30633614 Master Mata Pahat
32
MATA PAHAT dan MESIN GERINDA MESIN GERINDA Pengertian Mesin Gerinda Mesin gerinda adalah mesin asah yang digunakan untuk menajamkan semua mata pahat yang telah mengalami keausan seperti mata pahat bubut, sekrap, frais, bor, dan lain - lain. Menggerinda atau grinding adalah suatu pekerjaan yang dilakukan untuk melakukan pemotongan yang sangat halus dengan menggunakan roda abrasive sebagai sarana pemotong. Roda gerinda sebagai pemotong memiliki beribu-ribu sisi pemotong yang sangat kecil berputar memotong benda kerja sebagai pengganti sisi potong yang lebar dari pisau-pisau potong yang berputar. Roda ini dapat dibuat dalam berbagai macam ukuran serta dari berbagai macam bahan – bahan, seperti berbagai tipe batu – batuan, permata – permata berlian, ataupun dari material – material inorganic. Menggerinda adalah proses penggesekan material benda kerja dengan batu sehingga terjadi pengikisan material benda kerja dengan sangat halus sehingga butiran – butiran yang terkikis hanya berkurang sedikit demi sediki sehingga terbentuk hasil yang diinginkan. Prinsip kerja atau proses pengerjaan dalam pengerindaan adalah sama dengan pemotongan yang dilakukan dengan milling, hanya saja terdapat perbedaan dalam pemotongan bentukanya saja. Jika menggunakan
-
Upload
romulus-situ-morank -
Category
Documents
-
view
76 -
download
3
Transcript of 30633614 Master Mata Pahat

MATA PAHAT
dan
MESIN GERINDA
MESIN GERINDA
Pengertian Mesin Gerinda
Mesin gerinda adalah mesin asah yang digunakan untuk
menajamkan semua mata pahat yang telah mengalami keausan seperti mata
pahat bubut, sekrap, frais, bor, dan lain - lain.
Menggerinda atau grinding adalah suatu pekerjaan yang dilakukan
untuk melakukan pemotongan yang sangat halus dengan menggunakan roda
abrasive sebagai sarana pemotong. Roda gerinda sebagai pemotong
memiliki beribu-ribu sisi pemotong yang sangat kecil berputar memotong
benda kerja sebagai pengganti sisi potong yang lebar dari pisau-pisau
potong yang berputar.
Roda ini dapat dibuat dalam berbagai macam ukuran serta dari
berbagai macam bahan – bahan, seperti berbagai tipe batu – batuan,
permata – permata berlian, ataupun dari material – material inorganic.
Menggerinda adalah proses penggesekan material benda kerja
dengan batu sehingga terjadi pengikisan material benda kerja dengan sangat
halus sehingga butiran – butiran yang terkikis hanya berkurang sedikit demi
sediki sehingga terbentuk hasil yang diinginkan.
Prinsip kerja atau proses pengerjaan dalam pengerindaan adalah
sama dengan pemotongan yang dilakukan dengan milling, hanya saja
terdapat perbedaan dalam pemotongan bentukanya saja. Jika menggunakan

mikroskop maka kita akan bisa melihat batu – batu yang kecil dan sangat
tajam dalam jumlah yang sangat banyak dalam batu gerinda tersebut.
Mesin gerinda dapat juga digunakan untuk membentuk benda kerja
menurut bentuk yang diinginkan dengan membentuk roda gerinda seperti
cetakan. Untuk mendapatkan hasil kerja yang baik, operator tidak hanya
sekedar menjalankan mesin, tetapi juga harus mengetahui sifat-sifat bahan
asah dan roda gerinda, dan juga sifat logam atau material yang akan
digerinda ( benda kerja yang akan dibentuk ).
Di dalam proses penggerindaan terdapat suatu kondisi
penggerintdaan optimum. Kondisi penggerindaan optimum ini biasanya
merupakan hasil gabungan dari beberapa kondisi penggerindaan. Hal ini
dapat menghasilkan beberapa hasil sebagai berikut :
- kehalusan tinggi
- tegangan sisa terendah atau berupa sisa tekan
- kecepatan penghasilan geram/produktivitas tinggi
- ongkos penggerindaan termurah
Sebuah mesin gerinda terdiri dari sebuah roda penggerinda yang
digerakkan dengan tenaga mesin dan berputar pada kecepatan yang
diinginkan ( biasanya tergantung pada diameter roda dan rating sang
perancang, biasanya dengan menggunakan formula ) dan sebuah sandaran
dengan lapisan penahan untuk mengarahkan dan menahan benda – benda
kerja. Pengontrolan kepala penggerinda yang bagus sangat memungkinkan
dengan menggunakan sebuah roda tangan yang di kalibrerasi dengan
vernier caliver, atau dengan menggunakan fitur – fitur dari control NC atau
CNC.

