 4,168 0 0
Na2SO4 5.535,902 38,972 775,026 5,456 4.760,876 33,515
H2O 553.518,112 30.716,876 498.166,301 27.645,189 55.351,811 3.071,688
Jumlah 559.522,826 499.410,138 60.112,687
559.522,826 559522,826
A-12
Perhitungan Faktor Pengali:
Operasi Pabrik = 330 hari/tahun
Kapasitas Produksi = 50.000 ton/tahun SiO2
50.000 ton/th ton1
kg 1000 x
jam 24
hari 1 x
330
tahun1
hari = 6313,131 kg/jam
Faktor pengali = 6.313,131
7.658,891 =0,824 kg/jam
Neraca Massa Setelah Dikalikan Faktor Pengali
1. Neraca Massa di Dissolver Asam Sulfat (D-01)
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 1 Arus 2 Arus 3
Kg Kmol Kg Kmol Kg Kmol
H2SO4 3.496,944 35,654 0 0 3.496,944 35,654
H2O 71,366 3,960 66.370,566 3.683,161 69.938,876 3.687,122
Jumlah 3.568,310 66.370,566 69.938,876
69938,876 69.938,876
2. Neraca Massa di Reaktor (R-01)
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 3 Arus 4 Arus 5
Kg Kmol Kg Kmol Kg Kmol
Na2O.3,2SiO2 0 0 8.242,879 32,413 49,457 0,194
H2SO4 3.496,944 36,327 0 0 336,979 3,436
SiO2 0 0 0 0 6.196,213 103,098
Na2SO4 0 0 0 0 4.576,602 32,218
H2O 66.441,932 3.687,122 15.308,205 849,512 82.330,710 4.568,852
Jumlah 69.938,876 23.551,084 93.489,961
93.489,961 93.489,961
3. Neraca Massa di Rotary Vacuum Filter (RF-01)
Komposisi
Laju Alir Masuk
Arus 5 Arus 6
Kg Kmol Kg Kmol
Na2O.3,2SiO2 49,457 0,194 0 0
H2SO4 336,979 3,436 0 0
SiO2 6.196,213 103,098 0 0
Na2SO4 4.576,602 32,218 0 0
H2O 82.330,710 4.568,852 375.997,477 20.865,565
Jumlah 93.489,960 375.997,477
469.487,437
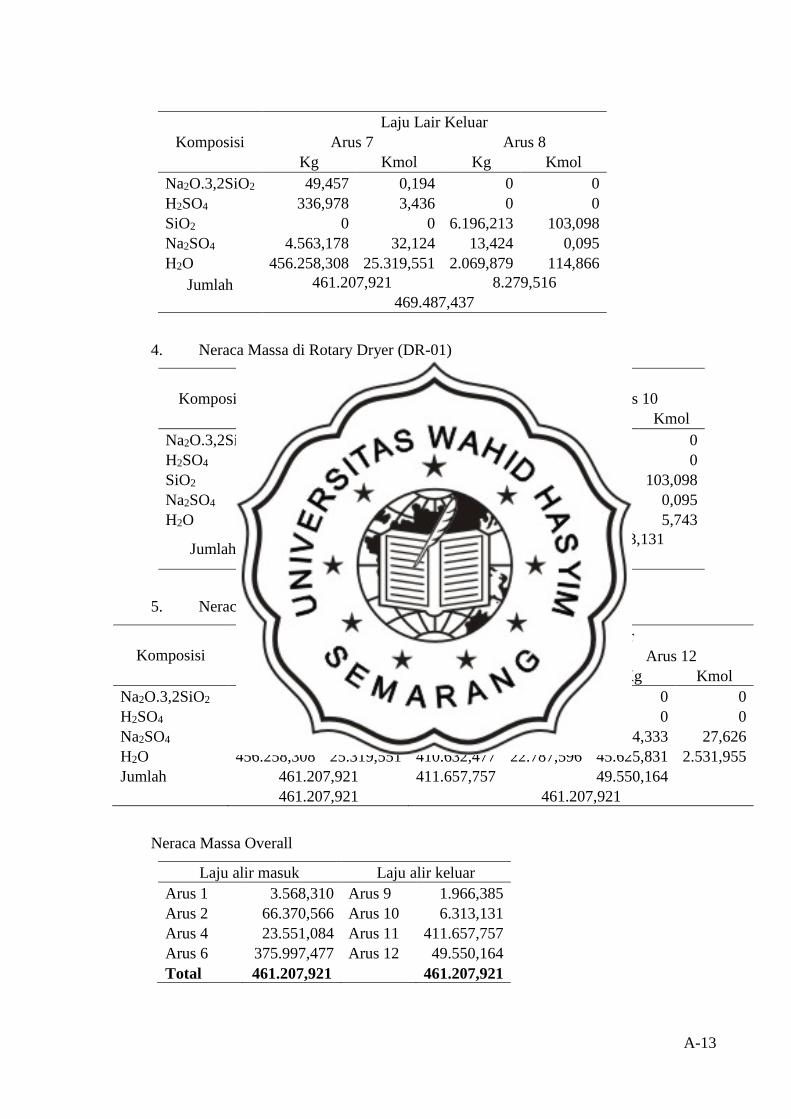
A-13
Komposisi
Laju Lair Keluar
Arus 7 Arus 8
Kg Kmol Kg Kmol
Na2O.3,2SiO2 49,457 0,194 0 0
H2SO4 336,978 3,436 0 0
SiO2 0 0 6.196,213 103,098
Na2SO4 4.563,178 32,124 13,424 0,095
H2O 456.258,308 25.319,551 2.069,879 114,866
Jumlah
461.207,921 8.279,516
469.487,437
4. Neraca Massa di Rotary Dryer (DR-01)
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 8 Arus 9 Arus 10
Kg Kmol Kg Kmol Kg Kmol
Na2O.3,2SiO2 0 0 0 0 0 0
H2SO4 0 0 0 0 0 0
SiO2 6.196,213 103,098 0 0 6.196,213 103,098
Na2SO4 13,424 0,095 0 0 13,424 0,095
H2O 2.069,879 114,866 1.966,385 109,122 103,494 5,743
Jumlah 8.279,516 1.966,385 6.313,131
8.279,516 8.279,516
5. Neraca Massa di Nanomembran Filter (NF)
Komposisi
Laju Alir Masuk Laju Alir Keluar
Arus 7 Arus 11 Arus 12
Kg Kmol Kg Kmol Kg Kmol
Na2O.3,2SiO2 49,457 0,194 49,457 0,194 0 0
H2SO4 336,978 3,436 336,978 3,436 0 0
Na2SO4 4.563,178 32,124 638,845 4,497 3.924,333 27,626
H2O 456.258,308 25.319,551 410.632,477 22.787,596 45.625,831 2.531,955
Jumlah 461.207,921 411.657,757 49.550,164
461.207,921 461.207,921
Neraca Massa Overall
Laju alir masuk Laju alir keluar
Arus 1 3.568,310 Arus 9 1.966,385
Arus 2 66.370,566 Arus 10 6.313,131
Arus 4 23.551,084 Arus 11 411.657,757
Arus 6 375.997,477 Arus 12 49.550,164
Total 461.207,921 461.207,921
B-1
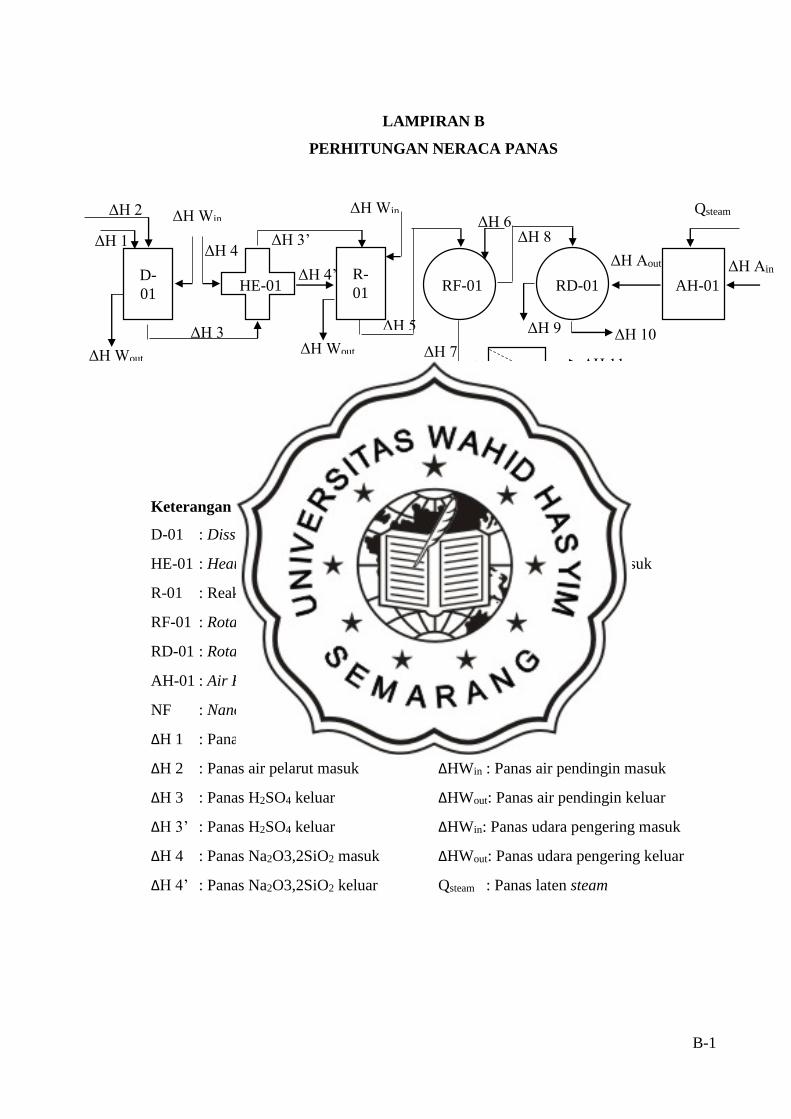
LAMPIRAN B
PERHITUNGAN NERACA PANAS
Gambar B.1. Blok Diagram Neraca Panas
Keterangan Gambar
D-01 : Dissolver ΔH 5 : Panas slurry keluar
HE-01 : Heat Exchanger ΔH 6 : Panas air pencuci masuk
R-01 : Reaktor ΔH 7 : Panas filtrate keluar
RF-01 : Rotary Vacuum Filter ΔH 8 : Panas cake keluar
RD-01 : Rotary Driyer ΔH 9 : Panas udara keluar
AH-01 : Air Heater ΔH 10 : Panas produk keluar
NF : Nanofiltration ΔH 11 : Panas Na2SO4 keluar
ΔH 1 : Panas H2SO4 masuk ΔH 12 : Panas filtrate keluar
ΔH 2 : Panas air pelarut masuk ΔHWin : Panas air pendingin masuk
ΔH 3 : Panas H2SO4 keluar ΔHWout: Panas air pendingin keluar
ΔH 3’ : Panas H2SO4 keluar ΔHWin: Panas udara pengering masuk
ΔH 4 : Panas Na2O3,2SiO2 masuk ΔHWout: Panas udara pengering keluar
ΔH 4’ : Panas Na2O3,2SiO2 keluar Qsteam : Panas laten steam
ΔH Win
ΔH 7
D-
01
R-
01 HE-01 RD-01 RF-01 AH-01
ΔH 2
ΔH Wout
ΔH 3’
ΔH 4’
ΔH Wout
ΔH 3
ΔH 4 ΔH 1
ΔH Win
ΔH 5
ΔH 6
ΔH 8
ΔH 9 ΔH 10
ΔH Aout ΔH Ain
Qsteam
NF-01
ΔH 12
ΔH 11
B-2
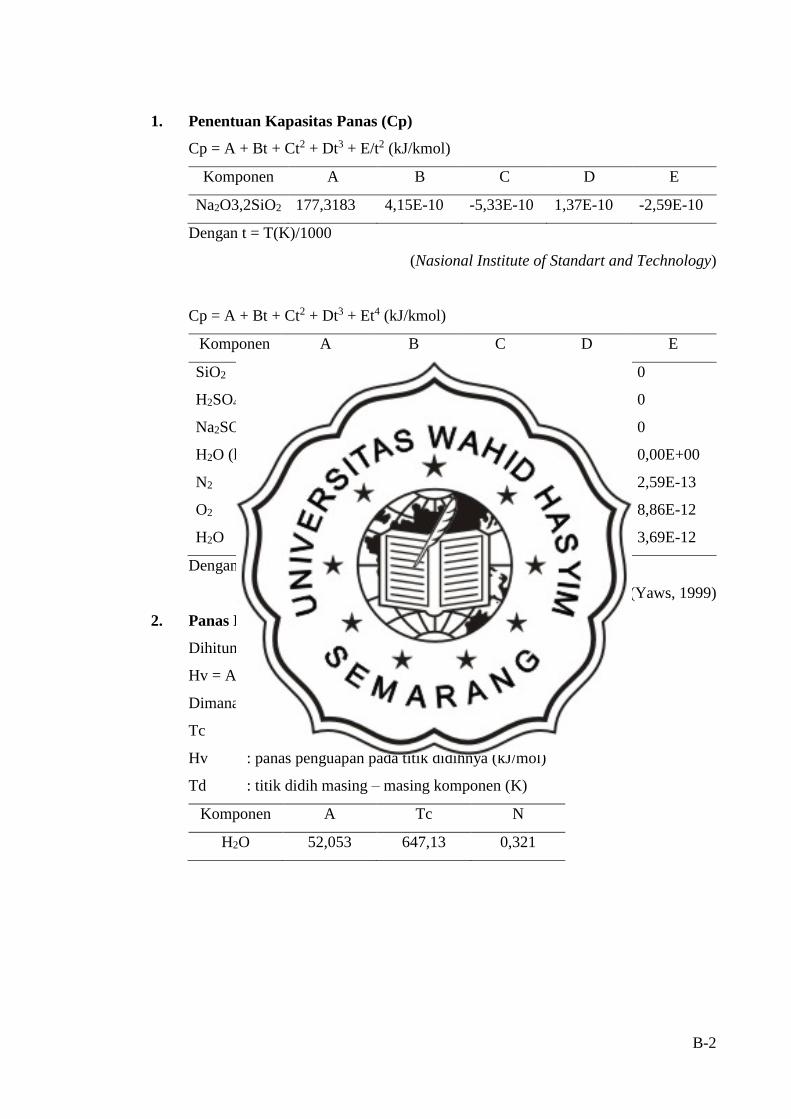
1. Penentuan Kapasitas Panas (Cp)
Cp = A + Bt + Ct2 + Dt3 + E/t2 (kJ/kmol)
Komponen A B C D E
Na2O3,2SiO2 177,3183 4,15E-10 -5,33E-10 1,37E-10 -2,59E-10
Dengan t = T(K)/1000
(Nasional Institute of Standart and Technology)
Cp = A + Bt + Ct2 + Dt3 + Et4 (kJ/kmol)
Komponen A B C D E
SiO2 2 1,65E-01 -9,68E-05 0,00E+00 0
H2SO4 26,004 7,03E-01 -1,39E-03 1,03E-06 0
Na2SO4 233,515 -9,53E-03 -3,47E-05 1,58E-08 0
H2O (l) 9,21E+01 -4,00E-02 -2,11E-04 5,35E-07 0,00E+00
N2 29 -3,54E-03 1,01E-05 -4,31E-09 2,59E-13
O2 30 -8,90E-03 3,81E-05 -3,26E-08 8,86E-12
H2O 34 -8,42E-03 -5,33E-10 -1,78E-08 3,69E-12
Dengan t = T(K)
(Yaws, 1999)
2. Panas Penguapan
Dihitung dengan persamaan berikut (Yaws, 1992):
Hv = A (1 – T/Tc)n
Dimana:
Tc : suhu kritis masing – masing komponen (K)
Hv : panas penguapan pada titik didihnya (kJ/mol)
Td : titik didih masing – masing komponen (K)
Komponen A Tc N
H2O 52,053 647,13 0,321
B-3
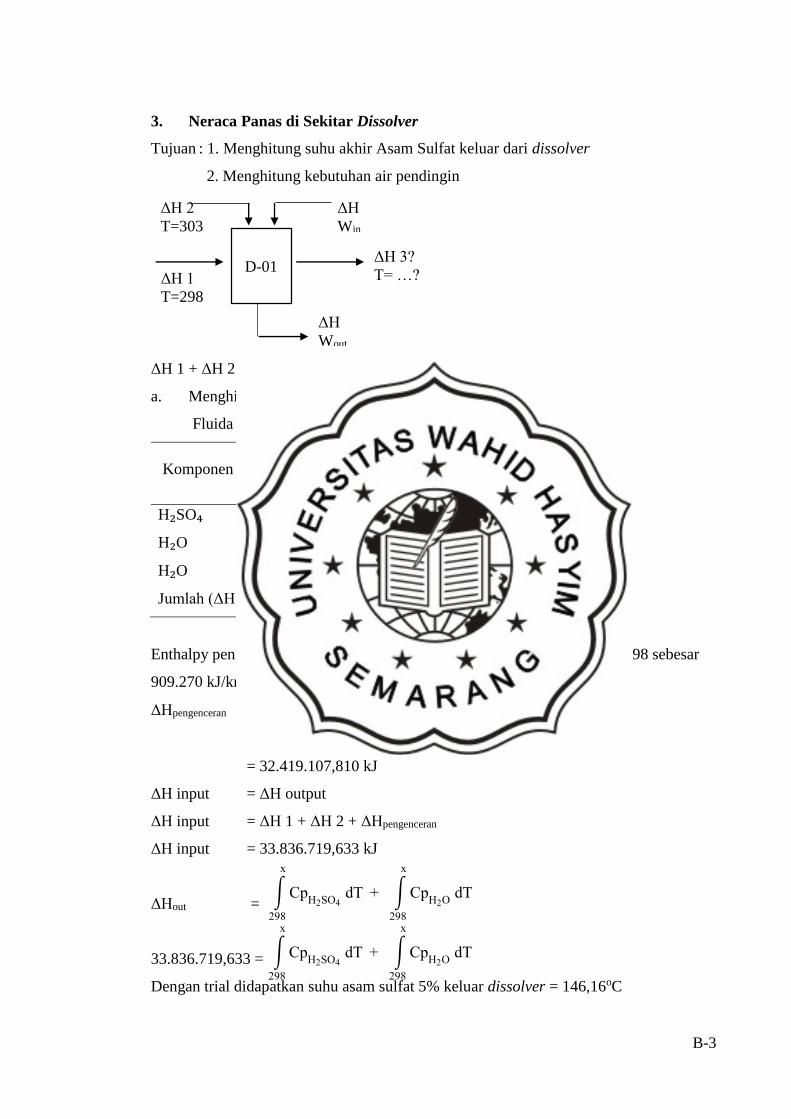
3. Neraca Panas di Sekitar Dissolver
Tujuan : 1. Menghitung suhu akhir Asam Sulfat keluar dari dissolver
2. Menghitung kebutuhan air pendingin
ΔH 1 + ΔH 2 + ΔH Win + ΔH pengenceran = ΔH 3 + ΔH Wout
a. Menghitung ΔH 1 dan ΔH 2
Fluida masuk pada T = 303 K
Komponen Kmol
ΔH (kJ)
H₂SO₄ 35,654 698,432 24.901,905
H₂O 3,960 377,723 1.495,929
H₂O 3.683,161 377,723 1.391.213,988
Jumlah (ΔH1 + ΔH2) 1.417.611,822
Enthalpy pengenceran asam sulfat 98% menjadi asam sulfat 5% pada T = 298 sebesar
909.270 kJ/kmol.
