2009-2-00434-TI Bab 2

of 57
Transcript of 2009-2-00434-TI Bab 2
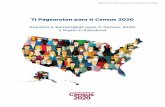
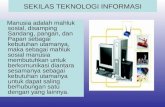
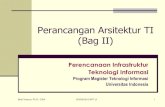
BAB2LANDASAN TEORI2.1 ANOVA (Analysis of Variance)Statistika inferensia merupakan ilmu statistika yang digunakan dengan tujuan untuk menarik sebuah kesimpulan dari sebuah pengujian terhadap sebuah populasi dengan menggunakan sampel dari populasi tersebut. (Walpole, 1995)Pada statistika inferensia, pengujian hipotesis statistik merupakan bidang yang paling penting. Hipotesis statistik adalah pemyataan atau dugaan mengenai satu atau lebih populasi. Nilai suatu penduga tidak harus sama dengan nilai parameter sebenarnya yang hendak diduga. Oleh karena itu, jika pada 2 nilai tengah contoh berbeda, rnisalnya XI > Xz, maka tidaklah selalu berarti bahwa nilai tengahkedua populasi yang diduga juga berbeda. Nilai t(Jngah kedua populasi dapat sajasama besar, sedangkan beda nilai tengah contoh semata-mata disebabkan oleh salah percontohan. Sebab itu, suatu kesimpulan yang menyatakan nilai tengah kedua populasi berbeda karena kedua nilai tengah contoh yang dipilih dari masing-masing populasi tidak sama, adalah suatu kesimpulan yang dapat salah atau dapat benar.Oleh karena itu, untuk mendapatkan suatu kesimpulan yang tepat, perlu disusun suatu kaidah pengambilan keputusan. Dalam penyusunan suatu kaidah keputusan, pertama-tarna kita menyusun suatu anggapan sementara, yang disebuthipotesis no!dan dilambangkan dengan Ho dimana hipotesis ini adalah hipotesis yang dirumuskan dengan harapan akan ditolak, dan penolakan hipotesis no!akan berakibat pada penerimaan hipotesis altemati Penerimaan dan penolakan hipotesis no!didasarkan dari letak basil pengujian pada wilayah penerimaan atau penolakan hipotesis.Teknik ANOVA merupakan salah satu contoh pengujian dari statistika inferensia. Pengujian ini ditujukan untuk menentukan apakah terdapat nilai beda antara populasi yang satu dengan populasi lainnya yang diujikan (Walpole, 1995). Pada pengujian ini juga terdapat penerimaan dan penolakan hipotesis no!. Langkah-langkah yang digunakan dalam menarik kesimpulan pada pengujian ini yaitu :1. Menentukan Ho dan Hr2. Menentukan taraf nyata (a)3. Menentukan wilayah kritik4. Perhitungan JKG=JKT-JKKk n 2T2 JKT = LLX;; --i=l j=l nk,JKKsl =k-1, s2 = JKGk(n -1)5. Menarik kesimpulan :fhitung :'S fkrtiis , maim Ho diterima.fhitung > fkrtiis, maim Ho ditolak.Adapun wilayah kritik yang dapat digunakan dalam pengujian yaitu : P-value < tarafsignifikansi atau tarafnyata a-> Tolak Ho P-value > tarafsignifikansi atau tarafnyata a-> Terima HoPada perhitungan dengan menggunakan ANOVA, dibutuhkan metode pengujian Ianjutan yang disebut dengan post hoc test. Post hoc test merupakan metode pengujian Ianjutan apabila hasil pengujian ANOVA adalah terdapat nilai beda I ketidaksamaan nilai tengah pada data yang diujikan. Metode ini berfungsi untuk mengetahui nilai tengah mana yang memiliki perbedaan yang signifikan. Biasanya dilakukan dengan melihat besar variasi dari tiap kombinasi perbandingan nilai tengah yang diamati. Salah satu metode post hoc test yaitu metode uji wilayah berganda Duncan. Adapun langkah- langkah dalam menggunakan metode post hoc test Duncan ini adalah :1. Penetapan hipotesis2. Pemilihan taraf nyata (a)3. PerhitunganMenghitung dan menyusun rata- rata dari tiap contoh yang diujikan.Mencari nilai rp pada Tabel Wilayah Terstudentkan Terkecil.Menghitung nilai Rp berdasarkan nilai rp dan nilai kuadrat tengah galat darihasil perhitungan ANOVA dengan rumus (Rp = rp sVn ).Membandingkan wilayah- wilayah nyata terkecil (Rp) dengan selisih- selisih dari rata - rata yang telah diurutkan pada langkah perhitungan pertama. Nilai selisih rata-rata yang lebih besar daripada nilai Rp mengartikan bahwa terdapat perbedaan yang signifikan diantara contoh yang diperbandingkan sedangkan apabila lebih kecil, maka berarti sebaliknya.2.2 Cause and Effect Diagram (Ishikawa Diagram)2.2.1 PendahuluanCause Effect Diagram dikembangkan oleh Kaoru Ishikawa, Ph.D pada tahun1943 dan sering disebut Diagram Ishikawa. Karena penampakan dari diagram ini, maka sering disebut juga diagram tulang ikan (Fishbone Diagram). Diagram ini pada dasarnya digunakan untuk mengidentiflkasi masalah dan menunjukkankumpulan dari kelompok sebab akibat yang disebut sebagai faktor serta akibat yang disebut sebagai karakteristik mutu. (Ariani, 1999)Kegunaan dari diagram sebab akibat ini adalab untuk menemukan faktor faktor yang merupakan sebab pada suatu masalab. Atau dengan kata lain, jika suatu proses stabil, maka diagram akan memberikan petunjuk pada penyebab yang akan diperiksa untuk perbaikan proses. Prinsip yang dipakai dalam membuat diagram sebab akibat ini adalab sumbang saran.2.2.2 Langkah - langkah Pembuatan Cause and Effect DiagramLangkah-langkab dalam melakukan pembuatan cause and effect diagram :Tentukan masalahlakibat yang akan dicari penyebabnya. Tuliskan dalam kotak yang menggambarkan kepala ikan yang berada diujung tulang utama (garis horizontal)Tentukan grup/kelompok faktor-faktor penyebab utama yang mungkin menjadi penyebab masalab ini dan tuliskan masing-masing padakotak yang berada pada cabang. Pada umumnya, pengelompokan didasarkan atas unsur material, peralatan(mesin), metodekerja (manusia), dan pengukuran (inspeksi). Namun, pengelompokan dapat juga dilakukan atas dasar analisis proses.Pada setiap