Ada beberapa keuntungan di dalam proses penggerindaan yakni :
1. Merupakan metode yang umum dari pemotongan bahkan pada baja yang
telah dikeraskan.
2. Disebabkan oleh banyaknya mata potong yang kecil dalam jumlah yang
banyak, maka akan menimbulkan permukaan yang halus dan memuaskan
sehingga kadang kala proses penggerindaan dapat dijadikan proses
finishing terhadap benda kerja.
3. Penggerindaan dapat menyelesaikan pekerjaan dalam waktu yang singkat
dan tingkat ketelitian yang tinggi.
4. Tekanan pelepasan logam dalam proses ini kecil sehingga
memperbolehkan benda untuk pengerjaan terhadap benda yang mudah
pecah dan benda kerja yang cenderung untuk melenting menjauhi
perkakas.
5. Dapat melakukan pembentukan benda kerja dengan bentuk yang sulit
sekalipun.
Batu Gerinda
Batu gerinda merupakan suatu komponen utama yang tidak dapat
dipisahkan didalam proses penggerindaan yang telah dijelaskan pada
bagaian atas tadi. Karena proses pemotongan dilakukan oleh batu gerinda
ini. Batu gerinda terdiri dari butiran-butiran batu asah yang saling
bersambung yang diikat oleh bahan perakat. Jika dilihat dengan mikroskop
dapat dilihat seperti pada gambar dibawah diantara butrian batu asah
terdapat bahan perekat dan pori-pori.

Keterangan gambar :
- abrasive grain : butiran batu asah atau grain
- bond material : bahan perekat
- air gaps : pori – pori
Diantara abrasive dan bond terdapat bagian-bagian kosong atau pori-
pori dalam ukuran dan jumlah yang beraneka ragam, mempengaruhi roda-
roda gerinda dalam pengasahannya. Terdapat beberapa fungsi dari roda
gerinda ini juga tergantung proses pemakaiannya.
Fungsi dari batu gerinda tersebut juga berbeda-beda dalam
pemakaiannya, berikut fungsi dari beberapa jenis batu gerinda :
- Flat wheels, untuk melakukan penggerindaan alat-alat potong seperti
handtap, countersink, mata bor, dan sebagainya.
- Cup wheels, untuk melakukan penggerindaan alat-alat potong seperti
cutter, pahat bubut, dan sebagainya.
- Dish grinding wheels, untuk melakukan penggerindaan profil pada cutter.

- Shaped grinding wheels, untuk memotong alat potong ataupun material
yang sangat keras, seperti HSS, material yang sudah mengalami proses
heat treatment.
- Cylindrical grinding wheels, untuk melakukan penggerindaan diameter
dalam suatu jenis produk.
Selain fungsi yang berbeda pada setiap jenis batu, juga mempunyai
warna batu yang berbeda pula, dimana setiap warna yang dimiliki batu
mempunyai karakteristik yang berbeda pula, di pasaran pada umunya
terdapat warna merah muda, putih dan hijau.
Proses pembuatan roda gerinda adalah denagn mencampur butiran
batu asah (abrasive) dengan perekat (bond) kemudian dicetak dan
dikeringkan dalam cetakan pada tekanan tinggi dan suhu mencapai 420C
hingga 450C.
Di dalam melakukan proses penggerindaan, perlu dilakukan
pemilihan terhadap roda gerinda. Biasanya pemilihan roda gerinda
dilakukan berdasarkan pada hal di bawah ini :
- Untuk bahan dengan kekuatan tarik rendah, yaitu Besi kelabu, Kuningan,
Perunggu, Aluminium, tembaga, granite, dll. Gunakan roda gerinda
Silicon carbida. Selain itu, gunakan roda gerinda keras untuk bahan yang
lunak, dan roda gerinda lunak untuk bahan yang keras.
- Volume bahan yang digerinda, untuk volume bahan buangan yang besar
gunakan roda gerinda yang berbutir besar dan kasar, termasuk bahan yang
liat. Sedangkan roda gerinda berbutir halus digunakan untuk volume
sedikit (tipis untuk finishing), termasuk bahan yang keras.
- Besarnya busur singgungan antara roda gerinda dan benda kerja, busur
singgungan besar berarti luasan gesekan juga luas, maka roda gerinda
cepat aus. Untuk itu gunakan roda gerinda lunak dengan butiran yang

besar. Sedangkan untuk busur14 singgungan kecil atau sedikit, gunakan
roda gerinda yang keras dengan butiran halus.
Didalam proses penggerindaan, batu gerinda akan mengalami keausan.
Maka diperlukan proses pengasahan. Pengasahan (dressing) ditujukan
untuk memperbarui permukaan roda gerinda agar ketajaman
pemotongannya baik. Sedangkan truing ditujukan untuk meratakan
permukaan roda gerinda. Selain menggunakan batu gerinda, proses
penggerindaan juga diperlukan cairan pendingin (coolent).
Bahan roda gerinda mempunyai sifat dan bentuk berbeda dengan
dengan kekerasan dan kerapuhan yang berbeda pula. Kekerasan, kerapuhan,
sifat dan bentuk roda gerinda tergantung pada bahan roda gerinda yang
merupakan faktor yang berpengaruh pada proses penggerindaan. Faktor
pada proses penggerindaan yang dipengaruhi oleh roda gerinda tersebut
diantaranya adalah :
1. Bahan Asah
Bahan asah yang dipakai adalah seperti silicon carbide, alluminium oxide,
boron nitrid, amril, diamond dan lain sebagainya. Bahan – bahan tersebut
mempunyai kekerasan, kerapuhan, sifat dan bentuk yang berlainan antara
bahan tersebut.
- Amril adalah kristal dari alumunium oksida dan besi oksida dengan
persentase campuran yang bermacam-macam.
- Corundum adalah alumunium oksida dengan bermacam-macam
tingkat kemurniannya. Amril dan corundum sebagian besar
digunakan dalam pembuatan kertas pengasah dan kain pengasah.
- Silicon carbide adalah kombinasi kimia dari karbon dan silicon
yang dibuat dari dapur tinggi listrik. Pekerjaan ini memakan
waktu ± 36 jam pada temperatur 2000°C. Setelah itu silicon