ΔHpengenceran = n x λ
= 35,654 kmol x 909.270 kJ/Kmol
= 32.419.107,810 kJ
ΔH input = ΔH output
ΔH input = ΔH 1 + ΔH 2 + ΔHpengenceran
ΔH input = 33.836.719,633 kJ
ΔHout =
33.836.719,633 =
Dengan trial didapatkan suhu asam sulfat 5% keluar dissolver = 146,16oC
D-01 ΔH 1
T=298
K ΔH
Wout
T=318
K
ΔH 3?
T= …?
ΔH
Win
T=303
K
ΔH 2
T=303
K
∫ 𝐶𝑝𝑑𝑇
303
298
∫ CpH2SO4
dT
x
298
+ ∫ CpH2O
dT
x
298
∫ CpH2SO4
dT
x
298
+ ∫ CpH2O
dT
x
298
B-4
Diinginkan suhu asam sulfat keluar dissolver 91,32oC (364,32K), sehingga perlu
digunakan pendingin pada dissolver.
b. Menghitung ΔH 3
Fluida keluar pada T = 364,32 K
Komponen Kmol
ΔH (kJ)
H₂SO₄ 35,654 26,607 948,652
H₂O 3.687,122 5.005,572 18.456.152,274
Jumlah 18.457.100,926
Panas yang diserap oleh air = 33.836.719,633 kJ – 18.457.100,926 kJ
= 15.379.618,707 kJ
Jadi, kalor sebanyak 15.379.618,707 kJ akan diserap oleh pendingin yaitu air dengan ΔT
yang dikehendaki 15oC. T pendingin masuk 303K dan T pendingin keluar 318K
Sehingga, massa pendingin yang dibutuhkan :
M = Q/(in Cp d(318 – 298) – (in Cp d(303 – 298))
= 15.379.618,707 kJ
(1.508,100 - 377,723)kJ/kmol
= 13.605,740 kmol
= 245.175,442 kg
ARUS INPUT (kJ) OUTPUT (kJ)
ΔH 1 26.397,834
ΔH 2 1.391.213,988
ΔH pengenceran 32.419.107,810
ΔH Wpendingin 15.379.618,707
ΔH 3 18.457.100,926
Jumlah 33.836.719,633 33.836.719,633
∫ CpdT
364,32
298
B-5
4. Neraca Panas di Sekitar Heat Exchanger
Tujuan : Menghitung suhu akhir sodium silikat
ΔH 3 + ΔH 4 = ΔH 3’ + ΔH 4’
Menghitung ΔH4
Fluida dingin masuk pada suhu 303 K
Komponen Kmol
ΔH (kJ)
Na₂O.3,2 SiO₂ 32,413 0,887 28,737
H₂O 849,512 377,723 320.880,019
Jumlah 320.908,756
Menghitung ΔH3
Fluida panas masuk pada suhu 364,32 K
Komponen Kmol
ΔH (kJ)
H₂SO₄ 35,654 26,607 948,652
H₂O 3.687,122 5.005,572 18.456.152,274
Jumlah 18.457.100,926
Menghitung ΔH3’
Fluida panas keluar pada suhu 353 K
Komponen Kmol
ΔH (kJ)
H₂SO₄ 35,654 23,615 841,955
H₂O 3.687,122 4.138,939 15.260.773,253
Jumlah 15.261.615,208
ΔQ = 18.457.100,926 – 15.261.615,208 kJ = 3.195.485,718 kJ
HE-01 ΔH 3’
T= 353 K
ΔH 3
T= 364,32 K
ΔH 4
T= 303 K
ΔH 4
T ?
∫ 𝐶𝑝𝑑𝑇
364,32
298
∫ 𝐶𝑝𝑑𝑇
353
298
∫ CpdT
303
298
B-6
Jadi, sodium silikat menyerap panas sebesar 3.195.485,718 kJ yang diperoleh dari
pemanas asam sulfat. Sehingga ΔH4’ adalah 3.516.394,475 kJ/jam.
Dengan trial didapatkan suhu sodium silikat keluar heat exchanger = 353 K
ARUS INPUT(kJ) OUTPUT(kJ)
ΔH3 18.457.100,926
ΔH4 320.908,756
ΔH3' 15.261.615,208
ΔH4' 3.516.394,475
Jumlah 18.778.009,682 18.778.009,682
5. Neraca Panas di Sekitar Reaktor (R-01)
Tujuan : Menghitung kebutuhan air pendingin
ΔH Win + ΔH 3' + ΔH 4' + ΔH reaksi = ΔH Wout + ΔH 5
Menghitung ΔH3’
Fluida masuk pada T = 353 K
Komponen Kmol
ΔH (kJ)
H₂SO₄ 35,654 23,615 841,955
H₂O 3.687,122 4.138,939 15.260.773,253
Jumlah 15.261.615,208
3.516.394,475 kJ = [m ∫ CpNa2O3,2SiO2
dT
x
298
+ m ∫ CpH2O
dT
x
298
]
R-01 ΔH4'
T = 353 K
ΔH3'
T = 353 K
ΔH5
T = 353 K
ΔHWin
T = 303 K
ΔHWout
T = 318 K
∫ CpdT
353
298
B-7
Menghitung ΔH4’
Fluida masuk pada T = 353 K
Q reaktan (ΔH3’ + ΔH4’) = 15.261.615,208 kJ + 3.516.394,475 kJ
= 18.778.009,682 kJ
Menghitung ΔH5 (Diinginkan)
Fluida keluar pada T = 353 K
Komponen Kmol
ΔH (kJ)
Na₂O.3,2 SiO₂ 0,194 9,753 1,897
H₂SO₄ 3,436 23,615 81,134
SiO₂ 103,098 2.498,5 257.591,322
Na₂SO₄ 32,218 12.500 402.728,077
H₂O 4.568,852 4.136,430 18.898.735,737
Jumlah (ΔH5) 19.559.138,167
Q reaksi = ΔHr = - (ΔHfproduk – ΔHfreaktan)
ΔHf SiO2 -905.490 kJ/kmol
ΔHf H2O -285.830 kJ/kmol
ΔHf Na2O.3,2SiO2 -1.561.430 kJ/kmol
ΔHf H2SO4 -813.989 kJ/kmol
ΔHf Na2SO4 -1.356.380 kJ/kmol
ΔH reaksi = - {(32,413 x -1.356.380) + (32,413 x -285.830 ) + (32,413 x 3,2 x
-905.490)} – {(32,413 x -813.989) + (32,413 x -1.561.430)}
ΔHreaksi = ΔHf standart = - (-70.152.767,666) kJ
= 70.152.767,666 kJ
Selisih Qpendingin = ΔHreaksi + ΔHreaktan – ΔHproduk
= 70.152.767,666 kJ + 18.778.009,682 kJ - 19.559.138,167 kJ
= 69.371.639,182 kJ
Jadi, reaksi melepas kalor sebanyak 69.371.639,182 kJ maka harus didinginkan
dengan pendingin yaitu air dengan ΔT yang dikehendaki adalah 25oC.
T pendingin masuk = 303 K, T pendingin keluar = 328 K
Sehingga massa pendingin yang dibutuhkan :
Komponen Kmol
ΔH (kJ)
Na₂O.3,2 SiO₂ 32,413 9,753 316,105
H₂O 849,512 4.138,939 3.516.078,370
Jumlah 3.516.394,475
∫ 𝐶𝑝𝑑𝑇
353
298
∫ CpdT
353
298
B-8
M = Q
(in Cp d(328-298)-in Cp (303-298))
= 69.371.639,182 kJ
(2.260,074 - 377,723) kJ/kmol
= 36.853,726 kmol
= 36.853,726 kmol x 18,02 = 664.104,140 kg/jam
ARUS INPUT (kJ) OUTPUT(kJ)
ΔH3' 15.261.615,208
ΔH4' 3.516.394,475
ΔHWin 13.920.499,893
ΔHWout 83.292.139,075
ΔH5 19.559.138,167
Δhreaksi 70.152.767,666
Jumlah 102.851.277,242 102.851.277,242
6. Neraca Panas di Sekitar Rotary Vacuum Filter (RF-01)
Tujuan : Menghitung suhu a ΔH 7 dan ΔH 8 keluar rotary filter
Input = Output
ΔH5 + ΔH6 = ΔH7 + ΔH8
RF-01
ΔH 6
T= 303 K
ΔH 8
T= ???
ΔH 7
T= ???
ΔH 5
T= 353 K

B-9
Menghitung ΔH5
Fluida masuk pada T = 353 K
Komponen Kmol
ΔH (kJ)
Na₂O.3,2 SiO₂ 0,194 9,753 1,897
H₂SO₄ 3,436 23,615 81,134
SiO₂ 103,098 2.498,5 257.591,322
Na₂SO₄ 32,218 12.500 402.728,077
H₂O 4.568,852 4.136,430 18.898.735,737
Jumlah (ΔH5) 19.559.138,167
Menghitung ΔH6
Fluida masuk pada T = 303
Komponen Kmol
ΔH (kJ)
H₂O 20.865,565 377,723 7.881.399,544
Jumlah 7.881.399,544
ΔH8 + ΔH7 = ΔH5 + ΔH6
ΔH8 + ΔH7 = 19.559.138,167 kJ + 7.881.399,544 kJ
= 27.440.537,711 kJ
Karena cake dan air pencuci langsung kontak maka suhu keluar keduanya diasumsikan
sama (dalam kesetimbangan).
27.440.537,711 kJ = [(m x ∫ CpSiO2
dT
?
298
)+( m x ∫ CpNa2SO4
dT)+(m x ∫ CpH2O
dT)
?
298
?
298
]
+
Dari trial didapatkan suhu output ΔH8 dan ΔH7 adalah 312,21 K (39,21 0C)
∫ CpdT
303
298
∫ CpdT
353
298
[(m x ∫ CpNa2O3,2SiO2
dT
?
298
)+( m x ∫ CpH2SO4
dT)+
?
298
( m x ∫ CpNa2SO4
dT)+(m x ∫ CpH2O
dT)
?
298
?
298
]
B-10
Menghitung ΔH7
Fluida keluar pada T = 312,21 K
Komponen Kmol
ΔH (kJ)
Na₂O.3,2 SiO₂ 0,194 2,520 0,490
H₂SO₄ 3,436 13,009 44,695
Na₂SO₄ 32,124 3.237,636 104.004,997
H₂O 25.319,551 1.072,275 27.149.530,067
Jumlah (ΔH7) 27.253.580,249
Menghitung ΔH8
Fluida keluar pada T = 312,21 K
Komponen Kmol
ΔH (kJ)
SiO₂ 103,098 615,760 63.483,883
Na₂SO₄ 0,095 3.237,636 305,969
H₂O 114,866 1.072,275 123.167,610
Jumlah (ΔH8) 186.957,462
ARUS INPUT (kJ) OUTPUT (kJ)
ΔH5 19.559.138,167
ΔH6 7.881.399,544
ΔH7 27.253.580,249
ΔH8 186.957,462
Jumlah 27.440.537,711 27.440.537,711
7. Neraca Panas di Sekitar Rotary Dyer (RD-01)
Tujuan : 1. Menghitung kebutuhan udara pengering
2. Menghitung suhu masuk udara pengering
∫ CpdT
312,21
298
RD-01
ΔH10
T = 373 K
ΔHAout
T = ??
ΔH8
T = 312,21 K
ΔH9
T = 373 K
∫ 𝐶𝑝𝑑𝑇
312.21
298
B-11
Input = Output
ΔH8 + ΔHAout = ΔH9 + ΔH10 + Qloss
Menghitung ΔH8
Cake masuk pada T = 312,21 K
Komponen Kmol
ΔH (kJ)
SiO₂ 103,098 615,760 63.483,883
Na₂SO₄ 0,095 3.237,636 305,969
H₂O 114,866 1.072,275 123.167,610
Jumlah 186.957,462
Menghitung ΔH10 (Diinginkan)
Cake keluar pada T = 373 K
Komponen Kmol
ΔH (kJ)
SiO₂ 103,098 3.481,2 358.906,107
Na₂SO₄ 0,095 17.025 1.608,926
H₂O 5,743 5.646,500 32.429,446
Jumlah 392.944,480
Menghitung Massa Udara yang Dibutuhkan
Jumlah air yang terserap di udara = 1.966,385 kg
Udara pengering keluar dryer diinginkan pada suhu 100 0C dengan relative humidity
maksimal 10%.
Dari diagram psikometrik didapat:
Humidity : 0,069 kg air/kg udara kering
Udara pengering masuk dryer yang digunakan memiiliki:
Humidity : 0,019 kg air/kg udara kering
Selisih humidity udara pengering x massa udara kering = jumlah air terserap
Massa udara kering : Jumlah air yang terserap
selisih humidity
: 1.966,385
(0,069 - 0,019)
: 39.163,218 kg
∫ CpdT
312,21
298
∫ CpdT
373
298
B-12
Menghitung ΔH9
Udara pengering keluar pada suhu 373 K
Jumlah Air Total pada udara keluar = Massa udara kering x humidity
= 39.163,218 x 0,069
= 2.702,262 kg
= 2.702,262 kg
18,02
= 149,959 kmol
Menghitung Jumlah O2 dan N2 pada Udara Kering
Berat udara kering : berat O2 + berat N2
Berat N2 : berat udara kering – berat O2
BM H2O : 18,02
BM O2 : 31,998
BM N2 : 28,014
Perbandingan mol N2 : O2 di udara 79 : 21
Mol N2 : Mol O2 79 : 21
Berat N2
BM N2 :
Berat O2
BM O2 79 : 21
(39.163,218 - Berat O2)
BM N2 x
BM O2
Berat O2 : 79 : 21
Berat O2 dalam udara kering : 8.224,276 kg
N2 dalam udara kering : 39.163,218 – 8.224,276
: 30.938,942 kg
Kmol O2 : 257,025 kmol
Kmol N2 : 1.104,410 kmol
Komponen Kmol
ΔH (kJ)
H₂O 40,837 2.370,236 96.792,545
N₂ 1.104,410 2.015,396 2.225.823,074
O₂ 257,025 2.101,615 540.166,994
Jumlah 2.862.782,564
∫ CpdT
373
298
B-13
Menghitung Panas Sensible air yang akan teruapkan
Suhu air pada 373 K
Komponen Kmol
ΔH (kJ)
H₂O 109,122 4.566,043 498.257,410
Jumlah 498.257,410
Menghitung Panas Laten Penguapan Air pada Cake
Komponen Kmol ΔH penguapan (kJ/kmol) Q laten
H₂O 109,122 39.509,501 4.311.370,462
Menghitung Beban Panas
Asumsi : Penggunaan panas pada RD-01 sebesar 75%, sehinggan ada Qloss 25%
ΔH Aout = Qloss + ΔH9 + ΔH10 + Qsensible + Qlaten – ΔH8
ΔH Aout = 0,25 ΔH Aout + ΔH9 + ΔH10 + Qsensible + Qlaten – ΔH8
0,75 ΔH Aout = 2.862.782,564 + 392.944,480 + 498.257,410 + 4.311.370,462
- 186.957,462
0,75 ΔH Aout = 7.878.397,454
ΔH Aout = 10.504.529,939
Dari trial didapatkan suhu udara masuk = 552,31 K
Arus Input Output
ΔH8 186.957,462
ΔHAout 10.504.529,939
ΔH9 2.862.782,564
ΔH10 392.944,480
Q loss 2.626.132,485
Q sensible 498.257,410
Q laten 4.311.370,462
Jumlah 10.691.487,401 10.691.487,401
∫ CpdT
373
312,21
10.504.529,939 kJ= [(m x ∫ CpO2
dT
?
298
) + ( m x ∫ CpN2
dT)+(m x ∫ CpH2O
dT)
?
298
?
