2007-3-00411-TI-Bab 2

of 39
-
Upload
muhammad-maksum -
Category
Documents
-
view
120 -
download
0
Transcript of 2007-3-00411-TI-Bab 2
23
BAB 2 LANDASAN TEORI
2.1 2.1.1
Introduction to Manufacturing System Definisi Manufacturing System Menurut Mikell P. Groover (2001, p375), Manufacturing System merupakan sebuah sekumpulan dari perlengkapan yang terintegrasi (mesin dan peralatan produksi) dan sumber daya manusia, dimana berfungsi untuk menjalankan satu atau lebih proses produksi dan atau operasi perakitan terhadap bahan baku awal, komponen, dan sekumpulan komponen.
2.1.2
Komponen Dalam Manufacturing System Menurut Mikell P Groover (2001, p376-381), pada dasarnya manufacturing system mengandung beberapa komponen yaitu : a) Mesin mesin produksi (termasuk peralatan produksi dan komponen hardware lainnya) Dalam sistem manufaktur saat ini, kebanyakan proses produksi dan pekerjaan merakit dikerjakan dengan mesin dan bantuan peralatan produksi. Mesin dapat diklasifikasikan manual (mesin dioperasikan oleh
24
satu operator), semi automated (mesin diatur dengan menggunakan program kemudian pekerja hanya berfungsi mengawasi, melakukan loading dan unloading), dan fully automated (mesin sepenuhnya berjalan sendiri di bawah kendali program dan tidak memerlukan pekerja untuk mengawasi) b) Material Handling System Dalam kebanyakan proses produksi maupun perakitan menggunakan sistem perpindahan barang. Berikut adalah bagian dari material handling system : Bagian Loading, Positioning, dan Unloading Bagian ini hampir dijumpai pada setiap stasiun kerja. Loading merupakan proses memindahkan unit produksi menuju mesin produksi atau perlengkapan produksi dari lokasi bahan baku. Positioning merupakan proses untuk meletakkan komponen ke lokasi yang tepat dan pasti pada mesin produksi. Unloading merupakan proses memindahkan unit yang sudah selesai di proses menuju proses selanjutnya. Bagian Work Transport Between Station Bagian ini melakukan perpindahan material produksi antara stasiun kerja dalam sistem multi-station. Perpindahan dapat dilakukan secara manual atau dengan menggunakan alat bantu.
25
Bagian Temporary Storage Function Bagian ini merupakan tempat penyimpanan material produksi sementara dimana bertujuan untuk memastikan bahwa material yang akan diproses suatu stasiun kerja selalu tersedia dan stasiun kerja tersebut tidak mengalami kondisi starving.
c) Computer Control System Pada saat ini sistem manufaktur yang automasi membutuhkan komputer untuk mengkontrol perlengkapan yang semi automasi atau automasi, dan berpartisipasi dalam koordinasi keseluruhan untuk sistem manufakturnya. Beberapa contoh fungsi sistem komputer adalah fungsi kendali material handling, fungsi penjadwalan produksi, fungsi kendali kualitas, dan lainnya. d) Pekerja Manusia Dalam kebanyakan sistem manufaktur peran pekerja manusia adalah melakukan beberapa atau keseluruhan dari pekerjaaan yang menambah nilai atas penyelesaian komponen atau produk. Dalam hal ini pekerja manusia termasuk ke dalam pekerja langsung.
26
2.2 2.2.1
Bottleneck Model Definisi Bottleneck Menurut Vincent Gaspersz (2005, p348), Bottleneck adalah suatu kondisi dimana suatu operasi atau fasilitas membatasi atau menghambat output dalam satu sekuens untuk satu lini produksi. Menurut Mikell P. Groover (2001, p528), stasiun kerja bottleneck adalah stasiun kerja yang memiliki nilai service time yang paling besar dibandingkan stasiun kerja lainnya dalam satu lini produksi.
2.2.2
Terminology dan Symbol dalam Bottleneck Model Menurut Mikell P. Groover (2001, p488 489), terminologi yang digunakan dalam dalam bottleneck model dapat diaplikasikan untuk FMS (Flexible Manufacturing System) adalah : 1) Part Mix Adalah campuran dari variasi komponen bagian atau jenis produk yang diproduksi sistem. 2) Workstations and Servers Dalam hal ini terminologi bottleneck model memungkinkan untuk lebih dari satu mesin yang menjalankan operasi yang sama. Dalam hal ini juga dimungkinkan terdapat stasiun kerja yang menjalankan operasi loading dan unloading.
27
3) Processing Routing Processing Routing didefinisikan urutan operasi dari stasiun kerja yang dijalankannya yang berhubungan dengan processing time. Processing time didefinisikan sebagai total waktu dari penyelesaian unit produksi dari suatu stasiun kerja tanpa memperhitungkan waktu tunggu dari stasiun kerja lainnya. 4) Work Handling System Merupakan sistem perpindahan material yang digunakan untuk
memindahkan komponen atau produk dari satu stasiun kerja ke stasiun kerja lainnya. 5) Transport Time Merupakan rata-rata waktu perpindahan yang dibutuhkan untuk memindahkan material dari satu stasiun kerja ke stasiun kerja lainnya dalam suatu process routing. 6) Operation Frequency Merupakan jumlah untuk menjalankan operasi pengerjaan untuk setiap unit kerjanya.
