4. PENGOLAHAN DAN ANALISA DATA 4.1 . Penjelasan Proses ... · proses produksi. Setiap proses...
67
14 Universitas Kristen Petra 4. PENGOLAHAN DAN ANALISA DATA 4.1 . Penjelasan Proses Produksi Produk Ordner 4.1 .1. Penjelasan Proses Produksi Produk Ordner Plain Proses produksi yang ada pada departemen ordner terdiri dari sepuluh proses produksi. Setiap proses memiliki cara pengerjaan yang berbeda. Peta proses operasi ordner plain dapat dilihat pada lampiran 5a. Berikut adalah proses produksi dari awal sampai akhir untuk membuat ordner plain : 1. Proses Pemotongan (Menggunakan mesin chan chun, satu operator) Operator mengambil lembaran chipboard dan menatanya ke atas meja kerja. Lembaran chipboard yang telah ditata dimasukkan ke dalam mesin chan -chun dan dipotong berdasarkan tiga ukuran yaitu 401, 402, dan 403. Lembaran chipboard yang telah dipotong ditaruh di atas palet untuk dipindahkan ke proses laminasi chipboard . 2. Proses Laminasi Chipboard (Menggunakan mesin laminasi, dua operator) Operator pertama mengambil lembaran chipboard dan memasukkan ke mesin laminasi, untuk memberikan lem pada permukaan karton. Operator kedua mengambil hasil laminasi dan mengabungkan karton menjadi lembaran chipboard berangkap tiga. Setelah lembaran chipboard terlapis menjadi tiga bagian, operator menumpuk lembaran chipboard tersebut menjadi satu dan membawanya ke mesin press. Tumpukan lembaran chipboard diletakkan ke dalam mesin press dan mendapat tekanan agar hasil laminasi karton tidak mudah terbuka. 3. Proses Laminasi Outer (Menggunakan mesin crathern, tiga operator) Operator pertama memasukkan lembaran outer ke dalam mesin hongming untuk melapisi permukaan outer dengan lem. Lapisan outer yang telah dilapisi lem kemudian masuk ke dalam conveyor berjalan. Operator kedua mengambil lembaran chipboard dan menempelkannya pada lembaran outer yang berada diatas convenyor berjalan. Lembaran ordner yang telah dilapisi outer kemudian direkatkan dengan menggunakan mesin roll agar lapisan outer tidak terbuka. Operator ketiga kemudian mengambil hasil lembaran ordner yang telah di masukkan ke dalam mesin roll dan memindahkannya ke atas palet.
Transcript of 4. PENGOLAHAN DAN ANALISA DATA 4.1 . Penjelasan Proses ... · proses produksi. Setiap proses...
-
14 Universitas Kristen Petra
4. PENGOLAHAN DAN ANALISA DATA
4.1 . Penjelasan Proses Produksi Produk Ordner
4.1 .1. Penjelasan Proses Produksi Produk Ordner Plain
Proses produksi yang ada pada departemen ordner terdiri dari sepuluh
proses produksi. Setiap proses memiliki cara pengerjaan yang berbeda. Peta
proses operasi ordner plain dapat dilihat pada lampiran 5a. Berikut adalah proses
produksi dari awal sampai akhir untuk membuat ordner plain:
1. Proses Pemotongan (Menggunakan mesin chan chun, satu operator)
Operator mengambil lembaran chipboard dan menatanya ke atas meja kerja.
Lembaran chipboard yang telah ditata dimasukkan ke dalam mesin chan-chun dan
dipotong berdasarkan tiga ukuran yaitu 401, 402, dan 403. Lembaran chipboard
yang telah dipotong ditaruh di atas palet untuk dipindahkan ke proses laminasi
chipboard .
2. Proses Laminasi Chipboard (Menggunakan mesin laminasi, dua operator)
Operator pertama mengambil lembaran chipboard dan memasukkan ke mesin
laminasi, untuk memberikan lem pada permukaan karton. Operator kedua
mengambil hasil laminasi dan mengabungkan karton menjadi lembaran chipboard
berangkap tiga. Setelah lembaran chipboard terlapis menjadi tiga bagian, operator
menumpuk lembaran chipboard tersebut menjadi satu dan membawanya ke mesin
press. Tumpukan lembaran chipboard diletakkan ke dalam mesin press dan
mendapat tekanan agar hasil laminasi karton tidak mudah terbuka.
3. Proses Laminasi Outer (Menggunakan mesin crathern, tiga operator)
Operator pertama memasukkan lembaran outer ke dalam mesin hongming
untuk melapisi permukaan outer dengan lem. Lapisan outer yang telah dilapisi
lem kemudian masuk ke dalam conveyor berjalan. Operator kedua mengambil
lembaran chipboard dan menempelkannya pada lembaran outer yang berada
diatas convenyor berjalan. Lembaran ordner yang telah dilapisi outer kemudian
direkatkan dengan menggunakan mesin roll agar lapisan outer tidak terbuka.
Operator ketiga kemudian mengambil hasil lembaran ordner yang telah di
masukkan ke dalam mesin roll dan memindahkannya ke atas palet.
http://www.petra.ac.idhttp://dewey.petra.ac.id/dgt_directory.php?display=classificationhttp://digilib.petra.ac.id/help.html
-
15 Universitas Kristen Petra
4. Proses Linen ( Menggunakan conveyor, tiga operator)
Operator pertama mengambil lembaran linen dan memberikan lem pada
permukaan linen. Linen yang telah terlapisi lem ditaruh di atas conveyor kecil.
Operator kedua dan ketiga mengambil lembaran linen dan menempelkannya pada
bagian tengah lembaran karton yang telah di laminasi outer. Operator kemudian
mengelap lembaran ordner yang telah dilapisi linen dan menaruhnya ke atas meja
kerja. Tumpukan lembaran ordner yang telah di linen kemudian dipindahkan ke
atas palet untuk dibawa ke proses laminasi inner.
5. Proses Laminasi Inner ( Menggunakan mesin hongming , empat operator)
Operator pertama memasukkan lembaran inner ke dalam mesin hongming
untuk melapisi permukaan inner dengan lem. Lembaran inner yang telah dilapisi
lem kemudian masuk ke dalam conveyor berjalan. Operator kedua dan ketiga
kemudian mengambil lapisan inner pada conveyor dan menempelkannya pada
lembaran ordner di atas meja kerja. Lembaran ordner yang telah dilapisi inner
kemudian di lap dengan menggunkan kain dan ditempatkan kembali pada
conveyor menuju mesin roll. Lembaran ordner yang telah dilapisi inner kemudian
dimasukkan ke dalam mesin roll agar lapisan inner tidak terbuka. Operator
keempat mengambil hasil lembaran ordner yang telah di roll dan kemudian
memindahkannya ke atas palet untuk dibawa ke proses creasing.
6. Proses Creasing ( Menggunaka mesin creash, satu operator)
Operator mengambil lembaran ordner yang telah di laminasi inner dan
memasukannya ke dalam mesin creash dan secara otomomatis sensor akan
memasang logam creasing pada lembaran ordner. Lembaran ordner yang telah di
creasing di letakkan ke atas meja kerja dan kemudian dipindahkan ke atas palet
untuk dibawa ke proses eticket.
7. Proses Eticket (Menggunakan mesin rolling , dua operator)
Operator pertama mengambil eticket dan memberikan lem pada permukaan
eticket. Etcket yang telah dilapisi lem ditempel pada lembaran ordner yang telah
di creasing. Operator kemudian mengelap permukaan ordner yang telah dilapisi
eticket dan memasukkanya ke dalam mesin roll. Operator kedua mengambil
lembaran ordner pada mesin roll dan meletakannya pada meja kerja. Lembaran
-
16 Universitas Kristen Petra
ordner kemudian ditum puk dan dipindahkan ke atas palet untuk dibawa ke proses
fingering.
8. Proses Fingering (Menggunakan mesin fingering , satu operator)
Operator mengambil lembaran ordner yang telah diberi eticket, dan
memasukannya ke dalam mesin fingering dan secara otomatis sensor akan
memasang logam fingering pada lembaran ordner. Lembaran ordner yang telah
terpasang logam fingering kemudian dipindahkan ke rak beroda untuk dibawa ke
proses rado.
9. Proses Radoring (Menggunakan mesin rhado, satu operator)
Operator mengambil lembaran ordner yang telah terpasang logam finger ring
dan memasukannya ke dalam mesin rhado dan secara otomatis sensor akan
memasang logam rado ring pada lembaran ordner. Lembaran ordner yang telah
terpasang logam rado ring kemudian dipindahkan ke rak beroda untuk dibawa ke
proses mekanik.
10. Proses Pemberian Mekanik dan Pengepakan (Menggunakan mesin mekanika,
tiga operator)
Operator pertama mengambil lembaran ordner yang telah dipasang logam
radoring dan memasukkannya ke dalam sensor mesin mekanika. Lembaran
ordner yang terpasang mekanik kemudian di letakkan ke atas meja kerja. Operator
kedua memasang klip pada mekanik dan membungkus ordner dengan kertas agar
permukaannya tidak tergores. Operator ketiga menata ordner plain yang telah
dipasang mekanik dan kemudian memasukannya ke dalam box. Setelah box terisi
penuh operator melakukan pengepakan dan memberikan stempel produk jadi pada
box.
4.1 .2. Penjelasan Proses Produksi Produk Ordner PVC
Proses produksi yang ada pada departemen ordner terdiri dari dua belas
proses produksi. Setiap proses memiliki cara pengerjaan yang berbeda. Peta
proses operasi ordner PVC dapat diliha t pada lampiran 5b. Berikut adalah
penjelasan proses produksi dalam pembuatan produk ordner PVC:
1. Proses Pemotongan (Menggunakan mesin chan chun, satu operator)
-
17 Universitas Kristen Petra
Operator mengambil lembaran chipboard dan menatanya ke atas meja kerja.
Lembaran chipboard yang telah ditata dimasukkan ke dalam mesin chan-chun dan
dipotong berdasarkan tiga ukuran yaitu 401, 402, dan 403. Lembaran chipboard
yang telah dipotong kemudian ditaruh diatas palet untuk dipindahkan ke proses
laminasi chipboard.
2. Proses Laminasi Chip board (Menggunakan mesin laminasi, dua operator)
Operator pertama mengambil lembaran chipboard dan memasukkan ke roll
mesin laminasi untuk memberikan lem pada permukaan karton. Operator kedua
mengambil hasil laminasi dan mengabungkan chipboard menjadi lembaran
berangkap tiga. Setelah chipboard terlapis menjadi tiga bagian, operator
menumpuk lembaran chipboard tersebut menjadi satu dan membawanya ke mesin
press. Tumpukan lembaran chipboard kemudian diletakkan ke dalam mesin press
dan mendapat tekanan agar hasil laminasi karton tidak mudah terbuka.