298
]
B-14
8. Neraca Panas di Sekitar Air Heater (AH-01)
Tujuan : Menghitung kebutuhan steam panas
Input = Output
ΔH Ain + Qsteam = ΔH Aout
Menghitung ΔH Ain, T = 303 K
Komponen Kmol
ΔH (kJ)
H₂O 40.837 168,584 6.884,426
N₂ 1104.410 143,667 158.667,494
O₂ 257.025 146,924 37.763,043
Jumlah 203.314,963
Menghitung ΔH Aout
Komponen Kmol
ΔH (kJ)
H₂O 40.837 8770.702 358166.295
N₂ 1104.410 7378.340 8148712.970
O₂ 257.025 7772.213 1997650.674
Jumlah 10.504.529,938
Qsteam = ΔH Aout – ΔH Ain
= 10.504.529,938 kJ – 203.314,963 kJ
= 10.301.214,976 kJ
Sebagai pemanas digunakan saturated steam dengan suhu 285 0C, dengan panas laten
27.231,824 kJ/kmol.
Jadi, kebutuhan steam, = 10.301.214,976 kJ
27.231,824 kJkmol⁄
= 378,279 kmol
= 6.816,580 kg
AH-01 ΔH Aout
T = 552,31 K
Q steam
ΔH Ain
T = 303 K
∫ 𝐶𝑝𝑑𝑇
303
298
∫ 𝐶𝑝𝑑𝑇
552,31
298

B-15
ARUS INPUT (kJ) OUTPUT (kJ)
ΔHAout 10.504.529,938
ΔHAin 203.314,963
Q steam 10.301.214,976
JUMLAH 10.504.529,938 10.504.529,938
9. Neraca Panas di sekitar Nanomembrane (NF-01)
Tujuan : Menghitung ΔH out nanomembrane
Input = Output
ΔH 7 = ΔH 11 + ΔH 12
Menghitung ΔH 7
Komponen Kmol
ΔH (kJ)
Na₂O.3,2 SiO₂ 0,194 2,520 0,490
H₂SO₄ 3,436 13,009 44,695
Na₂SO₄ 32,124 3.237,636 104.004,997
H₂O 25.319,551 1.072,275 27.149.530,067
Jumlah 27.253.580,249
Menghitung ΔH 11
Komponen Kmol
ΔH (kJ)
Na₂O.3,2 SiO₂ 0,194 2,520 0,490
H₂SO₄ 3,436 13,009 44,695
Na₂SO₄ 4,497 3.237,636 14.560,700
H₂O 25.319,551 1.072,275 27.149.530,067
Jumlah 27.164.135,952
NF
ΔH 7
T = 312,21 K
ΔH 12
T = 312,21 K
ΔH 11
T = 312,21 K
∫ 𝐶𝑝𝑑𝑇
312.21
298
∫ 𝐶𝑝𝑑𝑇
312.21
298
B-16
Menghitung ΔH 12
Komponen Kmol
ΔH (kJ)
Na₂SO₄ 27,626 3.237,636 89.444,297
H₂O 2.531,955 1.072,275 2.714.953,007
Jumlah (ΔH12) 2.804.397,304
ARUS INPUT (kJ) OUTPUT (kJ)
ΔH7 27.253.580,249
ΔH11 24.449.182,945
ΔH12 2.804.397,304
JUMLAH 27.253.580,249 27.253.580,249
∫ 𝐶𝑝𝑑𝑇
312.21
298
C-1
LAMPIRAN C
SPESIFIKASI ALAT
A. TANGKI PENYIMPANAN H₂SO4 (T-01)
Kode : T-01
Fungsi : Menyimpan H₂SO4 98% pada tekanan 1 atm dan suhu 30⁰C.
Tujuan : 1. Menentukan tipe tangki.
2. Menentukan bahan konstruksi tangki.
3. Menetukan kapasitas tangki.
4. Menetukan diameter dan tinggi tangki.
5. Menentukan jumlah plate dan tebal shell tiap plate.
6. Menentukan tinggi head tangki.
7. Menentukan tebal head tangki.
1. Menentukan tipe tangki
Kondisi operasi tangki penyimpanan H2SO4 98% adalah 1 atm dengan suhu 300C,
dengan demikian H2SO4 98% akan berada pada face cair. Pada kondisi operasi
seperti ini, tangki yang digunakan berupa tangki silinder tegak dengan dasar datar
(flat bottom) dan bagian atas berbentuk kerucut (conical roof). Tangki dengan tipe
tersebut memiliki konstruksi yang sederhana sehingga lebih ekonomis.
(Coulson & Richardson, 2005 4th vol 6, p.879)
2. Menentukan bahan konstruksi tangki
Dalam perancangan dipilih bahan konstruksi tangki Carbon stell SA 283 Grade C
dengan pertimbangan :
T-01
C-2
a. Tahan terhadap korosi.
a. Me4miliki allowable working stress cukup besar.
b. Tahan terhadap panas.
c. Harga relatif murah.
d. Tersedia banyak di pasaran.
(Coulson & Richardson, 2005 4th vol 6, p.295)
3. Menentukan kapasitas tangki
Menentukan H2SO4 dalam 30 hari
m = 3.496,944kg
jam x
24 jam
hari x 30 hari=2517799,540 kg
ρ = 1840kg
m3 = 114,867
lb
ft3
v = m
v =
2.517.799,540
1840= 1.368,369 𝑚3
= 48.323,495 ft3 = 8.606,786 bbl
4. Menentukan diameter dan tinggi tangki
Berdasarkan Appendix (Brownel and Young, item 3, 1977 : 346). Ukuran tangki
standar yang digunakan mempunyai kapasitas maksimal 9060 bbl. Sementara
kapasitas rancangan adalah 8942,829 bbl, sehingga tangki yang dibutuhkan 1 buah,
dengan spesifikasi berikut :
Diameter (D) : 45 ft
Tinggi (H) : 32 ft
Jumlah course : 4 buah
Butt-welded course : 96 in = 8 ft
5. Menghitung jumlah plate dan tebal shell tiap plate.
Direncanakan menggunakan shell plate dengan 96 in Butt-welded course.
ts =PD
2fE + c (Eq. 3.16, Brownell and Young, p.45)
Keterangan :
Ts : Tebal shell (in)
P: Internal pressure (lb/in2)
D : Inside diameter (in)
C-3
E : Efisiensi pengelasan = 0,8
(Tabel 13.2, Brownell and Young, p.254 tipe double welded joint)
c : Corrosion allowance = 55000 lb/in2
(Tabel 13.1, Brownell and Young, p.252, Stainless steel AISI 304)
P = ρ (
g
gc) (H-1)
144 (Eq. 3.17, Brownell and Young, p.45)
Dimana :
ρ : Densitas (lb/ft3)
Sedangkan panjang shell course dihitung menggunakan persamaan :
L = π D - welded leght
12 n (Brownell and Young, 1977, p.55)
Dimana :
D : inside diameter, in
Weld leght : n x allowable welded joint
n : jumlah plate
Direncanakan jumlah plate yang akan digunakan sebanyak 10 buah untuk setiap
course dengan jarak antar plate 5/32 in untuk sambungan vertical dan lebar plate 8
ft.
Course 1 :
H1 = 32 ft
D = 45 ft
P = P operasi + ρ (
g
gc) (H-1)
144
P operasi = 14,7 psi
P = P operasi + ρ (
g
gc) (H-1)
144
P = 𝜌 (
𝑔
𝑔𝑐) (𝐻−1)
144= 14,7 +
114,867 𝑥 1 (32−1)
144= 39,428 lb/in²
ts =PD
2fE + c =
39,428 x 45
2 x 5500 x 0,8+ 0 = 0,242 in
Dalam perancangan, digunakan tebal plate 0,25 in. (Appendix E, Brownell and Young,
p.347)
L = π (D + ts) - welded leght
12 n=
3,14 (45 + 0,242) - 5/32
12 x 10= 14,383 ft
Dalam perancangan digunakan panjang shell 15 ft.
Course 2
C-4
H = H1 – 8 = 32 – 8 = 24 ft
D = 45 ft
P = P operasi + ρ (
g
gc) (H-1)
144
P operasi = 14,7 psi
P = 14,7 +114,867 𝑥 1 (24−1)
144= 33,047 lb/in²
ts = PD
2fE + c = (
33,047 x 45
2 x 55000 x 0,8) + 0 = 0,203 in
Dalam perancangan, digunakan tebal plate 0,21 in. (Appendix E, Brownell and Young,
p.347)
L = π (D + ts) - welded leght
12 n=
3,14 (45 + 0,203) - 5/32
12 x 10= 14,122 ft
Dalam perancangan digunakan panjang shell 15 ft.
Course 3
H = H2 – 8 = 24 – 8 = 16 ft
D = 45 ft
P = P operasi + ρ (
g
gc) (H-1)
144
P operasi = 14,7 psi
P = 14,7 +114,867 𝑥 1 (16 − 1)
144= 26,665 lb/in²
ts = PD
2fE + c = (
26,665 x 45
2 x 55000 x 0,8) + 0 = 0,164 in
Dalam perancangan digunakan tebal plate 3/16 in. (Appendix E, Brownell and Young,
p.347).
L = π (D + ts) - welded leght
12 n=
3,14 (45 + 0,164) - 5/32
12 x 10= 14,120 ft
Dalam perancangan digunakan panjang shell 15 ft.
Course 4
H = H3 – 8 = 16 – 8 = 8 ft
D = 45 ft
P = P operasi + ρ (
ggc
) (H-1)
144
P = 14,7 + 114,867 x 1 x (8 - 1)
144 = 20,284 lb/in²
C-5
ts = PD
2fE + c = (
20,284 x 45
2 x 55000 x 0,8) + 0 = 0,124 in
Dalam perancangan digunakan tebal plate 3/16 in. (Appendix E, Brownell and Young,
p.347).
L = π (D + ts) - welded leght
12 n =
3,14 (45 + 0,124) - 5/32
12 x 10 = 14,120 ft
Dalam perancangan digunakan panjang shell 15 ft.
Course Panjang shell (ft) Lebar plate (ft) Tebal shell (in)
1 15 8 0,25
2 15 8 0,21
3 15 8 3/16
4 15 8 3/16
6. Menentukan Tinggi Head Tangki
Berdasarkan Fig.4.8. (Brownell & Young, 1977, p.63) :
sin θ = (D
2 x r) =
D
2 x √ (D2
)2
+ (H)2
sin θ = 45
2 x √ (45 ft
2)
2
+ (32)2
= 0,575
θ = 32,9550
Dimana : H = tinggi tangki (ft)
α = 900 – θ
α = 900 – 32,9550
α = 57,0450
C-6
tan α = D
2L
L = D
2 x tan α = (
45 ft
2 x 57,045⁰) = 14,587 ft
Tinggi head = 15 ft
Maka, tinggi total dari tangki adalah 32 + 15 ft = 47 ft.
7. Menentukan Tebal Head Tangki
Persamaan untuk menghitung tebal head :
th = P . D
2 cos α (f . E - 0,6 P)
(Eq. 6.154, Brownell and Young, 1977, p.118)
P = P operasi = 14,7 psi
th = 14,7 lb/in² . 45 ft x 12 in/ft
2 cos 57,045⁰ ((55000 lb/in² x 0,8) - (0,6 x 14,7 lb/in²))=0,130 in
Maka tebal head standar yang digunakan adalah 3/16 in.
(Tabel 5.6 Brownell and Young, 1977, p.88)
RINGKASAN TANGKI PENYIMPANAN H2SO4 (T-01)
Fungsi Menyimpan H2SO4 98% pada tekanan 1 atmosfer dan suhu 300C
Kondisi 1. Temperatur = 300C
2. Tekanan = 1 atm
3. Wujud cair = cair
Tipe Silinder vertical dengan flat buttom dan head conical roof
Bahan konstruksi Carbon Steal SA-283 Grade C
1. Jumlah = 1 buah
2. Diameter = 45 ft
3. Tinggi = 32 ft
4. Jumlah course = 4 buah
Course 1 1. Panjang shell = 15 ft
C-7
2. Lebar plate = 8 ft
3. Tebal shell = 0,250 in
Course 2 1. Panjang shell = 15 ft
2. Lebar plate = 8 ft
3. Tebal shell = 0,210 in
Course 3 1. Panjang shell = 15 ft
2. Lebar plate = 8 ft
3. Tebal shell = 3/16 in
Course 4 1. Panjang shell = 15 ft
2. Lebar plate = 8 ft
3. Tebal shell = 3/16 in
Tinggi head 15 ft
Tebal head 3/16 in
B. DISOLVER (D-01)
Kode : D-01
Fungsi : Tempat berlangsungnya pengenceran larutan H2SO4 98% menjadi
larutan H2SO4 5%.
Tujuan :
1. Menentukan tipe dissolver
2. Menentukan dimensi dissolver
3. Menentukan beban pengaduk
D-01
C-8
Kondisi operasi dissolver :
Suhu : 300C
Tekanan : 1 atm
Komponen aliran masuk disolver
Komponen Laju alir (kg/jam)
H2SO4 3.568,310
H2O 66.370,566
1. Menentukan tipe dissolver
Dissolver yang digunakan merupakan dissolver yang dilengkapi dengan pengaduk
dengan bahan konstruksi dari Stailess steel SA-193 Grade B16.
Pemilihan ini berdasarkan pada pertimbangan :
Tahan terhadap korosi
Mempunyai allowable stress yang cukup tinggi, 2000 psia
2. Menghitung dimensi dissolver
ρ campuran =3.568,310 + 66.370,566
(3.568,310/98,08) + (66.370,566/18,02) = 18,803 kg/m³
v campuran = 3.568,310 + 66.370,566
18,803 = 3.719,543 m3 = 3.719.542,9 liter
3. Menentukan volume dissolver
Untuk faktor keamanan, volume dissolver ditambah 20%, sehinga didapat,
V = 1,2 x 3.719.542,9 = 4.463.451,478 liter = 157.625,295 ft2 = 4463,351 m3
Volume total dissolver = volume shell + volume head
Bentuk dissolver yang dipilih adalah silinder tegak berpengaduk dengan
perbandingan H = 2D
(Rase, tabel 8-3, p.343)
Volume shell = π/4 x ID2 x H
ID = 36,889 ft = 442,668 in = 11,243 m3
H = 2D = 2 x 36,889 ft
= 73,778 ft = 885,336 in = 22,487 m3
4. Menghitung tebal dissolver
Tekanan operasi = 1 atm
P hidrostatik = ρ x g x h
C-9
dengan : h = tinggi dissolver = 73,778 ft
ρ = densitas campuran = 18,803 kg/m3 = 1,174 lb/ft3
g = gravitasi (g/gc) = 1,008
P hidrostatik = 102,2 lb/ft2 = 0,052 atm
P desain = P operasi + P hidrostatik = 1,052 atm = 15,46 psia
Tebal tangki
t = P x ri
f x E - 0,6 x P + c (Brownell and Young, 1959, p.254)
dimana :
P = tekanan desain = 15,46 psia
ri = jari-jari = ID/2 = 442,668/2 = 221,334 in
f = allowable stress dari bahan yang digunakan = 2000
(Brownell, tabel 13.1)
E = joint effenciency (efisien pengelasan) = 0,85 (Brownell, p.254)
C = faktor korosi = 0,125 (Rase, p.194)
t = 15,46 x 221,334
20000 x 0,85 - 0,6 x 15,46 + 0,125 = 0,326 in
dipilih tebal = 3/8 in
5. Menghitung tebal head
Reaktor terdiri atas dinding (shell), tutup atas da bottom. Head berbentuk
torispherical karena tekanan tangki kurang dari 200 psia.
OD = ID + 2t
OD = 443,321 in = 38 ft
Untuk OD = 443,321 in dan t = 3/8 in, diperoleh icr = 13 ½ in,
dan harga r = 102.
tebal head (th) = P x w x r
(2 x f x E) - 0,2 x P + C
w = 1
4 x [3 + (
r
icr)
0,5
]
w = 1,740
th = 0,206 in = 0,005 m
berdasarkan tebal head yang ada dipasaran, maka dipilih tebal head 5/16 in, sf
(straight flange) = 1 ½ - 3
inside corner radius (ics) = 1 1/8 in.
