
136671929 Laporan Praktek Kerja Lapangan Pabrik Kelapa Sawit Pabatu
65
1 BAB I PENDAHULUAN 1.1 Latar Belakang Kerja praktek merupakan salah satu mata kuliah yang harus diambil mahasiswa dalam penyelesaian studi di jurusan Teknik Kimia Fakultas Teknik Universitas Sumatera Utara, yang bertujuan agar mahasiswa yang bersangkutan agar dapat memahami dan mengerti bagaimana dunia kerja yang sesungguhnya. Melalui kerja praktek, mahasiswa diharapkan dapat menerapkan teori-teori ilmiah yang diperoleh di bangku kuliah yang berguna untuk memecahkan masalah yang ada di lapangan serta memperoleh pengalaman yang berguna dalam perwujudan pola kerja yang akan dihadapi. Perusahaan yang dipilih untuk melaksanakan Kerja Praktek adalah Pabrik Kelapa Sawit (PKS) Kebun Pabatu PT. Perkebunan Nusantara IV (Persero). 1.2 Tujuan Kerja Praktek Pelaksanaan Kerja Praktek bertujuan untuk : Untuk mengetahui proses pengolahan buah kelapa sawit menjadi CPO dan Kernel Inti. Sebagai langkah awal pengenalan akan dunia kerja. Agar mahasiswa mampu membandingkan teori yang diperoleh selama di bangku perkuliahan dengan penerapannya di lapangan. Memahami struktur produksi pengolahan kelapa sawit. Melatih disiplin dan tanggung jawab dalam menghadapi setiap persoalan yang ada. Untuk mengetahui bagaimana cara menghitung neraca kesetimbangan yang ada di pabrik PKS. Sebagai gambaran umum dalam penyusunan tugas akhir nantinya. Untuk mengetahui pola penanganan masalah (trouble shooting) yang terjadi di pabrik PKS.
-
Upload
leo-sandiko-sinaga -
Category
Documents
-
view
1.665 -
download
293
Transcript of 136671929 Laporan Praktek Kerja Lapangan Pabrik Kelapa Sawit Pabatu

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kerja praktek merupakan salah satu mata kuliah yang harus diambil
mahasiswa dalam penyelesaian studi di jurusan Teknik Kimia Fakultas Teknik
Universitas Sumatera Utara, yang bertujuan agar mahasiswa yang bersangkutan
agar dapat memahami dan mengerti bagaimana dunia kerja yang sesungguhnya.
Melalui kerja praktek, mahasiswa diharapkan dapat menerapkan teori-teori
ilmiah yang diperoleh di bangku kuliah yang berguna untuk memecahkan masalah
yang ada di lapangan serta memperoleh pengalaman yang berguna dalam
perwujudan pola kerja yang akan dihadapi.
Perusahaan yang dipilih untuk melaksanakan Kerja Praktek adalah Pabrik
Kelapa Sawit (PKS) Kebun Pabatu PT. Perkebunan Nusantara IV (Persero).
1.2 Tujuan Kerja Praktek
Pelaksanaan Kerja Praktek bertujuan untuk :
� Untuk mengetahui proses pengolahan buah kelapa sawit menjadi CPO dan
Kernel Inti.
� Sebagai langkah awal pengenalan akan dunia kerja.
� Agar mahasiswa mampu membandingkan teori yang diperoleh selama di
bangku perkuliahan dengan penerapannya di lapangan.
� Memahami struktur produksi pengolahan kelapa sawit.
� Melatih disiplin dan tanggung jawab dalam menghadapi setiap persoalan
yang ada.
� Untuk mengetahui bagaimana cara menghitung neraca kesetimbangan
yang ada di pabrik PKS.
� Sebagai gambaran umum dalam penyusunan tugas akhir nantinya.
� Untuk mengetahui pola penanganan masalah (trouble shooting) yang
terjadi di pabrik PKS.

2
1.3 Ruang Lingkup Kerja Praktek
Adapun ruang linkup perusahaan yang dipelajari penulis adalah sebagai
berikut :
� Proses produksi/pengolahan.
� Utilitas.
� Bahan baku.
� Laboratorium.
1.4 Manfaat Kerja Praktek
Kerja Praktek yang dilakukan mahasiswa memberikan manfaat yang baik
bagi mahasiswa itu sendiri, Fakultas dan Perusahaan, seperti :
1.4.1 Bagi Mahasiswa
� Untuk mengamati dan memahami proses pengolahan yang baik secara
bertahap sehingga dihasilkan produk minyak kelapa sawit kasar (CPO)
bermutu tinggi.
� Mengaplikasikan teori-teori yang diperoleh dari bangku kuliah di
perusahaan.
� Melatih keterampilan dan keahlian dalam melakukan pekerjaan atau
kegiatan di lapangan.
� Sebagai salah satu persyaratan dalam menyelesaikan perkuliahan.
1.4.2 Bagi Fakultas
� Menjalin kerja sama antara Jurusan Teknik Kimia Fakultas Teknik
Universitas Sumatera Utara dengan perusahaan dimana mahasiswa
melakukan Kerja Praktek.
� Mengetahui sejauh mana kurikulum serta mata kuliah yang diterapkan
dapat membantu perusahaan dalam menyelesaikan masalah-masalah yang
dihadapi.
1.4.3 Bagi Perusahaan
� Memperjelas peranan Teknik Kimia dalam industri kelapa sawit.
� Memberikan masukan/saran kepada perusahaan tentang teknik pengolahan
yang lebih menguntungkan.