cabang, tulis faktor-faktor penyebab yang lebih rinci yang dapat menjadi faktor penyebab masalah yang dianalisis. Faktor faktor penyebab ini berupa ranting, yang hila diperlukan bisa dijabarkan lebih lanjut ke dalarn anak ranting.Lakukan analisis dengan membandingkan data/keadaan dengan persyaratan untuk setiap faktor dalam hubungannya dengan akibat, sehingga dapat diketahui penyebab utama yang mengakibatkan terjadinya masalah murni yang diamati.2.2.3 Macam - macam Cause and Effect DiagramTerdapat tiga macam jenis dari aplikasi Cause-Effect Diagram yang sering dipakai, yaitu: (Ariani, 1999)Cause Enumeration (berdasar jenis penyebab)Dispersion Analysis (berdasar 5 faktor utarna 4M IE yaitu Man, Machine, Method, Material, Environment)Process Analysis (berdasar proses yang dilalui)23Gambar 2.1 Fishbone Diagram2.3 Quality Function Deployment (QFD)2.3.1 PendahuluanPada tahun 1960, QFD dikembangkan oleh Prof Shigeru Mizuno dan Yoji Akao, dengan memperkenalkan metode peningkatan jarninan kualitas yang dirancang dan dibangun berdasarkan nilai-nilai kepuasan konsumen ke dalam fungsi-fungsi produk sebelum proses produksi/manufaktur. Pada tahun 1972, Quality Function Deployment pertarna kali diterapkan di perusahaan Kobe Shipyards. Pada tahun 1983, Quality Function Deployment diperkenalkan di U.Sdan setahun berikutnya mekanisme operasi dari QFD diperkenalkan oleh Don Clausing kepada Ford. Beberapa tahun kemudian yaitu pada tahun 1988, artikel mengenai QFD dipublikasikan oleh Don Clausing dan John Hauser dengan bantuan Harvard Business Review.2.3.2 Definisi dari QFDQFD merupakan konsep pendekatan struktur dalam mendefinisikan apa yang menjadi kebutuhan-kebutuhan, keinginan, dan ekspetasi konsumen dan menerjemahkannya kedalam perencanaan yang spesiflk untuk proses produksi!manufaktur. QFD mengidentiflkasi keinginan konsumen, bagaimana suatu produk/jasa dapat memuaskan konsumen, bagaimana hubungan antara produk dengan apa yang menjadi keinginan konsumen. QFD bertujuan untuk mengoptimalkan pengembangan proses dan menghasilkan produk baru sesuai dengan kebutuhan konsumen. (Cohen, 1995)Informasi mengenai kebutuhan konsumen dapat diperoleh dengan berbagai pendekatan, misalnya menyelenggarakan berbagai diskusi langsung atau wawancara, survei, fokus kelompok, spesifikasi dan segmentasi konsumen, observasi, data-data garansi, dan data-data laporan kegiatan penjualan (Ulrich Eppinger, 2008). Proses pemahaman dari apa yang menjadi kebutuhan, keinginan, dan ekspektasi konsumen dapat dirangkum ke dalam matriks-matriks perencanaanproduk atau disebut "House of Quality". "House of Quality" terdiri dari matriks matriks yang menghubungkan kebutuhan pelanggan, karakteristik produk dan analisis kompetitif.Matriks-matriks House of Quality tersebut digunakan untuk menerjemahkan kebutuhan "What's" dan kebutuhan "How's" dari daur hidup suatu produk (Cohen,1995). Selain itu, matriks ini juga berguna untuk menerjemahkan karakteristik - karakteristik teknis dari upaya pemenuhan tingkat kepuasan konsumen terhadap kebutuhan. "What'' adalah titik mula (starting point) yang merupakan representasi dari daftar predikat kebutuhan dan ekspetasi konsumen terhadap nilai produk dan "How" adalah representasi dari tingkat kebutuhan operasional untuk memuaskan fungsi-fungsi "What''. Fungsi "How" adalah untuk kepentingan kebutuhan desain, karakteristik desain, dan untuk fungsi substitusi dari karakteristik - karakteristik kualitas.IsC. Technical ResponseB.A.CustomerNeeds and D. Relationships PlanningBenefitsMatrixF. Technical MatrixGambar 2.2 House of QualityDi bawah ini akan dijelaskan mengenai bagian - bagian dari sebuah House ofQuality yang diantaranya adalah :Customer Needs and BenefitsBagian ini berisi tentang daftar - daftar kebutuhan dan ekspektasi konsumen terhadap nilai produk dan biasanya didapat dari proses identifikasi kebutuhan pelanggan. Identifikasi akan kebutuhan dan ekspektasi konsumen adalah langkah vital dalam proses pengembangan produk. Kesalahan dalam mengidentifikasi ekspetasi konsumen dapat berakibat berpalingnya konsumen kepada kompetitor. Bagian ini dapat dikatakan "What'' dari matriks House of Quality.Planning MatrixTujuan dari planning matrix adalah menyusun dan mengembangkan beberapa pilihan strategis dalam mencapai nilai-nilai kepuasan konsumen yang tertinggi. Di dalam planning matrix ini terdapat tujuh jenis data yang diantaranya adalah : I. Importance to customer, berisikan tentang nilai I tingkat kepentingan darisuatu kebutuhan bagi konsumen.2. Company satisfaction performance, berisikan nilai kepuasan kinerja dari perusahaan.3. Competitive satisfaction performance, berisikan nilai kepuasan kinerja darikompetitor.4. Quality plan (Goal), nilai yang diharapkan dan menjadi tujuan dari perusahaan.5. Improvement ratio, nilai pengembangan yang didapat dengan menggunakanrumus ( goal )company satisfaction performance6. Raw weight, nilai ini didapat melalui perhitungan dengan menggunakan rumus (importance to customer x improvement ratio)7. Normalized raw weight, merupakan normalisasi dari nilai raw weight. Nilaim. r. d1'dapatkan dart. perhitungan dengan rumus ( raw weight )raw weight totalTechnical ResponsePada bagian ini, perusahaan secara teknis mendeskripsikan perencanaan produk yang akan dilakukan untuk proses pengembangan yang didasarkan pada pemenuhan kebutuhan dan ekspektasi dari konsumen. Bagian ini berisikan mengenai hal - hal teknis yang