carbide diambil dalam bentuk kristal-kristal yang banyak. Silicon
carbide berwarna hitam kehijau-hijauan.
- Alumunium oxide yang mula-mula berasal dari bauksit, juga dibuat
dalam dapur tinggi listrik. Bauksit lebur dalam temperatur ±
2100°C. Batangan-batangan dipatahkan, dihancurkan dan digiling
menjadi butiran-butiran kecil.
- Boron nitride adalah hasil produksi buatan General Electrik Corp.
Barang tersebut mempunyai bentuk kristal berbentuk kubus keras
seperti silicon carbide, suhunya stabil hingga 1400°C.
- Intan adalah bahan asah yang terkeras. Carbon yang murni dan
sekarang ini dibuat untuk pembuatan proses industry.
2. Bahan Perekat
Perekat harus mengikat butiran-butiran pengasah bersama-sama dan
melengkapi roda gerinda dengan kekuatan dan kekerasan. Ada beberapa
tipe – tipe dari perekat yang digunakan dan masing-masing tipe
mempunyai kegunaan tersendiri.
3. Tingkatan roda gerinda
Yang dimaksud tingkatan roda gerinda adalah kekerasan relatif dan roda
gerinda. Ketahanan roda gerinda adalah kemampuan perekat memegang
butiran pengasah melawan pelepasan butiran dalam tekanan penggerindaan.
Kekerasan roda gerinda tergantung komposisi dan jenis perekat. Roda
gerinda lunak memiliki perekat yang mudah melepas butiran pengasah
dalam tekanan penggerindaan. Sedangkan roda gerinda keras perekanya
memegan butiran pengasah dengan kuat pada pengerjaan berat dan tekanan
kuat.

4. Struktur Roda Gerinda
Struktur roda gerinda ditentukan oleh perbandingan dan penyusunan dan
butiran-butiran pengasah dan perekat. Jumlah perekat sekitar 10% sampai
30% dari volume total pada gerinda. Biasanya disusun struktur padat,
struktur terbuka, struktur pori – pori.
Proyeksi dari permukaan roda gerinda akan terlihat beribu-ribu
butiran tajam. Apabila diputar dengan kecepatan tinggi dan dipertemukan
dengan benda kerja, akan memotong beram-beram yang kemudian menjadi
merah dan panas karena gesekan yang keras.
Bagian - Bagian Mesin Gerinda
- Bagian badan mesin yang biasanya terbuat dari besi tuang yang memiliki
sifat sebagai peredam getaran yang baik. Fungsinya adalah untuk
menopang meja kerja dan menopang kepala rumah spindel.
- Bagian poros spindel merupakan bagian yang kritis karena harus berputar
dengan kecepatan tinggi juga dibebani gaya pemotongan pada batu
gerindanya dalam berbagai arah.
- Bagian meja juga merupakan bagian yang dapat mempengaruhi hasil kerja
proses gerinda karena diatas meja inilah benda kerja diletakkan melalui
suatu ragum ataupun magnetic chuck yang dikencangkan pada meja ini.
- Power transmission gerinda dilindungi oleh pelindung tetap sebagai
peredam getaran. Power transmission gerinda berupa spindle.
- Point of operation gerinda ini merupakan bagian mesin yang dirancang
untuk mengasah atau mengikis benda kerja.

- Pelindung yang dapat diatur ini merupakan safety glass, dimana dirancang
untuk melindungi bagian atas badan pekerja, seperti bagian wajah dari
percikan api.
- Heavy wheel guard bertujuan untuk melindungi gerinda pada saat berputar
dan merupakan pelindung tetap.
- Meja benda bertujuan untuk mengontrol benda pada saat penggerindaan
dan mempengaruhi hasil daripenggerindaan.
- Sakelar yang digunakan untuk menghidupkan ketika digunakan ataupun
untuk mematikan gerinda ketika tidak digunakan.
- Batu gerinda adalah bagian yang digunakan untuk mengasah mata potong.
Bentuk - Bentuk Batu Gerinda