3
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah singkat perusahaan
Kebun Pabatu merupakan salah satu unit PTP. Nusantara IV (Persero)
yang berkantor pusat di Medan, Sumatera Utara, yang bergerak di bidang usaha
perkebunan dan pengolahan kelapa sawit yang menghasilkan minyak kelapa sawit
kasar (CPO) dan minyak inti sawit (PKO).
Awalnya Kebun Pabatu merupakan perkebunan tembakau di bawah
kekuasaan Belanda Bandar Oile Colture Maschapay/BOCM. Pada tahun 1968-
1978 berubah menjadi PTP-VI. Tahun 1978-1996 hingga sesuai dengan PP No.
9/1996 berubah menjadi PTP. Nusantara IV (Persero).
2.2 Lokasi Perusahaan
PTP. Nusantara IV Kebun Pabatu terletak di Kecamatan Tebing Tinggi,
Kabupaten Serdang Bedagai, Provinsi Sumatera Utara dengan jarak ± 87 Km dari
kota Medan, 7 Km dari kota Tebing tinggi dan 40 Km dari Kota Pematang
Siantar. Kebun Pabatu terletak pada lintang 3○ 10” – 3○ LU dan 69○ 12” BT,
sedang kan letak geografis dari perusahaan ini dibatasi oleh :
� Sebelah Utara : Kota Tebing Tinggi
� Sebelah Selatan : PT Perkebunan Nusantara III Kebun Gunung Para.
� Sebelah Timur : PT Perkebunan Nusantara IV Kebun Dolok Ilir, Kebun
sibulan dan Kebun Bah Hilang.
� Sebelah Barat : PT Perkebunan Nusantara III Kebun Gunung Pamela.
2.3 Struktur Organisasi
Struktur organisasi merupakan landasan pokok perusahaan. Perusahaan
yang baik memiliki struktur organisasi yang baik pula, sehingga sistem
operasional dapat terlaksana dengan lancar dan mempermudah koordinasi serta
pengawasan terhadap setiap kegiatan.
4
Organisasi yang terdapat di PTP. Nusantara IV (Persero) Kebun Pabatu ini
dipimpin oleh seorang Manager Unit dan dibantu oleh beberapa staf yang di
dalamnya telah terlihat batasan pertanggungjawaban dari setiap bidang pekerjaan
tersebut, di samping itu ditunjukkan hubungan antara satu seksi dengan seksi
lainnya melalui fungsi masing-masing. Untuk lebih jelasnya, dapat dilihat pada
gambar 2.1.
Adapun visi dan misi PTP. Nusantara IV (Persero) Kebun Pabatu adalah
Visi
� Membuka lapangan kerja seluas-luasnya
� Mengelola Sumber Daya Alam
� Mengurangi Tenaga Pengangguran
Misi
� Merupakan sumber devisa Negara
� Meningkatkan kesejahteraan karyawan
� Memanfaatkan Sumber Daya Manusia
2.4 Tugas dan Jabatan
2.4.1 Manager Unit
Tugas Utama
� Memimpin dan mengelola seluruh sektor produksi dan pemakaian biaya
yang ada di perusahaan (kebun) yang berpedoman pada kebijakan
perusahaan dan ketentuan-ketentuan yang telah ditetapkan.
� Hubungan Organisatoris
o Bertanggung jawab kepada Direksi.
o Membawahi langsung :
� Kepala Dinas Tanaman
� Kepala Dinas Teknik
� Kepala Dinas Pengolahan
� Kepala Dinas Tata Usaha
� Asst. Afdeling.

5
2.4.2 Kepala Dinas Teknik (KDT)
Tugas Utama:
� Membantu manager unit dalam bidang teknik di pabrik.
� Hubungan Organisatoris :
o Bertanggung jawab kepada manager unit.
o Membawahi langsung :
� Asst. Bengkel umum/reparasi.
� Asst. Bengkel Motor.
� Asst. Listrik dan Bangunan.
Tugas Pokok :
� Mengkoordinasikan segala kegiatan dibidang teknik.
� Menyusun, merencanakan, dan mengarahkan kegiatan-kegiatan di bidang
teknik.
� Menandatangani dan mengecek formulir dari tiap-tiap bagian teknik.
Tanggung jawab :
� Memberikan segala informasi pada Bidang Teknik kepada Manager Unit.
� Kelancaran operasi pabrik, transportasi, listrik, dan bangunan.
� Biaya-biaya operasi bengkel motor, bengkel umum, listrik dan bangunan.
2.4.3 Kepala Dinas Pengolahan (KDP)
Tugas utama :
� Membantu manager unit dalam bidang proses pengolahan pabrik.
� Hubungan Organisatoris :
o Bertanggungjawab kepada manager unit.
o Membawahi langsung Asst. Jaga.
Tugas pokok :
� Merencanakan, mengkoordinasi, mengarahkan serta mengawasi kegiatan-
kegiatan pengolahan dan laboratorium.
� Menandatangani dan mengecek formulir dan laporan sesuai dengan sistem
dan prosedur yang berlaku.