28
2.2.3
Operational Parameters dari Bottleneck Model Menurut Mikell P. Groover (2001, p489), Parameter operasional yang digunakan dalam sistem produksi ini adalah rata-rata workload atau beban kerja yang dibutuhkan untuk menyelesaikan suatu operasi kerja. Berikut adalah rumus yang digunakan :WL = Pr oces sin g Time + Transport Time , Dimana : (1 Defect Rate )
WL Processing Time Transport Time
= Workload stasiun kerja (min) = Waktu pengerjaan stasiun kerja (min) = Rata-rata waktu perpindahan dari stasiun kerja sebelumnya (min)
Defect Rate
= Tingkat produk cacat yang dihasilkan stasiun kerja.
2.3 2.3.1
Line Balancing Problem Latar Belakang Line Balancing Menurut Mikell P. Groover (2001, p529), line balancing merupakan suatu metode yang digunakan dalam mendesain suatu lini operasi atau perakitan yang dilakukan secara manual. Pada dasarnya dalam suatu lini operasi atau perakitan mengandung banyak elemen kerja yang berdiri sendiri. Dengan urutan kerja elemen tersebut, suatu lini produksi harus beroperasi sesuai dari tingkat produksi yang spesifik dan menurunkan cycle time.
29
Atas dasar inilah line balancing digunakan untuk menugaskan individual elemen kerja ke suatu situasi kerja agar semua pekerja memiliki persamaan jumlah kerja yang harus dikerjakan.
2.3.2
Terminology dari Line Balancing Menurut Mikell P. Groover (2001, p529 532), dalam line balancing terdapat beberapa konsep yang digunakan untuk mengukur performansi line balancing problem. Berikut adalah konsep dan terminology yang digunakan : 1) Minimum Rational Work Elements Merupakan bagian terkecil dari elemen kerja yang mempunyai tujuan yang terbatas dan spesifik, seperti menambahkan komponen ke bagian utama atau menggabungkan dua komponen atau menjalankan beberapa bagian kecil dari keseluruhan elemen kerja. Penjumlahan waktu elemen kerja sama dengan :Twc = Tek , Dimana :k =1 ne
Tek
= Waktu yang dibutuhkan untuk menjalankan elemen kerja k (min)
ne k
= Jumlah dari elemen kerja yang ada = 1,2,3,.,ne.
30
2) Precedence Constraints Merupakan fungsi kebutuhan akan urutan kerja dari elemen elemen kerja yang ada. Ada beberapa elemen kerja yang harus dikerjakan sebelum elemen kerja lain bekerja. 3) Measure of Line Balance Efficiency Dikarenakan perbedaan yang ada dalam waktu elemen kerja dan precedence constraints dalam elemen elemen kerja dalam satu lini, maka sangatlah tidak mungkin untuk mendapatkan line balance yang sempurna. Untuk mengukur seberapa baik keseimbangan lini maka digunakan balance efficiency. Atau lawannya yaitu seberapa waktu yang hilang akibat lini produksi yang tidak seimbang yaitu balance delay. Berikut adalah rumus yang digunakan :Eb =
(w Max Tsi ) Twc , Dimana : Twc dan d = (w Max Tsi ) w Max Tsi= Balance efficiency (persentase) = Service time stasiun kerja yang paling besar dalam satu lini (min)
Eb Tsi
Twc w
= Total work contents = Jumlah pekerja
31
2.3.3
Line Balancing Consideration and Approach Menurut Mikell P. Groover (2001, p552 554), selain dengan menggunakan algoritma line balancing untuk mengalokasikan elemen kerja ke stasiun stasiun kerja yang ada dalam satu lini berdasarkan deterministic quantitative data, kita juga dapat menggunakan beberapa pertimbangan dan pendekatan untuk meningkatkan performansi dari lini produksi yang ada yaitu : 1) Method analysis Method analysis melibatkan studi tentang aktivitas kerja manusia untuk mencari cara bagaimana aktivitas dapat dikerjakan dengan sedikit usaha, sedikit waktu, akan tetapi mendatangkan pengaruh yang lebih besar. (seperti analisis gerakan tangan pekerja, mendesain layout yang lebih baik, dan lainnya). 2) Subdividing work elements Subdividing work elements merupakan suatu pendekatan khusus dimana jika memungkinkan suatu elemen kerja yang ada dibagi menjadi sub elemen kerja. 3) Sharing work elements between two adjacent stations Apabila suatu elemen kerja menjadi bottleneck dalam satu stasiun kerja dimana stasiun kerja lain yang berdekatan lebih banyak menganggur, maka memungkinkan untuk membagi elemen kerja tersebut ke dalam dua stasiun kerja yang saling berdekatan.
32
4) Utility workers Utility worker adalah pekerja yang ditugaskan yang membantu suatu stasiun kerja yang mengalami overloaded. 5) Changing workhead speeds at mechanized stations Jika memungkinkan untuk suatu elemen kerja kecepatan prosesnya ditingkatkan atau dilambatkan untuk mendapatkan waktu proses yang seimbang dalam satu lini. 6) Preassembly of components Jika memungkinkan untuk suatu komponen yang lambat untuk dikerjakan sebagai akibat tingkat kesulitannya, maka komponen tersebut dilakukan pengerjaan pendahuluan diluar lini produksi yang ada. Hal ini dilakukan untuk memudahkan dan mempercepat waktu pengerjaan elemen kerja tersebut. 7) Storage buffer between station Dengan menempatkan tempat penyimpanan material sementara, maka akan dapat melancarkan aliran material dari stasiun kerja yang memiliki waktu pengerjaan yang bervariasi satu dengan lainnya. 8) Zoning other constraints Dengan menempatkan faktor zona dalam melakukan precedence constraints. Hal ini apabila suatu elemen kerja dapat dijadikan satu kelompok maka dikatakan zona positif dan jika tidak memungkinkan maka zona negatif.