Brownell and Young, 1959, p.138
Brownell and Young, 1959, p.138
C-10
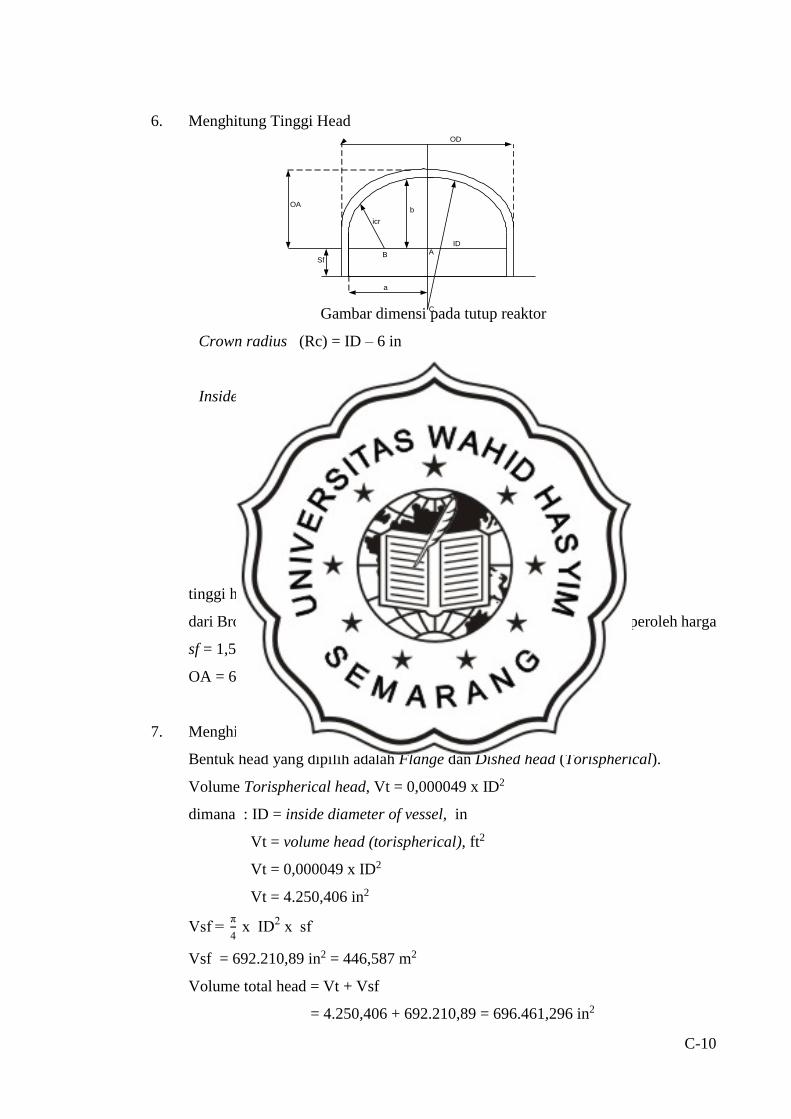
6. Menghitung Tinggi Head
Gambar dimensi pada tutup reaktor
Crown radius (Rc) = ID – 6 in
Rc = 436,668 in
Inside cornrr radius = 6% x Rc = 26,2 in
a = ½ D = ½ x 442,668 = 221,334 in
AB = a – irc = 436,668 – 13 3/8 = 214,334 in
BC = Rc – icr = 436,668 – 13 3/8 = 430,168 in
AC = √(BC)2 - (AB)2 = √(423,293)2 - (207,959)2
AC = 327,681 in
b = Rc – AC = 436,668 – 368,687 = 63,987 in
tinggi head penutup dissolver, OA = th + b + sf
dari Brownell and Young, (tabel 1959, tabel 5.8), untuk th = 3/8 in, diperoleh harga
sf = 1,5 – 3 in, dipilih sf = 4 1/2
OA = 68,693 in = 1,745 m.
7. Menghitung Volume Head
Bentuk head yang dipilih adalah Flange dan Dished head (Torispherical).
Volume Torispherical head, Vt = 0,000049 x ID2
dimana : ID = inside diameter of vessel, in
Vt = volume head (torispherical), ft2
Vt = 0,000049 x ID2
Vt = 4.250,406 in2
Vsf = π
4 x ID2 x sf
Vsf = 692.210,89 in2 = 446,587 m2
Volume total head = Vt + Vsf
= 4.250,406 + 692.210,89 = 696.461,296 in2
OD
IDA
a
B
b
icr
OA
Sf
C
C-11
= 449,329 m2 = 4.836,537 ft2
8. Menghitung Tinggi Total Dissolver
Tinggi cairan dalam dissolver
VL = 1/4 (π x ID² x HL)
HL = 13,710 m
Tinggi cairan total dalam dissolver
ZL = HL +OA+ th = 23,968 m
Tinggi keseluruhan
HT = tinggi shell + (2 x tingg head)
HT = 14,776 m
9. Menghitung Total Dissolver
VT = volume selongsong + (2 x volume total head)
= 4.463,351 + (2 x 0,544) = 4.464,439 m3
Perancangan pengaduk
Komponen Xi μ(cp)
H₂SO₄ 0,98 3,995
H₂O 0,09 0,252
Ln μ = x₁ ln μ₁ + x₂ + μ₂ = 0,98 ln 3,995 + 0,02 ln 0,252
μ = 1,330 cp
Dari Rase, Fig. 8.4, jenis pengaduk yang digunakan untuk viskositas 1,233 cp
adalah marine propeller (3 blades) dengan 4 buffle.
Dari (Brown,1973, p.507), diperoleh persamaan :
Dt/Di = 3
Zi/Di = 0,75 – 1,3 dipilih 1 (dari grafik)
Z1/Di = 2,7 – 3,9 dipilih 3,3 (dari grafik)
W/Di = 0,1
dimana : Dt = diameter tangki
Di = diameter impeller
Zi = jarak pengaduk dengan dasar tangki
Z1 = tinggi cairan
W = lebar buffle

C-12
Dari hasil perhitugan diperokeh :
Dt = 442,668 in = 11,243 m = 36,889 ft
Z1 = 78,636 m = 29,774 ft
Sehingga,
Di = Dt/3 = 11,243/3 = 3,748 m = 12,296 ft
Lebar buffle (w) = Di x 0,1 = 0,472 x 0,1 = 0,375 m
Jarak blade dan dasar tangki = Zi; (Zi/Di yang diijinkan 0,75–1,3)
Diambil harga 1, sehinga Zi = 1 x 2,019 = 3,748 m
Tinggi cairan = Z1 ; (Z1/Di yang diijinkan 2,7-3,9), sehingga diperoleh,
Tinggi cairan minimal = 2,7 x 2,019 = 10,119 m = 33,199 ft
Tinggi cairan maksimum = 3,9 x 2,019 = 14,616 m = 47,953 ft
Kecepatan putar pengaduk :
WELH
2 x Di= (
π x Di x N
600)
2
(Rase, p.345)
diamana :
WELH = tinggi cairan x specific gravity cairan
Di = diameter impeller, ft
N = kecepatan putar pengaduk, rpm
WELH =tinggi dissolver x ρ campuran
ρ air = (
92,955 x 1,174
62,428) = 1,748
maka : WELH
2 x Di= (
π x Di x N
600)
2
N = 23,234 rpm = 0,387 rps
Menghitung tenaga pengaduk
NRe = (Brown, 1971, p.348)
Dengan : Di = diameter impeller = 12,296 ft = 2,019 m
N = kecepatan pengaduk = 0,387 rps
ρ = density campuran = 1,174 lb/ft3
μ = viskositas campuran = 0.000894 lb/ft sec
NRe = bilangan Reynolds
Nre = N x Di
2 x ρ
μ = (
0,387 x 6,6242 x 1,174
0,000894) = 76.882,172
Dari Brown Fig. 477, untuk NRe = 76.882,172 diperoleh Np = 2
Np = 53
c
DiNρ
gP
μ
ρDN2
i
C-13
P = 2 x 1,174 x 0,387
2 x 6,624⁵
32,2 = 1.190,046 lbf.ft/sec
P yang dikoreksi :
P = 1.190,046 lbf.ft/sec√(Dt/Di)(Z1/Di) diinginkan
(Dt/Di)(Z1/Di) grafik
P = 1.190,046 lbf.ft/sec√(46,477/6,624)(29,774/26,624)
(3)(3,3) = 1.019,413 lbf.ft/ sec
P = 2,194 HP
tenaga pengaduk yang digunakan adalah 2,194 HP, sedangkan tenaga motor
penggerak pengaduk dapat dihitung dengan menggunakan persamaan berikut:
Power motor = 1,1 P + 0,5
= (1,1 x 2,194) + 0,5 = 2,913 HP
dengan efisiensi motor =75%,maka power motor minimal = 2,913
0,75 = 3,885 HP
Motor penggerak untuk pengaduk yang digunakan adalah 3,885 HP
10. Menghitung Tebal Jaket Pendingin
Dari perhitungan neraca panas, air pendingin yang dibutuhkan (Wa)
Wa = 245.175,442 kg/jam
ρ air pada 300C = 966,7 kg/m3
Kecepatan volumetrik air :
Q=Wa
ρa= (
245.175,442
966,7) =253,621 m3/jam
Ditentukan waktu tinggal media pendingin di dalam reactor selama 15 menit, maka
volume jaket yang dibutuhkan : Vj = Qa x waktu tinggal
Vj = 253,621 m3/j x 0,25 j = 63,405 m3
Ditentukan tinggi jaket (Hj) sama dengan tinggi cairan dalam reactor yaitu 13,710
m, maka diameter jaket = Dj
Vj = π/4 x Dj2 x Hj
Dj = 2,427 m
Tj = Dj - ID reaktor
2 =
2,247 - 2,019
2 = 0,408 m = 16,063 in
C-14
RINGKASAN DISSOLVER H2SO4 (D-01)
Kode D-01
Fungsi Tempat berlangsungnya pengenceran larutan H2SO4
98% menjadi larutan H2SO4 5%.
Tipe Dissolver berpengaduk
Jumlah 1 buah
Bahan konstrukso Staniless steel SA-193 Grade B16
Inside diameter 36 ft
Outside diameter 36,943 ft
Tinggi dissolver 48,478 ft
Volume dissolver 4.463,451 m3
Tebal shell 3/8 in
Tebal head 1/4 in
Volume head 0,544 m3
Tebal jaket pendingin 18,976 in
Pengaduk Jenis : Marine propeller 3 blades dengan 4 buffle.
Diameter impeller = 3 ft
Lebar buffle = 0,375 ft
Kecepatan putar = 23,234 rpm
Power motor = 4 HP
C. HEAT EXCHANGER (HE-01)
Kode : HE – 01
Fungsi : Memanaskan larutan sodium silikat sebelum masuk ke dalam reactor
dari suhu 300C sampai 800C.
Tujuan perancangan :
1. Menentukan tipe heat exchanger
C-15
2. Menentukan bahan konstruksi
3. Menentukan rute fluida panas dan dingin
4. Menentukan dimensi heat exchanger
5. Menghitung faktor kekotoran (Rd)
6. Menghitung pressure drop (ΔP)
1. Menentukan tipe heat exchanger
Dalam perancangan ini dipilih tipe heat exchanger jenis double pipe dengan
pertimbangan sebagai berikut :
a. Pressure drop (ΔP) rendah
b. Luas permukaan perpindahan panas < 200 ft2
2. Menentukan bahan konstruksi
Pada perancangan heat exchanger, bahan konstruksi yang dipilih Stainless Steel SA
– 316 dengan pertimbangan sebagai bahan yang tahan korosi terutama untuk larutan
asam sulfat encer. Selain itu, material ini memiliki allowable working stress yang
besar.
(Coulson & Richardson, 2005 4th vol 6, p.296-297)
3. Menentukan rute fluida panas dan dingin
Berdasarkan Kern, Table 6.2, p. 110 (1988) dipilih exchanger 4 × 3 in IPS. Dari
tabel tersebut dapat diketahui bahwa flow area di inner pipe lebih besar daripada di
annulus, sehingga larutan asam sulfat yang memiliki laju alir lebih besar
ditempatkan di dalam inner pipe sedangkan larutan sodium silikat ditempatkan di
dalam annulus.
4. Menentukan dimensi heat exchanger.
a. Data fluida panas dan fluida dingin.
Panas yang dilepaskan
Fluida panas
Suhu masuk heat exchanger
= 3.195.485,718 kJ/jam
= 3.028.736,07 Btu/jam.
= Asam Sulfat (H2SO4)
= 91,3°C = 196 °F
Suhu keluarheat exchanger = 80°C = 176 °F
C-16
Laju alir fluida panas = 69.938,876 kg/jam = 154.188,83 lb/jam
Pressure drop larutan maksimal = 10 psi
Fluida dingin = Sodium Silikat (Na2O.3,2SiO2)
Suhu masuk heat exchanger
Suhu keluarheat exchanger
= 30°C = 86 °F
= 80°C = 176 °F
Laju alir fluida dingin = 8.242,879 kg/jam = 18.172,438 lb/jam
Pressure drop larutan maksimal = 10 psi
b. Menghitung harga ΔTLMTD
Hot fluid (0F) Cold fluid (0F) Differensial (0F)
196 Hight temperature 176 20
176 Lower temperatura 86 90
∆T LMTD = 90 - 20
log (9020
) = 107,16⁰F
c. Menentukan luas perpindahan panas
Berdasarkan Kern, Table 8, p. 840 (1988) untuk sistem exchanger asam sulfat
sebagai fluida panas dan sodium silikat sebagai fluida dingin, harga UD (Design
Overall Coefficient) berada diantara 250–500 Btu/jam.0F.ft2. Maka dipilih UD =
250 Btu/jam.0F.ft2 sehingga luas perpindahan panas :
A = Q
Ud x ∆T LMTD = (
3.028.736,07
250 x 107,16) = 113,052 ft²
Karena A < 200 ft2, maka digunakan double pipe heat exchanger (Kern, 1988).
d. Menentukan ukuran heat exchanger
Berdasarkan Tabel 6.2 (Kern, 1988), digunakan exchanger 4 × 3 in IPS dengan
external surface (A’) = 1,178 ft2/ft.
e. Menghitung panjang lintasan fluida pada heat exchange
Panjang yang didapatkan = A
A' = (
113,052
1,178) = 95,969 ft
f. Menentukan jumlah hairpin yang digunakan
Panjang hairpin yang akan digunakan sebesar 20 ft, sehingga jumlah hairpin yang
dibutuhkan :
n = 95,969
2 x 20 = 2,399 = 3
Maka, panjang lintasan fluida menjadi = 2 x 20 x 3 = 120 ft
C-17
g. Mengoreksi luas perpindahan panas
Luas perpindahan panas yang terkoreksi :
A = L x A’ = 160 x 1,178 = 188,48 ft2
h. Mengoreksi harga UD (Design Overall Coefficient)
Ud = Q
A x ∆T =
3.028.736,07
141,36 x 107,163 = 199,936 Btu/jam.ft2.⁰F
5. Menghitung faktor kekotoran (Rd)
Rd = Uc - Ud
Uc x Ud
Keterangan :
Rd = faktor kekotoran (dirt factor)
Uc = clean overall coefficient
Ud = desig overall coefficient
a. Menghitung T avverage fluida panas dan fluida dingin
Fluida panas (H2SO4)
T av = (T1 + T2)
2=
196 + 176
2 = 186⁰F
Fluida dingin (Sodium silikat)
t av = (t2 + t1)
2=
176+86
2 = 131⁰F
Kedua fluida yang masuk heat exchanger, tidak termasuk senyawa hidrokarbon
atau fraksi petroleum serta nonviscous fluid. Oleh karena itu, pada perancangan
ini digunakan Tav, sehingga tidak perlu mencari harga caloric temperature (Tc).
b. Menghitung clean overall coefficient
Fluida panas : inner pipe, asam sulfat
Menghitunh flow area (ap)
D = 3,068/12 = 0,256 ft
(3,068 adalah ID untuk pipa IPS 3 inch, tabel 11 appendix)
ap = π D2/4 = 0,0513 ft2
Menghitung mass velocity (Gp)
Gp = W/ap = 154.188,830/0,0513 = 3.004.934,7 lb/hr.ft2
Menghitung Reynald number (Rep)
Pada T 1860F, didapatkan nilai μ = 0,22 cp (Fig. 14 appendix)
μ = 2,2 cp x 2,42 = 0,532 lb/ft.hr
C-18
Rep = Da x Gp/ μ = 0,526 x 3.004.934,7/0,532= 1.443.015,827
Berdasarkan kern, Fig.24, p.834 (1988), maka nilai jH sebesar 2700.
(Fig.24 appendix)
Pada Tav = 186 0F, didapatkan nilai c = 0,4 Btu/lb.0F (Kern, Fig.2,
p.804, 1988) dan k = 0,128 Btu/jam.ft2.0F. (Kern, tabel 4 appendix)
(cμ
k)1.3
=1,185
Menentukan hi
hi = jH k
Da (
cμ
k)1.3
(μ/μw)0,14 = 1.601,753 Btu/hrft²⁰F
koreksi hi pada permukaan OD, hio = hi x (ID
OD) = 1.404,051
Fluida dingin : annulus, sodium silikat
Menghitung flow area (aa )
D2 = 4,026/12 = 0,336 ft
(4,026 adalah ID untuk pipa IPS 4 inch, tabel 11 appendix)
D1 = 3,50/12 = 0,292 ft
(3,50 adalah OD untuk pipa IPS 3 inch, tabel 11 appendix)
aa = π(D22 – D1
2)/4 = π(0,3362 - 0,2922)/4 = 0,022 ft2
Da = (D22 – D1
2)/D1 = (0,3362 - 0,2922)/ 0,292 = 0.095 ft2
Menghitung mass velocity (Ga)
Ga = w/aa = 18.172,438/0,022 = 837.782,374 lb/hr.ft2
Menghitung Reynold number (Rea)
Pada tav = 1310F, didapatkan nilai μ = 0,9 cp (Fig.4 appendix)
μ = 0,9 x 2,42 = 2,178 lb/ft.hr
Rep = Da x Ga/ μ = (0,095 x 837.782,374)/ 2,178 =15944,525
Berdasarkan Kern, Fig.24, p.834 (1988), diperoleh hasil jH sebesar 170.
Pada tav = 1260F, didapatkan c = 0,0018 Btu/lb0F (Fig.24 appendix) dan
k = 49 Btu/hr.ft2.0F (Tabel. 4 appendix)
(cμ
k)1.3
=0,0431
Menentukan ho
hi = jH k
Da (
cμ
k)1.3
(μ/μw)0,14 = 3.790,986 Btu/hrft²⁰F
Clean Overall Coefficient (Uc)
C-19
Uc = hio x ho
hio + ho = 1.024,581 Btu/hrft².⁰F
2. Menghitung Rd
Berdasarkan Table 12 (Kern, 1988, p.845), diasumsikan bahwa fouling factor untuk
asam sulfat dan sodium silikat yaitu 0,002 dan 0,001.
Sehingga Rd = 0,002 + 0,001 = 0,003.