6
� Melaporkan data dan kegiatan bagian pengolahan dan laboratorium kepada
administrator.
Tanggung jawab :
� Pencapaian target-target serta kelancaran pengolahan minyak kelapa sawit.
� Biaya-biaya bagi kelancaran pengolahan.
2.4.4 Kepala Dinas Tata Usaha (KDTU)
Tugas utama :
� Membantu unit dalam memimpin seluruh kegiatan administrator
perusahaan.
� Hubungan Organisatoris :
o Bertanggung jawab kepada manager unit
o Asst. Gudang
Tugas Pokok :
� Merencanakan dan mengkoordinasikan kegiatan bagian administrasi.
� Mengawasi pemakaian dan penggunaan alat kantor.
� Mengkoordinasikan segala pembayaran dan penyediaan barang.
� Mengawasi seluruh kegiatan administrasi perusahaan.
Tanggung jawab :
� Kelancaran kegiatan administrasi.
� Tugas-tugas yang didelegasikan.
� Biaya-biaya perkantoran.
2.4.5 Asist SDM dan Umum
Tugas Utama :
� Membantu manager unit dalam meneliti penerimaan tenaga kerja
� Hubungan Organisator:
o Bertanggung jawab kepada Manager Unit
Tugas Pokok :
� Mengawasi dan memilih penerimaan tenaga kerja dan berpedoman kepada
standard yang telah ditetapkan oleh direksi

7
� Melaksanakan kegiatan yang diprogram oleh pemerintah setelah
mendapatkan persetujuan direksi
� Membina hubungan baik dengan pemerintah dan masyarakat disekitar
lokasi perusahaan
� Mengkoordinasikan kegiatan dalam peningkatan kesejahteraan karyawan
� Memberikan informasi kepada administrator dalam bidang produktivitas
kerja.
Tanggung jawab :
� Pencapaian target dan kelancaran kerja
� Informasi yang diberikan.
2.4.6 Perwira Pengamanan
Tugas Utama:
� Membantu manager Unit dalam memimpin bidang keamanan
� Hubungan Organisatoris:
o Bertanggung jawab kepada Manager Unit
Tugas Pokok :
� Pengawasan pengamanan informasi dan inventaris perusahaan
� Memelihara dan menjaga karyawan dalam menjalankan tugasnya.
Tanggung jawab :
� Keamanan perusahaan
� Informasi yang diberikan dan tugas yang didelegasikan
2.4.7 Asst Afdeling
Tugas Utama :
� Membantu asst kepala dalam memimpin kegiatan di Afdeling
� Hubungan Organisatoris:
o Bertanggung jawab kepada dinas tanaman
Tugas Pokok :
� Mengawasi hasil panen agar jangan sampai tertinggal di lapangan yang
dibantu oleh mandor

8
� Memimpin segala kegiatan di afdeling yang berpedoman pada petunjuk
kepala dinas tanaman dan manager unit.
� Melaporkan kegiatan di afdeling kepada kepala dinas pengolahan.
� Menjamin suasana kerja yang kondusif di afdeling.
Tanggung jawab :
� Pencapaian target beserta kelancaran panen.
� Tugas-tugas yang didelegasikan.
� Biaya-biaya yang dikeluarkan untuk memanen.
2.4.8 Asist Jaga
Tugas utama :
� Membantu kepala dinas pengolahan dalam mengawasi kegiatan pabrik.
� Hubungan organisatoris :
o Bertanggung jawab kepada kepala dinas pengolahan.
Tugas pokok :
� Mengawasi seluruh kegiatan proses produksi di pabrik.
� Mengawasi kualitas dan kuantitas produk yang dihasilkan dengan
berpedoman kepada ketentuan yang diberikan oleh direksi.
� Memberikan data dan kegiatan proses produksi kepada kepala dinas
pengolahan.
Tanggung jawab :
� Kelancaran pekerjaan di pabrik.
� Tugas-tugas yang didelegasikan.
� Informasi yang diberikan.
2.4.9 Asist Bengkel Umum
Tugas utama :
� Membantu kepala dinas teknik dalam memimpin bagian reparasi alat-alat
pabrik.
� Hubungan Organisatoris :
o Bertanggung jawab kepada kepala dinas teknik.