33
9) Parallel workstation Parallel station kadang kadang digunakan untuk menyeimbangkan lini produksi. Hal ini dapat digunakan dan diterapkan jika terdapat waktu pengerjaan yang lama sehingga akan mempengaruhi tingkat produksi dalam satu lini. Dengan mempararelkan stasiun kerja yang memiliki waktu pengerjaan yang lama maka akan mengeliminasi kondisi bottleneck dalam lini produksi tersebut.
2.4 2.4.1
Identifikasi Distribusi Uji Kebaikan Suai (Goodness of Fit) Menurut Walpole (1995, p325), Uji kebaikan suai (Goodness of Fit) digunakan untuk menentukan apakah suatu populasi memiliki sebaran teoritik tertentu yang didasarkan pada seberapa baik kesesuaian antara frekuensi yang teramati dalam data contoh dengan frekuensi harapan yang didasarkan pada sebaran yang dihipotesiskan.
2.4.1.1 Chi-Square Test Uji Chi-Square merupakan suatu uji kebaikan suai dengan mentabulasikan suatu variable dan menghitung statistic chi square-nya. Berikut adalah langkah pengujian chi-square test : 1) Tentukan interval kelas k 2) Tentukan nilai ei (frekuensi harapan)
34
3) Tentukan nilai X2 Hitung dengan rumus : X 2 Hitung = (oi ei) 2 ei
4) Tentukan nilai derajat bebas (v) Dimana v = k 3 (dimana k jumlah panjang kelas) 5) Tentukan nilai kritis X2 Tabel dengan (1-) berdasarkan tabel distribusi chi square 6) Jika X2 Hitung < X2 Tabel, terima hipotesis yang mengatakan bahwa data mengikuti pola distribusi yang dihipotesiskan.
2.4.1.2 Kolmogorov-Smirnov Test Uji Kolmogorov-Smirnov merupakan salah satu uji kebaikan suai yang digunakan untuk membandingkan tingkat kesesuaian sample dengan suatu distribusi tertentu seperti normal, uniform, poisson, dan eksponensial. Uji ini didasarkan pada perbandingan frekuensi kumulatif dari data dengan frekuensi kumulatif dari distribusi teoritis. Berikut adalah langkah dalam pengujian kolmogorov-smirnov : 1) Tentukan frekuensi kumulatif data hasil observasi (F0). 2) Tentukan frekuensi kumulatif distribusi data teoritis (Fe). 3) Tentukan nilai Dn dengan menghitung absolute dari selisih Fe F0. 4) Tentukan Dn Maksimal dari langkah nomor 3.
35
5) Tentukan nilai kritis tabel Dn Tabel = uji kolmogorov-smirnov.
Dn
n
dari tabel nilai kritis D untuk
6) Jika Dn Max Hitung < Dn Tabel maka terima hipotesis yang mengatakan bahwa data mengikuti pola distribusi yang dihipotesiskan. Menurut White (1975, p338), mengemukakan bahwa sebaiknya menggunakan kolmogorov-smirnov test dalam uji kebaikan suai dikarenakan secara statistikal akan lebih baik dibandingkan dengan chi-square test.
2.4.2
Uji Hipotesis Menurut Walpole (1995, p288), uji hipotesis adalah suatu uji yang dilakukan dengan menggunakan pernyataan atau dugaan mengenai satu atau lebih populasi. Dalam hal ini digunakan dua macam hipotesis yaitu hipotesis nol yaitu hipotesis yang dirumuskan dengan harapan akan ditolak (H0) dan hipotesis alternatif yaitu suatu hipotesis yang diharapkan untuk diterima apabila hipotesis awal ditolak (H1). Suatu hipotesis awal akan ditolak apabila nilai dari x hitung jatuh di wilayah kritis. Dan hipotesis awal akan diterima apabila nilai dari x hitung jatuh di wilayah penerimaan.
36
2.5 2.5.1
Pola Distribusi Data Frequency Distribution Menurut Harrel (2000, p120-121), frequency distribution merupakan distribusi kelompok data dalam interval atau kelas berdasarkan frekuensi dari kejadian. Distribusi frekuensi dapat dibagi dua yaitu : 1) Discrete Frequency Distribution Merupakan distribusi yang terbatas pada nilai tertentu dan hanya sekumpulan frekuensi yang terbatas saja yang ditampilkan. Sebagai contoh dari discrete frequency distribution adalah jumlah orang yang datang ke suatu sistem pada interval waktu tertentu. 2) Continuous Frequency Distribution Merupakan rentang nilai antara sample dari suatu nilai berada. Suatu data dapat dikatakan memiliki continuous frequency distribution apabila data tersebut dapat mewakili interval nilai yang sudah ditentukan.