bersifat operasional guna menjawab kebutuhan pelanggan. Bagian ini merupakan "How" dari matriks House of Quality.RelationshipsPada bagian ini menjelaskan tentang hubungan antara setiap elemen dari technical response dengan customer needs and benefits. Di dalam bagian ini termuat nilai - nilai relationships dari technical response dengan customer needs and benefits. Nilai tersebut antara lain :1 = weak relationship3 = medium relationship9 = strong relationshipTechnical CorrelationsPada bagian ini dapat terlihat hubungan antara elemen - elemen di dalam technical response. Hal ini dapat membantu menunjukkan bagian - bagian tertentu yang akan ikut terkait apabila dilakukan sebuah perubahan.Simbol- simbol dari technical correlations antara lain :vv= strong positiveY =positivex =negativeXX = strong negativeTechnical MatrixBagian ini memiliki tiga tipe informasi, yaitu urutan peringkat dari technical response yang harus didahulukan, informasi perbandingan dengan technical response dari perusahaan kompetitor, dan target spesiflkasi yang ingin dicapai dari tiap elemen technical response. Untuk mengetahui urutan peringkat dari technical response, terdapat beberapa perhitungan yang perlu dilakukan, yaitu :1. Absolute Performance, merupakan nilai yang didapat melalui perhitungandengan mengalikan nilai relationship dari technical response dengan nilai normalized raw weight dari relationship yang terkait. Apabila terdapat lebih dari satu relationship, maka nilai perkalian dari masing - masing relationship dengan normalized raw weight nya akan dikumulatifkan.2. Relative Performance, merupakan nilai peringkat yang akan digunakan sebagai pembanding antar technical response. Nilai ini didapatkan melaluirumus ( absolute performance x 100 %).total absolute performance2.3.3 Langkah- Langkah dalam Membuat QFDBerikut ini merupakan Jangkah - Jangkah dalam membuat sebuah QualityFunction Deployment yaitu :Mengidentiflkasi keinginan dan kebutuban konsumenMeminta konsumen untuk memberikan tingkatan menurut kebutuban yang paling penting.Melakukan analisis terhadap pesaing dengan memberikan skala antara 1-5Menetapkan perencanaan kualitas yang diinginkan oleh perusahaanMenghitung improvement ratioMenetapkan sales pointMenghitung raw weightMenormalisasikan raw weightMendeterminasikan hubungan antara kebutuban konsumen dan technical responseMenghitung nilai technical responseMengidentiflkasi nilai target2.4 Plastic MaterialsPlastik merupakan material yang baru secara Juas dikembangkan dan digunakan sejak abad ke-20 yang berkembang secara Juar biasa penggunaannya darihanya beberapa ratus ton pada tahun 1930-an, menjadi 150 juta ton!tahun pada tahun 1990-an dan 220 juta ton!tahun pada tahun 2005. Saat ini penggunaan material plastik di negara-negara Eropa Barat mencapai 60kg/orang/tahun, di Amerika Serikat mencapa 80kg/orang/tahun, sementara di India hanya2kg/orang/tahun.Plastik buatan pertama kali ditemukan oleh Alexander Parkes pada tahun1862 yang kemudian plastik disebut dengan nama Parkesine. Pengembangan plastik berasal dari penggunaan material alami (seperti: permen karet, "shellac") sampai ke material alami yang dimodiflkasi secara kimia (seperti: karet alami, "nitrocellulose'dan akhirnya ke molekul buatan-manusia (seperti: epoxy, polyvinyl chloride, polyethylene). (Wikipedia.org, 2009)Istilah plastik mencakup produk polimerisasi sintetik atau semi-sintetik. Mereka terbentuk dari kondensasi organik atau penambahan polimer dan bisa juga terdiri dari zat lain untuk meningkatkan performa atau ekonomi. Ada beberapa polimer alami yang termasuk plastik. Plastik dapat dibentuk menjadi film atau fiber sintetik. Nama ini berasal dari fakta bahwa banyak dari mereka "malleable", atau memiliki properti keplastikan.Plastik di desain dengan variasi yang sangat banyak dalam properti yangdapat menoleransi panas, keras, "reliency" dan lain-lain. Digabungkan dengan kemampuan adaptasinya, komposisi yang umum dan beratnya yang ringanmemastikan plastik digunakan hampir di seluruh bidang industri. Beberapa proses manufaktur yang menggunakan bahan dasar plastik dalam kegiatan prduksinya adalah Injection Molding, Extrusi, Thermoforming dan Blow Molding.2.4.1 Jenis PlastikSecara umum plastik digolongkan menjadi dua macam, yaitu:Termoplastik, Merupakan jenis plastik yang bisa didaur-ulang/dicetak lagi dengan proses pemanasan ulang. Contoh: polietilen (PE), polistiren (PS), ABS, polikarbonat (PC).Termoset, Merupakan jenis plastik yang tidak bisa didaur-ulang/dicetak lagi.Pemanasan ulang akan menyebabkan kerusakan molekul-molekulnya. Contoh: resin epoksi, bakelit, resin melamin, urea-formaldehida.2.4.2 Penggunaan plastik secara umumPlastik memiliki berbagai sifat dan jenisnya, begitu juga daiam penggunaannya. Beberapa jenis plastik yang paling sering digunakan secara umum dalam kehidupan sehari-hari adalah : (Wikipedia.org, 2009)1. Polypropylene (PP) adalah thermoplastic polymer, yang dibuat oleh industri kirnia dan digunakan dalam berbagai aplikasi, termasuk kemasan makanan,tekstil, alat tulis, komponen plastik, peralatan laboratorium, dan komponen otomotif.2. Polystyrene (PS) merupakan salah satu jenis plastik yang banyak ditemukandalam keperluan sehari-hari dan merupakan jenis plastik yang dapat di daur ulang. Plastik jenis ini biasanya digunakan untuk kemasan sabun, kemasan makanan, peralatan makanan, gelas disposable dan kepingan CD.3. Acrylonitrile butadiene