9
Tugas pokok :
� Pemeliharaan dan perbaikan alat-alat yang ada di pabrik agar tetap dalam
kondisi baik.
� Mengkoordinasikan segala kegiatan reparasi di pabrik.
� Merencanakan dan mengarahkan serta mengkoordinasikan kegiatan bagian
reparasi.
Tanggung jawab :
� Pencapaian target-target kondisi dan kondisi alat-alat operasi.
� Biaya operasi.
� Tugas-tugas yang didelegasikan.
2.4.10 Asist Bengkel Motor
Tugas utama :
� Membantu kepala dinas teknik dalam memimpin kegiatan bengkel motor.
� Hubungan Organisatoris :
o Bertanggung jawab kepada kepala dinas teknik.
Tugas pokok :
� Mengawasi alat pengangkutan kendaraan bermotor.
� Mengkoordinasikan segala perbaikan kendaraan bermotor yang rusak.
� Memberikan informasi kepada kepala dinas teknik.
Tanggung jawab :
� Kelancaran beroperasinya alat transportasi perusahaan.
� Biaya-biaya operasi bengkel motor.
2.5 Tenaga Kerja dan Jam Kerja
2.5.1 Karyawan
Seluruh karyawan PTP. Nusantara IV Pabatu (Persero) pada umumnya
merupakan karyawan pelaksana yang terdiri dari :
� Afdeling Rayon A dari afd II, afd III, afd IV, afd V
� Afdeling Rayon B dari afd I, afd V, afd VII, afd VIII, afd IX

10
� Bagian Teknik terdiri dari PPISA, PPISB, KDP, PKS, B. umum, B. listrik,
B. Motor, Transport
� Bagian Umum terdiri dari Dinas TU, SDM & Umum, Dinas Tanaman,
Gudang, PAM
2.5.2 Jadwal Kerja
Unit Kebun Pabatu beroperasi selama enam hari/minggu, dengan jam kerja
dua puluh jam per hari dengan empat jam untuk reparasi untuk proses pengolahan.
Untuk itu waktu kerja bagi pekerja dalam proses pengolahan dibagi menjadi dua
shift secara bergantian, yaitu :
o Pagi dari pukul 06.30 s/d 16.30 wib
o Sore dari pukul 16.30 sampai selesai
disamping itu ada juga jam dinas kantor dibagian umum yaitu jam 06.30 s/d 15.00
wib dan waktu istirahat/ wolon dari pukul 09.30 s/d 10.30 wib, sedangkan hari
minggu libur. Jumlah jam dinas kerja adalah 40 jam dalam satu minggu, 7 jam
dalam satu hari.

12
BAB III
PROSES PENGOLAHAN MINYAK KELAPA SAWIT
3.1. Proses Pengolahan
Pengolahan TBS di PKS dimaksudkan untuk memperoleh minyak sawit dari
daging buah (Mesocarp) dan Inti sawit (Kernel) dari biji (Nut). Untuk mendapat
mutu minyak yang baik yaitu bermula dari lapangan, sedangkan proses
pengolahan hanya dapat menigkatkan kualitas dan menekan sekecil mungkin
kehilangan (losses) selama proses serta tidak dapat memproduksi minyak lebih
dari apa yang dikandung TBS. (Fauzi, Y., 2008)
Mutu dan Rendemen hasil olah sangat dipengaruhi oleh fraksi panen (derajat
kematangan), kegiatan pengutipan brondolan dan perlakuan terhadap TBS.
Perlakuan TBS mulai dari panen, pengangkutan dan pengolahan akan menentukan
kuantitas dan kualitas minyak yang dihasilkan. PKS Pabatu memiliki kapasitas
olah 30 Ton/jam.
3.1.1. Stasiun Penerimaan Bahan Baku
3.1.1.1 Jembatan Timbang (Weigh Bridge)
Setiap Truk yang mengangkut TBS ditimbang terlebih dahulu di jembatan
timbang untuk memperoleh berat isi kotor (bruto) dan sesudah dibongkar/kosong
(tarra). Selisih antara bruto dengan tarra adalah jumlah bersih (netto) TBS yang
diterima di PKS.
Pada saat penimbangan, supir tidak dibenarkan berada dalam truk. Kapasitas
timbangan yang dipakai maksimal 30 ton. Timbangan yang digunakan adalah
timbangan manual dan digital. Selain TBS, pada jembatan timbang PKS Pabatu
dilakukan juga penimbangan terhadap pengiriman CPO dan janjangan kosong.
Jembatan timbang juga bertujuan untuk pengawasan pengolahan, Rendemen,
kapasitas olah dan sekaligus data untuk produksi tanaman.