Gambar Bentuk Gerinda
Bentuk Sudut dari Roda Gerinda Geometri

Serbuk abrasive merupakan bagian yang aktif yang berfungsi
sebagai mata potong yang tersebar diseluruh permukaaan batu gerinda.
Terdapat 4 jenis serbuk abrasif yang umum dipakai :
- Oksida alumunium;
- Karbida silikon;
- Nitrida boron;
- Intan.
Ada tiga jenis utama bahan pengikat serbuk abrasif yang umum
digunakan, yaitu :
- Keramik
merupakan bahan pengikat yang paling banyak digunakan, ikatan kuat
sampai temperatur kerja yang cukup tinggi, tetapi tidak tahan bahan kejut
atau fluktuasi temperatur yang besar.
- Silika
ikatannya lebih rendah di bandingkan keramik, karena serbuknya mudah
terlepas.
- Karet
termasuk polimer dengan sifat elastisitas yang melebihi keramik,
umumnya digunakan bagi pengikatan serbuk intan.
- Plastik
termasuk jenis polimer yang elastis, ikatannya kuat terhadap temperatur
yang cukup tinggi.

- Shelac
termasuk jenis polimer, biasanya digunakan dalam proses penghalusan
beberapa jenis produk seperti camshaft, papermill rolls, dan pisau.
- Metal
digunakan sebagai pengikat serbuk intan bagi proses penggerindaan
khusus diamana umur batu gerinda lebih dipentingkan daripada tingginya
temperatur penggerindaan.
Penandaan Roda Gerinda
Dalam penandaan roda gerinda harus diperhatikan penunjukannya
seperti misalnya hal tentang kwalitet (macam bahan asah), ukuran (garis

tengah, lebar, lubang), bentuk, ukuran butiran - butiran, singkat dan
struktur. Dapat kita lihat pada gambar di atas.
Kekuatan Ikatan Serbuk atau Kekerasan Batu Gerinda :
- Kekuatan ikatan serbuk atau kekerasan batu gerinda ditentukan oleh jenis
dan prosentase bahan pengikat.
- Apabila serbuk abrasif dengan bahan pengikat yang tipis,maka kekuatan
ikatannya tidak begitu besar dan batu gerinda termasuk grade yang lunak.
- Apabila serbuk abrasif dengan ukuran yang sama seperti diatas tetpai
jumlah bahan pengikatnya relatif lebih banyak,maka batu gerinda akan
kebih keras(grade yang keras).
Syarat utama yang diperhatikan dalam pemilihan roda gerinda
adalah :
- Material yang digerinda dan kekerasannya;
- Banyaknya material yang digerinda dan hasil akhir yang diinginkan;
- Busur singgungan.
Jenis Mesin Gerinda
Pada dasarnya mesin gerinda itu digunakan untuk menggerinda
permukaan benda kerja sehingga permukaannya menjadi rata dan halus,
khususnya untuk mengasah pahat pemotong dari mesin - mesin perkakas.
Bentuk mesin ini yang sering digunakan ada yang duduk dan ada yang
berdiri, yang dimaksud dengan mesin gerinda duduk adalah mesin gerinda
yang pemasangannya dengan cara diikat dengan baut pada bangku kerja,
sedangkan mesin gerinda berdiri ialah mesin gerinda yang terpasang pada
kakinya yang tinggi.

1. Mesin gerinda berdiri
Mesin gerinda berdiri ialah mesin gerinda yang terpasang pada kaki
dengan konstruksi yang tinggi. Mesin ini biasanya digunakan untuk
menggerinda mata pahat mesin produksi.
Gambar Mesin Gerinda Berdiri
2. Mesin gerinda duduk

Mesin gerinda duduk adalah mesin gerinda yang pemasangannya
dengan cara diikat dengan baut pada bangku kerja / pada meja. Tujuan
diikatnya adalah agar posisi gerinda kokoh dan dapat dijangkau dalam
keadaan duduk.
3. Mesin gerinda tangan
Mesin gerinda tangan merupakan mesin yang berfungsi untuk
menggerinda benda kerja. Awalnya mesin gerinda hanya ditujukan untuk
benda kerja berupa logam yang keras seperti besi dan stainless steel.
Menggerinda dapat bertujuan untuk mengasah benda kerja seperti pisau dan
pahat, atau dapat juga bertujuan untuk membentuk benda kerja seperti
merapikan hasil pemotongan, merapikan hasil las, membentuk lengkungan
pada benda kerja yang bersudut, menyiapkan permukaan benda kerja untuk
dilas, dan lain-lain.
Berikut ini adalah gambar dari mesin gerinda yang diaplikasikan
dengan tangan :
Mesin gerinda ini didesain untuk dapat menghasilkan kecepatan
sekitar 11000 - 15000 rpm. Dengan kecepatan tersebut batu gerinda, yang
merupakan komposisi aluminium oksida dengan kekasaran serta kekerasan