3. Proses Laminasi Outer ( Menggunakan mesin hongming , empat operator)
Operator pertama memasukkan lembaran outer ke dalam mesin hongming
untuk melapisi permukaan outer dengan lem. Lapisan outer yang telah dilapisi
lem kemudian masuk ke dalam conveyor berjalan. Operator kedua dan ketiga
mengambil lembaran outer dan menempelkannya pada lembaran chipboard diatas
meja kerja. Lembaran ordner yang telah dilaminasi outer kemudian ditaruh ke
atas conveyor berjalan untuk dimasukkan ke dalam mesin roll agar lapisan outer
tidak terbuka . Operator keempat kemudian mengambil hasil lembaran ordner
yang telah di masukkan ke dalam mesin roll dan memindahkannya ke atas palet.
4. Proses Laminasi Inner ( Menggunakan mesin hongming , empat operator)
Operator pertama memasukkan lembaran inner ke dalam mesin hongming
untuk melapisi permukaan inner dengan lem. Lembaran inner yang telah dilapisi
lem kemudian masuk ke dalam conveyor berjalan. Operator kedua dan ketiga
kemudian mengambil lapisan inner pada conveyor dan menempelkannya pada
lembaran ordner di atas meja kerja. Lembaran ordner yang telah dilapisi inner
kemudian di lap dengan menggunkan kain dan ditempatkan kembali pada
conveyor menuju mesin roll. Lembaran ordner yang telah dilapis i inner kemudian
dimasukkan ke dalam mesin roll agar lapisan inner tidak terbuka. Operator
-
18 Universitas Kristen Petra
keempat mengambil hasil lembaran ordner yang telah di roll dan kemudian
memindahkannya ke atas palet untuk dibawa ke proses creasing.
5. Proses Welding (Menggunakan mesin press plastik, satu operator)
Operator mengambil lembaran ordner yang telah di beri lapisan inner dan
memasukannya ke dalam mesin press. Operator menunggu lembaran ordner yang
sedang di press untuk menempelkan plastik putih pada punggung ordner.
Lembaran ordner kemudian ditata dan dimasukan ke dalam lemari kereta untuk
dibawa ke proses creasing.
6. Proses Creasing ( Menggunaka mesin creash, satu operator)
Operator mengambil lembaran ordner yang telah di welding , dan
memasukannya ke dalam mesin creash dan secara otomomatis sensor akan
melakukan proses creasing pada lembaran ordner . Lembaran ordner yang telah di
creasing di letakkan ke atas meja kerja. Lembaran ordner kemudian ditumpuk dan
dipindahkan ke atas pa let untuk dibawa ke proses eticket.
7. P roses Eticket (Menggunakan mesin rolling , dua operator)
Operator pertama mengambil eticket dan memberikan lem pada permukaan
eticket. Etcket yang telah dilapisi lem ditempel pada lembaran ordner yang telah
di creasing. Operator kemudian mengelap permukaan ordner yang telah dilapisi
eticket dan memasukkanya ke dalam mesin roll. Operator kedua mengambil
lembaran ordner pada mesin roll dan meletakannya pada meja kerja. Lembaran
ordner kemudian ditumpuk dan dipindahkan ke atas palet untuk dibawa ke proses
fingering.
8. Proses Fingering (Menggunakan mesin fingering , satu operator)
Operator mengambil lembaran ordner yang telah diberi eticket, dan
memasukannya ke dalam mesin fingering dan secara otomatis sensor akan
memasang logam fingering pada lembaran ordner. Lembaran ordner yang telah
terpasang logam fingering kemudian dipindahkan ke rak beroda untuk dibawa ke
proses rhado .
9. Proses Radoring (Menggunakan mesin rhado, satu operator)
Operator mengambil lembaran ordner yang telah terpasang logam fingering
dan memasukannya ke dalam mesin rhado dan secara otomatis sensor akan
memasang logam rado ring pada lembaran ordner. Lembaran ordner yang telah
-
19 Universitas Kristen Petra
terpasang logam rado ring kemudian dipindahkan ke rak beroda untuk dibawa ke
proses mekanik.
10. Proses Pemberian Meka nik dan Pengepakan (Menggunakan mesin mekanika,
tiga operator)
Operator pertama mengambil lembaran ordner yang telah dipasang logam
rado ring dan memasukkannya ke dalam sensor mesin mekanika. Lembaran
ordner yang terpasang mekanik kemudian di letakkan ke atas meja kerja. Operator
kedua memasang klip pada mekanik dan membungkus ordner dengan kertas agar
permukaannya tidak tergores. Operator ketiga menata ordner PVC yang telah
dipasang mekanik dan kemudian memasukannya ke dalam box. Setelah box terisi
penuh operator melakukan pengepakan dan memberikan stempel produk jadi pada
box.
4.1 .3. Penjelasan Proses Produksi Produk Ordner Marble
Proses produksi yang ada pada departemen ordner terdiri dari sepuluh
proses produksi. Setiap proses memiliki cara pengerjaan yang berbeda. Peta
proses operasi ordner marble dapat dilihat pada lampiran 5c. Berikut adalah
proses produksi untuk membuat ordner marble:
1. Proses Pemotongan (Menggunakan mesin chan chun, satu operator)
Operator mengambil lembaran chipboard dan menatanya ke atas meja kerja.
Lembaran chipboard yang telah ditata dimasukkan ke dalam mesin chan-chun dan
dipotong berdasarkan tiga ukuran yaitu 401, 402, dan 403. Lembaran chipboard
yang telah dipotong ditaruh diatas palet untuk dipindahkan ke proses laminasi
chipboard .
2. Proses Laminas i Chipboard (Menggunakan mesin laminasi, dua operator)
Operator pertama mengambil lembaran chipboard dan memasukkan ke mesin
laminasi untuk memberikan lem pada permukaan chipboard. Operator kedua
mengambil hasil laminasi dan mengabungkan chipboard menjadi lembaran
berangkap tiga. Setelah chipboard terlapis menjadi tiga bagian, operator
menumpuk lembaran chipboard tersebut menjadi satu dan membawanya ke mesin
press. Tumpukan lembaran chipboard kemudian diletakkan ke dalam mesin press
dan mendapat tekanan agar hasil laminasi karton tidak mudah terbuka.
-
20 Universitas Kristen Petra
3. Proses Laminasi Outer (Menggunakan mesin crathern, tiga operator)
Operator pertama memasukkan lembaran outer ke dalam mesin hongming
untuk melapisi permukaan outer dengan lem. Lapisan outer yang telah dilapisi
lem kemudian masuk ke dalam conveyor berjalan. Operator kedua mengambil
lembaran chipboard dan menempelkannya pada lembaran outer yang berada
diatas convenyor berjalan. Lembaran ordner yang telah dilapisi outer kemudia n
direkatkan dengan menggunakan mesin roll agar lapisan outer tidak terbuka.
Operator ketiga kemudian mengambil hasil lembaran ordner yang telah di
masukkan ke dalam mesin roll dan memindahkannya ke atas palet.
4. Proses Laminasi Inner ( Menggunakan mesin hongming , empat operator)
Operator pertama memasukkan lembaran inner ke dalam mesin hongming
untuk melapisi permukaan inner dengan lem. Lapisan inner yang telah dilapisi
lem dimasukkan ke dalam conveyor berjalan. Operator kedua dan ketiga
mengambil lapisan inner pada conveyor dan menempelkannya pada lembaran
ordner yang telah dilapisi lembaran outer dan menaruhnya di atas meja kerja.
Lembaran ordner yang telah dilapisi inner kemudian di lap dengan menggunakan
kain dan ditempatkan kembali pada conveyor menuju mesin roll. Lembaran
ordner yang telah dilapisi inner direkatkan dengan mesin roll agar lapisan inner
tidak terbuka. Operator keempat mengambil hasil lembaran ordner yang telah di
roll dan kemudian memindahkannya ke atas palet untuk dibawa ke proses
creasing .
5. Proses Creasing ( Menggunaka n mesin creash , satu operator)
Operator mengambil lembaran ordner yang telah di welding , dan
memasukannya ke dalam mesin creash dan secara otomomatis sensor akan
melakukan proses creasing pada lembaran ordner . Lembaran ordner yang telah di
creasing di letakkan ke atas meja kerja. Lembaran ordner kemudian ditumpuk dan
kemudian dipindahkan ke atas palet untuk dibawa ke proses eticket.
6. Proses Fingering (Menggunakan mesin fingering , satu operator)
Operator mengambil lembaran karton yang telah di creasing, dan
memasukannya ke dalam mesin fingering dan secara otomatis sensor akan
memasang logam fingering pada lembaran ordner. Lembaran ordner yang telah di
pasang finger kemudian ditaruh ke meja kerja. Operator kemudian memindahkan
-
21 Universitas Kristen Petra
lembaran ordner yang telah di beri logam fingering ke rak beroda untuk dibawa
ke proses rhado .
7. Proses Radoring (Menggunakan mesin rhado, satu operator)
Operator mengambil lembaran ordner yang telah terpasang logam fingering
dan memasukannya ke dalam mesin rhado dan secara otomatis sensor akan
memasang logam rado ring pada lembaran ordner. Lembaran ordner yang telah
terpasang logam radoring kemudian dipindahkan ke rak beroda untuk dibawa ke
proses mekanik.
10. Proses Pemberian Mekanik dan Pengepakan (Menggunakan mesin mekanika,
tiga operator)
Operator pertama mengambil lembaran ordner yang telah dipasang logam
radoring dan memasukkannya ke dalam sensor mesin mekanika. Lembaran
ordner yang terpasang mekanik kemudian di letakkan ke atas meja kerja. Operator
kedua memasang klip pada mekanik dan membungkus ordner dengan kertas agar
permukaannya tidak tergores. Operator ketiga menata ordner marble yang telah
dipasang mekanik dan kemudian memasukannya ke dalam box. Setelah box terisi
penuh operator melakukan pengepakan dan memberikan stempel produk jadi pada
box.
4.2 . Value Stream Mapping Produk Ordner
4 .2.1. Value Stream Mapping Ordner Plain
Penggambaran value stream mapping untuk ordner plain dapat dilihat
pada gambar 4.1. Konsumen memesan produk ordner plain ke departemen
penjualan melalui pemesanan secara lisan atau tertulis melalui media elektronik.
Departemen penjualan mencatat pesanan produk ke dalam sales note atau kontrak
penjualan. Departemen penjualan mengirimkan surat konfirmasi yang berisikan
spesifikasi produk, harga, syarat-syarat pembayaran, dan waktu pengiriman
produk ke konsumen. Konsumen menandatangani surat konfirmasi yang diberikan
perusahaan dan mengirimkannya kembali ke perusahaan. Departemen penjualan
kemudian mengirimkan informasi berupa production order ke departemen
production planning control.