13
3.1.1.2 Sortasi TBS
Sortasi TBS dilakukan di lantai Loading Ramp. Mutu hasil olah sangat
dipengaruhi oleh mutu tandan dan mutu panen. Sortasi TBS sebagai alat untuk
menilai mutu panen dari pihak Kebun yang mengolah buah dengan menentukan
satu Truk/lebih yang dianggap mewakili setiap Afdeling/Kebun pengirim. Untuk
pengiriman TBS dari pihak ke III, maka sortasi dilakukan terhadap semua Truk.
Tabel 3.1 Kriteria Kematangan TBS
Fraksi Derajat kematangan
Buah luar membrondol
Komposisi panen ideal
00 Sangat mentah Tidak ada Tidak boleh ada 0 Mentah 0 - 12,5% Tidak boleh ada 1 Kurang matang 12,5 - 25% Max. 20% 2&3 Matang 25 - 75% Min. 68%
4&5 Lewat matang 75-100% buah dalam
membrondol Max. 12%
Buah yang disortasi dituang di lantai Loading Ramp, dipilih atas dasar
sesuai norma fraksi. (Naibaho, P. M)
3.1.1.3 Loading Ramp
Selesai ditimbang TBS dibawa ke lantai Loading Ramp dan dituang ke tiap
pintu (bays) Loading Ramp. TBS yang akan diproses dimasukkan ke Lori yang
berkapasitas 2,5 Ton TBS dengan cara membuka pintu yang diatur dengan sistem
pintu hidraulik. Lantai Loading Ramp dibuat miring dan berkisi-kisi sehingga saat
pembongkaran TBS dari Truk maupun pemasukan TBS ke Lori, sebagian besar
kotoran tersaring melalui kisi-kisi tersebut. (Fauzi, Y., 2008)
PKS Pabatu memiliki 1 Unit Loading Ramp. Yang berisi 14 pintu, dimana 1
pintu (bays) berkapasitas 5 ton TBS.
Fungsi Loading Ramp, antara lain untuk :
1. Tempat menampung TBS dari Kebun sebelum diolah.
2. Mempermudah pemasukan TBS ke Lori.
3. Mengurangi kadar kotoran.

14
3.1.1.4 Lori TBS dan Sistem Transfer
Lori merupakan tempat untuk merebus TBS. Jumlah Lori yang mencukupi
merupakan persyaratan yang harus dipenuhi agar kapasitas rebusan tercapai. Lori
yang dipergunakan adalah ukuran berat 2,5 Ton. Lori yang mengalami masalah
pada bagian seksinya dapat menyebabkan terjadinya Lori anjlok, akibatnya akan
mengganggu kelancaran proses produksi. Pemeliharaan terhadap roda Lori secara
rutin merupakan faktor penting dalam mengantisipasi terjadinya Lori anjlok.
Selain itu juga sambungan antar Lori harus diperhatikan karena apabila Lori
tertinggal didalam rebusan maka akan mengakibat waktu untuk menarik Lori
keluar dari rebusan akan bertambah. Perawatan terhadap seksi Lori akan
membantu kelancaran proses pengolahan. Dengan adanya Lori yang anjlok dan
jumlah Lori yang kurang dalam proses pengisian dan pengeluaran buah dari
rebusan sudah pasti mengakibatkan kerugian (kekurangan buah terebus) sebagai
umpan bagi Stasiun Press, sehingga kontinuitas tidak lagi terjaga.
Hal-hal yang harus diperhatikan dalam penggunaan Lori, antara lain :
1. Pengisian buah yang padat pada tiap sudut Lori, agar mencapai kapasitas.
2. Roda Lori agar tetap dapat berjalan lancar.
3. Pengait Lori.
Sistem transfer Lori digunakan untuk memindahkan jalur gerakan Lori
mulai dari Loading Ramp sampai ke Stasiun Sterilizer. Peralatan yang digunakan
pada umumnya adalah Transfer Carriage dan Kapstan. Lori tersebut ditarik oleh
Kapstan menggunakan tali manila.
3.1.2. Stasiun Sterilizer
Sterilizer adalah bejana uap bertekanan yang digunakan untuk merebus
TBS dengan uap (steam). Steam yang digunakan adalah uap kering (saturated
steam) dengan tekanan 2,8 - 3,0 Kg/cm2 dan suhu 90-105oC yang diinjeksi dari
BPV untuk mencapai suatu kondisi tertentu pada buah yang dapat digunakan
untuk pencapaian tujuan proses berikutnya.
15
Metode proses perebusan yang ada, antara lain :
1. Proses perebusan dengan satu puncak.
2. Proses perebusan dengan dua puncak.
3. Proses perebusan dengan tiga puncak.
Dari ketiga proses perebusan tersebut yang sebaiknya digunakan adalah
proses perebusan tiga puncak.
PKS Pabatu terdapat 3 Unit Stasiun rebusan/Sterilizer (isi 10 Lori per
Sterilizer) menggunakan proses perebusan tiga puncak dengan sistem
penginjeksian dan pembuangan steam diatur secara otomatis.
Tujuan perebusan, antara lain untuk :
1. Menghentikan aktifitas enzim
2. Menurunkan kadar air
3. Melepaskan serat dan biji
4. Membantu proses pelepasan inti dari cangkang
5. Menguraikan zat-zat lendir dari daging buah
CFB atau ketersediaan buah terebus yang menjadi kapasitas Stasiun rebusan
(Ton/jam) yang dapat mempengaruhi kapasitas Stasiun berikutnya.
Rumus untuk perhitungan CFB
CFB = s
60K x x ln x
Keterangan :
n : Jumlah Sterilizer yang digunakan.
l : Jumlah Lori dalam satu rebusan.
K : Kapasitas satu Lori (Ton).
s : Siklus proses perebusan yang digunakan (menit).
Siklus perebusan adalah waktu yang diperlukan untuk merebus TBS,
ditambah dengan waktu untuk memasukkan dan mengeluarkan Lori ke Sterilizer.
Sterilisasi dilakukan dengan sistem tiga puncak, dimana dua puncak sebelumya
digunakan untuk pembebasan udara disekeliling tandan dan puncak terakhir
digunakan untuk mematangkan serta melunakkan daging buah. (Naibaho, P. M)