yang sesuai, dapat menggerus permukaan logam sehingga menghasilkan
bentuk yang diinginkan. Dengan kecepatan tersebut juga, mesin gerinda
juga dapat digunakan untuk memotong benda logam dengan menggunakan
batu grinda yang dikhususkan untuk memotong.
Pada umumnya mesin gerinda tangan digunakan untuk menggerinda
atau memotong logam, tetapi dengan menggunakan batu atau mata yang
sesuai kita juga dapat menggunakan mesin gerinda pada benda kerja lain
seperti kayu, beton, keramik, genteng, bata, batu alam, kaca, dan lain-lain.
Tetapi sebelum menggunakan mesin gerinda tangan untuk benda
kerja yang bukan logam, perlu juga dipastikan agar kita menggunakannya
secara benar, karena penggunaan mesin gerinda ta.ngan untuk benda kerja
bukan logam umumnya memiliki resiko yang lebih besar.
Untuk itu kita perlu menggunakan peralatan keselamatan kerja
seperti pelindung mata, pelindung hidung (masker), sarung tangan, dan juga
perlu menggunakan handle tangan yang biasanya disediakan oleh mesin
gerinda. Tidak semua mesin gerinda tangan menyediakan handle tangan,
karena mesin yang tidak menyediakan handle tangan biasanya tidak
disarankan untuk digunakan pada benda kerja non-logam.
4. Penggerinda silindris ( Cylindrical grinder )
Penggerinda silindris adalah suatu kelas mesin penggerindaan yang
digunakan pada benda kerja yang simetrikal terhadap arah axis suatu rotasi.
Mesin ini juga termasuk alat untuk melakukan penggerindaan tanpa inti
( centerless grinding ). Sebuah penggerinda silindris dapat memiliki lebih
dari satu roda penggerinda. Benda kerja dirotasikan dan sandarkan pada
roda penggerinda untuk membentuk suatu silinder. Ini dimaksudkan untuk
membentuk tongkat yang presisif.

Di dalam proses penggerindaan silindris juga terdapat beberapa tipe-
tipe penggerindaan terhadap penggerindaan silindiris. Tipe – tipe
penggerinda silindris tersebut akan dijelaskan pada bagian berikut ini :
- Penggerinda OD ( OD grinder)
Penggerinda OD menggerinda diameter luar ( Outer Diameter ) dari
sebuah benda kerja, yang ditahan pada satu atau kedua sisi ujung.
Biasanya benda kerja ditahan diantara pertengahan dan di rotasikan
pada roda yang putarannya lebih cepat.
- Penggerinda ID ( ID grinder )
Penggerinda ID menggerinda diameter dalam ( Inner Diameter )
suatu benda kerja.
- Penggerinda tanpa inti ( centerless grinder)
Sebuah penggerinda tanpa inti adalah tipe penggerinda OD yang
dimana benda kerja dihadapkan melawan roda penggerinda oleh
roda kedua yang lebih kecil, yang berputar dengan putaran per
menit ( RPM ) yang lebih rendah yang dikenal sebagai roda
regulator ( regulating wheel).
- Penggerinda permukaan ( Surface grinder)
Penggerinda tipe ini adalah mesin penggerinda yang digunakan
untuk menghasilkan permukaan datar yang pas, antara untuk
ukuran kritikal atau untuk penyelesaian permukaan.

Gambar Mesin Gerinda Permukaan
4. Penggerinda sabuk ( Belt grinder)
Biasanya digunakan sebagai metode pengerjaan mesin untuk
memproses logam – logam dan material – material lainnya, dengan
meggunakan bantuan dari bahan berlapisan abrasive. Memasir ( sanding )
adalah pengerjaan untuk kayu, menggerinda adalaha kata umum untuk
pengerjaan logam.

Penggerindaan sabuk adalah proses cepat yang cocok untuk semua
tipe aplikasi seperti penyelesaian ( finishing ), deburring, dan pembuangan
bahan sisa dalam jumlah besar ( stock removing).
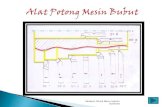
Metode Proses Penggerindaan
Untuk pemotongan memanjang dan melintang, meja kerja
digerakkan memanjang dan melintang. Untuk pemotongan yang lebih
dalam, roda gerinda digerakkan vertical terhadap benda kerja.
Untuk pemotongan benda kerja berbentuk silinder maka digunakan
mesin gerinda silinder (cylindrical grinding machine). Mesin gerinda
universal dapat digunakan untuk megerjakan benda kerja bentuk silinder,
datar dan mengasah pisau frais, pahat bubut, reamer(proses perluasan
lubang) dan lain sebagainya.
Cara pemotongan benda kerja bergantung pada bentuk benda kerja
yang diinginkan. Sebagai gerakan utama pemotongan adalah putaran roda
gerinda. Putaran roda gerinda menggesek permukaan benda kerja sehingga
terpotong dan terbuang.
Di dalam melakukan proses penggerindaan, ada beberapa prosedur-
prosedur atau metode-metode yang diperlukan untuk membentuk
permukaan yang diinginkan atau yang kita kehendaki.
Metode – metode itu adalah sebagai berikut ini :
- Menggerinda permukaan sejajar
Untuk permukaan sejajar perlu digunakan cekam magnet pada ragum,
baru setelah itu dibuat bidang pedoman yang kemudian dipindahkan pada
cekam magnet.