styrene adalah thermoplastic polymer yang digunakan untuk bertujuan membuat benda menjadi ringan, kaku, yang biasanya digunakan untuk alat-alat musik, otomotif yang meliputi roda, lampiran, pelindung kepala gigi, penyangga pinggir untuk furniture dan panel kayu, dan maman.4. Polyethylene terephthalate (PET) merupakan thermoplastic polymer yang sering digunakan dalam pembuatan kemasan minuman botol, toples plastik, pastik film dan kemasan pembungkus yang microwaveable.5. Polyester (PES) biasanya digunakan untuk membuat botol, film, kain terpal, kano, liquid crystal display, hologram, filter, dielectric film untuk kapasitor, film isolasi untuk kawat dan insulating kaset.6. Polyamides (PA) (Nylons) merupakan bahan plastik yang berserat dan biasanya sering digunakan untuk bahan dasar fiber, komponen sikat gigi, dan komponen otomotif.7. Poly vinyl chloride (PVC) adalah thermoplastic polymer yang juga banyak digunakan dalam dunia industri dalam pembuatan bahan bangunan seperti Pipa, kawat eletrik dan bahan konstruksi lainnya.8. Polyurethanes (PU) adalah jenis plastik yang biasa banyak digunakan untuk alat otomotif, rumah-tangga, komponen eletronik dan dapat berperan sebagai pelapis atau perekat pada suatu benda.9. Polycarbonate (PC) adalah jenis plastik yang biasa digunakan bila ingin memproduksi suatu benda yang memiliki kejernihan produk yang tinggi (transparan atau pun dapat memantulkan cahaya). Contohnya dalam pembuatan lensa kacarnata dan compact disc.I 0. Polyethylene (PE) adalah thermoplastic komoditi berat yang digunakan dalarn produk konsumen (terutama di kantong plastik belanja).2.5 Injection MoldingInjection molding adalah metode pemrosesan material thermoplastik dimana material yang meleleh karena pemanasan diinjeksikan oleh plunger ke dalam cetakan yang didinginkan oleh air dimana material tersebut akan menjadi dingin dan mengeras sehingga bisa dikeluarkan dari cetakan (Wikipedia.org, 2009). Ada 2 jenis bahan plastik yang dapat diproses melalui proses il'ifection molding, yaitu jenis thermoplastik dan thermosetting, narnun lebih dari 90% ilyection plastic adalahmemproses material termoplastik. Dari proses Injection molding dapat dihasilkan berbagai jenis produk yang berbahan dasar plastik, mulai dari bagian/ komponen kecil sampai benda berukuran besar, dan produk plastik lainnya yang sering dijurnpai dikehidupan sehari-hari.2.5.1 Komponen Utama Mesin Injection MoldingMesin Injection Molding terdiri dari banyak komponen yang tersusun didalamnya. Secara urnurn komponen utama dari mesin Injection Molding dapat dibagi menjadi :1. Unit injeksi, yang merupakan bagian dari mesin injection molding yang berfungsi untuk melelehkan material plastik, terdiri dari hopper, barrel (Tabung berpemanas) dan screw.2. Mold, yang merupakan bagian dari mesin injection molding dimana plastik leleh dicetak dan didinginkan.3. Unit pencekam, yang merupakan bagian dari mesin injection yang berfungsi untuk mencekam mold pada saat penginjeksian material ke dalam cetakan sekaligus menyediakan mekanisme pengeluaran produk darimold.Untuk lebih jelasnya, mesin Injection Molding akan di deskripsikan pada gambar dibawah ini.-.-Injection Molding Machine----Plastic Granules Hopper.I'' HeaterMold Cavity_ MoldI'/II/ / IReciprocating Screw "Barrel INozzle Moveable Platen..,. -- --lnjection-----------Ciamping--Gambar 2.3 Rich picture Mesin Injection Molding7ullcUnlt Gambar 2.4 Mesinlnjection Molding2.5.2 Proses Dalam Injection MoldingProses injeksi dimulai dari Plastik dalam bentuk butiran atau bubuk ditampung dalam sebuah hopper (tempat penampungan plastik pada mesinyang berfungsi sebai input material) kemudian turun ke dalam barrel secara otomatis (karena gaya gravitasi) dimana material plastik dilelehkan oleh pemanas yang terdapat di dinding barrel dan oleh gesekan akibat perputaran sekrup injeksi. Plastik yang sudah meleleh diinjeksikan oleh sekrup injeksi (yang juga berfungsi sebagai plunger) melalui nozzle ke dalam cetakan yang didinginkan oleh air. Produk yang sudah dingin dan mengeras dikeluarkan dari cetakan oleh pendorong hidrolik yang tertanam dalam rumah cetakan selanjutnya diambil oleh manusia atau menggunakan robot. Pada saat proses pendinginan produk secara bersamaan di dalam barrel terjadi proses pelelehan plastik sehingga begitu produk dikeluarkan dari cetakan dan cetakan menutup, plastik leleh bisa langsung diinjeksikan.Proses pengisian Proses penahananGambar 2.5 Injection Molding ProcessI []I """"!"I rn !l!iijjii! !o lProses pendinginan IBJrn Proses pengeluaran PartGarnbar 2.6 Injection Molding Process (lanjutan)2.5.3 Injection Molding Cycle (Siklus Injection Molding)lrifection Molding Cycle adalah setiap urutan kejadian yang teljadi pada cetakan molding, yang diawali dari tertutupnya cetakan molding, kemudian dilanjutkan dengan penyuntikan material yang sudah mencair karena panas ke dalarn cetakan (Cavity). Setelah cetakan terisi oleh plastik, ada tekanan untuk menahan agar plastik tersebut tetap berada didalarn cetakan sarnpai membeku yang biasanya dibantu oleh Cooling, dan kemudian mold akan terbuka hila benda sudah membeku. (www.eod.gvsu.edu, 2009)Untuk lebih mempermudah melihat injection molding cycle, maka dapatdijabarkan menjadi :1. Filling, ditandai dengan penyuntikan material plastik ke dalarn mold.2. Packing time (Holding), ditandai dengan masuknya seluruh material ke dalam cetakan dan menunggu pendinginan yang dibantu oleh