16
Waktu yang digunakan untuk sterilisasi adalah ± 90 menit, sedangkan waktu
siklus perebusan ± 105 menit.
Tahapan yang biasa dilakukan dalam perebusan tiga puncak, antara lain :
1. Persiapan sterilisasi
Setelah Lori dimasukkan ke dalam Sterilizer, pintu ditutup, kemudian kran
inlet steam, exhaust, dan kondensat ditutup.
2. Deaerasi/pembuangan udara
Inlet steam dan kran kondensat dibuka untuk membuang udara yang ada di
dalam Sterilizer selama ± 2,5 menit.
3. Puncak I
Kran kondensat dan exhaust ditutup kemudian inlet steam dibuka sampai
mencapai tekanan 0,8 - 1,0 Kg/cm2. Setelah tekanan tercapai, kran inlet steam
ditutup sedangkan kran kondensat dibuka hingga tekanan mencapai 0 Kg/cm2.
4. Puncak II
Kran kondensat ditutup dan kran inlet steam dibuka hingga mencapai tekanan
1,5 - 2,0 Kg/cm2. Setelah mencapai tekanan 1,5 - 2,0 Kg/cm2 kran inlet steam
ditutup sedangkan kran kondensat dibuka hingga mencapai tekanan 0 Kg/cm2.
5. Puncak III
Kran kondensat ditutup dan kran inlet steam dibuka hingga mencapai tekanan
2,8 - 3,0 Kg/cm2. Setelah mencapai tekanan tersebut, semua kran ditutup dan
ditahan selama 45 - 55 menit, kemudian kran exhaust dibuka dan setelah
mencapai tekanan 1,0 Kg/cm2, kran kondensat dibuka hingga mencapai
tekanan 0 Kg/cm2.
6. Pengeluaran Lori
Pintu Sterilizer dibuka dan Lori dikeluarkan dengan menggunakan bantuan
Capstan dan tali manila.

17
Waktu Perebusan 90-95 menit, yaitu terdiri dari:
• Deaerasi = 2,5 menit
• Pemasukan uap dan pembuangan pada puncak I dan II = 25,0 menit
• Penahanan tekanan 2,8 – 3,0 Kg/cm2 = 55,0 menit
• Pembuangan uap akhir = 7,5 menit
= 90 menit
Tujuan perebusan tiga puncak, antar lain untuk :
1. Tahap 1, penguapan air dari tandan buah (air kondensat).
2. Tahap 2, untuk pematangan dan melunakkan daging buah.
3. Tahap 3, untuk memperoleh hasil rebusan buah yang sempurna, mengingat
kerapatan brondolan dalam tandan buah semakin padat.
Faktor-faktor yang mempengaruhi perebusan, antara lain :
a. Perebusan terlalu lama dari waktunya
1. Warna minyak yang diperoleh terlalu tua.
2. Buah semakin kering sehingga kandungan minyak berkurang.
3. Losses minyak pada air kondensat bertambah.
b. Perebusan yang kurang dari waktunya
1. Brondolan sukar lepas dari tandan.
2. Kehilangan brondolan di janjangan kosong semakin bertambah.
3. Buah yang kurang matang memerlukan perebusan ulang.
4. Pelumatan dalam Digester tidak sempurna, sehingga sebagian daging buah
tidak lepas dari biji sehingga losses minyak pada ampas dan biji bertambah
karena pengepresan lebih sulit.
5. Inti kurang lekang dari cangkangnya.
6. Nut tidak bersih.
7. ALB tinggi karena enzim tidak mati.
18
3.1.3. Stasiun Penebah (Thresher)
3.1.3.1 Hoisting Crane
Hoisting Crane adalah alat untuk mengangkat dan menurunkan Lori serta
menuangkan isi Lori ke Bunch Feeder. PKS Pabatu memiliki 2 Unit Hoisting
Crane, sedangkan yang 1 Unit Hoisting Crane berfungsi sebagai cadangan.
Yang harus diperhatikan dalam pengoperasian Hoisting Crane, antara lain
pengangkatan lori, penuangan ke bunch feeder dan peletakan kembali lori ke rel.
3.1.3.2 Bunch Feeder
Bunch Feeder berfungsi sebagai tempat pengumpan Auto Feeder yang
menghantarkan buah masuk ke Stripper Drum agar proses pemipilan berjalan
sempurna. Kapasitas Bunch Feeder ± 30 Ton TBS/jam, sedangkan daya hantar
Auto Feeder dengan kecepatan putaran 6 rpm.
Penumpukan buah yang terlalu banyak pada Bunch Feeder mengakibatkan
losses pada tandan kosong meningkat dan kesulitan pengontrolan pengumpanan
buah ke Stasiun Thresher. Bunch Feeder yang digunakan pada PKS Pabatu
adalah Automatic Feeder.
Faktor-faktor yang mempengaruhi dalam pengumpanan, antara lain :
1. Kecepatan putaran Auto Feeder.
2. Ketinggian tumpukan di Bunch Feeder.
3. Pengoperasian Hoisting Crane.
3.1.3.3 Stripper Drum
Stripper Drum berfungsi untuk memisahkan brondolan dari janjangannya
dengan cara mengangkat dan membanting serta mendorong janjang kosong ke
Horizontal Empty Bunch dan brondolan akan jatuh melalui kisi-kisi ke Stripper
Drum. PKS Pabatu menggunakan 2 Unit Thresher, sedangkan yang 1 Unit
Thresher sebagai cadangan.