- Menggerinda permukaan vertical
Menggerinda permukaan vertical memiliki beberapa prosedur diantaranya
adalah :
- pilih roda gerinda yang sisinya baik atau bagian yang kanan yang tidak
baik, perbaiki dahulu dengan mengarah intern;
- pasanglah benda kerja pada cekam magnet pada kedudukan yang sesuai
untuk proses penggerindaan;
- periksalah kerataan pada cekam magnet tersebut dengan menggunakan
jarum ukur;
- aturlah pembatas otomatais yang terdapat didalam mesin gerinda yang
akan dipakai;
- gerinda permukaan logam bagian belakang dengan gerakan meja
tersebut;
- pindahkan roda kedepan untuk menggerinda permukaan depan;
- gerinda sisi muka dari benda kerja sesuai dengan keinginan yang ingin
didapat.
Secara umum, gerak utama dari proses penggerindaan adalah gerakan
dari roda gerinda. Gerak maju dari roda gerinda merupakan gerak
pemakanan. Gerak putar dan benda kerja searah dengan gerak putaarn yang
dihasilkan oleh roda gerinda. Gerak memanjang dari meja gerinda.
Keterangan :
- Grinding wheel adalah roda gerinda
- Grinding face adalah permukaan roda gerinda
- Wheel spindle infeed adalah gerak maju dari roda gerinda

- Coolent supply adalah cairan pendingin
- Workpiece adalah benda kerja
- Table traverse adalah gerakan meja (memanjang)
Proses gerinda dapat dilakukan dengan berbagai macam cara dan
dapat diklasifikasikan sebagai berikut :
- Proses gerinda silindrik luar
- Proses gerinda silindrik dalam
- Proses gerinda silindrik luar tanpa center
- Proses gerinda silindrik dalam tanpa center
- Proses gerinda rata selubung
- Proses gerinda rata muka
- Proses gerinda cakram

Langkah Keselamatan Kerja dan Bahaya Mesin Gerinda
Bahaya-bahaya dari menggunakan mesin gerinda :
- Putaran grinda yang sangat cepat
- Terbentur oleh barang-barang yang terlempar keluar dari mesin
- Percikan api yang keluar pada saat penggerindaan
- Tersangkutnya bagian tubuh pada bagian mesin yang bergerak
Beberapa langkah keselamatan kerja saat menggunakan mesin
gerinda :
- Gunakan kacamata kerja setiap saat, meskipun sudah tersedia penutup
kaca pada roda gerindanya.
- Selalu periksa kondisi roda gerinda dari keretakan. Ketuk roda gerinda
dengan tangkai obeng, bila suaranya nyaring berarti baik, dan sember
beararti ada keretakan.
- Jaga kecepatan roda gerinda sesuai ketentuan tabel kecepatan pada mesin
tersebut.
- Pastikan benda kerja, kepala lepas, pencekam dan peralatan yang lain
sudah pada posisi yang benar
- Gunakan roda gerinda sesuai dengan jenis kerja dan benda kerjanya.
- Jangan memakankan (to feed) terlalu cepat, benda kerja antara dua senter
kemungkinan akan tertekan dan dapat merusakkan benda kerja dan roda
gerindanya.
- Stop seluruh motor penggerak sebelum mengatur atau menyetel mesin
gerinda.

- Ketika mengasah roda gerinda (dressing / truing) pastikan intan pengasah
terletak pada posisi yang kuat dan benar.
- Jangan memeriksa dimensi (pengukuran) selama benda kerja sedang
digerinda.
- Ketika memasang atau menempatkan benda kerja, pastikan roda gerinda
diundurkan atau dijauhkan agar tidak mengganggu pemasangan.
- Jangan gunakan pakaian kerja yang panjang dan terjurai, kalung, dan
perhiasan lainnya yang memungkinkan jatuh atau tersangkut selama
kerja gerinda.
- Jangan tinggalkan mesin gerinda dalam keadaan hidup, pastikan mesin
mati pada saat meninggalkan.
Keuntungan menggunakan mesin gerinda :
- dapat mengerjakan benda kerja yang telah dikeraskan
- dapat menghasilkan permukaan yang sangat halus (N6).
- dapat mengerjakan benda kerja dengan tuntutan ukuran yang sangat
presisi.
Kerugian menggunakan mesin gerinda :
- Depth of cut harus kecil.
- waktu proses pengerjaan cukup lama.
- biaya pengerjaan cukup mahal.

MATA PAHAT
Proses pemahatan merupakan salah satu langkah kerja untuk suatu
proses produksi permesinan,misalnya proses produksi pembuatan
mesin,dan sebagainya.
Mengerti tentang prinsip pemotongan dengan baik akan membantu
dalam proses produksi yang ekonomis. Prinsip pemotongan banyak
digunakan pada pembubutan, penyerutan, pengetaman, pemfrais-an ataupun
pengeboran. Komponen-komponen dibuat dengan membuang sebagian
logam dalam bentuk serpihan kecil. Pahat adalah alat potong yang sangat
penting dari proses pembubutan.
Gambar Bentuk dan sudut pahat
Pada gambar diatas terlihat pahat mata tunggal yang dipakai pada
mesin bubut dimana pahatnya berbentuk baji, dan sudut yang tercakup
disebut sudut potong.