2.5.2
Theoretical Distribution Merupakan suatu distribusi yang dapat dibedakan berdasarkan parameter yang ditentukan dari dispersion (penyebaran) dan density (kerapatan). Menurut Banks dan Gibsons (1997), berikut adalah beberapa statistikal distribusi teoritis yang ada :
37
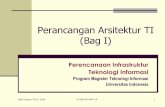
1) Exponential Distribution Distribusi eksponensial adalah distribusi kontinu dimana dibatasi oleh batas bawah. Bentuk dari distribusi ini akan selalu sama dimana dimulai dari nilai minimum yang terbatas dan terus menurun sampai nilai x terbesar. Biasanya distribusi eksponensial mencerminkan waktu antar kedatangan. f ( x) = [x min ] , dimana : exp 1 = scale parameter
min = minimum x value
Gambar 2.1 Distribusi Eksponensial
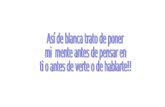
2) Normal Distribution Distribusi normal merupakan distribusi kontinu yang tidak terbatas. Biasanya kurva normal membentuk lonceng dengan nilai rata-ratanya berada pada titik tengah kurva yang berarti jumlahnya paling banyak. Berikut adalah rumusnya :
38
f ( x) =
[x ]2 exp 2 2 2 2 1
, dimana : = scale parameter / standard deviation
= shift parameter / mean
Gambar 2.2 Distribusi Normal
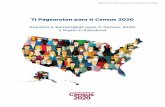
3) Poisson Distribution
Distribusi poisson merupakan distribusi diskrit yang memiliki batas dari 0 pada batas bawah dan tidak terbatas pada batas atas. Biasanya distribusi poisson berhubungan dengan tingkat kedatangan untuk suatu sistem dan berkaitan erat dengan distribusi eksponensial. Berikut adalah rumusnya : p ( x) = e x , dimana : x! = rate of occurrence / mean
39
Gambar 2.3 Distribusi Poisson
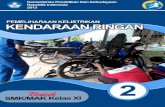
4) Uniform Distribution
Distribusi uniform merupakan distribusi kontinu dimana dibatasi pada kedua sisinya. Biasanya data berdisribusi uniform apabila nilai max dan min tidak berbeda jauh. Berikut adalah rumusnya :
f ( x) =
1 max min
40
Gambar 2.4 Distribusi Uniform
2.6 2.6.1
Pengukuran Kerja Definisi dan Pembagian Pengukuran Kerja
Menurut Sritomo (1995, p169-170) Pengukuran kerja merupakan bagian dari penelitian cara kerja. Pengukuran kerja adalah pengukuran kerja dilihat dari waktu kerja pada saat operator melakukan kerja. Pengukuran kerja merupakan metode penetapan keseimbangan antara kegiatan dengan manusia yang dikontribusikan dengan output yang akan dihasilkan. Pengukuran kerja dibagi menjadi dua yaitu : 1) Pengukuran kerja langsung Pengukuran kerja langsung adalah pengukuran waktu kerja yang dilakukan secara langsung di tempat dimana pekerjaan diukur dan dijalankan. Cara pengukurannya dilakukan dengan menggunakan alat bantuan seperti jam henti (stopwatch) dan sampling kerja.
41
2) Pengukuran kerja tidak langsung Pengukuran tidak langsung adalah pengukuran kerja dengan cara dihitung dengan metode standar data / formula, pengukuran kerja dengan analisa regresi, penetapan waktu baku dengan data gerakan. Atau dengan kata lain si pengamat tidak harus berada di tempat pengukuran kerja. Biasanya dilakukan dengan WF (Work Factor) dan MTM (Methods Time Measurement).
2.6.2
Uji Kecukupan Data
Menurut Ralph M. Barnes (1983 p273-274), dalam melakukan observasi dan pengumpulan data hendaknya melakukan evaluasi terhadap error dari data yang dikumpulkan. Untuk itu perlu untuk diketahui nilai N, yaitu jumlah observasi yang dibutuhkan untuk memprediksikan kebenaran data pada tingkat ketelitian dan tingkat kepercayaan yang sudah ditentukan. Berikut adalah rumus N dengan 95 persen tingkat kepercayaan dan 5 persen tingkat ketelitian : 40 N X 2 ( X ) 2 N'= X , Dimana : 2
N = Jumlah observasi yang diperlukan untuk tingkat kepercayaan 95 % dan tingkat ketelitian 5 %.
N = Jumlah observasi awal yang dilakukan.
42
40 = Konstanta tingkat ketelitian (5% = 40, 10% = 20). X = Data waktu yang dikumpulkan.
Menurut Sutalaksana (1979, p135), tingkat ketelitian dan tingkat kepercayaan adalah pencerminan tingkat kepastian yang diinginkan oleh pengukur setelah memutuskan tidak melakukan pengukuran yang sangat banyak. Tingkat ketelitian menunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya. Sedangkan tingkat kepercayaan menujukkan besarnya kepercayaan pengukur bahwa hasil yang diperoleh memenuhi syarat ketelitian yang ada.
2.6.3 Waktu Baku
Menurut Sritomo (1995, p170), Waktu baku didefinisikan sebagai waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat keahlian rata-rata untuk menyelesaikan suatu pekerjaan. Kegunaan dari waktu baku adalah : Untuk membuat penjadwalan kerja mengenai seberapa lama suatu pekerjaan berlangsung. Untuk merencanakan berapa banyak output yang dapat dihasilkan. Untuk mengetahui seberapa banyak tenaga kerja yang dibutuhkan untuk menyelesaikan pekerjaan tersebut.