19
Faktor-faktor yang mempengaruhi efektivitas kerja di Stasiun Thresher,
antara lain :
1. Feeding, yaitu kualitas (ukuran buah) dan kuantitas (jumlah umpan ke Stasiun
Thresher).
2. Kecepatan Stripper Drum.
Kecepatan yang digunakan adalah 24 rpm. Jika putaran terlalu lambat maka
antara satu tandan dengan tandan lainnya akan berbenturan sehingga beban
Stripper Drum semakin berat dan terjadi losses. Kecepatan putaran merupakan
cara untuk mengangkat buah, dan saat buah jatuh ada gaya untuk
menggulingkan tandan selama proses berputar-putar searah dan kecepatan
putaran tandan lebih cepat dari putaran ditahan oleh Stripper Drum sehingga
terjadi pelepasan buah.
3. Kebersihan kisi-kisi tempat keluarnya berondolan.
4. Sudut pengarah, berfungsi mengarahkan janjangan agar tidak ada beban di
dalam Stripper Drum.
Hal-hal yang menyebabkan hasil pembrondolan kurang sempurna, antara
lain :
1. Tandan buah kurang masak dalam perebusan.
2. Susunan brondolan dalam tandan sangat rapat dan padat sehingga uap tidak
dapat mencapai bagian dalam tandan.
3.1.3.4 Horizontal Empty Bunch, Inclined Empty Bunch dan Bunch Hopper
Janjangan kosong akan terdorong keluar dari Stripper Drum ke Horizontal
Empty Bunch, kemudian ke Inclined Empty Bunch untuk selanjutnya dibawa ke
Bunch Hopper sebagai penampungan sebelum dibawa ke lapangan. Janjangan
kosong dapat digunakan sebagai mulsa (pupuk) di Kebun dan bahan bakar untuk
Power Plant.

20
3.1.3.5 Conveyor Under Thresher, Bottom Cross Fruit Conveyor dan Fruit
Elevator
Brondolan yang telah lepas dari janjangannya keluar dari Stripper Drum
melalui kisi-kisi, kemudian masuk Conveyor Under Thresher ke Bottom Cross
Fruit Conveyor. Dari Bottom Cross Fruit Conveyor dituang ke Fruit Elevator,
selanjutnya dinaikkan ke Top Fruit Cross Conveyor kemudian didistribusikan
oleh Fruit Distributing Conveyor ke masing-masing Digester.
3.1.3.6 Top Fruit Cross Conveyor dan Fruit Distributing Conveyor
Fruit Distributing Conveyor berfungsi penghantar brondolan dari Top Fruit
Cross Conveyor sekaligus mendistribusikan brondolan ke dalam Digester yang
dioperasikan.
Faktor-faktor yang mempengaruhi kerja Fruit Distributing Conveyor, antara
lain :
1. Jumlah Digester dan Screw Press yang dipakai.
2. Banyaknya feeding.
3. Jarak antara diameter Screw dengan dinding.
3.1.4. Stasiun Press
Pada Stasiun ini terjadi pemisahan daging buah (Mesocarp) dengan biji
(Nut) dan proses pengambilan minyak kasar dari daging buah.
3.1.4.1 Digester
Digester adalah ketel tegak yang mempunyai dinding rangkap, as pemutar
yang dilengkapi dengan pisau-pisau pengaduk. Jumlah pisau pengaduk dalam 1
Unit Digester terdiri dari 4 pasang pisau pengaduk yang bertingkat dan 1 pasang
pisau pelempar. Letak pisau-pisau ini dibuat bersilangan antara pasangan yang
satu dengan yang lain agar daya adukan cukup besar dan sempurna. Untuk start
up awal Digester diisi ± ¾ kemudian diputar selama 15 - 20 menit selanjutnya
line press dibuka. (Pahan, I., 2008.)