Sudut pengaman samping antara sisi perkakas dengan benda kerja
adalah untuk mencegah penggesekan perkakas. Sudutnya kecil sekitar 6
sampai 8 derajat untuk bahan pada umumnya. Sudut garuk sisi bervariasi
dengan sudut potong, sedangkan sudut potong tergantung bahan yang
dimesin. Sudut-sudut pada pahat pemotong yang dipasang horisontal dan
tegak lurus terhadap benda kerja dengan sudut efektifnya dapat diubah
dengan penyetelan pada pemegang pahat tanpa mengubah sudut dasar
pahat.
Bahan yang lunak memungkinkan digunakan sudut potong kecil
yaitu sekitar 22 derajat untuk perkakas kayu. Logam yang lunak dan ulet,
misalnya tembaga dan aluminium, memerlukan sudut lebih besar yang
berkisar 47 derjat, sedangkan bahan yang rapuh memerlukan sudut yang
lebih besar lagi.
Bahan Pahat
Bahan yang banyak digunakan didalam perkakas pemotong adalah
sebagi berikut :
- Baja Karbon Tinggi
Digunakan selama beberapa tahun terutama sebelum dikembangkannya
baja pahat kecepatan tinggi. Kandungan karbon berkisar 0,80 sampai
1,20% dan baja ini mempunyai kemampuan baik untuk dikeraskan. Pada
kekerasan maksimum maka baja agak rapuh dan kalau dikehendaki sedikit
keuletan, maka harus dikorbankan kekerasannya. Baja ini akan kehilangan
kekerasannya pada suhu 300 oC, maka tidak sesuai untuk pekerjaan
kecepatan tinggi dan tugas berat.

- Baja Kecepatan Tinggi
Baja ini mengandung unsur paduan yang tinggi sehingga mempunyai
kemampuan dikeraskan sangat baik dan tetap mempertahankan tepi
pemotongan yang baik sampai suhu sekitar 650 oC. Kemampuan sebuah
pahat untuk mencegah pelunakan pada suhu tinggi dikenal sebagai
kekerasan merah. Baja pahat pertama yang mempertahankan tepi
pemotongan sampai hampir kekerasan merah dikembangkan oleh Fred W.
Taylor dan M. White pada tahun 1900. Caranya adalah dengan
menambahkan Wolfram 18% dan Chrom 5,5% kepada baja sebagai unsur
pemadu utamanya. Unsur pemadu lainnya untuk baja ini adalah vanadium,
molibden dan kobalt.
Beberapa jenis baja kecepatan tinggi :
- Baja kecepatan tinggi 18-4-1
Baja ini mengandung wolfram 18%, chrom 4% dan vanadium 1%.
- Baja kecepatan tinggi Molibden
Baja molibden seperti 6-6-4-2 mengandung wolfram 6%, molibden 6%,
khrom 4% dan vanadium 2%, mempunyai ketahanan dan kemampuan
memotong sangat baik.
- Baja kecepatan sangat tinggi
Baja ini mengandung kobalt yang ditambahkan dengan kadar 2 sampai
15%. Unsur kobalt akan meningkatkan efisiensi pemotongan pada suhu
tinggi. Bahan ini biasanya mahal sehingga hanya digunakan untuk
operasi pemotongan berat yang beroperasi pada tekanan dan suhu
tinggi.

- Paduan Cor Bukan Besi
Sejumlah bahan paduan bukan besi yang mengandung unsur paduan
utama seperti kobalt, chrom dan tungsten dengan sedikit unsur
pembentuk karbida (1 sampai 2%) seperti tantalum, molibden atau
boron adalah bahan yang sangat baik digunakan sebagai baha perkakas
potong. Paduan ini dibentuk dengan cor dan mempunyai kekerasan
merah yang tinggi yaitu sampai suhu 925 oC. Terhadap baja kecepatan
tinggi maka bahan ini dapat dipakai dengan kecepatan dua kali lebih
besar. Namun bahan ini rapuh, tidak tanggap terhadap perlakuan panas.
Perkisaran elemen paduan adalah wolfram 12 sampai 15%, kobalt 40
sampai 50% dan chrom 15 sampai 35%.
- Karbida
Perkakas karbida yang hanya mengandung wolfram karbida dan kobalt
(94% wolfram karbida dan 6% kobalt) adalah cocok untuk memesin
besi cor dan semua bahan lain kecuali baja. Untuk memesin bahan baja
ditambahkan titanium dan tantalum karbida. Kekerasan merah bahan
karbida mengungguli bahan lain karena dapat mempertahankan tepi
potong pada suhu diatas 1200 oC. Selain itu merupakan bahan yang
palin keras dan mempunyai kekuatan kompresi yang sangat tinggi.
namun bahan ini rapuh, tidak tanggap terhadap perlakuan panas.
- Intan
Intan digunakan sebagai pahat mata tunggal dan digunakan untuk
pemotongan ringan dan kecepatan tinggi, harus didukung dengan kaku
karena intan mempunyai kekerasan dan kerapuhan yang tinggi.
Perkakas ini digunakan untukbahan keras yang sulit dipotong dengan
bahan perkakas yang lain atau untuk pemotongan ringan dengan
kecepatan tinggi pada bahan yang lebih lunak yang ketelitian dan
penyelesaian permukaannya dipentingkan.