43
Beberapa faktor yang mempengaruhi dalam perhitungan untuk menentukan waktu baku adalah : 1. Faktor penyesuaian Faktor penyesuaian diberikan berkenaan dengan tingkat kecepatan kerja yang dilakukan pekerja dalam melakukan pekerjaannya terkadang dalam melakukan kerja terdapat ketidakwajaran yang dilakukan seperti bekerja sangat cepat seolah diburu waktu, bekerja tanpa kesungguhan, atau kesulitan kerja akibat pengaruh kondisi ruangan kerja yang buruk. Cara menentukan faktor penyesuaian adalah cara Shumard, cara Westinghouse, cara Bedaux, dan cara Objektif
2. Faktor kelonggaran Faktor kelonggaran diberikan berkenaan dengan adanya sejumlah kebutuhan pekerja diluar kerja yang terjadi selama pekerjaan berlangsung seperti kebutuhan pribadi, hambatan kerja yang tidak dapat dihilangkan, dan kebutuhan untuk melepas lelah.
Menurut Sutalaksana (1979, p140 154), Rumus yang digunakan dalam perhitungan waktu baku adalah :Waktu Normal = Waktu Siklus Rata rata (1 + P )Waktu Baku = Waktu Normal 100% , dimana : 100% A%
44
P = Faktor Penyesuaian A = Persentase Faktor Kelonggaran
2.7 2.7.1
Peta Kerja Definisi Peta Kerja
Menurut Sritomo (1995, p123), peta kerja adalah suatu alat yang menggambarkan kegiatan kerja secara sistematis dan jelas. Peta kerja juga merupakan alat komunikasi secara luas dan sekaligus melalui peta-peta kerja ini kita bisa mendapatkan informasi-informasi yang diperlukan untuk memperbaiki suatu metode kerja.
2.7.2
Jenis - Jenis Peta Kerja
Pada dasarnya menurut Sritomo (1995, p125-151) peta kerja dapat dibagi menjadi dua jenis yaitu : 1) Peta Kerja Keseluruhan Peta kerja keseluruhan merupakan peta kerja yang digunakan untuk menganalisa kerja secara keseluruhan. Peta kerja keseluruhan yang umum dipakai adalah :
45
Peta Proses Operasi (Operation Process Chart) Merupakan peta kerja yang mencoba menggambarkan urutan kerja dengan jalan membagi pekerjaan tersebut menjadi elemen-elemen operasi secara detail.
Peta Proses Produk Banyak (Multi Product Process Chart) Merupakan peta kerja yang dibuat untuk memberikan gambaran pekerjaan dari banyak produk secara mendetail untuk setiap produknya.
Peta Aliran Proses (Flow Process Chart) Merupakan peta kerja yang menggambarkan semua aktivitas baik yang produktif maupun tidak produktif yang terlibat dalam proses pelaksanaan kerja.
Diagram Aliran (Flow Chart) Merupakan peta kerja yang serupa dengan peta aliran proses hanya saja penggambarannya dilakukan diatas layout kerja yang ada.
46
2) Peta Kerja Setempat Peta kerja setempat merupakan peta kerja yang digunakan untuk menganalisa kerja setempat. Peta kerja setempat yang umum dipakai adalah : Peta Pekerja dan Mesin (Man and Machine Process Chart) Merupakan peta kerja yang memberikan informasi tentang hubungan waktu siklus pekerja dan waktu operasi mesin yang ditangani.
Peta Tangan Kiri dan Kanan (Left and Right Hand Chart) Merupakan peta kerja yang digunakan untuk menganalisa gerakan tangan kiri atau kanan dari pekerja secara mendetail dengan menggunakan gerakan dasar therblig.
2.8 2.8.1
Kapasitas Produksi Definisi Kapasitas Produksi
Menurut Vincent Gaspersz (2005, p203), kapasitas produksi merupakan suatu kemampuan dari suatu fasilitas produksi untuk mencapai jumlah kerja tertentu dalam periode waktu tertentu dan merupakan fungsi dari banyaknya sumber sumber daya yang tersedia dalam periode waktu tertentu serta merupakan fungsi dari banyaknya sumber sumber daya yang tersedia, seperti peralatan, mesin, personel, ruang, dan jadwal kerja.
47
2.8.2
Metode Pengukuran Kapasitas Produksi
Menurut Vincent Gaspersz (2005, p208), terdapat tiga metode dalam pengukuran kapasitas produksi yang ada yaitu : a) Theoretical Capacity (Maximum Capacity atau Design Capacity) Merupakan kapasitas maksimum yang mungkin dari sistem manufaktur yang didasarkan pada asumsi mengenai adanya kondisi ideal seperti tiga shift per hari, tidak ada downtime mesin, dan lainnya. Jadi kapasitas ini diukur berdasarkan jam kerja yang tersedia untuk melakukan pekerjaan, tanpa suatu kesempatan untuk berhenti atau beristirahat. b) Demonstrated Capacity (Actual Capacity atau Effective Capacity) Merupakan tingkat output yang dapat diharapkan berdasarkan
pengalaman, yang mengukur produksi secara actual dari pusat kerja di waktu lalu, yang biasanya diukur menggunakan angka rata-rata berdasarkan beban kerja normal. c) Rated Capacity (Calculated Capacity atau Nominal Capacity) Merupakan penyesuaian dari kapasitas teoritis dengan faktor produktivitas yang telah ditentukan oleh demonstrative capacity. Kapasitas ini didapatkan dengan menggandakan waktu kerja yang tersedia dengan faktor utilisasi dan efisiensi.