-
22 Universitas Kristen Petra
Departemen production planning control kemudian membuat jadwal
produksi harian berdasarkan informasi yang diberikan oleh departemen penjualan,
menyusun perencanaan pembelian bahan baku dan menghitung jumlah alokasi
tenaga kerja selama satu minggu. Pihak production planning control kemudian
memberikan informasi pemesanan raw material ke departemen purchasing.
Departemen purchasing memesan raw material ke raw material supplier dan
menunggu material yang dipesan untuk di kirim ke CV. Dirgahayu. Raw material
supplier mengirim produknya sesuai dengan tanggal yang telah di tentukan
departemen purchasing . Raw material yang datang kemudian diperiksa oleh pihak
quality control dengan cara sampling dan raw material yang telah diperiksa
kemudian dimasukkan ke gudang raw material.
Departemen production planning control kemudian memberikan informasi
berupa job order sheet harian dan alokasi tenaga kerja selama satu minggu ke
departemen ordner. Bahan baku dikirimkan ke departemen ordner untuk diproses
menjadi produk jadi yang sebelumnya melalui tahapan-tahapan dalam proses
produksi. Pihak quality control kemudian memeriksa produk jadi hasil produksi
sebelum dikirimkan ke konsumen. Barang jadi yang telah selesai diperiksa
kemudian di pindahkan ke gudang barang jadi. Gudang barang jadi kemudian
mencatat barang yang telah diproduksi dan memberikan lembaran informasi
jumlah dan stok barang ke adminitrasi penjualan. Adminitrasi penjualan akan
membuat delivery order yang berisi tujuan pengiriman barang, jumlah dan tanggal
pengiriman. Bagian pengirman akan mengirimkan barang berdasarkan informasi
dari delivery order yang dibuat oleh adminitrasi penjualan.
-
23 Universitas Kristen Petra
Gambar 4.1. Value Stream Mapping Ordner Plain
-
24 Universitas Kristen Petra
4.2.2. Value Stream Mapping Ordner PVC
Penggambaran value stream mapping untuk ordner PVC dapat dilihat
pada gambar 4.2. Konsumen memesan produk ordner PVC ke departemen
penjualan melalui pemesanan secara lisan atau tertulis melalui media elektronik.
Departemen penjualan mencatat pesanan produk ke dalam sales note atau kontrak
penjualan. Departemen penjualan mengirimkan surat konfirmasi yang berisikan
spesifikasi produk, harga, syarat-syarat pembayaran, dan waktu pengiriman
produk ke konsumen. Konsumen menandatangani surat konfirmasi yang diberikan
perusahaan dan mengirimkannya kembali ke perusahaan. Departemen penjualan
kemudian mengirimkan informasi berupa production order ke departemen
production planning control.
Departemen production planning control membuat jadwal produksi harian
berdasarkan informasi yang diberikan oleh departemen penjualan, menghitung
alokasi tenaga kerja dan menyusun perencanaan pembelian bahan baku. Pihak
production planning control kemudian memberikan informasi pemesanan raw
material ke departemen purchasing . Departemen purchasing memesan raw
material ke raw material supplier dan menunggu material yang dipesan untuk di
kirim ke CV. Dirgahayu. Raw material yang datang kemudian diperiksa oleh
pihak quality control dengan cara sampling terhadap sejumlah material dan raw
material yang telah diperiksa kemudian dimasukkan ke gudang raw material.
Departemen production planning control kemudian memberikan informasi
berupa job order sheet harian dan alokasi tenaga kerja selama satu minggu ke
departemen ordner. Bahan baku dikirimkan ke departemen ordner untuk diproses
menjadi produk jadi yang sebelumnya melalui tahapan-tahapan dalam proses
produksi. Pihak quality control kemudian memeriksa barang jadi hasil produksi
sebelum di kirim ke konsumen. Barang jadi yang telah selesai diperiksa kemudian
di pindahkan ke gudang barang jadi. Gudang barang jadi mencatat barang yang
telah diproduksi dan memberikan lembaran informasi jumlah dan stok barang ke
adminitrasi penjualan. Adminitrasi penjualan akan membuat delivery order yang
berisi tujuan pengiriman barang, jumlah dan tanggal pengiriman. Bagian
pengirman akan mengirimkan barang berdasarkan informasi dari delivery order
yang dibuat oleh adminitrasi penjualan.
-
25 Universitas Kristen Petra
Gambar 4.2. Value Stream Mapping Ordner PVC
-
26 Universitas Kristen Petra
4.2.3. Value Stream Mapping Ordner Marble
Penggambaran value stream mapping untuk ordner marble dapat dilihat
pada gambar 4.3. Konsumen memesan produk ordner marble ke departemen
penjualan melalui pemesanan secara lisan atau tertulis melalui media elektronik.
Departemen penjualan mencatat pesanan produk ke dalam sales note atau kontrak
penjualan. Departemen penjualan mengirimkan surat konfirmasi yang berisikan
spesifikasi produk, harga, syarat-syarat pembayaran, dan waktu pengiriman
produk ke konsumen. Konsumen menandatangani surat konfirmasi yang diberikan
perusahaan dan mengirimkannya kembali ke perusahaan. Departemen penjualan
kemudian mengirimkan informasi berupa production ord er ke departemen
production planning control.
Departemen production planning control membuat jadwal produksi harian
berdasarkan informasi yang diberikan oleh departemen penjualan, menghitung
alokasi tenaga kerja dan menyusun perencanaan pembelian bahan baku. Pihak
production planning control kemudian memberikan informasi pemesanan raw
material ke departemen purchasing . Departemen purchasing memesan raw
material ke raw material supplier dan menunggu material yang dipesan untuk di
kirim ke CV. Dirgahayu. Raw material yang datang kemudian diinspeksi oleh
pihak quality control dengan cara sampling dan raw material yang telah
diinspeksi kemudian dipindahkan ke gudang raw material.
Departemen production planning control kemudian memberikan informasi
berupa job order sheet harian dan alokasi tenaga kerja selama satu minggu ke
departemen ordner. Bahan baku dikirimkan ke departemen ordner untuk diproses
menjadi produk jadi yang sebelumnya melalui tahapan-tahapan dalam proses
produksi. Pihak quality control kemudian memeriksa barang jadi hasil produksi
sebelum di kirim ke konsumen. Barang jadi yang telah selesai diperiksa kemudian
di pindahkan ke gudang barang jadi. Gudang barang jadi mencatat barang yang
telah diproduksi dan memberikan lembaran informasi jumlah dan stok barang ke
adminitrasi penjualan. Adminitrasi penjualan akan membuat delivery order yang
berisi tujuan pengiriman barang, jumlah dan tanggal pengiriman. Bagian
pengirman akan mengirimkan barang berdasarkan informasi dari delivery order
yang dibuat oleh adminitrasi penjualan.
-
27 Universitas Kristen Petra
Gambar 4.3. Value Stream Mapping Ordner Marble
-
28 Universitas Kristen Petra
4.3 . Analisa tujuh jenis waste
Analisa dilakukan terhadap tujuh jenis waste yang ada pada departemen
ordner. Dari hasil analisa ketujuh waste maka dapat diketahui penyebab dari
terjadinya waste dan faktor-faktor apa saja yang berpengaruh.
4.3 .1. Overproduction Waste
Data yang digunakan untuk menganalisa overproduction waste yaitu data
permintaan produksi dan produksi aktual yang dimiliki oleh perusahaan. Data
overproduction yang digunakan dalam tugas akhir ini dimulai dari bulan
September 2009 sampai Febuari 2010. Rincian data kelebihan produksi untuk
setiap bulannya dapat dilihat pada tabel 4.1
Tabel 4.1. Overproduction Waste Keseluruhan Produk Ordner
Bulan Total Order
Produksi (Dozen) Total Produksi Aktual (Dozen)
Total Kelebihan Produksi (Dozen)
September 3572 3736 164 Oktober 3863 4279 416
November 7732 7824 92 Desember 5899 5991 92
Januari 6976 7186 210 Febuari 8782 8909 127
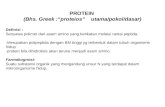
Berikut adalah histogram dari kelebihan produksi pada bulan September
2009 sampai Febuari 2010 yang dapat dilihat pada gambar 4.20
Gambar 4.4. Histogram Kelebihan Produksi Ordner
-
29 Universitas Kristen Petra
Jumlah kelebihan produksi tertinggi terdapat pada bulan Oktober yaitu
sebesar 416 dozen dengan prosentase 10,7 persen. Kelebihan produksi tersebut
disebabkan karena menurunnya permintaan konsumen pada bulan September dan
Oktober sehingga perusahaan berupaya untuk menyimpan stok agar dapat
mencukupi kenaikan permintaan pada bulan ber ikutnya. Sedangkan jumlah
kelebihan produksi terkecil terdapat pada bulan November dan Desember 2009
yaitu masing-masing sebesar 92 dozen dengan prosentase 1,2 persen. Kelebihan
produksi yang terjadi pada masing-masing produk ordner dapat dilihat pada
penjelasan di bawah ini.
4.3 .1.1. Overproduction Waste Ordner Plain 401
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner plain 401 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner plain
401 dapat dilihat pada tabel 4. 2
Tabel 4.2. Overproduction Waste Ordner Plain 401
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) September 2009 480 644 164
Oktober 2009 458 818 360 November 2009 590 590 0 Desember 2009 3255 3255 0
Januari 2010 4292 4332 40 Febuari 2010 5121 5133 12
Total 14196 14772 576
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi ordner plain 401 selama enam bulan. Dar i histogram yang
dibuat maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut
adalah gambar histogram dari kelebihan produksi ordner plain 401 yang dapat
dilihat pada gambar 4.12
-
30 Universitas Kristen Petra
Gambar 4.5. Histogram Kelebihan Produksi Ordner Plain 401
Berdasarkan data kelebihan produksi diatas diperoleh besarnya
prosentase kelebihan produksi pada jangka waktu enam bulan yaitu sebesar 4
persen. Prosentase ini di dapat dari total kelebihan produksi dibagi dengan total
order produksi selama periode enam bulan. Perusahaan menilai besarnya
prosentase kelebihan produksi ini masih dapat ditoleransi dikarenakan tingginya
permintaan untuk produk ordner plain 401 selama periode enam bulan.
Penyebab terjadinya kelebihan produksi disebabkan oleh beberapa faktor
salah satunya adalah kurangnya pengawasan dari pihak suvervisor untuk
memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order yang
diberikan. Kelebihan produksi tertinggi terjadi pada bulan September dan Oktober
yang dapat dilihat pada histogram diatas. Hal ini dikarenakan perusahaan
menyimpan stok ordner untuk mencukupi permintaan ordner plain 401 yang
meningkat pada akhir tahun.