Cooling.3. Cooling, ditandai dengan adanya material dalam cetakan yang selanjutnya mengalami pendinginan untuk mempercepat proses injeksi.4. Mold Open, ditandai dengan selesainya proses pendinginan pada benda dan terbukanya cetakan. lnjeksi telah selesai dan menghasilkan suatu produk yang selanjutnya dapat diambil dari cetakan atau menggunakanbantuan robot.Mold OpenCoolingGambar 2.7 Injection Molding Cycle2.5.4 Desain dan Konstruksi MoldFungsi utama dari mold adalah untuk membuat bentuk dan pembuatan permukaan part dari cairan plastik yang di injeksi sampai mengalami prosespendinginan sehingga part dapat di keluarkan dari mold. Mold harus dapat di digunakan dalarn siklus yang berulang-ulang, seringkali sarnpai jutaan siklus, dengan tekanan yang tinggi. Tekanan yang biasanya bekerja pada mold berkisar (200-20000 psi) untuk membentuk dan menahan suatu rongga plastik.Mold yang paling sederhana adalah mold yang menggunakan 2 plat. Mold 2plat ini membuat sebuah part dengan cavity dan core. Cairan plastik masuk kedalarn mold melalui sprue bushing yang berpasangan dengan nozzle dari mesin molding. Pada part terdapat gate yang merupakan titik masuk plastik dalarn mengisi rongga. Terdapat beberapa desain gate dengan masing-masing kelebiban dan kekurangannya. Sedangkan Sprue adalah suatu jalur material yang dibuat agar material plastik dapat masuk kedalarn mold. (www.eod.gvsu.edu, 2009)Selain Gate juga terdapat runner. Runner terdiri dari 2 jenis, yaitu Cold runner (dingin) dan hot runner (panas). Pada cold runner ketika temperatur telah dingin produk (part) dan runner yang membeku akan dikeluarkan, plastik yang membeku pada runner ini tidak digunakan, fungsi awalnya adalah sebagai jalan masuk plastik pada desain mold banyak rongga (multi cavity) sehingga terjadi pemborosan material. Sedangkan pada hot runner (tanpa runner) yang keluar hanya part membuat siklus produksi lebib pendek dengan menghilangkan sprue/runner, tetapi dari sisi konstruksi desain hot runner lebib mahal dikarenakan penarnbahan komponen peruanas pada sistem runner-nya.CaVItySpruea rectang ar bracketGambar 2.8 Konstruksi Mold2.6 Digital Prototyping dan Computer-aided Engineering (CAE)2.6.1 Digital PrototypingAwalnya teknologi desain hanya dikembangkan secara manual danprototipe fisik yang menggunakan foam, tetapi hal tersebut sekarang ditinggalkan, sebagai gantinya desain dengan menggunakan software 2D dan 3D menjadi bagian yang vital dari proses concurrent design. Lebih lanjut dari sekedar hanya merepresentasikan bentuk geometri, selanjutnya teknologi tersebut semakin berkembang cepat sehingga data geometri produk dapat dianalisa secara, struktur, proses dan lain-lain.Prototipe virtual adalah simulasi komputer dari sebuah produk fisik yangdapat ditampilkan, diuji, sehubungan dengan aspek siklus hidup produk, diantaranyadesain, rekayasa, servis manufaktur, sampai kepada daur ulang seolah-olah seperti model fisiknya (Wang, 2002).Penerapan prototipe virtual pada pengembangan produk bukanlah hanya merupakan suatu wacana melainkan sudah diterapkan pada industri, dengan perkembangan selanjutnya jumlah aplikasinya akan bertambah luas. Pada prinsipnya prototipe virtual memberikan proses desain secara iteratif yang cepat dimana problem dapat diperbaiki dengan segera apabila terdapat indikasinya dalam analisis. Dengan menyelesaikan masalah ketika masih berada pada wilayah virtual (digital), prototipe fisik dapat dikurangi secara signifikan.2.6.2 Computer-aided Engineering (CAE)Computer-aided Engineering (CAE) adalah penggunaan teknologi informasi untuk mendukung engineer dalam melakukan tugas-tugas seperti analisis, simulasi, desain, manufaktur, perencanaan, diagnosa, dan perbaikan. CAE sendiri biasanya merupakan suatu software tool yang telah dikembangkan untuk mendukung kegiatan tersebut. CAE sangat penting dalam dunia perindustrian karena dapat meningkatkan efisiensi dari segi waktu maupun biaya. Penggunaan CAE biasanya dijumpai pada : (Wikipedia.org, 2009)Stress Analysis pada komponen atau bagian-bagian komponen dengan menggunakan FEA (Finite Element Analysis).Thermal dan aliran cairan analisis dengan menggunakan Computational fluid dynamics (CFD).Analisis kinematikMechanical event simulation (MES).Analisis suatu proses dengan melakukan simulasi pada operasi, seperticasting, molding, dan die press forming.Optimasi pada produk maupun proses.Sedangkan tahapan pada teknik CAE dapat terdiri dari 3 bagian yaitu :Pre-processing yang maksudnya adalah mendefmisikan model dan faktor lingkungan yang akan diterapkan pada pengaplikasian proses.Analysis solver merupakan suatu tahap analisa yang dilakukan oleh software CAE, biasanya tahapan ini memakan waktu 'run' yang relatif lama, dan juga harus didukung oleh komputer dengan spesiflkasi yang tinggi, karena biasanya kinerja software mengharuskan penggunaan komputer yang high-end.Post-processing of results merupakan tahapan akhir pada teknik CAE.Pada tahapan ini biasanya ditunjukkan dengan penyajian alat bantu visualisasi dari hasil yang telah dianalisa sebelumnya.Khususnya dalam dunia perindustrian injection molding, software CAE yang sering digunakan adalah Moldjlow. Dengan bantuan software ini, engineer dapatmelakukan perancangan terhadap bentuk molding dan melakukan simulasi proses injeksi dengan 'mengutak-atik' parameter injeksi, sampai mendapatkan basil yang paling optimal tanpa harus mengeluarkan biaya yang sia-sia.2.7 