Sedangkan untuk Rd perhitungan :
1
Ud = (
1
Uc) + Rd, Rd = (
Uc - Ud
Uc x Ud) = 0,004
Apabila saat evalusai heat exchanger didapatkan nilai Rd lebih besar dari Rd
perhitungan (0,004), maka perlu dilakukan pembersihan.
6. Menghitung pressure drop (ΔP)
a. Fluida panas : inner pipe, asam sulfat
Untuk Rep = 1.443.015,827
f = 0,0035 + 0,264
(DGp
μ)
0,42 = 0,0042
spesifik gravity asam sulfat, s = 1,38 (Kern, tabel. 6 appendix)
ρ = 1,38 x 62,5 = 86,25 lb/ft2
Menghitung ∆F dan Pressure drop
∆Fp = 4f . Gp
2 .L
2g . ρ2 . D = 11,404 ft
∆Pp = ∆F x ρ
144= 6,830 psi
b. Fluida dingin : annulus, sodium silikat
D'e untuk pressure drop berbeda dengan De untuk heat transfer.
De' = (D2-D1) = (0,336 - 0,292) = 0,044
Rea = De' x Ga
μ = 16.860,787
f = 0,0035 + 0,264
(DGp
μ)
0,42 = 0,0079
Spesifik gravity sodium silikat, s = 0,97 (kern, tabel.6 appendix)
ρ = 0,97 x 62,5 = 60,625 lb/ft2
Menghitung Δfa
∆Fa = 4f . Ga
2 .L
2g . ρ2 . D = 20 ft

C-20
Menghitung Pressure Drop
V = Ga
3600 ρ = 3,839 fps
∆Fl = n (v²
2g') = 0,686 ft
∆Pa = (∆Fa x∆Fa) x ρ
144= 8,639 psi
RINGKASAN HEAT EXCHANGER (HE-01)
Fungsi Memanaskan larutan sodium silikat sebelum masuk ke
dalam reaktor dari suhu 303 K sampai 353 K
Tipe Double pipe Exchanger
Jalur fluida masuk Annulus : Sodium silikat
Inner pipe : Asan sulfat
Bahan Stanless steel SA-316
Spesifkasi Annulus :
ID = 4,026 in
Flow area = 2,64 in2
Inner pipe :
ID = 3,068 in
Flow area = 0,62 in2
Panjang pipa (L) = 120 ft
Annulus Inner pipe
Uc = 1.024,581 Btu/hr.ft2.0F
Ud = 199,936 Btu/hr.ft2.0F
Rd (required) = 0,003
Rd perhitungan = 0,004
8,639 psi ∆P perhitungan 6,830 psi
10 psi ∆P maksimal yang diijinkan 10 psi
C-21
D. REAKTOR (R-01)
Kode : R-01
Fungsi : Tempat berlangsungnya reaksi antara sodium silikat dengan asam sulfat
membentuk precipitated silica, sodium sulfat dan air.
Tujuan : 1. Menentukan jenis reaktor
2. Menentukan bahan konstruksi reaktor
3. Menghitung kapasitas reaktor
4. Menghitung tinggi dan diameter reaktor
5. Menghitung tebal shell
6. Menghitung tebal head dan tinggi head
7. Menghitung dimensi, kecepatan putar dan tenaga pengaduk
8. Menghitung dimensi jaket pendingin
1. Menentukan Jenis Reaktor
Reaktor yang dipilih adalah reaktor tangki berpengaduk (CSTR) dengan jaket
pendingin.
Alasan memilih jenis reaktor ini adalah sebagai berikut :
a. Reaksi yang berlangsung merupakan reaksi dalam fase cair – cair.
b. Reaksi berjalan secara kontinyu.
c. Jenis reaksinya adalah eksothermis sehingga dengan CSTR pengaturan suhu
lebih mudah dengan menggunakan jaket pendingin dan diharapkan dapat
mempertahankan kondisi operasi reaktor.
(Chevallier et al, 2001)

C-22
2. Menentukan Bahan Konstruksi Reaktor
Bahan konstruksi yang digunakan adalah Stainless steel SA-316 dengan
pertimbangan sebagai berikut :
a. Tahan terhadap korosi.
b. Mempunyai allowable stress yang cukup tinggi yakni 11300 psia.
(Peters & Timmerhaus, 1991)
3. Menentukan Kapasitas Reaktor
V = υo × τ
dimana υo
τ
(persamaan 4-7, Fogler, 2004)
= debit campuran reaktan masuk reaktor
= waktu tinggal
a. Menghitung debit campuran reaktan masuk reaktor
Arus Komponen Laju Alir Masuk Densitas*
Laju Alir
Volume
(kg/jam) (kg/m³) (m³/jam)
4 Na2O.3,2SiO2 8.242,879
1345 17,510 H2O 15.308,205
3 H₂SO₄ 3.496,944
1043 67,055 H2O 66.441,932
(*Perry 7th Edition, 1997)
v₀ = 17,510 + 67,055= 86,161 m3/hr = 84,566 liter/hr
b. Menghitung waktu tinggal
(persamaan 4-13, Fogler, 2004)
dimana XNK = 0,994
Menghitung konsentarsi sodium silikat masuk reaktor
Berat molekul komponen :
Sodium silikat = 254,31 kg/kmol
Asam sulfat = 98,08 kg/kmol
Air = 18,02 kg/kmol
Silikat = 60,1 kg/kmol
Sodium silikat = 142,05 kg/kmol
CNKO = F3NK/BMNK x vo
CNKO = 8398,417
254,31 x 86161,28=3,83 x 10¯⁴ kmol/liter
C-23
Menghitung kecepatan reaksi
Reaksi : Na2O.3,2SiO2 + H2SO4 3,2SiO2 + Na2SO4 + H2O
Persamaan kecepatan reaksi untuk reaksi elementer orde dua tersebut:
-rNK= dCNK/dt = k x CNK x CAS
Dimana :
CNK = CNKO – CNK = CNKO - (CNKO . XNK) = CNko (1 - XNK)
CAS = CASO – CAS = CASO – (CASO . XAS)
M = CASO/CNKO = 1,1
Keempat persamaan diatas dikombinasikan menjadi
-rNK = K . CNKO2 (1 - XNK)(M - XNK)
Dimana :
k = 1,2 x 1013 x e -9087,8482/353 liter/mol menit (Ulman’s, 2003)
untuk suhu reaksi 800C = 353 K, maka :
k = 1,2 x 1013 x e -9087,8482/353 liter/mol menit
k = 79.147,666 liter/kmol.menit
Sehingga dapat dihitung kecepatan reaksinya yaitu
-rNK = k . CNKO2 (1 - XNK)(M - XNK)
-rNK = 79.147,666 x (3,83 x 10-4)2 x (1 – 0,994) x (1,1 – 0,994)
-rNK = 7,395 x 10-6 kmol/liter.menit
Maka dapat dihitung waktu tinggalnya yaitu
τ = CNKO . XNK/-rNK =3,83 x 10-4 /7,395 x 10-6 = 51,519 menit = 0,86 jam.
c. Menentukan Kapasitas Reaktor
V = τ × debit input
V = 0,86 jam x 84,566 m3/jam = 72,613 m3
Jadi, volume bahan di dalam reaktor sebesar 72,613 m3.
E. Menentukan tinggi diameter reaktor
Untuk kapasitas reaktor sebesar 72,613 m3 atau 2.564,304 ft3, berdasarkan Fig 8-
1b Rase, 1977), dipilih tangki reaktor dengan spesifikasi sebagai berikut:
Volume reaktor = 2.564,304 ft3
Inside diameter = 45 ft
Tinggi reaktor = 60 ft
C-24
F. Menghitung tebal shell
ts = P x ri
(f x E) - (0,6 x P) (persamaan 13.1, Brownell & Young, 1959)
dengan, P = tekanan desain, psia
ri = jari-jari = ID/2 = 9/2 ft = 22,5 ft = 135 in
f = allowable stress dari Stainless steel SA-316
= 11.300 psia (Tabel 13.1, Brownel & Young, 1959)
E = welded-joint efficiency (efisiensi pengelasan)
= 0,85 single welded (Tabel 13.2, Brownell & Young, 1959)
Menghitung tekanan desain
P desain = P operasi + P hidrostatik
P operasi = 1 atm
P hidrostatik = ρ × g/gc × H
dengan : ρ = densitas campuran = 72,16 lb/cu.ft
g/gc = 1,0009
H = tinggi reaktor = 15 ft
P hidrostatik = 72,16 x 1,0009 x 15 = 1.083,374 lb/ft2 = 0,512 atm
P desain = P operasi + P hidrostatik
= 1 + 0,512 = 1,512 atm = 22,226 psia
Menghitung tebal shell
ts = P x ri
(f x E) - (0,6 x P) =
22,226 x 54
(11300 x 0,85) - (0,6 x 22,226) = 0,125
Maka, diperoleh tebal shell standar = 3/16 in = 0,125 in
G. Menghitung Tebal dan Tinggi Head
a. Menentukan bentuk head
Dipilih head reaktor berbentuk torispherical karena tekanan desain tangki kurang
dari 200 psia (Brownell & Young, 1959).
b. Menghitung tebal head
ts = P x w x ri
(2 x f x E) - (0,2 - P) (persamaan 7.77, Brownell & Young, 1959)
Dimana : P = tekanan desain = 22,226 psia
w = stress intensification factor
ri = jari-jari = ID/2 = 9/2 ft = 22,5 ft = 135 in
C-25
f = allowable stress dari Stainless steel SA-316
= 11.300 psia. (Tabel 13.1, Brownel & Young, 1959)
E = welded-joint efficiency (efisiensi pengelasan)
= 0,85 single welded (Tabel 13.2, Brownell & Young, 1959)
Menghitung stress intensification factor
w = 1
4 x [3 + (
rc
ri)
0,5
] (persamaan 7.76, Brownell & Yiung, 1959)
Berdasarkan Fig 7-18 (Brownell & Young, 1959) rc/rl merupakan fungsi dari tebal
shell, sehingga didapat rc/rl = 15,7
w = 1
4 x [3 + (15,7)0,5] = 1,741
Menghitung tebal head
th = P x w x ri
(2 x f x E) - (0,2 - P)
th = P x w x ri
(2 x f x E) - (0,2 - P)=
22,226 x 1,741 x 54
(2 x 11.300 x 0,85) - (0,2 x 22,226) = 0,272 in
berdasarkan tebal head standar yang ada dipasaran, maka dipilih tebal head 5/16 in.
c. Menghitung tinggi head
Berikut ini merupakan gambar dimensi pada head torispherical (Fig 5.0, Brownell
& Young, 1959).
Tinggi head = OA = th + b + sf
Dimana : th = 0,188
Sf = 2 in (Tabel 5.8, Brownell, 1959 untuk th = 3/16 in)
Sedangkan untuk memperoleh b, tahapannya adalah sebagai berikut :
Menentukan radius of dish (r) dan inside corner radius (icr)
C-26
Berdasarkan Tabel 5.7 (Brownell & Young, 1959), besarnya r dan icr ditentukan
oleh tebal head outside diameter (OD)
OD = ID + 2 tebal shell
OD = 108 + (2 x 0,188) = 108,375 in = 9 ft = 2,743 m
Pada Tabel 5.7 (Brownell & Young, 1959) diambil outside diameter 114 in, untuk
t = 3/16 in, diperoleh,
Radius of disk (r) = 108 in
Inside corner radius (icr) = 6 7/8 in
a = ½ ID = ½ x 45 ft = 22,5 ft = 135 in
AB = a – irc = 54 – 6,875 = 47,125 in
BC = r – irc = 108 – 6,875 = 101,125 in
AC = √(BC)2 - (AB)2 = √(101,125)2 - (47,125)2
= 89,473 in
b = r – AC = 108 – 89,473 = 18,527 in
maka, dapat dihitung tinggi head
OA = th + b +sf
= 0,188 + 18,527 + 2 = 20,714 in.
Jagi, tinggi head berukuran 20,714 in.
7. Menghitung Dimensi, Kecepatan Putar dan Tenaga Pengaduk
a. Menentukan jenis pengaduk
Jenis pengaduk ditentukan dari viskositas bahan keluar reaktor. Berikut ini
perhitungan viskositas bahan keluar reaktor (arus 5).
Komponen xi (massa) Viskositas*(cp) xi.μ
Na2O.3,2SiO2 0,0005 17,0000 0,0085
H2SO4 0,0036 5,7100 0,0206
SiO2 0,0663 500,0000 33,1500
Na2SO4 0,0489 1,2800 0,0626
H2O 0,8806 0,3523 0,3102
Jumlah 33,552
(*Yaws, 1999)
Didapatkan viskositas campuran = 33,552 cp = 38,662 lb/ft.sec.
Dari Fig. 8-4 dan Tabel 8.2 (Rase, 1977), jenis pengaduk yang dapat digunakan
untuk viskositas 1-100 cp adalah curved blade turbine.
C-27
b. Menentukan dimensi pengaduk
Berdasarkan Brown (1978) halaman 507, untuk curved blade turbine, diperoleh
persamaan:
Dt/Di = 3
Zi/Di = 0,75 – 1,3
Z1/Di = 2,7 – 3,9
W/Di = 0,11
dengan : Dt = diameter tangki (inside) = 45 ft
Di = diameter impeller
Zi = tinggi cairan
Z1 = lebar buffle
Sehingga diperoleh :
Diameter impeller
Dt/Di = 3
Di = 45/3 = 15 ft
Lebar buffle
W/Di = 0,11
W = 3 x 0,11 = 1,65 ft
Jarak pengaduk dengan dasar tangki
Zi/Di = 0,75 – 1,3 diambil Zi/Di = 1,025
Zi/Di = 1,025
Zi = 1,025 x 3 = 3,075 ft
Tinggicairan
Z1/Di = 2,7 – 3,9
Tinggi cairan minimum = 2,7 x 3 = 8,1 ft
Tinggi cairan maksimum = 3,9 x 15 = 58,5 ft
c. Menentukan Kecepatan Putar Pengaduk
WELH
2 x Di = (
π x Di x N
600)
2
(persamaan 8.8, Rase, 1977)
Dimana : WELH = water equivalent height, ft
Di = diameter impeller, ft
N = kecepatan putar pengaduk, rps
C-28
Menghitung densitas bahan keluar
Tenaga pengaduk didasarkan pada densitas bahan keluar reaktor guna mendapatkan
tenaga pengaduk yang lebih optimal. Densitas Bahan Keluar Reaktor (Arus 5) :
Komponen xi (massa) Densitas*(kg/m3) xi.ρ
Na2O.3,2SiO2 0,0005 930,002 0,4650
H2SO4 0,0036 1768 6,3648
SiO2 0,0662 1600 105,9200
Na2SO4 0,0489 1895,3 92,6801
H2O 0,8806 1 0,8806
Jumlah 261,669
(Perry 7th Edition, 1997)
Jadi densitas campuran bahan keluar reaktor sebesar 261,669 kg/m3 atau 16,335
lb/ft3, merupakan densitas campuran pada suhu 800C. Sementara itu, densitas air
pada suhu 800C adalah 63,865 lb/ft3.
Menghitung WELH
WELH = water equivalent height, ft
WELH = tinggi cairan x specivic gravity cairan
WELH = tinggi cairan x ρ campuran
ρ air = (
117 x 261,669
63,865) = 14,963 ft
Maka dapat dihitung kecepatan pengaduk
WELH
2 x Di= (
π x Di x N
600)
2
2,993
2 x 3 = (
3,14 x 3 x N
600)
2
N = 8,997 rpm = 0,150 rps
d. Menghitung Tenaga Pengaduk
P = Po x ρ x N³ x Di⁵
gc (Persamaan 460, Brown, 1978)
Dimana : P = tenaga pengaduk
Po = power number
ρ = densitas campuran = 16,335 lb/ft3
N = kecepatan pengadukan = 0,750 rps
Di = diameter impeller = 3 ft
C-29
Menentukan power number (Po)
Berdasarkan Fig. 477 (Brown, 1978) power number merupakan fungsi dari
bilangan Reynolds.
Nre = N x Di
2 x ρ
μ (Brown, 1978, p.507)
Dimana : μ = viskositas campuran = 33,552 cp = 0,644 lb/ft.sec
Nre = N x Di
2 x ρ
μ = (
0,750 x 32 x 16,336
0,023) = 1.002,082
Dari Fig. 477 (Brown, 1978), untuk NRe == 1.002,082 diperoleh Po = 3,8
Menghitung tenaga pengaduk
P = Po x ρ x N³ x Di⁵
gc
P = 3,8 x 16,335 x (0,750)3 x (3)⁵
32,2 = 1,579 lb/ftsec = 3 HP
Tenaga pengaduk standar yang digunakan adalah 3 HP. Jika efisiensi motor adalah
75%, maka power motor minimal adalah,
P = 3/0,75 = 4 HP.
Maka motor penggerak untuk pengaduk yang digunakan adalah 4 HP.