4.3 .1.2. Overproduction Waste Ordner Plain 402
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner plain 402 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner plain
402 dapat dilihat pada tabel 4.3
-
31 Universitas Kristen Petra
Tabel 4.3. Overproduction Waste Ordner Plain 402
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 104 104 0 Okt-09 10 28 18 Nov-09 0 0 0 Des-09 300 336 36 Jan-09 1268 1268 0 Feb-09 238 238 0
Total 1920 1974 54
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi ordner plain 402 selama enam bulan. Dari histogram yang
dibuat maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Gambar
histogram dari kelebihan produksi ordner plain 402 yang dapat dilihat pada
gambar 4.13
Gambar 4.6. Histogram Kelebihan Produksi Ordner Plain 402
Berdasarkan data perusahaan diatas didapat besarnya prosentase
kelebihan produksi pada jangka waktu lima bulan yaitu sebesar 3 persen.
Prosentase ini di dapat dari total data kelebihan produksi dibagi dengan total order
-
32 Universitas Kristen Petra
produksi selama lima bulan. Perusahaan menilai besarnya prosentase kelebihan
produksi ini cukup kecil.
Penyebab terjadinya kelebihan produksi disebabkan oleh beberapa faktor
salah satunya adalah kurangnya pengawasan dari pihak suvervisor untuk
memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order yang
diberikan. Kelebihan produksi tertinggi terjadi pada bulan Oktober dan Desember
yang dapat dilihat pada histogram diatas. Selain itu penyebab lainnya yaitu ordner
yang di produksi lebih digunakan sebagai stok untuk cadangan apabila ada
konsumen yang sewaktu-waktu memesan ordner plain 402.
4.3 .1.3. Overproduction Waste Ordner Plain 403
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner plain 403 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner plain
403 dapat dilihat pada tabel 4.4
Tabel 4.4. Overproduction Waste Ordner Plain 403
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 212 214 2 Okt-09 0 0 0 Nov-09 0 0 0 Des-09 648 648 0 Jan-09 508 552 44 Feb-09 472 472 0 Total 1840 1886 46
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi ordner plain 403 selama enam bulan. Dari histogram yang
dibuat maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut
adalah gambar histogram dari kelebihan produksi ordner plain 402 yang dapat
dilihat pada gambar 4.14
-
33 Universitas Kristen Petra
Gambar 4.7. Histogram Kelebihan Produksi Ordner Plain 403
Berdasarkan data perusahaan diatas didapat besarnya prosentase
kelebihan produksi pada jangka waktu empat bulan yaitu sebesar 3 persen.
Prosentase ini di dapat dari total data kelebihan produksi dibagi dengan total order
produksi selama empat bulan. Perusahaan menilai besarnya prosentase kelebihan
produksi ini cukup kecil.
Penyebab terjadinya kelebihan produksi disebabkan oleh beberapa faktor
salah satunya adalah kurangnya pengawasan dari pihak suvervisor untuk
memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order yang
diberikan. Kelebihan produksi tertinggi terjadi pada bulan September 2009 dan
Januari 2010 yang dapat dilihat pada histogram diatas. Selain itu penyebab
lainnya yaitu ordner yang di produksi lebih digunakan sebagai stok apabila ada
konsumen yang sewaktu-waktu memesan ordner plain 403.
4.3 .1.4. Overproduction Waste Ordner PVC 401
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner PVC 401 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner PVC
401 dapat dilihat pada tabel 4.5
-
34 Universitas Kristen Petra
Tabel 4.5. Overproduction Waste Ordner PVC 401
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 148 148 0 Okt-09 374 374 0 Nov-09 60 64 4 Des-09 214 214 0 Jan-09 206 206 0 Feb-09 244 268 24
Total 1246 1274 28
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi PVC 401 selama enam bulan. Dari histogram yang dibuat
maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut adalah
gambar histogram dari kelebihan produksi ordner PVC 401 yang dapat dilihat
pada gambar 4.15
Gambar 4.8. Histogram Kelebihan Produksi Ordner PVC 401
Berdasarkan data perusahaan diatas didapat besarnya prosentase
kelebihan produksi pada jangka waktu enam bulan yaitu sebesar 2 persen.
Prosentase ini didapat dari total data kelebihan produksi dibagi dengan total order
produksi selama enam bulan. Perusahaan menilai besarnya prosentase kelebihan
-
35 Universitas Kristen Petra
produksi ini cukup kecil. Penyebab terjadinya kelebihan produksi disebabkan oleh
beberapa faktor salah satunya adalah kurangnya pengawasan dari pihak suvervisor
untuk memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order
yang diberikan. Kelebihan produksi tertinggi terjadi pada bulan November 2009
dan Febuari 2010 yang dapat dilihat pada histogram diatas. Selain itu penyebab
lainnya yaitu ordner yang di produksi lebih digunakan sebagai stok untuk
cadangan apabila ada konsumen yang sewaktu-waktu memesan ordner PVC 401.
4.3 .1.5. Overproduction Waste Ordner PVC 402
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner PVC 402 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner PVC
402 dapat dilihat pada tabel 4.6
Tabel 4.6. Overproduction Waste Ordner PVC 402
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 12 12 0 Okt-09 0 0 0 Nov-09 22 22 0 Des-09 112 124 12 Jan-09 0 0 0 Feb-09 0 0 0
Total 146 158 12
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi PVC 402 selama enam bulan. Dari histogram yang dibuat
maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut adalah
gambar histogram dari kelebihan produksi ordner PVC 402 yang dapat dilihat
pada gambar 4.16
-
36 Universitas Kristen Petra
Gambar 4.9. Histogram Kelebihan Produksi Ordner PVC 402
Berdasarkan data perusahaan diatas didapat besarnya prosentase
kelebihan produksi pada jangka waktu empat bulan yaitu sebesar 8 persen.
Prosentase ini di dapat dari total data kelebihan produksi dibagi dengan total order
produksi selama empat bulan. Perusahaan menilai besarnya prosentase ke lebihan
produksi ini cukup besar.
Penyebab terjadinya kelebihan produksi disebabkan oleh beberapa faktor
salah satunya adalah kurangnya pengawasan dari pihak suvervisor untuk
memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order yang
diberikan. Kelebihan produksi tertinggi terjadi pada bulan Desember 2009 yang
dapat dilihat pada histogram diatas. Selain itu faktor lainnya yaitu ordner yang di
produksi lebih digunakan sebagai stok untuk cadangan apabila ada konsumen
yang sewaktu-waktu memesan ordner PVC 402.
4.3 .1.6. Overproduction Waste Ordner PVC 403
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner PVC 403 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner PVC
403 dapat dilihat pada tabel 4.7
-
37 Universitas Kristen Petra
Tabel 4.7. Overproduction Waste Ordner PVC 403
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 28 29 1 Okt-09 0 0 0 Nov-09 0 0 0 Des-09 134 134 0 Jan-10 12 12 0 Feb-10 0 0 0
Total 174 175 1
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi PVC 403 selama enam bulan. Dari histogram yang dibuat
maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut adalah
gambar histogram dari kelebihan produksi ordner PVC 403 yang dapat dilihat
pada gambar 4.17
Gambar 4.10. Histogram Kelebihan Produksi Ordner PVC 403
Berdasarkan data perusahaan diatas didapat besarnya prosentase
kelebihan produksi pada jangka waktu tiga bulan yaitu sebesar 1 persen.
Prosentase ini di dapat dari total data kelebihan produksi dibagi dengan total order
produksi selama tiga bulan. Perusahaan menilai besarnya prosentase kelebihan
-
38 Universitas Kristen Petra
produksi ini cukup kecil. Penyebab terjadinya kele bihan produksi disebabkan oleh
beberapa faktor salah satunya adalah kurangnya pengawasan dari pihak suvervisor
untuk memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order
yang diberikan. Kelebihan produksi tertinggi terjadi pada bulan Septem ber 2009
yang dapat dilihat pada histogram diatas. Selain itu penyebab lainnya yaitu ordner
yang di produksi lebih digunakan sebagai stok untuk cadangan apabila ada
konsumen yang sewaktu-waktu memesan ordner PVC 403.
4.3 .1.7. Overproduction Waste Ordner Marble 401
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner marble 401 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner
marble 401 dapat dilihat pada tabel 4.8
Tabel 4.8. Overproduction Waste Ordner Marble 401
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 1872 1872 0 Okt-09 1160 1170 10 Nov-09 4458 4458 0 Des-09 614 670 56 Jan-10 310 372 62 Feb-10 1485 1556 71
Total 9899 10098 199
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi ordner marble 401 selama enam bulan. Dari histogram yang
dibuat maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut
adalah gambar histogram dari kelebihan produksi ordner marble 401 yang dapat
dilihat pada gambar 4.18
-
39 Universitas Kristen Petra
Gambar 4.11. Histogram Kelebihan Produksi Ordner Marble 401
Berdasarkan data perusahaan diatas didapat besarnya prosentase
kelebihan produksi pada jangka waktu enam bulan yaitu sebesar 2 persen.
Prosentase ini di dapat dari total data kelebihan produksi dibagi dengan total order
produksi selama enam bulan. Perusahaan menilai besarnya prosentase kelebihan
produksi ini cukup kecil.
Penyebab terjadinya kelebihan produksi disebabkan oleh beberapa faktor
salah satunya adalah kurangnya pengawasan dari pihak suvervisor untuk
memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order yang
diberikan. Kelebihan produksi tertinggi terjadi pada bulan Fe buari 2010 yang
dapat dilihat pada histogram diatas. Selain itu penyebab lainnya yaitu ordner yang
di produksi lebih digunakan sebagai stok untuk cadangan apabila ada konsumen
yang sewaktu-waktu memesan ordner marble 401.
4.3 .1.8. Overproduction Waste Ordner Marble 402
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner marble 402 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner
marble 402 dapat diliha t pada tabel 4.9
-
40 Universitas Kristen Petra
Tabel 4.9. Overproduction Waste Ordner Marble 402
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 724 724 0 Okt-09 1011 1019 8 Nov-09 1202 1290 88 Des-09 24 24 0 Jan-10 60 60 0 Feb-10 0 0 0
Total 3021 3117 96
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi ordner marble 402 selama enam bulan. Dari histogram yang
dibuat maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut
adalah gambar histogram dari kelebihan produksi ordner marble 402 yang dapat
dilihat pada gambar 4.19
Gambar 4.12. Histogram Kelebihan Produksi Ordner Marble 402
Berdasarkan data perusahaan diatas didapat besarnya prosentase
kelebihan produksi pada jangka waktu lima bulan yaitu sebesar 3 persen.