Moldjlow CorporationsMoldflow adalah suatu software yang digunakan untuk melakukan simulasi proses injeksi pada proses injection molding. Mol4flow merupakan produk dari Moldflow Corporation yang merupakan salah satu cabang perusahaan dari Autodesk Inc. Moldflow Corporation pertama kali didirikan oleh Colin Austin di Melbourne, Australia pada tahun 1978 dan sekarang berpusat di Framingham, Massachusetts. Moldflow Corporation memiliki dua produk utama yaitu Moldflow plastic Insigth dan Moldflow plastic adviser. (Wikipedia.org, 2009)Moldflow plastic adviser memiliki 2 fitur utama dalam melakukan analisis terhadap proses injection molding, yaitu Moldjlow part adviser dan Moldflow mold adviser. Mol4flow part adviser digunakan untuk melakukan analisa terhadap satu bagianlpart dari benda yang akan di injeksi (single cavity analysis), sedangkan Moldflow mold adviser memiliki kapabilitas untuk melakukan analisa terhadap keseluruhan sistem yang berhubungan dengan proses injeksi (multicavity analysis).Dengan bantuan software ini, engineer dapat melakukan analisa dan simulasi untuk mendapatkan hasil injeksi yang paling optimal tanpa harusmengeluarkan 'effort' yang isa-sia. Penggunaan Moldjlow memang dikhususkan untuk dunia industri molding, namun tidak semua industri ini dapat memakai software ini. Hal ini disebabkan moldflow merupakan software 'high-end' dalam dunia injection molding dan harga untuk software ini relatif mahamaka softwareini hanya dapat dijumpai pada beberapa industri ijection molding yang sudah maju/modem dan bertaraf intemasional.2.7.1 Kemampuan Awlisis Moldflow Plastic AdvisersMoldjlow sangat membantu dalam melakukan analisis pada proses injection molding, karena Mol4flow memiliki fitur untuk melakukan analisis dengan melakukan simulasi pada proses injection molding. Kemampuan analisis yang dapat dilakukan oleh Moldflow antara lain : (Moldjlow Tutorial, 2004)1. Analisa pengisian material plastik ke dalam cetakan (Plastic FillingAnalysis), yaitu :Mengidentifikasi area dari geometri bagian benda yang mungkin untuk dilakukan injeksi (manufacturability) dan masalah kualitas dari injeksi.Memberikan gambaran secara praktikan!masukan spesifik terhadap desain untuk menyelesaikan masalah yang telah di identifikasi sebelurnnya.Memberikan gambaran tentang tekanan yang di distribusikan pada saat injeksi, temperatur permukaan dan orientasi pada permukaan.Memprediksikan lokasi Weld line dan Air-trap.2. Analisa keseimbangan Runner (Runner Balance Analysis), dapat memberikan engineer kemudahan untuk melakukan setting terhadap ukuran runner untuk membuat aliran plastik menjadi seimbang.3. Analisa letak runner yang paling sesuai (Runner Adviser Analysis), dapat membantu engineer dalam menentukan dimensi sprue, runner dan gate location secara otornatis.4. Analisis Sink Mark, membatu engineer untuk memprediksikan letak sink mark yang mungkin terjadi setelah proses injeksi selesai.5. Analisa kualitas Cooling (Cooling Quality Analysis), dapat membantu engineer untuk mengidentifikasi dan memperbaiki area yang memiliki suhu tidak merata (lebih tinggi) pada benda untuk menghindari cycle time yang lama dan kemungkinan terjadinya sink mark.6. Analisa lokasi injeksi (Gate Location Analysis), dapat membantu engineerdalam menentukan lokasi injeksi yang paling baik.7. Molding Window Analysis, yaitu:Dapat membantu menentukan kondisi optimum dalam proses injeksiMengevaluasi sensitivitas tiap bagian pada saat proses injeksi berlangsung.Dapat membantu dalam melakukan perbandingan grade material, evaluasi terhadap lokasi injeksi dan mendapatkan ukuran dari kualitas benda.8. Material Database, dapat membantu engineer dalam memberikan informasi mengenai material-material yang secara umum dipakai dalam proses injeksi dan terdiri dari kurang lebih sekitar 7500 karakteristik dari grade material thermoplastik.2.7.2 Analisa Utama Mo/dflow Plastic AdviserPada Software Moldflow sendiri terdapat beberapa jenis analisa yang dapat dilakukan, jenis analisa yang dilakukan dapat dipilih sesuai dengan kebutuhan pihak pengguna. Berikut jenis-jenis analisanya :1. Fill AnalysisJenis analisa yang menghasilkan data-data yang berhubungan dengan pengisian dan sifat aliran material plastik ke dalam cavity selama proses injeksi molding.2. Cool Analysis Jenis analisa yang menghasilkan data-data mengenaitemperatur molding dan material pada saat proses injeksi denganmempertimbangkan faktor/parameter sistem pendinginan pada moulding yang digunakan.3. Gate Location 7 Jenis analisa yang menghasilkan data-data mengenai titikterbaik untuk membuat lubang injeksi pada molding, lubang inilah yang akan menjadi tempat masuknya material saat proses injeksi nanti.4. Geometry Analysis 7 Jenis analisa yang menghasilkan data-data mengenai tingkat kompleksitas suatu .desain produk yang hendak dianalisa dengan software Moldjlow. Semakin kompleks desain dan besar ukuran produk tersebut, maka akan dibutuhkan waktu yang lebih lama untuk menganalisanya.5. PackAnalisa ini digunakan untuk mengtahui data mengenai6. Cool Quality Analysis 7 Jenis analisa yang menghasilkan data mengenai temperature mold dan material saat teljadinya proses injeksi. Analisa ini mempunyai penyajian yang hampir sama dengan Cooling Quality Analysis, hanya saja tidak memperhitungkan faktor sistem pendinginan yang digunakan pada molding, namun hanya berdasarkan desain bentuk mold dan produk.Dari jenis analisa di