8. Menghitung diameter jaket pendingin
a. Menghitung luas perpindahan panas reaktor dengan jaket pendingin
A = Q
Ud x ∆T LMTD
Dimana : UD = desind overall coefficient
Q = beban pendingin reaktor = 23.618.168 kJ/jam
= 22.385.704 Btu/jam
Menghitung UD
1
Ud = (
1
Uc) + Rd,
dimana, Uc = hio x hi
hio + hi
Menghitung hi
Persamaan dari Rase (1977) p. 358, Tabel 8.6:
hi x Dt
K = 0,68 (
ρ x N x Di
μ)
0,67Cp x μ
K
0,33
C-30
Dengan :
μ = viskositas campuran = 38,662 lb/ft.sec
ρ = densitas campuran = 68,206 lb/ft3
K = konduktivitas panas = 0,443 Btu/hr.ft2 0F
Cp = kapasitas panas campuran = 19,545 Btu/lb.0F
Dt = diameter tanki = 9 ft
Di = diameter impeller = 3 ft
N = kecepatan putar pengaduk = 5515,041 rph
hi x Dt
K = 0,68 (
ρ x N x Di
μ)
0,67Cp x μ
K
0,33
hi x Dt
K = 1.322,992
hi = 12,730 Btu/hr.ft2.0F
Menghitung hio
hio = hi x (ID/OD) = 12,730 x (9/9) = 12,730 Btu/hr.ft2.0F
Menghitung Uc
Clean Overall Coefficient (Uc)
Uc = hio x ho
hio + ho
Uc = hio x ho
hio + ho =
12,730 x 12,730
12,730+ 12,730 = 6,365 Btu/hrft².⁰F
Asumsi dirt factor (Rd) = 0,003 (Kern, 1988, tabel 8, p.840)
Sehingga dapat dihitung UD
1
Ud = (
1
Uc) + Rd,
UD = 6,246 Btu/hr.ft2.0F
Menghitung ∆TLMTD
Hot Fluid (F) Cold Fluid (F) Differences (F)
High temperature 176 112,73 63
Low temperature 176 85,73 90
∆T LMTD = 90 - 63
log(90
63)
= 75,70⁰F
Maka dapat dihitung luas perpindahan panas
A = Q
Ud x ∆T LMTD = (
22385704
73,057 x 75,70) = 47.346,9 ft² = 4.398,671 m²
C-31
b. Menghitung tebal jaket pendingin
Untuk mengetahui tebal jaket pendingin, perlu terlebih dahulu menghitung
diameter jaket, volume jaket pendingin dan laju alir volume pendingin.
Mengghitung laju alir pendingin
v = m
ρ air = (
664.104,140
63,865) = 1.039,856
m3
jam
Menghitung volume jaket pendingin
Vj = v x waktu tinggal
Jika ditentukan waktu tinggal media pendingin di dalam jaket reaktor selama 3
menit (0,05 jam), maka volume jaket yang dibutuhkan :
Vj = v x waktu tinggal = 1.039,856 m3/jam x 0,05 jam = 51,993 m3
Menghitung tebal jaket
Jika tinggi jaket sama dengan tinggi reaktor (15 ft = 4,572 m), maka,
Vj = π/4 x (Dj2 – OD2) x H
51,993 = π/4 x (Dj2 – 2,7432 ) x 4,572
Dj = 4,692 m
Tebal jaket = Dj - OD
2 =
4,692 - 2,743
2 = 0,974 m = 3,196 ft
RINGKASAN REAKTOR (R-01)
Fungsi Tempat berlangsungnya reaksi antara sodium
silikat dengan asam sulfat membentuk precipitated
silika, sodium sulfat dan air.
Jenis reaktor CSTR
Tekanan operasi 1 atm
Suhu operasi 353 K
Bahan konstruksi Stainless steel SA-316
Spesifikasi reaktor Volume reaktoe = 2.612,685 ft3
Tinggi = 60 ft
Diameter = 45 ft
Tebal shell = 1/4 in
Tebal head = 5/16 in
Tinggi head = 20,714 in
Spesifikasi pengaduk Tipe pengaduk : Curved Blade Turbin
C-32
Diameter impeller = 3 ft
Lebar buffle = 0,33 ft
Kecepatan putar pengaduk = 2.699,046 rph
Tenaga motor = 4 HP
Spesifikasi jaket pendingin Luas permukaan perpindahan panas = 47.346,9 ft2
Tebal jaket = 3,196 ft
E. ROTARY DRYER (RD-01)
Kode : RD-01
Fungsi : Mengeringkan precipitated silica dari kadar air 25% menjadi 1,6%
Tipe : Direct Contact Counter Current Flow Rotary Dryer
Tujuan :
1. Menentukan tipe dryer
2. Menentukan bahan konstruksi rotary dryer
3. Menghitung dimensi rotary dryer
4. Menghitung jumlah putaran per detik
5. Menghitung time of passage
6. Menghitung tenaga rotary dryer
1. Menentukan Tipe Dryer
Dipilih direct contact counter current flow rotary dryer dengan pertimbangan
sebagai berikut :
a. Dapat beroperasi secara kontinyu
b. Termasuk tipe dryer yang memiliki kapasitas besar atau lebih dari 1000
kg/jam, sedangkan kapasitas yang dibutuhkan adalah 8.279,516 kg/jam.
C-33
c. Suhu udara pengering masuk yang digunakan sebesar 2790C sedangkan suhu
udara pemanas masuk untuk rotary dryer berkisar pada 120 – 3000C.
d. Bahan yang masuk dryer berupa cakes dan bahan yang keluar dari dryer
berupa powder.
e. Dipilih counter current flow karena menghasilkan efisiensi transfer panas
yang lebih besar dan material yang dikeringkan tidak heat-sensitive.
(Ulrich, 1987)
2. Menentukan Bahan Konstruksi Dryer
Bahan konstruksi yang digunakan adalah carbon steel SA-283-Grad C dengan
pertimbangan
a. Mampu mengolah aterial solid hingga temperatur 4500C.
b. Material tidak korosif.
c. Harganya relatif lebih murah dibandingkan stainless steel.
(Ulrich, 1984)
3. Menghitung Dimensi Rotary Dryer
a) Menghitung diameter rotary dryer.
At = As
s =
π D²
4 (persamaan 4-57, Ulrich, 1984)
Dimana : D = diameter, m
At = total drum cross sectional area, m2
As = total cross sectionalflow area, m2
S = percentage of cross section occupied by solid
a. Menghitung solid cross sectional area (As)
As = ms
ρs x Us
Dimana :
ms = masa wet solid masuk = 2,300 kg/s
ρs = densitas bulk solid = 1,6 kg/m3 (tabel 21-4, Perry 7th, 1997)
Us = solid average velocity = 1,7 m/s (tabel 4-10, Ulrich, 1984)
As = 2,300
1,6 x 1,7 = 0,846 m²
b. Menghitung total drum cross sectional area (At)
At = As
s
Dimana : s = percentage of cross section occupied by solid
C-34
= 0,125 (tabel 4-10, Ulrich, 1984)
At = 0,846
0,125 = 6,764 m²
c. Menghitung diameter rotary dryer
At =π D²
4
6,764 =π D²
4
D = 2,935 m.
Berdasarkan Tabel 12-18 (Perry 7th, 1997) dipilih diameter rotary dryer satndar
berukuran 3 m.
b) Menghitung Panjang Rotary Dryer
L = Q
0,006 x G0,47 x π x D x ∆T (persamaan 4-61, Ulrich, 1984)
Dimana : Q = laju transfer panas, kJ/s
G = average mass flux, kg/s.m2
D = diameter rotary dryer, m
∆T = beda suhu, 0C
a. Menghitung laju transfer panas (Q)
Q = ms [ (1
1 + xi) (Ts₂ - Ts₁) Cps + (
xi - xo
1 - xi) (hv - hl) + (
xo
1 + xi) (Ts₂ - Ts₁) Cpl]
(persamaan 4-58, Ulrich, 1984)
Ms = massa wet solid masuk = 2,300 kg/s
Xi = komposisi umpan = 0,575 kg water/kg dry solid
Xo = komposisi produk = 0,037 kg water/kg dry solid
Cps = kapasitas panas precipitated silika = 2 kg/kj0C
(Perry, 7th, 1997)
Cpl = kapasitas panas air = 4,2 kg/kj0C (Perry, 7th, 1997)
Ts2 = suhu produk = 1000C
Ts1 = suhu umpan = 39,210C
hv = enthalpy saturated vapor pada suhu 2120F
= 2798,250 kJ/kg
hl = enthalpy saturated liquid pada suhu 103 0F
= 81,849 kJ/kg
Q = ms [ (1
1 + xi) (Ts₂ - Ts₁) Cps + (
xi - xo
1 - xi) (hv - hl) + (
xo
1 + xi) (Ts₂ - Ts₁) Cpl]
C-35
Q = 1872,07 kJ/s.
b. Menghitung beda suhu
∆T = (Tv₁ - Twb₁) - (Tv₁ - Twb₂)
ln (Tv₁ - Twb₁Tv₁ - Twb₂)
Dimana : Tv1 = suhu udara kering masuk = 165,970C
Tv2 = suhu udara kering keluar = 1000C
Twb1 = suhu wet bulb udara pengering masuk = 46,250C
Twb2 = suhu wet bulb udara pengering keluar = 40,50C
∆T = (165,97 − 46,25) − (100 − 40,5)
ln(165,97 − 46,25
100 − 40,5)
= 86,13⁰C
c. Menghitung panjang rotary dryer
L = Q
0,006 x G0,47 x π x D x ∆T
Dimana : Q = laju transfer panas = 157,53 kJ/s
G = average mass flux = 2,5 kg/s.m2
D = diameter rotary dryer = 2,935 m
∆T = beda suhu = 82,694 0C
L = 1537,53
0,006 x 2,50,47 x 3,14 x 2,935 x 86,13= 17,47 m
Maka, dipilih panjang rotary dryer standar berukuran 18 meter.
4. Menghitung Jumlah Putaran per Detik
N = v
π D (persamaan 12-54, Perry 7th, 1997)
Dimana : N = jumlah putaran per detik
D = diameter = 2,935 m
V = periperal speed rotary dryer yang diijinkan adalah 0,25–0,5 m/s,
diambil 0,5 m/s. (hal. 12-54, Perry 7th, 1997)
N = v
π D=
0,5
3,14 x 2,935 = 0,054 rps
C-36
5. Menghitung Time Of Passage
t = s x v x ρs
ms (persamaan 12-55, Perry 7th, 1997)
Dimana : s = persentage of cross section occupited by solid = 0,125
v = volume rotary dryer
ρs = densitas precipitated silika = 1,6 kg/m3
ms = 138,94 kg/menit
a. Menghitung volume rotary drayer
v = π
4 x D² x L
v = π/4 x 2,9352 x 17,47
v = 118,172 m3
b. Menghitung time of passage
t = s x v x ρs
ms
t = 0,170 jam = 10,206 menit
6. Menghitung Tenaga Rotary Dryer
P = 8D2 (tabel 4-10, Ulrich, 1984)
P = 8 x 2,9352
P = 68,936 HP
Maka, diambil tenaga rotary dryer standar 69 HP.
RINGKASAN ROTARY DRYER (RD-01)
Fungsi Untuk mengeringkan precipitated silica dari kadar
25% menjadi 1,6%
Jenis Direct Contact Counter Current Flow Rotary Dryer
Bahan konstruksi Carbon Steel SA-283 Grade C
Diameter dryer 2,935 m
Panjang dryer 17,470 m
Jumlah putaran 0,054 rps
Time of passage 10,206 menit
Tenaga 69 HP
D-1
LAMPIRAN D
ANALISA EKONOMI
Kapasitas Produksi : 50.000 ton/tahun
Basis Perhitungan : 1 tahun (330 hari)
Tahun Evaluasi : 2022
Kurs mata uang : Rp. 13.407,00/US$
(Bank Indonesia, 8 Januari 2018)
Langkah – langkah analisa kelayakan ekonomi pada perancangan pabrik precipitated
silica meliputi:
1. Capital Invesment
2. Manufacturing Cost
3. General Expense
4. Analisa Kelayakan
1. Capital Invesment
Capital investment terdiri dari:
a. Fixed Capital Investment
b. Working Capital Invesment
c. Plant Start Up
d. Interest During Construction
Perubahan harga alat terjadi dari tahun ke tahun karena perubahan kondisi
perekonomian. Untuk memperkirakan harga alat, diperlukan indeks yang dapat
digunakan untuk menkonversikan harga alat pada masa lalu, sehingga dapat diperoleh
harga alat pada masa sekarang atau yang akan datang. Untuk tujuan tersebut digunakan
data Indeks terdahulu yang ditampilkan dalam tabel D.1. Jenis indeks yang digunakan
adalah Chemical Engineering Plant Cost Index dari data plant cost index di Chemical
Engineering Online.
D-2
Tabel D.1 Chemical Engineering Plant Cost Index tahun 2005 s/d 2016
Tahun Plant Cost Indeks
2005 468,2
2006 499,6
2007 525,4
2008 575,4
2009 521,9
2010 550,8
2011 585,7
2012 584,6
2013 567,3
2014 576,1
2015 556,8
2016 541,7
(Sumber: http://www.chemengonline.com/pci-home, 2017)
Gambar D.1. Grafik Hubungan antara Tahun dengan Plant Cost Index
Dari grafik tersebut diperoleh persamaan:
y = 6,5059 x – 12.534
dengan:
x = tahun
y = plant cost index
Dari persamaan tersebut, dapat dihitung nilai plant cost index pada tahun 2022 adalah:
y = 6,5059 (2022) – 12.534
Untuk menentukan harga alat pada saat sekarang dapat ditentukan dengan persamaan:
Ex = Ey × Nx
Ny
D-3
Dalam hubungan ini:
Ex = harga alat pada tahun pembelian
Ey = harga alat pada tahun referensi
Nx = indeks harga pada tahun pembelian
Ny = indeks harga pada tahun referensi
(Aries and Newton, 1995, p.16)
Untuk mengetahui harga alat yang sama dengan kapasitas berbeda, maka harga alat
tersebut dapat diestimasi dengan cara membandingkan dengan alat sejenis yang telah
diketahui kapasitas serta harganya dengan menggunakan persamaan berikut:
Eb = Ea × (Cb
Ca)
n
Dimana:
Eb = harga untuk kapasitas b
Ea = harga untuk kapasitas a
Cb = kapasitas b
Ca = kapasitas a
n = eksponen
(Aries and Newton, 1995, p.15).
Nilai eksponen tergantung pada jenis alat sebagai fungsi kapasitas (Ulrich, 1984).
Namun secara umum, nilai eksponen untuk semua alat adalah 0,6 ((Aries and Newton,
1995, p.15).
Harga alat pada tahun 2014 dan 2022 dapat dilihat pada tabel D.2 berikut:
Tabel D.2. Harga Alat pada Tahun 2014 dan 2022
Kode Alat Jumlah Harga 2014 US$ Total
T Tangki 2 152.300,000 304.600,000
HE-01 HE 1 1 44.300,000 44.300,000
D-01 Dissolver 1 474.800,000 474.800,000
RF-01 Rotary Filter 1 229.300,000 229.300,000
R-01 Reactor 1 700.000,000 700.000,000
BM-01 Ball Mill 1 92.100,000 92.100,000
SC Screw Conveyor 2 12.700,000 25.400,000
RD-01 Rotary Dryer 1 284.900,000 284.900,000
BE Bucket Elevtor 3 7.000,000 21.000,000
BC Belt Conveyor 1 21.400,000 21.400,000
S Silo 2 5.500,000 11.000,000
BL Blower 3 3.000,000 9.000,000
D-4
AH-01 Air Heater 1 41,700.000 41.700,000
VS-01 Vibrating Scren 1 20,900.000 20.900,000
B Baging Machine 1 287,900.000 287,900.000
F Filtasi 1 44,200.000 44,200.000
P Pompa 8 10,300.000 82.400,000
NF-01 Nano Membrane 1 20,600.000 20,600.000
C Cyclone 1 5,700.000 5,700.000
PC Pneumatic Conveyor 2 40,700.000 81.400,000
H Hopper 2 11,400.000 22.800,000
Valve 11 9.400 103.400,000
Total Equipment Cost (2014) 2.928.800,000
Total Equipment Cost (2022) 3.357.170,386
A. Fixed Capital Investment
Fixed Capital Investment (FCI) adalah pengeluaran yang diperlukan untuk
mendirikan fasilitas produktif.
Fixed Capital Investment terdiri dari:
1. Biaya Pembelian Alat (Purchased Equipment Cost)
Purchased Equipment Cost (PEC) adalah harga pembelian alat proses dari tempat
pembelian. Purchased Equipment Cost terdiri dari:
a. Harga pembelian alat (EC) = $ 3.357.170,386
b. EMKL (15%EC) = $ 503.575,558
c. Pengangkutan alat sampai pelabuhan (15%EC) = $ 503.575,558
d. Asuransi (0,6%EC) = $ 20.143,022
e. Provisi bank (0,25%EC) = $ 8.392,926
f. Pengangkutan dari pelabuhan sampai lokasi (15%EC) = $ 503.575,558
g. Pajak barang impor (15%EC) = $ 503.575,558
Total Purchased Equipment Cost (PEC) = $ 5.400.008,566
2. Biaya Pemasangan Alat (Equipment Installation Cost)
Equipment Installation Cost adalah biaya yang dibutuhkan untuk pemasangan alat
– alat proses dan biaya pemasangannya. Berdasarkan Aries & Newton (1955) p.77,
Equipment Installation Cost sebesar 43% dari PEC yang terdiri dari, material 11%
dan buruh 32%.
a. Material = 11% x PEC
= 11% x $ 5.400.008,566
= $ 594.000,942
D-5
b. Labour = 32% PEC
Pemasangan alat menggunakan 5% tenaga asing dan 95% tenaga Indonesia.
Perbandingan manhour asing : Indonesia = 1 : 3
1 manhour asing = $ 20
1 manhour Indonesia = $ 5
= Rp. 67.035,00
Jumlah manhour = 32% x PEC
(USD 20 x 0,05) + (USD 5 x 3 x 0,95)
Jumlah manhour = 32% x $ 5.400.008,566
(USD 20 x 0,05) + (USD 5 x 3 x 0,95)
= $ 113.311,655
Tenaga asing = 5% x 1 x 113.311,655 manhour x ($ 20/manhour)
= $ 113.311,655
Tenaga lokal = 95% x 3 x 113.311,655 manhour x ($ 5/manhour)
= $ 1.614.691,086
Total Equipment Installation Cost = $ 2.322.003,684
3. Biaya Pemipaan (Piping Cost)
Piping cost adalah biaya yang dikeluarkan untuk sistem pemipaan dalam
proses dan biaya pemasangannya. Dari Tabel 17 Aries & Newton (1955) p.