Prosentase ini di dapat dari total data kelebihan produksi dibagi dengan total order
produksi selama lima bulan. Perusahaan menilai besarnya prosentase kelebihan
-
41 Universitas Kristen Petra
produksi ini cukup kecil. Penyebab terjadinya kelebihan produksi disebabkan oleh
beberapa faktor salah satunya adalah kurangnya pengawasan dari pihak suvervisor
untuk memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order
yang diberikan. Kelebihan produksi tertinggi terjadi pada bulan November 2009
yang dapat dilihat pada histogram diatas. Selain itu penyebab lainnya yaitu ordner
yang di produksi lebih digunakan sebagai stok untuk cadangan apabila ada
konsumen yang sewaktu-waktu memesan ordner marble 402.
4.3 .1.9. Overproduction Waste Ordner Marble 403
Data yang digunakan untuk melihat adanya overproduction waste pada
ordner marble 403 adalah data dokumentasi laporan produksi perusahaan yang
dapat dilihat pada lampiran 4. Hasil pengolahan data overproduction ordner
marble 403 dapat dilihat pada tabel 4.10
Tabel 4.10. Overproduction Waste Ordner Marble 403
Bulan Order Produksi
(Dozen) Produksi Aktual
(Dozen) Kelebihan Produksi
(Dozen) Sep-09 204 204 0 Okt-09 638 656 18 Nov-09 968 968 0 Des-09 370 370 0 Jan-10 276 340 64 Feb-10 1128 1136 8
Total 3584 3674 90
Berdasarkan data diatas maka digambarkan histogram untuk melihat
kelebihan produksi ordner marble 403 selama enam bulan. Dari histogram yang
dibuat maka dapat dilihat besarnya kelebihan produksi setiap bulannya. Berikut
adalah gambar histogram dari kelebihan produksi ordner marble 403 yang dapat
dilihat pada gambar 4.20
-
42 Universitas Kristen Petra
Gambar 4.13. Histogram Kelebihan Produksi Ordner Marble 403
Berdasarkan data perusahaan diatas diperoleh besarnya prosentase
kelebihan produksi pada jangka waktu enam bulan yaitu sebesar 3 persen.
Prosentase ini di dapat dari total data kelebihan produksi dibagi dengan total order
produksi selama enam bulan. Perusahaan menilai besarnya prosentase kelebihan
produksi ini cukup kecil.
Penyebab terjadinya kelebihan produks i disebabkan oleh beberapa faktor
salah satunya adalah kurangnya pengawasan dari pihak suvervisor untuk
memeriksa apakah jumlah unit yang diproduksi sesuai dengan job order yang
diberikan. Kelebihan produksi tertinggi terjadi pada bulan Januari 2010 yang
dapat dilihat pada histogram diatas. Selain itu penyebab lainnya yaitu ordner yang
di produksi lebih digunakan sebagai stok untuk cadangan apabila ada konsumen
yang sewaktu-waktu memesan ordner marble 403.
-
43 Universitas Kristen Petra
4.3 .2. Inventory Waste
Inventori waste pada departemen ordner terjadi karena besarnya inventori
yang disimpan melebihi safety stock yang telah ditentukan perusahaan. Penetapan
safety stock ini bertujuan agar dapat terpenuhinya permintaan konsumen yang
diterima pada periode tertentu.
4.3 .2.1. Inventory Waste Ordner Plain 401
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner plain 401 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.11
Tabel 4.11. Inventory Waste Ordner Plain 401
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 164 450 0 Oktober 2009 524 450 74
November 2009 524 450 74 Desember 2009 524 450 74
Januari 2010 564 450 114 Febuari 2010 576 450 126
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
plain 401 selama periode enam bulan. Inventory waste ini diperoleh dengan
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar
450 dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang
ditetapkan maka inventori tersebut menjadi waste dalam perusahaan. Inventory
waste tertinggi terdapat pada bulan Febuari yaitu sebesar 126 dozen. Hal tersebut
disebabkan oleh meningkatnya permintaan ordner pada awal tahun sehingga
perusahaan menyimpan inventori plain 401 dalam jumlah yang cukup besar.
4.3 .2.2. Inventory Waste Ordner Plain 402
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner plain 402 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.12
-
44 Universitas Kristen Petra
Tabel 4.12. Inventory Waste Ordner Plain 402
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 0 45 0 Oktober 2009 18 45 0
November 2009 18 45 0 Desember 2009 54 45 9
Januari 2010 54 45 9 Febuari 2010 54 45 9
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
plain 402 selama periode enam bulan. Inventory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar 45
dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang ditetapkan
maka inventori tersebut menjadi waste dalam perusahaan. Inventory waste
terdapat pada bulan Desember, Januari dan Febuari yaitu masing-masing sebesar 9
dozen. Hal tersebut disebabkan oleh meningkatnya permintaan ordner pada awal
tahun sehingga perusahaan menyimpan beberapa unit ordner plain 402.
4.3 .2.3. Inventory Waste Ordner Plain 403
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner plain 403 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.13
Tabel 4.13. Inventory Waste Ordner Plain 403
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 2 40 0 Oktober 2009 2 40 0
November 2009 2 40 0 Desember 2009 2 40 0
Januari 2010 46 40 6 Febuari 2010 46 40 6
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
plain 403 selama periode enam bulan. Inventory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar 40
-
45 Universitas Kristen Petra
dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang ditetapkan
maka inventori tersebut menjadi waste dalam perusahaan. Inventory waste
terdapat pada bulan Januari dan Febuari yaitu masing-masing sebesar 6 dozen. Hal
tersebut disebabkan oleh meningkatnya permintaan ordner pada awal tahun
sehingga perusahaan menyimpan beberapa unit ordner plain 403.
4.3 .2.4. Inventory Waste Ordner PVC 401
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner PVC 401 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.14
Tabel 4.14. Inventory Waste Ordner PVC 401
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 0 20 0 Oktober 2009 0 20 0
November 2009 4 20 0 Desember 2009 0 20 0
Januari 2010 0 20 0 Febuari 2010 24 20 4
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
PVC 401 selama periode enam bulan. Inventory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar 20
dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang ditetapkan
maka inventori tersebut menjadi waste dalam perusahaan. Inventory waste
terdapat pada bulan Febuari yaitu sebesar 4 dozen. Inventori ini digunakan untuk
memenuhi permintaan konsumen yang diberikan pada bulan berikutnya.
4.3 .2.5. Inventory Waste Ordner PVC 402
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner PVC 402 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.15
-
46 Universitas Kristen Petra
Tabel 4.15. Inventory Waste Ordner PVC 402
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 0 10 0 Oktober 2009 0 10 0
November 2009 0 10 0 Desember 2009 12 10 2
Januari 2010 12 10 2 Febuari 2010 12 10 2
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
PVC 402 selama periode enam bulan. Inventory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar 10
dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang ditetapkan
maka inventori tersebut menjadi waste dalam perusahaan. Inventory waste
terdapat pada bulan Desember, Januari dan Febuari yaitu masing-masing sebesar 2
dozen. Inventori ini digunakan untuk memenuhi permintaan konsumen yang
diberikan pada bulan berikutnya.
4.3 .2.6. Inventory Waste Ordner PVC 403
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner PVC 403 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.16
Tabel 4.16. Inventory Waste Ordner PVC 403
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 1 1 0 Oktober 2009 1 1 0
November 2009 1 1 0 Desember 2009 1 1 0
Januari 2010 1 1 0 Febuari 2010 1 1 0
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
PVC 403 selama periode enam bulan. Inventory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar 1
-
47 Universitas Kristen Petra
dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang ditetapkan
maka inventori tersebut menjadi waste dalam perusahaan. Inventory waste tidak
terdapat pada ordner PVC 403 dikarenakan kecilnya permintaan sehingga jumlah
inventori tidak melebihi safety stock yang ditetapkan.
4.3 .2.7. Inventory Waste Ordner Marble 401
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner marble 401 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.17
Tabel 4.17. Inventory Waste Ordner Marble 401
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 0 150 0 Oktober 2009 10 150 0
November 2009 10 150 0 Desember 2009 66 150 0
Januari 2010 128 150 0 Febuari 2010 199 150 49
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
marble 401 selama periode enam bulan. Inventory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar
150 dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang
ditetapkan maka inventori tersebut menjadi waste dalam perusahaan. Inventory
waste terdapat pada bulan Febuari yaitu sebesar 49 dozen. Inventori ini digunakan
untuk memenuhi permintaan konsumen yang terjadi pada bulan berikutnya.
4.3 .2.8. Inventory Waste Ordner Marble 402
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner marble 402 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.18
-
48 Universitas Kristen Petra
Tabel 4.18. Inventory Waste Ordner Marble 402
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 0 90 0 Oktober 2009 8 90 0
November 2009 96 90 6 Desember 2009 96 90 6
Januari 2010 96 90 6 Febuari 2010 96 90 6
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
marble 402 selama periode enam bulan. Inven tory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar 90
dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang ditetapkan
maka inventori tersebut menjadi waste dalam perusahaan. Inventory waste
terdapat pada bulan November, Desember, Januari dan Febuari yaitu masing-
masing sebesar 6 dozen. Inventori ini digunakan untuk memenuhi permintaan
konsumen yang terjadi pada bulan berikutnya.
4.3 .2.9. Inventory Waste Ordner Marble 403
Data inventori yang digunakan untuk menganalisa terjadinya inventory
waste pada ordner marble 403 yaitu data inventori pada periode September 2009
sampai Febuari 2010 yang dapat dilihat pada tabel 4.19
Tabel 4. 19. Inventory Waste Ordner Marble 403
Bulan Inventori (dozen) Safety Stock
(dozen) Inventory Waste
(dozen) September 2009 0 70 0 Oktober 2009 18 70 0
November 2009 18 70 0 Desember 2009 18 70 0
Januari 2010 82 70 12 Febuari 2010 90 70 20
Pada tabel diatas dapat dilihat besarnya inventory waste untuk ordner
marble 403 selama periode enam bulan. Inventory waste ini diperoleh dengan cara
melakukan perbandingan safety stock yang ditetapkan perusahaan yaitu sebesar 70
-
49 Universitas Kristen Petra
dozen setiap bulannya. Jika inventori ordner melebihi safety stock yang ditetapkan
maka inventori tersebut menjadi waste dalam perusahaan. Inventory waste
terdapat pada bulan Januari, Febuari yaitu sebesar 12 dan 20 dozen. Inventori ini
digunakan untuk memenuhi permintaan konsumen yang terjadi pada bulan
berikutnya.
-
50 Universitas Kristen Petra
4.3 .3. Motion Waste
Pengamatan pada proses produksi ordner dilakukan untuk dapat melihat
apakah terdapat motion waste melalui aktivitas yang dilakukan pekerja . Dari work
instruction yang diperoleh maka dilakukan pendefinisian aktivitas manakah yang
memberikan nilai tambah (value added) dan tidak memberikan nilai tambah (non
value added). Pendefinisian work instruction ke dalam kategori value added dan
non value added dilakukan pada proses laminasi inner, proses linen dan proses
eticket yang dapat dilihat pada tabel di bawah ini.