48
2.9 2.9.1
Sistem Simulasi Definisi Sistem
Sistem berasal dari bahasa yunani (systema) yang berarti keseluruhan yang terdiri dari bermacam-macam bagian. Atau secara umum didefinisikan sebagai sekumpulan elemen-elemen yang saling berinteraksi untuk mencapai suatu tujuan tertentu di dalam lingkungan yang kompleks. Menurut Raymond McLeod (2001, p9-10), mendefinisikan sistem sebagai sekelompok elemen-elemen yang terintegrasi dengan maksud yang sama untuk mencapai suatu tujuan. Elemen-elemen yang terdapat dalam sistem adalah elemen input, elemen transformasi, elemen output, dan mekanisme pengendali.
2.9.2
Definisi Simulasi
Menurut Kakiay (2004, p1-2) mengemukakan definisi simulasi sebagai suatu sistem yang digunakan untuk memecahkan atau menguraikan persoalan-persoalan dalam kehidupan nyata yang penuh dengan
ketidakpastian dengan tidak atau menggunakan model atau metode tertentu dan lebih ditekankan pada pemakaian komputer untuk mendapatkan solusinya.
49
Menurut Oxford American Dictionary (1980) menjelaskan simulasi adalah suatu cara untuk membuat kondisi untuk suatu situasi (model) untuk dilakukan pembelajaran atau pengujian atau pelatihan.
2.9.3
Definisi Sistem Simulasi
Menurut Kakiay (2004, p12), sistem simulasi adalah suatu kegiatan yang memberikan pernyataan (representing) atas suatu sistem melalui model simbolik yang dapat dimanipulasi dengan mudah untuk menghasilkan angkaangka atau bilangan-bilangan numerik.
2.9.4
Definisi Simulasi Monte Carlo
Menurut Kakiay (2004, p5), mengemukakan bahwa simulasi Monte Carlo atau dikenal juga dengan istilah sampling simulation merupakan suatu metode simulasi yang cukup sederhana untuk menyelesaikan berbagai persoalan dengan menggunakan distribusi dari data historical. Simulasi ini banyak berperan dalam simulasi komputer.
50
2.9.5
Jenis Simulasi
Menurut Kakiay (2004, p11 13), menyatakan bahwa simulasi dapat dibagi menjadi empat jenis yaitu : 1. Simulasi Identitas Merupakan simulasi yang memodelkan suatu sistem dengan model-model simbolik. 2. Simulasi Identitas Semu Merupakan simulasi yang memodelkan berbagai aspek yang terkait dari sistem sebenarnya dan dapat mengeluarkan unsur-unsur yang dapat membuat setiap identity simulation tidak berfungsi dengan baik. 3. Simulasi Laboratorium Merupakan simulasi yang akan memberikan jawaban yang lebih essensial pada masa akan datang, dan biasanya memerlukan berbagai komponen seperti operator, software, hardware, computer, prosedur operasional, fungsi matematis, distribusi probabilitas, dan lainnya. Biasanya simulasi ini digunakan untuk mengsimulasikan operating planning dan man machine simulation. 4. Simulasi Komputer Merupakan simulasi yang mengeluarkan unsur manusianya dan
memerlukan berbagai komponen seperti software, hardware, computer, prosedur operasional, fungsi matematis, distribusi probabilitas, dan lainnya. Biasanya simulasi ini menggunakan bantuan program komputer.
51
2.10
Keuntungan Simulasi
Menurut Kakiay (2004, p3-4) berikut adalah berbagai keuntungan dengan memanfaatkan simulasi yaitu : 1. Menghemat waktu Kemampuan di dalam menghemat waktu ini dapat dilihat dari pekerjaan yang bila dikerjakan dapat memakan waktu tahunan, namun dapat disimulasikan hanya dalam beberapa menit atau bahkan dalam hitungan detik. Kemampuan ini dipakai oleh para peneliti untuk melakukan berbagai pekerjaan desain operasional yang juga memperhatikan bagian terkecil dari waktu untuk kemudian dibandingkan dengan yang terdapat pada sistem yang sebenarnya. 2. Dapat melebar-luaskan waktu Simulasi dapat digunakan untuk menunjukkan perubahan struktur dari suatu sistem nyata (real system) yang sebenarnya tidak dapat diteliti pada waktu yang seharusnya (real time). Dengan demikian, simulasi dapat membantu mengubah sistem nyata dengan memasukkan sedikit data. 3. Dapat mengendalikan sumber-sumber variasi Kemampuan pengendalian dalam simulasi ini tampak apabila statistik digunakan untuk meninjau hubungan antara variabel bebas (independent) dengan variabel terkait (dependent) yang merupakan faktor-faktor yang akan dibentuk dalam percobaan. Dalam simulasi pengambilan data dan
52
pengolahannya pada komputer, ada beberapa sumber yang dapat dihilangkan atau sengaja ditiadakan. 4. Memperbaiki kesalahan perhitungan Dalam prakteknya, pada suatu kegiatan ataupun percobaan dapat saja muncul kesalahan dalam mencatat hasil-hasilnya. Sebaliknya, dalam simulasi komputer jarang ditemukan kesalahan perhitungan terutama bila angka-angka diambil dari keomputer secara teratur dan bebas. Komputer mempunyai kemampuan untuk melakukan penghitungan dengan akurat. 5. Dapat dihentikan dan dijalankan kembali Simulasi komputer dapat dihentikan untuk kepentingan peninjauan ataupun pencatatan semua keadaan yang relevan tanpa berakibat buruk terhadap program simulasi tersebut. Dalam dunia nyata, percobaan tidak dapat dihentikan begitu saja, namun dalam simulasi komputer, setelah dilakukan penghentian maka kemudian dapat dengan cepat dijalankan kembali. 6. Mudah diperbanyak Dengan simulasi komputer, percobaan dapa dilakukan setiap saat dan dapat diulang-ulang. Pengulangan dilakukan terutama untuk mengubah berbagai komponen dan variabelnya, seperti perubahan parameter, perubahan kondisi operasi, atau perubahan jumlah output.