78, diperoleh bahwa untuk system pemipaan fluid – fluid biaya pemipaan
sebesar 86% PEC, terdiri dari material 49% PEC dan ongkos buruh 37% PEC
(100% tenaga Indonesia).
a. Material = 49% x PEC
= 49% $ 5.400.008,655
= $ 2.646.004,197
b. Labor = 37% x PEC
= 37% x $ 5.400.008,655
= $ 1.998.003,170
Total Piping Cost = $ 4.644.007,367
4. Biaya Instrumentasi (Instrument Cost)
Instrumentation Cost adalah biaya yang digunakan untuk melengkapi system
proses dengan suatu pengendalian (control). Dari Tabel 19, Aries & Newton
D-6
(1955) p.97 diperoleh bahwa untuk extensive control besarnya biaya
instrumentasi adalah 30% PEC terdiri dari material 24% PEC dan buruh 6%
PEC.
a. Material = 24% x PEC
= 24% x $ 5.400.008,566
= $ 1.296.002,056
b. Labor = 6% x PEC
Dalam instrumentasi, digunakan 5% tenaga asing dan 95% tenaga
Indonesia. Perbandingan manhour asing : Indonesia = 1 : 3
1 manhour asing = $ 20
1 manhour Indonesia = $ 5
Jumlah manhour = 6% x PEC
(USD 20 x 0,05) + (USD 5 x 3 x 0,95)
Jumlah manhour = 6% x $ 5.400.008,566
(USD 20 x 0,05) + (USD 5 x 3 x 0,95)
= $ 21.245,935
Tenaga asing = 5% x $ 21.245,935 x 1 x $ 20
= $ 21.245,935
Tenaga lokal = 95% x $ 21.245,935 x 3 x $ 5
= $ 302.754,579
Total Instrument Cost = $ 1.620.002,570
5. Biaya Insulasi (Insulation Cost)
Insulation Cost adalah biaya yang dibutuhkan untuk system insulasi di dalam
proses produksi. Dari Tabel 21, Aries & Newton (1955) p. 98, diperoleh
besarnya biaya insulasi adalah 8% PEC, terdiri dari material 3% PEC dan
buruh 5% PEC. Dalam hal ini digunakan 100% tenaga kerja Indonesia.
a. Material = 3% x PEC
= 3% x $ 5.400.008,566
= $ 162.000,257
b. Labor = 5% x PEC
= 5% x $ 5.400.008,566
= $ 265.574,192
Total Insulation Cost = $ 427.574,449
D-7
6. Biaya Instalasi Listrik (Electrical Installation Cost)
Electrical cost adalah biaya yang dipakai untuk pengadaan sarana pendukung
dalam penyediaan atau pendistribusian tenaga listrik. Dari Tabel 22, Aries &
Newton (1955) p. 102, diperoleh bahwa besarnya biaya listrik adalah 10%,
yang terdiri dari material 8% PEC dan 2% PEC.
a. Material = 8% x PEC
= 8% x $ 5.400.008,566
= $ 432.000,685
Dalam pemasangan, digunakan 100% tenaga kerja Indonesia
b. Labor = 2% x PEC
= 2% x $ 5.400.008,566
= $ 106.229,68
Total Electrical Instalation Cost = $ 538.230,362
7. Biaya Bangunan (Building Cost)
Luas bangunan diperkirakan 15.874 m2 dengan harga bangunan /m2 sebesar
Rp. 4.000.000,00.
Total harga bangunan = Rp. 4.000.000,00 x 15.874 m2
= Rp 63.496.000.000,00
= $ 4.736.033,415
Total Building Cost = $ 4.736.033,415
8. Land and Yard Improvement Cost
Luas Tanah diperkirakan = 25.000 m2
Harga tanah diperkirakan = Rp. 2.500.000,00
Total Land Cost = Rp. 2.500.000,00 x 25.000 m2
= Rp. 62.500.000.000,00
= $ 4.661.743,865
Total Land and Yard Improvement Cost = $ 4.661.743,865
9. Biaya Utilitas (Utility Cost)
Biaya utilitas adalah biaya yang dikeluarkan untuk pengadaan unit – unit
pendukung proses, antara lain air, steam, listrik, dan udara tekan. Dari Tabel
D-8
31, Aries & Newton (1955) p. 109 diperoleh bahwa biaya utilitas diperkirakan
sebesar 40% untuk pemakaian rata – rata pabrik beroperasi normal (average
service).
Total Utility Cost = 40% x PEC
= 40% x $ 5.400.008,566
= $ 2.160.003,427
10. Biaya Lingkungan (Enviromental Cost)
Environmental cost adalah biaya yang digunakan untuk pemeliharaan
lingkungan sekitar pabrik baik yang di dalam maupun di luar pabrik dan
pembuatan IPAL. Biaya lingkungan diperkirakan sebesar 10 – 30% PEC.
Total Enviromental Cost = 20% x PEC
= 20% x $ 5.400.008,566
= $ 1.080.001,713
PHYSICAL PLANT COST (PPC)
Tabel D.3 Physical Plant Cost
No. Physical Plant Cost (PPC) US$
1 Purchased Equipment Cost 5.400.008,566
2 Equipment Instalation 2.322.003,684
3 Piping Cost 4.644.007,367
4 Instrumentation Cost 1.620.002,570
5 Insulation Cost 427.574,449
6 Electrical Instalation 538.230,362
7 Building Cost 4.736.033,415
8 Land and Yard Improvement Cost 4.661.743,865
9 Utility Cost 2.160.003,427
10 Environmental Cost 1.080.001,713
Total PPC (US$) 27.589.609,418
11. Engineering and Construction Cost
Engineering and Construction Cost adalah biaya untuk design engineering,
field supervisior, temporary construction, dan inspection. Dari Tabel 4, Aries
& Newton (1995) p. 4, untuk physical cost lebih dari $ 5.000.000 maka biaya
Engineering & Construction Cost sebesar 20% PPC.
Total Engineering and Construction Cost = 20% x PPC
= 20% x $ 27.589.609,418
Total Engineering and Construction Cost = $ 5.517.921,884
D-9
DIRECT PLANT COST (DPC)
DPC = PPC + Total Engineering and Construction Cost
= $ 27.589.609,418 + $ 5.517.921,884
= $ 33.107.531,301
12. Contractor’s Fee
Contractors fee adalah biaya yang dipakai untuk membayar kontraktor
pembangunan pabrik. Dari Tabel 4, Aries & Newton (1955) p. 4 biaya
contractor fee diestimasi sebesar 4 – 10% DPC, diambil 10% DPC.
Total Contractor’s Fee = 10% x DPC
= 10% x $ 33.107.531,301
= $ 3.310.753,130
13. Contingency
Contingency adalah biaya kompensasi perubahan harga dan kesalahan
estimasi. Dari Tabel 5, Aries & Newton (1955) p. 4, besarnya 10 – 25% DPC.
Dalam hal ini ditetapkan 20% DPC.
Total Contractor’s Fee = 20% x DPC
= 20% x $ 33.107.531,301
= $ 6.621.506,260
FIXED CAPITAL INSVESTMENT (FCI)
Tabel D.4 Fixed capital investment (FCI)
No. Total Fixed Capital Investment (FCI) Biaya (US$)
1 DPC (Direct Plant Cost) 33.107.531,301
2 Contractor’s Fee 3.310.753,130
3 Contingency Cost 6.621.506,260
Total FCI (US$) 43.039.790,692
B. Working Capital Investment
Working Capital adalah dana yang digunakan untuk menjalankan usah secara
normal, yang terdiri dari:
1. Raw Material Inventory
Raw Material Inventory diperkirakan selama 1 bulan. Harga asam sulfat Rp.
2.000/kg dan sodium silikat Rp. 2.700/kg.
D-10
Tabel D.5 Raw Material Inventory Cost
Raw Material Harga USD/ kg Harga 1 Bulan (USD)
Asam Sulfat 0,149 383.259,97
Sodium Silikat 0,201 3.414.880,83
Total Raw Material Invetory Cost 3.798.140,80
2. In Process Inventory
In Process Inventory adalah biaya yang harus ditanggung selama bahan
sedang berada dalam proses. Besarnya diperkirakan 50% dari Total
Manufacturing Cost. (Aries & Newton 1955 p. 12).
Biaya selama operasi = 0,5 x waktu siklus x TMC
12
= 0,5 x 1 x $ 65.770.797,383
12
Total In Process Inventory = $ 2.740.449,891
3. Product Inventory
Product Inventory adalah biaya yang diperlukan dalam penyimpanan produk
sebelum produk tersebut ke pasaran. Besarnya diperkirakan setara dengan 1
bulan produksi untuk harga total manufacturing cost (Aries & Newton, 1955,
p.12).
Total Produk Inventory Cost = 1
12 x TMC
= 1
12 x $ 65.770.797,383
= $ 5.480.899,782
4. Extended Credit
Extended credit adalah persediaan uang yang digunakan untuk menutup
penjualan barang yang belum dibayar. Besarnya diperkirakan setara dengan
hasil penjualan selama 1 bulan produksi atau 2 kali biaya total manufacturing
cost dalam 1 bulan produksi (Aries & Newton, 1955, p. 12).
Total Extended Credit = 2 x 1
12 x TMC
= 2 x 1
12 x $ 65. 770.797,383
= $ 10.961.799,564
D-11
5. Available Cash
Available cash digunakan sebagai persediaan uang untuk membayar buruh,
service, dan material. Besarnya diperkirakan sebanding dengan 1 bulan total
manufacturing cost (Aries & Newton, 1955, p. 13).
Total Available Cash = 1
12 x TMC
= 1
12 x $ 65.770.797,383
= $ 5.480.899,782
Working Capital Investment (WCI)
Tabel D.6. Working Capital Investment
No. Working Capital Investment (WCI) US$
1 Raw Material Inventory 3.798.140,799
2 In Process Inventory 2.740.449,891
3 Product Inventory 5.480.899,782
4 Extended Credit 10.961.799,564
5 Available Cash 5.480.899,782
Total WCI (US$) 28.462.189,818
C. Plant Start Up
Besarnya 5 – 10% dari FCI
Biaya Plant Start Up = 5% x FCI
= 5% x $ 43.039.790,692
= $ 2.151.989,535
D. Interest During Construction (IDC)
Bunga bank 5% pertahun dari FCI. Proses pembelian alat hingga pendirian pabrik
diperkirakan selama 2 tahun.
IDC = 5% x FCI x 2
= 5% x $ 43.039.790,692 x 2
= $ 4.303.979,069
TOTAL CAPITAL INVESTMENT (TCI)
Tabel D.7. Total Capital Investment (TCI)
No. Capital Investment Biaya (US$)
1 Total Fixed Capital Investment (FCI) 43.039.790,692
2 Total Working Capital (WCI) 28.462.189,818
3 Plant Start Up 2.151.989,535
4 Interest During Construction 4.303.979,069
Total Capital Investment (US$) 77.957.949,114
D-12
2. Manufacturing Cost
Merupakan biaya yang dikeluarkan untuk pembuatan suatu barang produksi.
A. Direct Manufacturing Cost
Direct Manufacturing Cost merupakan biaya yang dikeluarkan khusus dalam
pembuatan suatu produk, yang terdiri dari:
1. Biaya Bahan Baku (Raw Material Cost)
Sodium Silikat
Kebutuhan Sodium Silikat dalam 1 tahun = 186.524.585,3 kg
Harga Sodium Silikat = $ 0,201/kg
Total harga Sodium Silikat dalam 1 tahun = $ 37.563.689,14
Asam Sulfat
Kebutuhan Asam Sulfat dalam 1 tahun = 28.261.015,2 kg
Harga Asam Sulfat = $ 0,149/kg
Total harga Asam Sulfat dalam 1 tahun = $ 4.215.859,66
Total Biaya Bahan Baku = $ 44.286.321,720
2. Labor Cost
Tabel D.8 Total Labor Cost
Jabatan Jumlah Gaji/Bulan (Rp) Total Gaji/Tahun (Rp)
Kepala Regu 24 20.000.000 5.760.000.000
Karyawan Proses 28 7.500.000 2.520.000.000
Karyawan Utilitas 20 7.500.000 1.800.000.000
Karyawan K3 Dan Lingkungan 12 7.500.000 1.080.000.000
Karyawan Pengendalian Proses 28 7.500.000 2.520.000.000
Karyawan Pemeliharaan 8 7.500.000 720.000.000
Karyawan Laboratorium 12 7.500.000 1.080.000.000
Total Labor (Rp) 15.480.000.000,00
Total Labor (US$) 1.154.620,721
3. Supervisory Cost
Tabel D.9 Supervisory Cost
Jabatan Jumlah Gaji/Bulan (Rp) Gaji/Tahun (Rp)
Kepala Bag Teknik 1 32.000.000 384.000.000
Kepala Bag Produksi 1 30.000.000 360.000.000
Kepala Seksi Proses 1 25.000.000 300.000.000
Kepala Sek Pengn Proses 1 25.000.000 300.000.000
Kepala Seksi Utilitas 1 20.000.000 240.000.000
Kepala Seksi Pemeliharaan 1 20.000.000 240.000.000
Kepala Seksi K3, Kepala Lab 2 20.000.000 480.000.000
Total Labor (Rp) 2.304.000.000
Total Labor (US$) $ 171,850.526
D-13
4. Annual Maintenance Cost
Maintenance cost adalah biaya yang dikeluarkan untuk pemeliharaan
peralatan proses, besarnya 8 – 10% FCI. Dalam hal ini ditetapkan 9%
FCI. (Tabel 38, Aries & Newton, 1995, p. 163).
Total Annual Maintenance Cost = 9% x FCI
= 9% x $ 43.039.790,692
= $ 3.873.581,162
5. Plant Supplies Cost
Plant supplies cost ditetapkan sebesar 15% dari Annual Maintenance
Cost per tahun, karena dianggap pabrik beroperasi pada kondisi normal
(Aries & Newton, 1955, p. 168).
Total Plant Supplies Cost = 15% x AMC
= 15% x $ 3.873.581,162
= $ 581.037,174
6. Royalties & Patent Cost
Biaya untuk royalty dan paten adalah 1 – 5% dari harga penjualan
(sales) per tahun (Aries & Newton, 1955, p. 168).
Kapasitas Produksi = 50.000 ton/tahun
Harga Produk = Rp. 24.000,00/kg = $ 1,790/kg
Penjualan Produk = $ 89.505.482,211
Total Royalties and Patent Cost = 3% x $ 89.505.482,211
= $ 2.685.164,466
7. Utility Cost
Utility Cost adalah biaya yang dibutuhkan untuk pengoperasian unit –
unit pendukung proses sehingga dihasilkan steam, air bersih, listrik, dan
bahan bakar. Biasanya besarnya biaya utilitas adalah 25 – 50% dari
harga bangunan dan contingency (Aries & Newton, 1955, p.168).
Harga Bangunan + Contingency = $ 4.736.033,415 + $ 6.621.506,260
= $ 11.357.539,676
Total Utility Cost = 30% x $ 11.357.539,676
= $ 3.407.261,903
D-14
DIRECT MANUFACTURNG COST (DMC)
Tabel D.10. Total Direct Manufacturing Cost (DMC)
No. Direct Manufacturing Cost Total (US$)
1 Bahan Baku (Raw Material Cost) 44.286.321,720
2 Tenaga Kerja (Labor Cost) 1.154.620,721
3 Supervision Cost 171.850,526
4 Annual Maintenance Cost 3.873.581,162
5 Plant Supplies Cost 581.037,174
6 Royalties & Patent Cost 2.685.164,466
7 Utility Cost 3.407.261,903
Total DMC (US$) 56.159.837,672
B. Indirect Manufacturing Cost
Indirect manufacturing cost adalah pengeluaran yang tidak berkaitan
langsung dengan proses produksi suatu barang, yang terdiri dari:
1. Payroll Overhead Cost
Payroll overhead meliputi biaya untuk membayar pensiunan, liburan
yang ditanggung pabrik, asuransi, cacat jasmani akibat kerja, dan THR,
besarnya 15 – 20% dari Labor Cost (Aries & Newton, 1955, p. 173).
Total Payroll Overhead Cost = 15% x labor cost
= 15% x $ 1.154.620,721
= $ 173.193,108
2. Plant Overhead Cost
Plant overhead cost adalah biaya yang diperlukana untuk service yang
tidak langsung berhubungan dengan unit produksi yaitu pergudangan,
biaya kesehatan, dan bonus produksi. Besarnya 50 – 100% dari labor
cost. Dalam perkiraan ini ditetapkan 50% dari labor cost. (Aries &
Newton, 1955, p. 174).
Total Plant Overhead Cost = 50% x $ 1.154.620,721
= $ 577.310,360
3. Packaging Product and Transportation Cost
Besarnya 4 – 36% harga penjualan produk. Ditetapkan besarnya 4%
dari harga penjualan (Aries & Newton, 1955, p. 174).
Total Packaging and Transportation Cost = 4% x $ 89.505.482,211
= $ 3.580.219,288
D-15
INDIRECT MANUFACTURING COST
Tabel D.11. Total Indirect Manufacturing Cost
No. Indirect Manufacturing Cost Total (US$)
1 Payroll Overhead Cost 173.193,108
2 Laboratory Cost 115.462,072
3 Plant Overhead Cost 577.310,360
4 Packaging Cost and Transportation Cost 3.580.219,288
Total Indirect Manufacturing Cost 4.446.184,829
C. Fixed Manufacturing Cost
Fixed manufacturing cost merupakan pengeluaran yang berkaitan dengan
inisial Fixed Capital Investment dan harganya tetap, tidak tergantung pada
waktu maupun tingkat produksi (jumlah produksi). Fixed Manufacturing
Cost terdiri dari:
1. Depreciation
Depreciation merupakan penurunan harga peralatan dan gedung karena
pemakaian, besarnya 8 – 10% FCI. Ditetapkan 10% FCI (Aries &
Newton, 1955, p. 180).