Tabel 4.20. Work Instruction Proses Laminasi Inner
Work Instruction Value Added Non Value Added Hidupkan mesin hongming dengan menekan tombol "ON" v Masukkan cairan lem ke dalam tungku roll lem v Ambil lembaran inner di sebelah mesin kerja v Letakkan lembaran inner di atas meja feeder mesin v Masukkan lembaran inner ke dalam roll lem v Ambil lembaran inner yang telah dilaminasi pada conveyor v Tempelkan lembaran inner ke atas lembaran ordner v Letakkan kembali lembaran ordner yang telah dilaminasi ke atas conveyor v
Ambil lembaran ordner yang telah dilaminasi pada bak penampung v
Pindahkan lembaran ordner ke atas palet sebanyak 25 pieces
v
Bersihkan roll dengan menggunaka n air dan keringkan dengan lap v
Matikan mesin hongming dengan menekan tombol "OFF" ketika produksi selesai v
Tabel 4.21. Work Instruction Proses Eticket
Work Instruction Value Added Non Value Added Hidupkan mesin eticket dengan menekan tobol berwarna hijau v Masukkan cairan lem ke dalam roll lem v Ambil lembaran eticket di meja kerja v Masukkan lembaran eticket ke dalam roll lem pada mesin eticket v
-
51 Universitas Kristen Petra
Tabel 4.21. Work Instruction Proses Eticket (sambungan)
Work Instruction Value Added Non Value Added Tempelkan lembaran eticket ke atas permukaan lembaran ordner v
Bersihkan lembaran eticket yang telah ditempel dengan mengelap permukaannya memakai kain bersih v
Masukkan lembaran ordner yang telah dipasang eticket ke dalam roll penekan v
Pindahkan lembaran ordner yang telah dipasang eticket ke rak beroda v
Bersihkan roll lem dengan menggunakan air bersih dan keringkan dengan menggunakan lap v
Matikan mesin eticket dengan menekan tombol berwarna merah
v
Tabel 4.22. Work Instruction Proses Linen
Work Instruction Value Added Non Value Added Hidupkan mesin linen dengan menekan tombol "ON" v Masukkan cairan lem ke dalam tungku roll lem v Periksa ketebalan cairan lem pada roll lem v Ambil material linen pada meja kerja sesuai dengan jumlah yang diperlukan v
Masukkan lembaran linen ke dalam mesin roll lem v Letakkan lembaran linen ke atas conveyor berjalan v Ambil lembaran linen yang telah dilapisi lem pada conveyor v Tempelkan lembaran linen pada punggung lembaran ordner v Pindahkan lembaran ordner yang telah di beri linen ke rak beroda v
Bersihkan roll lem dengan menggunakan air dan bersihkan dengan menggunakan lap v
Matikan mesin linen dengan menekan tombol "OFF" v
Aktivitas non value added dan value added terdapat pada work instruction
pada proses laminasi inner, eticket dan linen . Aktivitas non value added tersebut
menimbulkan terjadinya motion waste yang dilakukan oleh pekerja dalam
menjalankan proses. Melalui penga matan secara langsung pada proses pembuatan
-
52 Universitas Kristen Petra
ordner maka dapat diketahui terdapatnya motion waste pada proses laminasi
inner, eticket dan linen yang dapat dilihat pada tabel 4.23
Tabel 4.23. Perbandingan Work Instruction dengan Aktivitas Pekerja
Process Work Instruction Aktivitas Pekerja
Laminasi Inner
Pekerja memindahkan lembaran ordner yang telah dilaminasi sebanyak 25 pieces ke atas palet.
Pekerja memindahkan dan menumpuk lembaran ordner yang telah dilaminasi ke atas meja dengan jumlah melebihi 25 pieces. Pekerja kemudian menghitung dan memindahkan lembaran ordner dari meja ke atas palet sebanyak 25 pieces.
Eticket
Pekerja mengelap lembaran ordner yang sudah di pasang eticket dan memasukannya ke dalam roll penekan.
Pekerja mengelap kembali lembaran ordner yang telah dipasang eticket ketika keluar dari roll penekan.
Linen Pekerja mengambil material linen di meja kerja ketika material linen habis digunakan.
Pekerja berjalan mengambil material linen ke rak persediaan material ketika material linen telah habis digunakan.
Pada tabel diatas dapat dilihat perbandingan antara work instruction dengan
aktivitas yang dilakukan pekerja selama produksi berlangsung. Aktivitas kerja
tersebut tidak sesuai dengan work instruction yang dimiliki perusahaan sehingga
terjadi motion waste. Motion waste yang sering terjadi ketika proses produksi
berlangsung yaitu pada proses laminasi inner, proses eticket dan proses linen.
Pada proses laminasi inner terjadinya motion waste disebabkan oleh cara
pemindahan lembaran ordner yang dilaminasi tidak sesuai dengan work
instruction yang diberikan. Pekerja memindahkan lembaran ordner dari bak
penampung ke atas meja kerja dan kemudian menata lembaran ordner kemudian
memindahkannya ke atas palet sebanyak 25 pieces. Aktivitas memindahkan
lembaran ordner dari meja kerja ke atas palet merupakan aktivitas non value
added yang seharusnya dihilangkan pada proses laminasi inner.
Pada proses eticket terjadinya motion waste disebabkan oleh komponen roll
penekan yang kotor sehingga mengakibatkan pekerja membersihkan kembali
lembaran ordner yang telah dimasukkan ke dalam roll penekan. Pekerja
seharusnya secara rutin membersihkan komponen roll penekan agar bersih dari
-
53 Universitas Kristen Petra
kotoran berupa sisa lem dan debu. Aktivitas mengelap kembali lembaran ordner
yang telah dimasukkan ke dalam roll penekan merupakan aktivitas non value
added yang seharusnya dihilangkan pada proses eticket.
Pada proses linen terjadinya motion waste disebabkan oleh pekerja yang
tidak menyiapkan material linen sebelum memulai proses produksi. Hal tersebut
mengakibatkan pekerja sering berjalan mengambil material linen ke rak
penyimpanan material ketika material linen habis. Aktivitas mengambil material
linen merupakan non value added yang seharusnya dihilangkan pada proses linen.
Berdasarkan hasil pengamatan selama tiga hari maka diperoleh frekuensi
serta lamanya waktu yang disebabkan oleh adanya motion waste pada proses
linen, laminasi inner, dan eticket yang dapat dilihat pada tabel 4.24
Tabel 4.24. Pengukuran Motion Waste Ordner
Tanggal Pengamatan Proses
Frekuensi Terjadi Motion Waste
Motion Time Waste (detik)
Motion Time Waste (menit)
04-Mei-2010 Laminasi Inner 4 kali 900,89 15,01
Eticket 5 kali 305,27 5,08 Linen 3 kali 243,59 4,06
05-Mei-2010 Laminasi Inner 5 kali 1093,97 18,23
Eticket 5 kali 300,78 5,01 Linen 3 kali 244,57 4,07
06-Mei-2010 Laminasi Inner 5 kali 1090,48 18,17
Eticket 6 kali 359,91 5,99 Linen 2 kali 165,01 2,75
Pada tabel diatas dapat dilihat frekuensi terjadinya motion waste pada proses
linen, laminasi inner, dan eticket serta waktu yang dikeluarkan untuk setiap
prosesnya. Selama tiga hari (tujuh jam kerja) pengamatan diperoleh banyaknya
frekuensi terjadinya motion waste pada proses laminasi inner yaitu sebesar 13 kali
dengan total waktu yang dikeluarkan selama 3085,34 detik atau 51,42 menit. Pada
proses eticket memiliki frekuensi motion waste sebanyak 15 kali dengan total
waktu yang dikeluarkan selama 965,96 detik atau 16,09 menit. Sedangkan pada
proses linen frekuensi terjadinya motion waste yaitu sebanyak 8 kali dengan total
waktu yang dikeluarkan selama 653,17 detik atau 10,88 menit.
-
54 Universitas Kristen Petra
4.3 .4. Defect Waste
Terdapat beberapa tahapan dalam menganalisa kecacatan ordner yaitu
dimulai pada kecacatan bahan baku ordner yang digunakan dan kecacatan yang
terjadi pada setiap proses pembuatan ordner. Analisa dilakukan untuk dapat
mengetahui penyebab dari kecacatan pada material dan proses pembuatan ordner.
Berdasarkan data dokumentasi kecacatan ordner maka dapat digambarkan
kecacatan terbesar melalui pareto chart dan menganalisa penyebab terjadinya
kecacatan ordner dengan menggunakan fishbone diagram. Berikut adalah data
kecacatan proses pembuatan ordner yang dapat dilihat pada tabel 4.25
Tabel 4.25. Data Kecacatan Proses Pembuatan Ordner
Proses Jenis Kecacatan Jumlah (Pieces)
Pemotongan CIB zig-zag 2441
CIB tdk standar 700 Laminasi Chipboard CIB bergelombang 440
Laminasi Outer
Outer sobek 636 Outer terbuka 72
Outer bergaris putih 41 Outer bergelembung 90
Laminasi Inner
Inner terbuka 248 Inner bergelembung 151
Inner sobek 77 Inner miring 227
Linen Linen sobek 14 Linen miring 116
Eticket Eticket miring 264 Eticket kotor 1
Fingering Finger mirng 137 Radoring Rado miring 140 Mekanik Mekanik miring 129
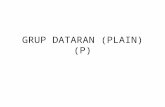
Berdasarkan data kecacatan diatas maka dapat dibuat pareto chart dari
kecacatan proses pembuatan ordner awal sampai akhir yang dapat dilihat pada
gambar 4.14
-
55 Universitas Kristen Petra
CIB zi
g-zag
CIB t d
k stan
dar
Outer
sobek
CIB be
rgelom
bang
Eticke
t mirin
g
In ner
terbuk
a
I nner
m iri ng
In ner
be rge
lembu
ng
Rado
miring
Finger
mirng
Mekan
ik miri n
g
Linen
mring
Others
2441 700 636 440 264 248 227 151 140 137 129 116 29541 12 11 7 4 4 4 3 2 2 2 2 5 41 53 64 71 76 80 84 86 89 91 93 95 100
0
1000
2000
3000
4000
5000
6000
0
20
40
60
80
100
Defect
CountPercentCum %
Per
cent
Cou
nt
Kecacatan Ordner
Gambar 4.14 Pareto Chart Kecacatan Proses Pembuatan Ordner
Pada pareto chart diatas dapat dilihat besarnya prosentase kecacatan proses
pembuatan ordner. Kecacatan pada proses pemotongan yaitu lembaran chipboard
yang zig -zag dengan tingkat kecacatan sebesar 41 persen dan lembaran chipboard
yang tidak standar dengan tingkat kecacatan sebesar 12 persen. Pada proses
laminasi outer terdapat kecacatan berupa lapisan outer yang sobek dengan tingkat
kecacatan sebesar 11 persen. Pada proses laminasi chipboard terdapat kecacatan
berupa lembaran chipboard yang bergelombang dengan tingkat kecacatan sebesar
7 persen. Pada proses laminasi inner kecacatan berupa lapisan inner yang terbuka
dengan tingkat kecacatan sebesar 4 persen. Sedangkan pada proses eticket
kecacatan berupa penempelan eticket yang miring dengan tingkat kecacatan
sebesar 4 persen.