53
2.11
Simulasi Dengan Promodel 4.0
2.11.1 Latar Belakang Simulasi Dengan Promodel 4.0
Seiring dengan kemajuan teknologi, kini simulasi baik yang menggunakan model matematis maupun model lainnya banyak menggunakan komputer sebagai alat bantu. Simulasi dengan komputer memiliki fleksibilitas yang tinggi sehingga dapat diterapkan dalam berbagai bidang. Hal tersebut didukung hasil survei oleh The Institute of Management (TIMS) dan Operation Research Society of America (ORSA) bahwa metode simulasi komputer menduduki urutan ketiga dalam frekuensi penggunaan dibanding metode analisis ilmiah lainnya. Terdapat berbagai macam paket software untuk simulasi yang telah dikembangkan diantaranya, SIMAN, SLAM, GPSS, ARENA, dan ProModel. Dengan menggunakan modern simulation software diatas, maka dapat mengabungkan animasi visual yang dapat menstimulasi keinginan terhadap model dan mengkomunikasikan sistem yang kompleks dengan lebih efektif. Menurut Harrel (2000, p11), Simulasi dapat diterapkan dalam bidang manufaktur antara lain sebagai berikut : a) Work Flow Planning b) Capacity Planning c) Cycle Time Reduction d) Bottleneck Analysis e) Cost Reduction
54
f) Productivity Imporvement g) Layout Analysis h) Line Balancing i) etc
2.11.2 Tahapan Simulasi Dengan Promodel 4.0
Menurut Harrel (2000, p81), dalam melakukan simulasi dengan Promodel 4.0 memiliki beberapa tahapan yaitu sebagai berikut : 1. Menentukan tujuan, ruang lingkup, dan kebutuhan data. Dalam hal ini menentukan tujuan dari simulasi dilakukan, kemudian menentukan ruang lingkup dari simulasi tersebut, kemudian terakhir menentukan kebutuhan terhadap sumber daya, waktu, dan dana dalam melaksanakan simulasi. 2. Mengumpulkan dan menganalisis sistem data Kemudian mengidentifikasi, mengumpulkan, dan menganalisis data yang dibutuhkan untuk memodelkan sistem. 3. Menyusun model Mengembangkan model simulasi dari sistem yang ada. 4. Validasi model Memastikan model dari sistem yang dibuat merepresentasikan sistem real yang ada saat ini.
55
5. Melakukan percobaan Melakukan percobaan simulasi, kemudian menganalisa hasil output simulasi. 6. Melaporkan hasil. Merekomendasikan usulan perbaikan untuk sistem yang dimodelkan.
2.11.3 Elemen Dasar Simulasi Dengan Promodel 4.0
Untuk membuat model dari sebuah sistem, maka ProModel 4.0 telah menyediakan beberapa elemen dasar yang telah disesuaikan Harrell (2000, p408-411). Elemen-elemen dasar tersebut antara lain:a. Location
Location dalam ProModel merepresentasikan sebuah area tetap dimana entities mengalami proses, menunggu, disimpan, ataupun aktivitas lainnya.b. Entities
Segala sesuatu yang diproses dalam sistem disebut sebagai entities. Entities dapat berupa produk, bahan baku, barang setengah jadi, atau bahkan manusia.c. Arrivals
Arrivals merupakan mekanisme untuk mendefinisikan bagaimana entities memasuki sistem. Jumlah entities yang tiba pada suatu waktu disebut batch size, tingkat kedatangan setiap entities disebut dengan frequency,
56
jumlah total batch yang tiba disebut occurences, dan waktu pertama kali memulai pola kedatangan disebut first time.d. Processing
Elemen proses menentukan rute yang dilalui oleh tiap-tiap entities dan operasi yang dialami pada tiap lokasi yang dilaluinya. Proses menggambarkan apa yang dialami entities mulai dari saat pertama entities memasuki sistem sampai keluar dari sistem.e. Path Networks
Path network digunakan untuk menentukan arah dan jalur yang ditempuh oleh entities ataupun resources yang mengiringi entities ketika bergerak dari satu lokasi ke lokasi lainnya.f. Resources
Resources adalah sumber daya yang dipergunakan untuk melaksanakan suatu operasi tertentu dalam suatu sistem. Dengan kata lain, resources adalah peralatan, perlengkapan, kendaraan ataupun orang yang digunakan atau berfungsi untuk memindahkan entities, melakukan operasi, atau melakukan maintenance pada lokasi-lokasi.