- Keramik
Serbuk aluminium oksida (salah satu bahan keramik) dengan beberapa
bahan tambahan dibuat sebagai sisipan pahat pemotong. Sisipan ini
diapitkankepada pemegang pahat atau diikatkan padanya dengan epoxy
resin. Bahan ini mempunyai kekuatan kompresi yang tinggi tetapi agak
rapuh. Titik pelunakan keramik pada umumnya adalah diatas 1100 oC.
Keramik mempunyai konduktivitas panas yang rendah sehingga
memungkinkan pahat beroperasi pada kecepatan potong tinggi dan
mengambil pemotongan yang dalam.
Serpihan pahat digolongkan ke dalam tiga jenis.
Jenis I, serpihan tidak kontinyu atau terputus-putus, menunjukan suatu
kondisi yaitu logam didepan pahat diretakkan menjadi potongan-potongan
agak kecil. Serpihan jenis ini didapatkan dalam memesin bahan rapuh
seperti besi cor dan perunggu. Serpihan tidak kontinyu bisa juga didapatkan
pada bahan ulet kalau koefisien geseknya tinggi.
Jenis II adalah jenis kontinyu dan adalah jenis ideal dari serpihan. Dalam
hal ini logam diubah bentuknya secara kontinyu dan meluncur dipermukaan
pahat tanpa retak. Serpihan jenis ini timbul pada kecepatan potongan tinggi
dan agak sering kalau pemotongannya dilakukan dengan pahat karbida.
Jenis III adalah ciri serpihan yang dimesin dari bahan ulet yang mempunyai
angka gesekan tinggi. Pada saat dimulai pemotongan, beberapa bahan
tertegak didepan tepi pemotongan. Beberapa bagian benda kerja ada
kalanya menempel pada perkakas. Pada saat proses pemotongan
berlangsung, serpihan mengalir diatas tepi ini dan naik di sepanjang
permukaan pahat. Secara periodik tempelan benda kerja pada perkakas
lepas dan ikut bersama serpihan atau menempel pada benda yang dibubut.

Karena peristiwa ini kehalusan permukaannya tidak sebaik tipe serpihan
jenis II.
Gambar Serpihan Pahat
Dari penelitian didapatkan bahwa 97% dari kerja yang diberikan
pada pemotongan diubah dalam bentuk panas. Gambar 3. menunjukkan tiga
daerah pembangkitan panas. Variabel yang paling berpengaruh terhadap
pembangkitan panas adalah kecepatan pemotongan.
Dalam membubut kecepatan tinggi pada proses produksi,
pengendalian dan pembuangan serpihan menjadi penting untuk melindungi
operator maupun pahat.
Serpihan yang panjang dan keriting akan membelit di sekeliling
benda kerja dan pahat. Tepi tajamnya serta kekuatan tariknya yang tinggi
menyebabkan pengeluaran dari daerah kerja menjadi sulit dan berbahaya
terutama ketika mesin beroperasi.

Pematah Serpihan yang Digunakan Pada Perkakas Mata Tunggal
Secara umum ada 3 (tiga) pengujian yang dapat di aplikasikan untuk
menentukan nilai kemampu mesinan (machinability) suatu logam, yakni:
- Menggunakan pahat dengan bentuk tertentu untuk memotong pada
kedalaman dan hantaran tertentu pula (pemotongan berat), bila pahat
mampu berfungsi dengan baik untuk waktu 1 jam (non stop), maka
dikatakan benda itu machinability nya baik.
- Menggunakan pahat sembarang (selain karbida dan keramik) dan dengan
metode radio aktif, dapat melihat tingkat ke-aus an dari pahatnya. Makin

cepat pahatnya aus, makin rendah tingkat machinability benda kerja nya,
demikian sebalik nya.
- Sebuah dinamometer dipasangkan untuk mengukur gaya-gaya pahat pada
suatu kondisi pemotongan tertentu.
Kemampumesinan (Machinability) yang baik bukan berarti
penyelesaian permukaan yang baik, tetapi lebih ditujukan pada
keekonomisan yang dihubungkan kepada pelepasan logam.
Faktor yang memperbaiki penyelesaian permukaan adalah
pemotongan ringan, hantaran sedikit, kecepatan potong tinggi, fluida
pemotong, pahat ujung bulat dan kenaikan sudut penggarukan pada pahat
yang dibuat dengan baik.
Dalam proses produksi umur pahat menjadi penting karena kalau
terlalu sering ganti pahat maka akan banyak membuang waktu produksi.
Umur pahat adalah ukuran lamanya suatu pahat dapat memotong dengan
memuaskan. Keausan pada pahat bisa terjadi pada dua tempat seperti yang
diperlihatkan pada gambar.
Kedudukan keausan pada pahat mata tunggal