atas dapat dibagi pula menjadi beberapa sub analisa, sub-sub analisa inilah yang nanti akan menyajikan data yang akan dianalisa oleh para analisis yang disesuaikan dengan kebutuhan lapangan. Pada penelitian ini hanya digunakan Fill Time Analysis, Pack Analysis, dan Cooling Quality Analysis.Berikut ini merupakan jenis-jenis sub analisa yang dapat digunakan saat penelitian ini, yaitu : (Moldjlow Tutorial, 2004)1. Fill AnalysisFill Time Sub analisa ini menunjukan waktu yang dibutuhkan material plastik agar dapat mengisi seluruh bagian cavity moulding dengan menyeluruh. Selain itu juga analisa ini dapat digunakan untuk mengetahui apakah aliran material akan mengisi cavity moulding secara bersamaan atau tidak. Aliran material tersebut biasanya ditunjukan dalam pattern warna pada hasil analisa. Suatu pengisian yang baik biasanya ditunjukan dengan pattern warna yang sama dan seimbang padaposisi tertentu...'.A.Sumber :Software MoldF/owGambar 2.9 Perbandingan Aliran yang benar dan salahPlastic Flow Sub analisa ini menunjukan bahwa seluruh bagian cetakan moulding dapat terisi dengan baik dengan parameter tekanan yang telah ditentukan sebelurnnya. Jika tekanan yang diberikan terlalusorendah malm ada kemungkinan material tidak akan mengisi seluruh bagian cetakan.Confidence of Fills -7 Sub analisa ini menunjukan persentase kemampuan material untuk mengisi seluruh bagian cetakan moulding, dimana biasanya hal ini ditunjukan dengan warna pada hasil analisa.Sumber : Software MoldF/owGambar 2.10 Warna persentase tingkat pengisian Confidence of Fills(1): Will definitely fill. (2): May be difficult to fill or may have quality problems. (3): Will be difficult to fill or will have quality problems. (4): Will not fill .Quality Prediction -7 Sub analisa jni menunjukan persentase terhadap tingkat kualitas produk yang nantinya dihasilkan dari proses injeksi. Tingkat kualitas yang ditunjukan pada analisa ini lebih dipengaruhi oleh desain produk, cetakan moulding, parameter tekanan, parameter suhu moulding,dll. Untuk sistem pendinginan hanya mempunyai pengaruh yang minor/minimal terhadap hasilnya.(1): Will have high quality. (2): May have quality problems. (3): Will definitely have quality problems.Somber : Software Mo/dF/owGambar 2.11 Keterangan warna hasil analisa Quality PredictionPressure at the End of Fill 7 Sub analisa ini menunjukan besarnya tekanan yang mendekati ideal dari proses simulasi injeksi moulding. Analisa ini juga menunjukan data besarnya tekanan pada lokasi-lokasi tertentu (seperti pada Sprue, Runner, Gate dan Part) yang dinyatakan dalam warna-warna.Temperature at Flow Front 7 Merupakan analisa yang menunjukan besarnya suhu aliran material saat terjadinya injeksi material ke moulding. Setiap material mempunyai batasan suhu aliran yang ditoleransi berupa range nilainya. Jika suhu pada bagian aliran lebih tinggi ataupun lebih rendah dari batas yang ditentukan, maka terdapat kemungkinan terjadi permasalahan pada permukaan produk nya nanti (seperti Short shot, degradasi material, dll)Air Traps 7 Analisa ini menunjukan terdapatnya suatu lubang(bubble) udara pada bagian dari suatu produk, dimana bagian ini biasanya merupakan tempat bertemu dua atau lebih aliran material saat prosesinjeksi. Hasil dari air traps di kenyataan biasanya berupa lubang kecil pada permukaan produk, dan hal ini mungkin saja dapat ditoleransi pada produk tertentu.Sumber: Software MoldFlowGambar 2.12 Contoh akibat dari Air TrapsWeld LinesAnalisa yang menunjukan garis yang akan terlihat setelah proses injeksi moulding nanti. Hal ini terjadi karena perbedaan waktu dan kuantitas bertemu nya kedua aliran material yang telah mengisi cetakan produk pada bagian-bagian tertentu. Garis yang dihasilkan hisa saja mengakibatkan rnasalah struktural Gika terjadi pada bagian yangnantinya akan menahan sesuatu) dan rnasalah visual Gika terjadi padabagian yang harus kelihatan besih dan halus). Untuk perrnasalahan Weld Lines ini hampir sulit untuk dihindari, namun bisa diminimalisir dengan mempertimbangkan faktor-faktor seperti : besarnya tekanan injeksi, penempatan Gate, pengaturan suhu yang masih dalam batas rekomendasi,dll.Orientation at Skin -7 Analisa yang menunjukan orientasilkebiasaan arah aliran molekul-molekul material saat teljadi nya proses injeksi moulding. Orientasi arah yang sembarangan dapat memberikan permasalahan pada produk nantinya, seperti : penurunan kualitas, timbulnya weld lines, timbul gelembung-gelembung udara (air traps),dll. Arah aliran molekul-molekul tersebut ditunjukan dalam bentuk garis garis pada simulasi Moldjlow. Penempatan posisi injeksi yang tepat akan sangat berpengaruh terhadap arah aliran molekul-molekul materialtersebut. Sumber :Software MoldF/owGambar 2.13 Perbandingan arah aliran molekul material yang benar dan salah2. Cool AnalysisCircuit Reynolds Number -7 Analisa ini menunjukan nilai reynolds yang pada sistem pendinginan moulding. Reynolds Number adalah suatubilangan yang biasanya digunakan untuk mengukur rasio gaya inersia dengan gaya viskos dan mengkuantifikasikan kedua gaya tersebutpada suatu aliran tertentu. Pada analisa ini Reynolds Number digunakan sebagai bilangan untuk mengukur tingkat turbulensi yang dihasilkan oleh kegiatan pemindahan panas dari Moulding ke saluran cooling. Reynold Numbers pada sistem pendingin dipengaruhi oleh diameter pipa pendingin dan volume cairan yang mengalir pada sistem pendingin. Reynolds number