2.11.4 General Statistic Report Dengan Promodel 4.0
Dalam general statistic report untuk output simulasi dengan Promodel 4.0 mengandung beberapa elemen dasar yaitu :
57
1. Location o Scheduled Hours
Merupakan jumlah jam tiap lokasi dijadwalkan untuk bekerja.o Capacity
Merupakan kapasitas yang didefinisikan dalam lokasi.o Total Entries
Merupakan banyaknya entity yang masuk ke dalam lokasi tertentu.o Average Time Per Entry
Merupakan waktu rata-rata setiap kedatangan di lokasi.o Average Contents
Merupakan rata-rata kedatangan barang di lokasi.o Maximum Contents
Merupakan jumlah maksimum dari kedatangan yang terjadi di lokasi selama simulasi berlangsung.o Minimum Contents
Merupakan jumlah minimum dari kedatangan yang terjadi di lokasi selama simulasi berlangsung.2. Resources o Units
Merupakan sejumlah unit yang didefinisikan dalam resources.o Scheduled Hours
Merupakan jumlah jam dari resources yang dijadwalkan.
58
o Number of Times Used
Merupakan
jumlah
kejadian
digunakannya
resources
untuk
memindahkan barang atau memproses entities.o Average Time Per Usage
Merupakan waktu rata-rata dari resources untuk memindahkan atau memproses entities.o Average Time Travel to Use
Merupakan waktu rata-rata dari resources untuk mengantarkan entities ke suatu lokasi.o Average Time Travel to Park
Merupakan waktu rata-rata dari resources untuk mengantarkan entities baik pada saat berhenti di suatu lokasi atau pada saat downtime.o % Blocked
Merupakan persentase waktu dari resources pada saat tidak bisa bergerak ke tujuan karena masih dalam keadaan sibuk.o % Util
Merupakan persentase waktu dari resources untuk mengantarkan barang yang digunakan atau memproses entities.3. Node Entries o Total Entries
Menunjukkan berapa kali resource masuk ke jalur pada suatu lokasi.
59
o Blocked Entries
Menunjukkan berapa kali resource mencoba masuk ke dalam suatu lokasi namun terhalang oleh resource lain.4. Failed Arrivals
Menunjukkan berapa banyak entities yang gagal masuk ke lokasi yang didefinisikan karena tempat tersebut mempunyai keterbatasan kapasitas.5. Entity Activity o Total Exits
Merupakan jumlah entities yang keluar dari sistem.o Current Quantity in System
Merupakan jumlah entities yang masih ada dalam sistem pada saat waktu simulasi berakhir.o Average Time in System
Merupakan rata-rata waktu yang dihabiskan entities dalam sistem.o Average Time in Move Logic
Merupakan rata-rata waktu entities selama berpindah di antara lokasi.o Average Time Wait for Res
Merupakan rata-rata waktu dari entities selama menunggu resources atau entity lain untuk diproses.o Average Time in Operation
Merupakan rata-rata waktu dari entities selama proses di lokasi atau berpindah di dalam conveyor.
60
o Average Time Blocked
Merupakan rata-rata waktu dari entities selama menunggu di lokasi tujuan menerimanya.6. Variables o Total Changes
Menunjukkan berapa kali nilai variabel berubah selama simulasi.o Average Time Per Change
Merupakan rata-rata waktu yang diberikan pada variabel namun tetap pada satu nilai.o Minimum Value
Menunjukkan berlangsung.o Maximum Value
nilai
terendah
dari
variabel
selama
simulasi
Menunjukkan berlangsung.o Current Value
nilai
tertinggi
dari
variabel
selama
simulasi
Menunjukkan nilai terakhir dari variabel ketika simulasi berakhir.o Average Value
Menunjukkan nilai rata-rata dari variabel selama simulasi berlangsung.
61
2.11.5 Verifikasi dan Validasi Hasil Simulasi Promodel 4.0
Menurut Harrel (2000, p174), dalam melakukan simulasi harus menerjemahkan sistem kehidupan nyata ke dalam model konseptual (model yang disimulasikan). Maka untuk itulah perlu untuk dilakukan verifikasi dan validasi dari model konseptual yang disimulasikan tersebut. Verifikasi adalah suatu proses untuk menentukan apakah model simulasi yang dibuat mencerminkan model konseptual yang ada. Atau dengan kata lain verifikasi adalah suatu proses untuk menentukan apakah model yang dibuat berjalan sesuai dengan kehendak kita. Beberapa teknik dalam melakukan verifikasi adalah melihat kembali coding dari simulasi yang dibuat, mengecek apakah output reasonable, melihat animasi simulasi, dan menggunakan fasilitas trace and debug dari Promodel 4.0. Validasi adalah suatu proses untuk menentukan apakah model konseptual telah mencerminkan sistem dalam kehidupan nyata atau tidak. Beberapa teknik yang dapat dilakukan seperti melihat animasi,
membandingkan dengan actual system, membandingkan dengan model lain, menguji dengan data historis, dan lainnya.