Berdasarkan hasil yang diperoleh dari pareto chart diatas maka dilakukan
tindakan perbaikan dengan menganalisa terjadinya kecacatan pada proses
pemotongan, laminasi chipboard, laminasi outer, laminasi inner dan pada proses
eticket dengan menggunakan fishbone diagram.
-
56 Universitas Kristen Petra
4.3 .4.1. Defect Waste Proses Pemotongan
Kecacatan pada proses pemotongan berupa dimensi ukuran lembaran
chipboard yang dipotong tidak sesuai dengan standar sehingga melebihi batas
toleransi pemotongan sebesar 1 milimeter dan lebar ordner yang dipotong tidak
simetris (zig-zag). Lembaran ordner yang cacat tidak dapat di rework kembali
sehingga menimbulkan kerugian bagi perusahaan. Berdasarkan hasil pengamatan
maka diketahui penyebab kecacatan pada proses pemotongan yaitu pada mesin
potong yang digunakan. Mesin potong yang digunakan sering mengalami masalah
pada bagian komponen yang berfungsi untuk mengukur dimensi pemotongan. Hal
tersebut mengakibatkan dimensi ukuran lembaran chipboard tidak sesuai dengan
ukuran standar. Faktor usia mesin yang sudah tua juga menyebabkan sering
terjadinya kerusakan pada komponen mesin. Kecacatan yang disebabkan oleh
rusaknya komponen pada mesin potong dapat diatasi dengan adanya pemeriksaan
secara rutin oleh pihak perusahaan dengan melakukan kalibrasi pada komponen
mesin potong. Setelah mengetahui kecacatan yang ada pada proses pemotongan
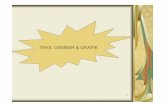
maka dilakukan analisa penyebab kecacatan dengan menggunakan fishbone
diagram yang dapat dilihat pada gambar 4.15
Gambar 4.15. Fishbone Diagram Proses Pemotongan
-
57 Universitas Kristen Petra
Pada fishbone diagram diatas dapat dilihat penyebab kecacatan pada proses
pemotongan yaitu disebabkan oleh metode dan mesin yang digunakan. Faktor
metode kerja disebabkan oleh tidak rutinnya pengisian oli pelumas pada roda
penggerak. Kurangnya oli pelumas ini menyebabkan keausan roda penggerak
yang berfungsi untuk mengukur dimensi pemotongan. Sedangkan faktor mesin
disebabkan oleh usia mesin yang sudah tua serta belum adanya keputusan dari
pihak managemen untuk mengganti mesin potong yang ada.
Terjadinya kecacatan pada proses pemotongan seringkali disebabkan oleh
mesin potong yang digunakan. Berdasarkan wawancara dengan kepala unit
mekanik maka diketahui mesin potong yang digunakan sering mengalami
kerusakan sehingga berdampak pada cacatnya hasil pemotongan chipboard. Saat
ini perusahaan jarang melakukan perawatan secara berkala pada mesin potong
sehingga sering terjadi masalah ketika digunakan.
4.3 .4.2. Defect Waste Proses Laminasi Chipboard
Kecacatan pada laminasi chipboard berupa hasil laminasi yang
bergelombang. Hal ini disebabkan oleh kurang keringnya lembaran chipboard
yang telah dilaminasi. Perusahaan menilai kecacatan ini tidak sesuai dengan
spesifikasi keinginan konsumen sehingga tidak dapat diproses lebih lanjut.
Perusahaan telah berusaha untuk mengatasi terjadinya kecacatan dengan
memberikan fan dryers untuk mengeringkan lembaran chipboard yang telah
dilaminasi. Setelah mengetahui kecacatan pada proses laminasi chipboard
selanjutnya dilakukan analisa penyebab kecacatan dengan menggunakan fishbone
diagram yang dapat dilihat pada gambar 4.16
-
58 Universitas Kristen Petra
Gambar 4.16. Fishbone Diagram Proses Laminasi Chipboard
Pada fishbone diagram diatas dapat dilihat penyebab terjadinya
kecacatan chipboard bergelombang yaitu disebabkan oleh mesin, metode dan
pekerja. Kecacatan yang disebabkan oleh metode yaitu kondisi lembaran
chipboard yang masih belum kering sehingga menjadi bergelombang. Kondisi
udara yang lembab juga mempengaruhi pengeringan lembaran chipboard dan hal
tersebut dapat diatasi dengan memberikan van dryers pada proses laminasi
chipboard. Lembaran chipboard yang bergelombang tidak dapat digunakan untuk
proses berikutnya karena tidak sesuai dengan keinginan konsumen. Faktor lainnya
yang mempengaruhi yaitu kotornya komponen perekat pada mesin laminasi. Hal
ini menyebabkan kurangnya lapisan lem pada lembaran chipboard yang telah
dilaminasi. Selain itu kecacatan juga disebabkan oleh pekerja yang jarang
melakukan pemeriksaan pada lembaran chipboard yang telah di proses laminasi.
Seharusnya pekerja melakukan pemeriksaan pada hasil laminasi chipboard
sebelum di pindahkan ke proses berikutnya, akan tetapi hal tersebut tidak
dilakukan karena menumpuknya pekerjaan.
4.3 .4.3 Defect Waste Proses Laminasi Outer
Kecacatan pada pr oses laminasi outer berupa gelembung kecil, lapisan
outer yang sobek, laminasi outer yang terbuka dan garis putih pada lembaran
-
59 Universitas Kristen Petra
outer yang telah dilaminasi. Penyebab dari kecacatan lapisan outer yang terbuka
dan lapisan outer yang sobek adalah mekanik pelipat pada mesin crathern
mengalami gangguan sehingga hasil laminasi menjadi cacat. Perusahaan
seharusnya memberikan pelatihan kepada operator proses laminasi outer agar
dapat segera melakukan perbaikan ketika terjadinya gangguan.
Kecacatan lainnya berupa gelembung kecil disebabkan oleh pekerja yang
kurang tepat ketika menempelkan lembaran chipboard ke lembaran outer yang
telah terlapisi lem. Sedangkan untuk kecacatan berupa garis putih pada lembaran
outer disebabkan oleh kotornya komponen roll penekan pada mesin crathern.
Kecacatan ini dapat dicegah dengan membersihkan roll secara rutin agar bersih
dari kotoran yang menempel. Setelah mengetahui kecacatan pada proses laminasi
outer selanjutnya dilakukan analisa penyebab kecacatan dengan menggunakan
fishbone diagram yang dapat dilihat pada gambar 4.17
Gambar 4.17. Fishbone Diagram Proses Laminasi Outer
Pada fishbone diagram diatas dapat dilihat penyebab kecacatan lapisan
outer yang sobek disebabkan oleh mesin dan pekerja. Kecacatan yang disebabkan
oleh mesin dikarenakan mekanik pelipat yang mengalami gangguan karena
putusnya belt karet. Belt karet ini berfungsi untuk melipat lembaran ordner yang
telah di lapisi lembaran outer. Kondisi lapisan belt karet yang kotor juga
mempengaruhi ketahanan belt karet yang digunakan. Selain itu kecacatan juga
-
60 Universitas Kristen Petra
disebabkan oleh pekerja yang kurang melakukan perawatan pada mesin crathern
karena kurangnya pelatihan untuk merawat serta mengganti komponen yang rusak
pada mesin crathern.
4.3 .4.4 Defect Waste Proses Laminasi Inner
Kecacatan pada proses laminasi inner yaitu adanya gelembung kecil pada
lembaran ordner, sobeknya lapisan inner, terbukanya laminasi inner dan
penempelan lapisan inner yang miring. Kecacatan berupa hasil laminasi inner
yang miring disebabkan oleh operator yang kurang terlatih untuk menempelkan
lembaran inner ke lembaran ordner. Sedangkan kecacatan berupa gelembung
kecil dan laminasi inner yang terbuka pada lembaran ordner disebabkan oleh
tidak meratanya lapisan lem pada permukaan lembaran inner. Lembaran ordner
yang cacat pada proses laminasi inner nantinya akan di rework dan di proses
ulang dengan cara melepas kembali lembaran inner dan menempelkannya dengan
lembaran inner yang baru. Setelah mengetahui kecacatan pada proses laminasi
inner selanjutnya dilakukan analisa penyebab kecacatan dengan menggunakan
fishbone diagram yang dapat dilihat pada gambar 4.18
Gambar 4.18. Fishbone Diagram Proses Laminasi Inner
Pada fishbone diagram diatas dapat dilihat penyebab dari kecacatan hasil
laminasi inner yang terbuka yaitu disebabkan oleh beberapa faktor diantaranya
-
61 Universitas Kristen Petra
pekerja dan mesin. Kecacatan yang disebabkan oleh faktor metode disebabkan
belum adanya jadwal yang berfungsi sebagai panduan pekerja untuk melakukan
pengisian cairan lem pada roll lem sehingga mempengaruhi hasil laminasi inner.
Sedangkan kecacatan yang disebabkan oleh faktor mesin dikarenakan cairan lem
pada tungku roll lem habis sehingga mengakibatkan hasil laminasi terbuka karena
kurangnya la pisan lem yang diberikan.
4.3 .4.5 Defect Waste Proses Eticket
Kecacatan pada proses eticket berupa mirngnya eticket yang di tempelkan
pada lembaran ordner dan terdapat sisa lem pada eticket yang telah ditempel pada
lembaran ordner. Kecacatan berupa miringnya penempelan eticket disebabkan
oleh operator yang kurang teliti ketika menempelkan eticket pada lembaran
ornder. Sedangkan kecacatan terdapatnya sisa lem pada lembaran ordner
disebabkan oleh operator yang tidak membersihkan lembaran ordner yang telah di
tempel eticket dengan kain pembersih. Lembaran ordner yang cacat kemudian di
rework kembali dengan menempelkan eticket yang baru pada lembaran ordner.