yang ideal akan membuat pendinginan terhadap moulding menjadi lebih efekti Nilai minimal adalah sebesar 4000, namun yang ideal untuk pendinginan yang lebih baik adalah sebesar10000.Circuit Coolant Temperature 7 Analisa ini menunjukan besarnya suhu cairan pendingin yang berada di dalam saluran pendingin pada saat proses injeksi moulding. Biasanya suhu cairan pendingin akan meningkat pada saat keluarnya cairan dari saluran pendinginan, hal ini terjadi karena perpindahan panas dari moulding ke saluran pendinginan. Pengaturan suhu pada cairan harus disesuaikan dengan keadaan sekitar dan kebutuhan saja. Tidak selalu semakin dingin suatu sistem pendinginan hasilnya akan semakin baik.Cooling Time Variance 7 Analisa ini menunjukan variasi perbedaan wak:tu untuk membeku di bagian tertentu pada produk. Variasi wak:tu nya didasarkan perbedaan terhadap waktu rata-rata pembekuan material menjadi suatu produk. Analisa ini juga dapat digunakan sebagai dasar oleh analisis untuk melakukan perubahan-perubahan pada sistem pendinginan dan juga membantu untuk menentukan Cycle Time yang diinginkan agar produk yang dihasilkan dapat membeku secara merata di setiap bagiannya.Are.u that re pl!l1110 poiitive v11luti {red) take lol\ger tll freeze than the average time tc freeze, 11ml area5 that are pl ed as negative values (blue] fr=more ,quickly. Zeta valu!S in this tesult indicate the aver'l!ge time to freue.111.4131-2.152-3935-5.716Sumber : Software MoldF/owGambar 2.14 Contoh keterangan Cooling Time VarianceTemperature Part 7 Analisa menunjukan besarnya batasan/range suhu bagian-bagian pada produk yang nanti akan dihasilkan oleh proses injeksi moulding/selama proses produksi. Analisa ini bisa dijadikan sebagai dasar untuk mengetahui lokasi bagian produk yang mempunyai suhu lebih tinggi dibandingkan bagian lainnya. Selisih antara temperaturtertinggi dengan temperatur terrendah pada bagian produk harus tidak boleh lebih besar dari 10C, lalu juga variasi temperatur permukaan produk tidak lebih dari 10-20C dari temperatur inlet cooling.ITemperature Variance 7 Analisa ini menunjukan variasi perbedaan temperatur suhu di lokasi tertentu pada benda yang dipengaruhi oleh sistem cooling dan desain geometri produk. Variasi temperatur suhu nya didasarkan dengan perbedaan terhadap temperatur rata-rata permukaan produk. Hasil yang disarankan agar perbedaan antara temperatur tertinggi dan terrendah pada analisa ini tidak signiflkan, sehingga membuat waktu pembekuan produk hampir sama antar satu lokasi dengan lokasi lain. Keterangan analisa Temperature Variance ini dinyatakan dengan warna biru dan warna merah sebagai indikatornya.[C]6.1102.1919.569Sumber : Software MoldF/owGambar 2.15 Contoh keterangan analisa Temperature Variance2.8 AHP (Analytical Hierarchy Process)Analytical Hierarchy Process (AHP) merupakan suatu alat pengambilan keputusan yang sederhana, yaitu dengan memisahkan persoalan-persoalan yang rumit menjadi beberapa jenjang yang sederhana, untuk kemudian diselesaikan satu per satu, dan pada akhirnya kembali hirarki tersebut disusun menjadi suatu kesatuan (Saaty, 1993). AHP dikembangkan oleh Thomas Saaty sekitar tahun 1970 untuk menjawab kebutuhan manajer dalam pengambilan keputusan manajerial dengan memberikan saran dan perhitungan secara matematis bagi para manajer untuk mendukung keputusannya.Proses ini melibatkan pair-wise comparison. Dalam prosesnya AHP membandingkan alternatif-alternatif berdasarkan kriteria-kriteria yang telah ditentukan oleh pengambil keputusan untuk mendapatkan nilai terbaik bagi alternatif-alternatif yang dibandingkan.Berikut ini merupakan tabel preference level dalam menentukan nilai bagitiap kriteria yang diinginkan :Tabel2.1 Preference LevelPreference levelNumerical valueEqually preferred1Equally to moderately preferred2Moderately preferred3Moderately to strongly preferred4Strongly preferred5Strongly to very strongly preferred6Very strongly preferred7Very strongly to extremely preferred8Extremely preferred9Dalam prosesnya AHP membandingkan altematif-altematif berdasarkan kriteria-kriteria yang telah ditentukan oleh pengambil keputusan untuk mendapatkan nilai terbaik bagi alternatif-alternatif yang dibandingkan.Proses yang paling menentukan dalam menggunakan AHP adalah ketika menentukan besarnya prioritas antar kriteria. Hal tersebut seringkali menjadi pembahasan yang alot antar anggota tim pengambil keputusan mengenai. Hal ini dikarenakan tiap-tiap anggota tim merniliki persepsi tersendiri mengenai prioritas masing-masing.Untuk mendapatkan hasil yang konsisten, maka nilai consistency ratio (CR) harus lebih kecil sama dengan 0.10. Jika hasil consistency ratio (CR) lebih besar dari 0.10 maka matriks keputusan yang diambil harus dievaluasi ulang. Berikut ini merupakan beberapa langkah perhitungan untuk melihat nilai konsistensi dari suatu penentuan prioritas :1. Menentukan weighted sum vector :Diselesaikan dengan hasil perkalian Row Averages dari masing - masing kriteria dengan matriks awal dari kriteria tersebut.2. Menentukan Consistency Vector :Diselesaikan dengan membagi weighted sum vector yang telah didapat denganrow averages dari kriteria masing - masing.3. Menghitung Lamda dan Consistency Index2-nCI=-n-1dimana n adalahjumlah item dari sistem yang dibandingkan.2 adalah rata-rata dari Consistency Vector.4. Menghitung Consistency RatioCR= CIRIdimana RI adalah random index yang didapatkan dari tabel random index.