Total Depreciation = 10% x FCI
= 10% x $ 43.039.790,692
= $ 4.303.979,069
2. Property Taxes
Property taxes adalah pajak yang dibayar oleh perusahaan, besarnya 1
– 2% FCI. Ditetapkan 1% dari FCI (Aries & Newton, 1955, p. 181).
Total Property Taxes = 1% x FCI
= 1% x $ 43.039.790,692
= $ 430.397,907
3. Insurance Cost
Pihak perusahaan harus mengeluarkan uang untuk biaya asuransi
pabriknya, besarnya 1% dari FCI (Aries & Newton, 1955, p. 182).
Total Insurance Cost = 1% x FCI
= 1% x $ 43.039.790,692
= $ 430.397,907
D-16
FIXED MANUFACTURING COST
Tabel D.12 Total Fixed Manufacturing Cost
No. Fixed Manufacturing Cost Total (US$)
1 Depreciation 4.303.979,069
2 Property Taxes 430.397,907
3 Insurance Cost 430.397,907
Total Fixed Manufacturing Cost 5.164.774,883
TOTAL MANUFACTURING COST
Tabel D.13 Total Manufacturing Cost
No. Manufacturing Cost US$
1 Direct Manufacturing Cost 56.159.837,672
2 Indirect Manufacturing Cost 4.446.184,829
3 Fixed Manufacturing Cost 5.164.774,883
Total Manufacturing Cost (US$) 65.770.797,383
3. General Expense
General expense adalah macam – macam pengeluaran yang berkaitan dengan
fungsi – fungsi perusahaan yang tidak termasuk manufacturing cost.
General Expense terdiri dari:
A. Administrasi
Biaya administrasi mencakup pengeluaran untuk gaji karyawan selain
karyawan proses yang terdiri dari:
1. Management Salaries
Tabel D.14 Management Salaries
No. Jabatan Jumlah Gaji/Bulan
(Rp)
Total Gaji/Tahun
(Rp)
1. Direktur 1 40.000.000 480.000.000
2. Manager Produksi 1 20.000.000 240.000.000
3. Manager Keuangan & Umum 1 20.000.000 240.000.000
4. Staf Ahli 3 15.000.000 540.000.000
5. Sekertaris 2 7.000.000 168.000.000
6. Kepala Bagian 3 15.000.000 540.000.000
7. Kepala Seksi 7 15.000.000 1.260.000.000
8. Karyawan Pemasaran 10 5.000.000 600.000.000
9. Karyawan Keuangan 8 5.000.000 480.000.000
10. Karyawan Personalia 6 5.000.000 360.000.000
11. Karyawan Humas 6 5.000.000 360.000.000
12. Karyawan Tata Usaha 8 5.000.000 480.000.000
13. Paramedis 3 4.200.000 151.200.000
D-17
14. Security 6 4.000.000 288.000.000
15. Sopir 8 3.800.000 364.800.000
16. Cleaning Service 15 3.500.000 630.000.000
Total Management Salaries (Rp) 7.182.000.000
Total Management Salaries (US$) $ 535.690,311
2. Legal Fee and Auditing
Untuk Legal Fee dan auditing disediakan = US$ 150.000
3. Office Supplies
Peralatan kantor setiap tahunnya disediakan sebesar US$ 30.000
TOTAL ADMINISTRATION COST
Tabel D.15. Administration Cost
No. Administration Total (US$)
1 Management Salaries 535.690,311
2 Legal Fee and Auditing 150.000,000
3 Office Supplies 30.000,000
Total Administration Cost 715.690,311
B. Sales Expense
Besarnya sales expense bervariasi, tergantung pada tipe produk, distribusi,
market, advertisement dan lain – lain. Secra umum besarnya diperkirakan 5 –
22% harga penjualan. Dalam perancangan ditentukan 5% dari harga
penjualan (Aries & Newton, 1955, p.185)
Total Sales Expense = 5% x MC
= 5% x $ 65.770.797,383
= $ 3.288.539,869
C. Research and Development Cost
Research and development cost besarnya antara 3,5 – 8% dari Manufacturing
cost.
Total Research and Development Cost = 5% x MC
= 5% x $ 65.770.797,383
= $ 3.288.539,869
D-18
D. Finance
Finance adalah pengeluaran untuk membayar bunga pinjaman modal.
Besarnya finance cost sebesar 2 – 4% dari Total Capital Investment.
Ditetapkan 3% (Aries & Newton, 1955, p. 187).
Total Finance Cost = 3% x TCI
= 3% x $ 77.957.949,114
= $ 2.338.738,473
TOTAL GENERAL EXPENSE (GE)
Tabel D.16. Total General Expense
No. General Expense Total (US$)
1 Administrasi 715.690,311
2 Sales Expense 3.288.539,869
3 Reseach and Development Cost 3.288.539,869
4 Finance 2.338.738,473
Total General Expense 9.631.508,523
TOTAL BIAYA PRODUKSI (PRODUCTION COST)
Tabel D.17. Total Biaya Produksi (Production Cost)
No. Production Cost Total (US$)
1 Total Manufacturing Cost 65.770.797,383
2 General Expense 9.631.508,523
Total Production Cost (US$) 75.402.305,906
4. Analisa Kelayakan
Untuk mengevaluasi kelayakan berdirinya suatu pabrik ada beberapa hal yang dapat
menjadi tolak ukur, antara lain:
a. Keuntungan / Profit
b. Percent Profit On Sales (POS)
c. Return On Investment (ROI)
d. Pay Out Time (POT)
e. Break Even Point (BEP)
f. Shut Down Point (SDP)
g. Discounted Cash Flow-Rate of Return (DCF-ROR)
D-19
A. Keuntungan / Profit
Kapasitas = 50.000 ton/tahun
Harga Produk = $ 1,790/kg
Total Penjualan Produk = $ 89.505.482,211
Biaya Produksi = $ 75.402.305,906
Keuntungan = Penjualan – Biaya Produksi
= $ 89.505.482,211 - $ 75.402.305,906
Keuntungan sebelum pajak = $ 14.103.176,305
Total Pajak = $ 2.820.635,261
Keuntungan setelah pajak = $ 14.103.176,305 - $ 2.820.635,261
= $ 11.282.541,044
B. Percent Profit On Sales (POS)
POS = keuntungan
total penjualan x 100%
POS sebelum pajak = keuntungan sebelum pajak
total penjualan x 100%
= $ 14.103.176,30
$ 89.505.482,211 x 100%
= 15,757%
POS setelah pajak = keuntungan setelah pajak
total penjualan x 100%
= $ 11.282.541,044
$ 89.505.482,211 x 100%
= 12,605%
C. Return On Investment (ROI)
Return on investment adalah tingkat keuntungan yang dapat dihasilkan dari
tingkat investasi yang dikeluarkan. Batas minimum Return On Investment
yang dapat diterima untuk indestri kimia dengan tingkat resiko rendah sebesar
11% (sebelum pajak) (Tabel 54, Aries & Newton,1955, p. 193).
ROI = keuntungan
Fixed Capital Investment x 100%
ROI sebelum pajak = keuntungan sebelum pajak
Fixed Capital Investment x 100%
= $ 14.103.176,30
$ 43.039.790,692 x 100%
= 32,768%
D-20
ROI setelah pajak = keuntungan setelah pajak
Fixed Capital Investment x 100%
= $ 11.282.541,044
$ 43.039.790,692 x 100%
= 26,214%
D. Pay Out Time (POT)
Pay out time adalah waktu pengambilan modal yang dihasilkan berdasarkan
keuntungan yang dicapai. Perhitungan ini diperlukan untuk mengetahui
dalam berapa tahun investasi yang dikeluarkan akan kembali. Adapun untuk
mengembalikan investasi tersebut digunakan 10% dari FCI yang dialokasikan
dari dana Depresiasi. Batas maksimum Pay Out Time yang dapat diterima
untuk industri kimia dengan resiko rendah yaitu 5 tahun (sebelum pajak)
(Tabel 55, Aeries & Newton, 1955, p. 196).
POT = Fixed Capital Investment
profit + depresiasi x 100%
POT sebelum pajak = Fixed Capital Investment
profit sebelum pajak + depresiasi x 100%
= $ 43.039.790,692
$ 14.103.176,30 + $ 4.303.979,069 x 100%
= 2,3 tahun
POT setelah pajak = Fixed Capital Investment
profit setelah pajak + depresiasi x 100%
= $ 43.039.790,692
$ 11.282.541,044 + $ 4.303.979,069 x 100%
= 2,8 tahun
E. Break Even Point (BEP)
Break even point adalah titik yang menunjukkan pada tingkat berapa biaya
dan penghasilan jumlahnya sama. Dengan Break Even Point kita dapat
menentukan tingkat berapa harga jual dan jumlah unit yang dijual secara
minimum dan berapa harga serta unit penjualan yang harga dicapai agar
mendapat keuntungan. Nilai BEP yang dapat diterima yaitu dibawah 60%
(Aries & Newton, 1955, p. 206).
BEP = Fa + 0,3 Ra
Sa -Va - 0,7 Ra ×100%
D-21
Dimana:
Fa : Fixed Manufacturing Cost pertahun
Ra : Regulated Cost pertahun
Sa : Sales pertahun
Va : Variabel Cost pertahun
1. Fixed Manufacturing Cost (Fa)
Tabel D.18 Fixed Manufacturing Cost
No. Fixed Manufacturing Cost Total (US$)
1 Depreciation 4.303.979,069
2 Property Taxes 430.397,907
3 Insurance Cost 430.397,907
Total Fixed Manufacturing Cost 5.164.774,883
2. Variable Cost (Va)
Tabel D.19 Variabel Cost
No. Variabel Cost Total (US$)
1 Raw material 44.268.321,720
2 Utilitas 3.407.261,903
3 Packaging and Product Transportation 3.580.219,288
4 Royalties and Patent 2.685.164,466
Total Fixed Manufacturing Cost 53.958.967,377
3. Regulated Cost (Ra)
Tabel D.20 Regulated Cost
No. Regulated Cost Total (US$)
1 Labor 1.154.620,721
2 Payroll overhead 173.193,108
3 Supervisory 171.850,526
4 Laboratorium 115.462,072
5 General expense 9.631.508,523
6 Annual maintenance 3.873.581,162
7 Plant supplies 581,037.174
8 Plant overhead 577.310,360
Total Fixed Manufacturing Cost 16.278.563,646
4. Sales (Sa)
Penjualan produk selama satu tahun = $ 89.505.482,211
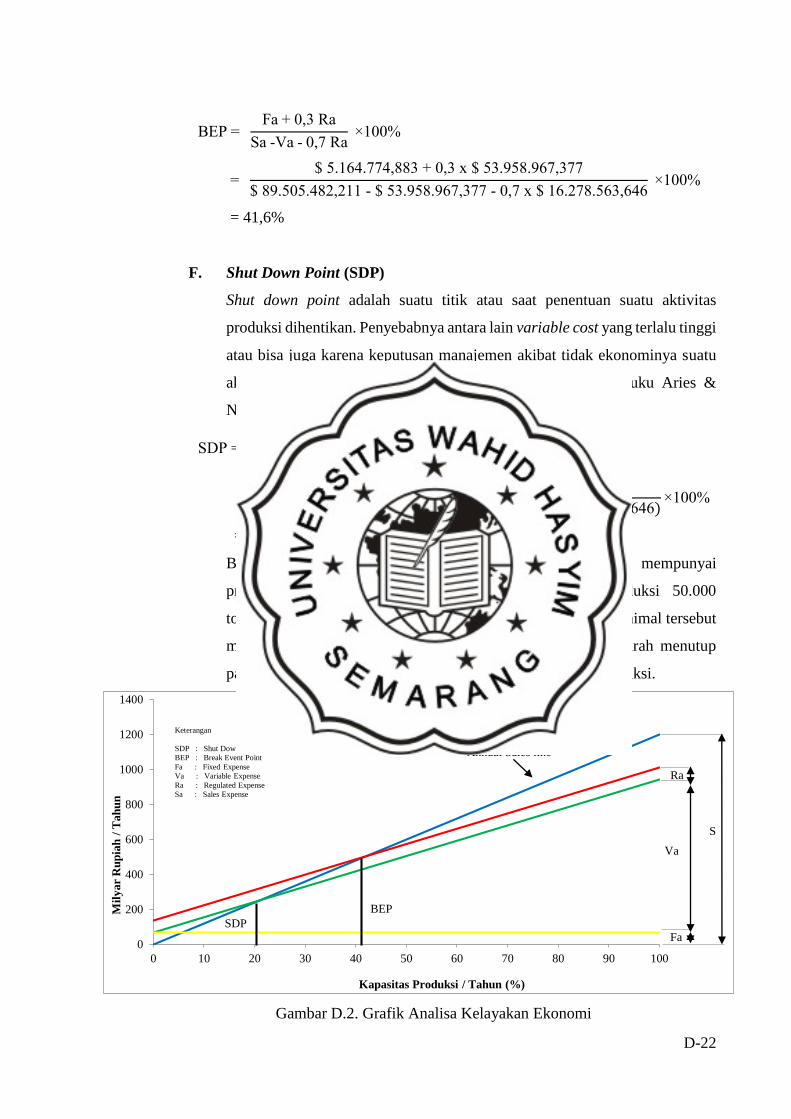
D-22
BEP = Fa + 0,3 Ra
Sa -Va - 0,7 Ra ×100%
= $ 5.164.774,883 + 0,3 x $ 53.958.967,377
$ 89.505.482,211 - $ 53.958.967,377 - 0,7 x $ 16.278.563,646 ×100%
= 41,6%
F. Shut Down Point (SDP)
Shut down point adalah suatu titik atau saat penentuan suatu aktivitas
produksi dihentikan. Penyebabnya antara lain variable cost yang terlalu tinggi
atau bisa juga karena keputusan manajemen akibat tidak ekonominya suatu
aktivitas produksi (tidak menghasilkan keuntungan). Pada buku Aries &
Newton (1955) p. 207, SDP dirumuskan sebagai berikut:
SDP = 0,3 Ra
(Sa -Va - 0,7 Ra)×100%
= 0,3 x $ 53.958.967,377
($ 89.505.482,211 - $ 53.958.967,377 - 0,7 x $ 16.278.563,646)×100%
= 20,2 %
Berdasarkan perhitungan di atas, pabrik precipitated silica mempunyai
presentase kapasitas minimal 20,2% dari kapasitas produksi 50.000
ton/tahun. Apabila pabrik tidak mampu mencapai kapasitas minimal tersebut
maka lebih baik berhenti operasi atau tutup karena lebih murah menutup
pabrik dan membayar Fixed Cost daripada harus terus berproduksi.
Gambar D.2. Grafik Analisa Kelayakan Ekonomi
0
200
400
600
800
1000
1200
1400
0 10 20 30 40 50 60 70 80 90 100
Mil
yar
Ru
pia
h /
Tah
un
Kapasitas Produksi / Tahun (%)
Keterangan
SDP : Shut Down Point
BEP : Break Event Point
Fa : Fixed Expense
Va : Variable Expense
Ra : Regulated Expense
Sa : Sales Expense
Annual Sales line
Ra
Va
S
Fa
BEP
SDP
D-23
G. Discounted Cash Flow-Rate Of Return (DCF-ROR)
Untuk mengetahui besarnya i (Rate of Return), maka digunakan metode
Discounted Cash Flow (DCF). Discounted Cash Flow adalah salah satu cara
untuk menganalisa kelayakan ekonomi pabrik dimana Discounted Cash Flow
didefinisikan sebagai prospek pertumbuhan suatu instrument investasi dalam
beberapa waktu ke depan.
Fixed capital investment (FCI) = $ 43.039.790,692
Working capital investment (WCI) = $ 28.462.189,818
Salvage value (SV) = 10% x FCI
= $ 4.303.979,069
Depresiasi = $ 4.303.979,069
Cash flow (CF) = keuntungan sesudah pajak + depresiasi + finance
= $ 11.282.541,044 + $ 4.303.979,069 + $ 2.338.783,473
= $ 17.925.258,586
Umur pabrik = FCI – SV
Depresiasi
= $ 43.039.790,692 – $ 4.303.979,069
$ 4.303.979,069
= 9 tahun
(FCI + WCI) (1 + i)n = {((1+i)n-1 + (1 + i)n-2 + ….. + 1) CF) + (WCI + SV)}
Dengan trial diperoleh harga i (rate of return) = 25%
Harga rate of return lebih besar dari suku bunga bank yaitu 6,25%
Tabel D.21 Resume Analisa Kelayakan Ekonomi
No. Parameter Hasil Perhitugan Tolak Ukur
1 Keuntungan (Profit) setelah pajak $ 11.282.541,044 -
2 Percent Profit On Sales (POS) setelah pajak 12,605 % -
3 Return On Investment (ROI) sebelum pajak 32,768 % Min. 11%
4 Pay Out Time (POT) sebelum pajak 2,3 tahun Maks. 5 tahun
5 Break Even Point (BEP) 41,6 % < 60%
6 Shut Down Point (SDP) 20,2 % -
7 Rate Of Return (ROR) 25% >6,25%
Berdasarkan resume analisa kelayakan pada tabel di atas, dapat diketahui bahwa pabrik
precipitated silica ini layak untuk didirikan.




