Setelah mengetahui kecacatan pada proses eticket selanjutnya dilakukan analisa
penyebab kecacatan dengan menggunakan fishbone diagram yang dapat dilihat
pada gambar 4.19
Gambar 4.19. Fishbone Diagram Proses Eticket
-
62 Universitas Kristen Petra
Pada fishbone diagram diatas dapat dilihat penyebab dari kecacatan
eticket miring yaitu disebabkan oleh faktor pekerja dan metode. Pekerja yang
kurang teliti ketika menempelkan eticket ke lembaran ordner disebabkan oleh
adanya pergantian pekerja baru yang masih belum memiliki pengalaman yang
cukup. Sedangkan kecacatan pada metode yaitu dikarenakan posisi penempatan
lembaran ordner yang akan di eticket miring, sehingga eticket yang ditempelkan
menjadi miring. Minimnya fasilitas kerja seperti tidak adanya kotak untuk
menempatkan lembaran ordner juga menyebabkan miringnya penempelan eticket.
4.3 .4.6 Defect Waste Material Ordner
Pada penerimaan bahan baku ordner terdapat beberapa kriteria kecacatan
yang tidak dapat ditoleransi oleh perusahaan. Berikut adalah kriteria kecacatan
pada bahan baku ordner. Pada lembaran chipboard pengecekan kecacatan
dilakukan dengan me lihat kondisi chipboard, dan apabila terdapat kecacatan
berupa tebal yang tidak standar, maka material tersebut dinyatakan cacat. Pada
lembaran outer pengecekan kecacatan dilakukan dengan melihat permukaan
lembaran dan jika ditemukan kecacatan berupa warna outer yang kabur maka
material tersebut dinyatakan cacat. Sedangkan pada lembaran linen dan eticket
pengecekan dilakukan dengan melihat permukaan lembaran dan jika ditemukan
permukaan linen yang berlubang maka material tersebut akan dinyatakan cacat.
Pada logam finger ring, rado ring dan mekanik pengecekan kecacatan dilakukan
dengan melihat apakah lapisan logam rusak. Produk cacat yang ditemukan ketika
dilakukan pemeriksaan akan dikembalikan ke supplier sesuai dengan perjanjian
mengenai kualitas produk.
Berdasarkan data dokumentasi kecacatan material yang dimiliki
perusahaan maka dapat dilakukan analisa dengan menggunakan pareto chart dan
fishbone diagram. Data kecacatan material ordner dapat dilihat pada lampiran 7.
Pareto chart material ordner dapat dilihat pada gambar 4. 20
-
63 Universitas Kristen Petra
Gambar 4.20. Pareto Chart Raw Material Ordner
Pada pareto chart diatas dapat dilihat kecacatan berupa lembaran outer
yang memiliki warna yang kabur dengan tingkat kecacatan sebesar 86,8 persen.
Kecacatan pada material chipboard berupa lembaran chipboard yang tipis
memiliki tingkat kecacatan sebesar 8,5 persen. Sedangkan untuk kecacatan
lainnya yaitu seperti logam mekanik rusak, lembaran linen dan eticket berlubang
memiliki tingkat kecacatan sebesar 4,7 persen. Material outer harus mendapat
perhatian secara khusus agar kecacatan pada material tersebut dapat dikurangi.
Penyebab dari terjadinya kecacatan dari material outer dapat dilihat dengan
menggunakan bantuan fishbone diagram pada gambar 4.21
Gambar 4.21. Fishbone Diagram Material Outer
Count
Pe rce nt
DefectCount
86,8 95,3 100,0
9777 960 533Percent 86,8 8,5 4,7Cum %
OtherChipboard Tipis Warna Outer Kabur
12000
10000
8000
6000
4000
2000
0
100
80
60
40
20
0
Kecacatan Raw Material Ordner
-
64 Universitas Kristen Petra
Pada fishbone diagram diatas dapat dilihat penyebab dari kecacatan
material ordner yaitu outer. Faktor supplier menyebabkan terjadinya kecacatan
material outer dikarenakan adanya perbedaan standar kualitas warna ordner yang
diinginkan oleh perusahaan. Perbedaan tersebut dikarenakan kurangnya
komunikasi perusahaan kepada supplier tentang kriteria warna material outer
yang diinginkan. Selain itu jumlah outer yang cacat juga melebihi perjanjian yang
telah disepakati. Hal tersebut dikarenakan perusahaan pada saat ini masih belum
memiliki standar batas toleransi kecacatan jumlah material yang diterima.
-
65 Universitas Kristen Petra
4.3 .5. Processing Waste
Terdapat processing waste pada beberapa proses produksi yang ada pada
departemen ordner yaitu pada proses laminasi outer, proses laminasi inner, proses
eticket, dan proses linen. Berdasarkan pengamatan yang dilakukan maka dapat
diketahui penyebab terjadinya processing waste pada proses-proses tersebut.
Processing waste disebabkan oleh ketidaktepatan proses yang disebabkan faktor
pekerja , mesin dan peralatan yang digunakan ketika mengerjakan ordner sehingga
diperlukan pengerjaan ulang.
Pada proses laminasi outer terjadinya processing waste dikarenakan
terbukanya lapisan outer pada lembaran ordner yang telah di laminasi sehingga
dilakukan pengulangan proses. Ordner yang di proses ulang disebabkan oleh
rusaknya komponen pelipat yang ada pada mesin crathern sehingga
mengakibatkan tidak efesiennya proses kerja. Pekerja hendaknya segera
melakukan perbaikan ketika mesin mengalami kerusakan sehingga jumlah ordner
yang di proses ulang tidak bertambah. Waktu yang dikeluarkan untuk setiap kali
terjadinya processing waste pada proses laminasi outer yaitu sebesar 18,87 detik
atau 0,3145 menit.
Pada proses laminasi inner terjadi processing waste dikarena kan kurang
tepatnya proses yang dilakukan pekerja yaitu diantaranya penempelan lapisan
inner yang miring dan adanya gelembung kecil pada permukaan ordner yang telah
di laminasi. Tidak tepatnya pengerjaan proses tersebut disebabkan oleh kurang
telitinya pekerja ketika menempelkan lembaran inner pada ordner. Pekerja
melepas lapisan inner pada ordner yang di proses ulang dan menempelkan
kembali lapisan inner yang baru pada lembaran ordner. Ketidaktepatan proses
tersebut menimbulkan kerugian berupa waktu dan material untuk mengulangi
proses laminasi inner. Waktu yang dikeluarkan untuk setiap kali terjadinya
processing waste pada proses laminasi inner yaitu sebesar 31,41 detik atau 0,52
menit.
Pada proses linen terjadi processing waste berupa tidak meratanya
pemberian lapisan lem pada material linen sehingga dilakukan pengulangan
proses kembali. Tidak tepatnya pengerjaan proses tersebut disebabkan oleh mesin
linen yang mengalami masalah pada komponen roll pemutar sehingga aliran lem
-
66 Universitas Kristen Petra
tidak mengalir secara merata. Tidak berfungsinya mesin linen dengan baik juga
disebabkan oleh faktor usia mesin yang sudah tua sehingga mesin tidak berfungsi
secara optimal. Waktu yang dikeluarkan untuk setiap kali terjadinya processing
waste pada proses linen yaitu sebesar 33,62 detik atau 0,56 menit.
Pada proses eticket ordner terjadi processing waste dikarena kan kurang
tepatnya proses yang dilakukan pekerja, yaitu diantaranya tidak lurusnya eticket
yang ditempelkan, dan eticket yang kotor. Processing waste berupa penempelan
eticket yang tidak lurus disebabkan oleh pekerja yang kurang teliti ketika
memasang eticket pada lembaran ordner. Pekerja terkadang tidak lurus
menempatkan lembaran ordner pada meja kerja sehingga eticket yang
ditempelkan menjadi miring. Processing waste lainnya berupa eticket yang kotor
disebabkan oleh kelalaian pihak quality control ketika memeriksa material eticket
yang masuk sehingga masih terdapatnya material yang cacat. Pekerja mengulang
proses dengan cara melepas eticket pada lembaran ordner dan menempelkan
kembali lembaran eticket baru, kemudian mengelapnya dengan kain pembersih.
Waktu yang dikeluarkan untuk setiap kali terjadinya processing waste pada proses
eticket yaitu 23,41 detik atau 0,39 menit.
-
67 Universitas Kristen Petra
4.3 .6. Transportation Waste
Transportation waste terjadi karena adanya perpindahan material dari satu
proses ke proses berikutnya pada departemen ordner. Waktu trasnportasi untuk
setiap proses produksi ordner dapat dilihat secara keseluruhan pada value stream
mapping yang telah dibuat sebelumnya. Besarnya waktu transportasi untuk
keseluruhan produk ordner dapat dilihat pada tabel 4.26
Tabel 4.26. Transportation Time Ordner
Jenis Ordner Total Waktu Trans portasi (detik) Total Waktu Transportasi
(menit) Plain 401 414,12 6,902 Plain 402 416,22 6,937 Plain 403 415,92 6,932 PVC 401 435,30 7,255 PVC 402 435,22 7,253 PVC 403 437,42 7,290
Marble 401 305,82 5,097 Marble 402 306,88 5,114 Marble 403 306,73 5,112
Pada tabel diatas dapat dilihat besarnya waktu transportasi yang di dapat
dari menjumlahkan waktu transportasi dari satu proses ke proses berikutnya untuk
keseluruhan produk ordner. Waktu transportasi tertinggi terdapat pada produk
ordner plain dengan ukuran 401, 402 dan 403 yaitu dengan rata-rata sebesar
415,42 detik atau 6,923 menit. Waktu trans portasi terkecil terdapat pada
pembuatan ordner marble dengan ukuran 401, 402 dan 403 yaitu dengan rata -rata
sebesar 306,47 detik atau 5,107 menit. Waktu trans portasi untuk ordner marble
lebih kecil jika dibandingkan dengan ordner lainnya karena memiliki proses
produksi yang lebih pendek.
Tingginya waktu transportasi pada keseluruhan produk ordner dipengaruhi
oleh waktu transportasi dari proses mekanik dan packing ke gudang produk jadi.
Letak gudang produk jadi berada di luar departemen ordner sehingga diperlukan
waktu untuk memindahkan ordner. Perusahaan pada saat ini tidak menginginkan
adanya perubahan letak fasilitas kerja karena diperlukan biaya dan waktu untuk
memindahkan mesin kerja. Data waktu transportasi dapat dilihat pada lampiran 4
-
68 Universitas Kristen Petra
4.3 .7. Waiting Waste
Waiting waste terjadi karena adanya waktu tunggu pada setiap proses
pembuatan. Waktu tunggu pada proses pembuatan ordner juga dipengaruhi oleh
adanya waktu trans portasi untuk memindahkan material. Berikut adalah waktu
tunggu yang dapat dilihat pada tabel 4.27
Tabel 4.27. Waiting Time Ordner
Jenis Ordner Total Waktu Tunggu
(detik) Total Waktu Tunggu
(menit) Plain 401 459,72 7,662
Plain 402 461,42 7,690 Plain 403 461,52 7,692
PVC 401 524,50 8,741 PVC 402 524,42 8,740 PVC 403 526,62 8,777
Marble 401 340,52 5,675 Marble 402