21
Dalam ketel adukan buah sawit dilumat dengan pisau-pisau pengaduk yang
berputar pada as sehingga daging buah pecah dan terlepas dari biji. Air delusi
ditambahkan pada Chute. Penambahan air delusi 15 - 20% dari TBS yang diolah.
PKS Pabatu memiliki 4 Unit Digester untuk masing-masing line dengan kapasitas
10 Ton/Unit.
Fungsi Digester, antara lain untuk :
1. Melumatkan daging buah.
2. Memisahkan daging buah dengan biji.
3. Mempersiapkan Feeding Press.
4. Mempermudah proses di Press.
Faktor-faktor yang mempengaruhi kerja Digester, antara lain :
1. Jarak ujung pisau digester dengan dinding < 15 mm
2. Level volume buah dalam Digester, minimal berisi ± ¾ dari volume
Digester (pisau bagian atas tertutup oleh berondolan).
3. Temperatur, dijaga pada suhu 90 - 95 oC untuk mempermudah proses
pemisahan minyak dengan air. Dipasang pipa injeksi di bottom plate
dengan pemanasan langsung pada mantel (jacket)
4. Kematangan buah yang sudah direbus.
3.1.4.2 Screw Press
Screw Press berfungsi untuk mengeluarkan minyak dari daging buah dengan
cara pengepresan. Feeding dari Digester dialirkan ke Screw Press melalui Chute.
Oleh tekanan Screw yang ditahan oleh Cone, daging buah diperas sehingga
melalui lubang-lubang seicher minyak dipisahkan dari serabut dan biji.
Tekanan Cone yang rendah mengakibatkan losses minyak pada fibre tinggi,
tetapi persentase biji pecah kecil dan ampas yang dihasilkan basah sehingga
mengganggu proses kerja Boiler. Sebaliknya, tekanan Cone yang terlalu tinggi
mengakibatkan persentase biji pecah tinggi tetapi losses minyak pada fibre
rendah. Press yang digunakan di PKS Pabatu berjumlah 4 buah Screw Press.
Faktor-faktor yang mempengaruhi kerja Screw Press, antara lain :

22
1. Kondisi Screw Press.
2. Kemasakan buah yang direbus.
3. Kebersihan pada Press.
4. Air delusi, yang berfungsi untuk mempermudah proses pemisahan minyak
dan air. Jika air delusi terlalu sedikit, minyak yang dihasilkan lebih murni,
tetapi losses minyak tinggi. Temperatur air delusi harus dijaga 90 - 95 oC.
Penambahan air delusi 15 - 20% dari TBS yang diolah.
Hal-hal yang harus diperhatikan kerja Screw Press, antara lain :
1. Kapasitas olah ± 10 -12 ton TBS/jam/unit
2. Tekanan hidrolik pada akumulator 30 – 50 bar (menyesuaikan kemasakan
buah).
Hal-hal yang menyebabkan pengepresan kurang sempurna adalah :
1. Buah kurang matang.
2. Pengadukan tidak sempurna.
3. Screw sudah aus.
Akibat ketidaksempurnaan pengepresan dapat menimbulkan :
1. Kehilangan minyak pada ampas meningkat.
2. Kehilangan minyak dalam biji meningkat.
3. Inti pecah meningkat.
3.1.5. Stasiun Pemurnian Minyak (Klarifikasi)
3.1.5.1 Proses Pemurnian Minyak
Minyak kasar (crude oil) yang keluar dari Screw Press masih mengandung
kotoran, pasir, cairan dan benda kasar lainnya. Oleh karena itu harus dilakukan
pemurnian untuk mengurangi kandungan yang tidak sesuai ketentuan norma.
Stasiun pemurnian minyak berfungsi untuk memisahkan minyak dengan
kotoran serta unsur yang mengurangi kualitas minyak dan mengupayakan agar
kehilangan minyak seminimal mungkin. Proses pemisahan ini dimaksudkan
untuk memisahkan minyak, air dan kotoran, seperti pasir dan lumpur dengan
sistem sentrifius dan pengendapan. (Tim Penulis, P. S., 1993)

23
Stasiun pemurnian terdiri dari beberapa proses, antara lain :
3.1.5.1.1 Sand Trap Tank
Sand Trap Tank berfungsi untuk menangkap pasir. Adanya pasir
mempengaruhi proses kerja di High Speed Separator, karena dapat merusak
nozzle dan piringan (disk).
Faktor-faktor yang mempengaruhi efisiensi kerja Sand Trap Tank, antara
lain :
1. Temperatur
Temperatur pada Sand Trap Tank harus mencapai 90 - 95 oC dengan
memakai steam injection, karena kalau terlalu dingin pada saat dilakukan
Spui, maka NOS yang dikeluarkan akan terlihat sangat kental dan masih
banyak mengandung minyak.
2. Spui
Dilakukan setiap pagi sebelum olah /sesuai kebutuhan. Pada saat Spui
harus diperhatikan jangan sampai minyak terikut bersama NOS. PKS
Pabatu menggunakan 1 Unit Sand Trap Tank.. Di dalam Sand Trap Tank
terdapat sekat/buffle yang fungsinya untuk mengarahkan aliran minyak
kasar ke dasar tangki sehingga memungkinkan pasir yang terdapat pada
minyak kasar mengendap. (Heurn,V., 1985)
3.1.5.1.2 Vibro Separator
Alat ini berfungsi untuk menyaring crude oil dari serabut yang dapat
mengganggu proses pemisahan minyak. Getaran dari Vibro Separator
dikontrol melalui penyetelan pada bandul/pemberat yang diikat pada
elektromotor. Getaran yang kurang dapat menyebabkan pemisahan minyak
dengan sludge tidak effektif. Kontrol kebersihan Vibro Separator harus
dilakukan secara rutin, agar padatan yang terbuang dari hasil penyaringan
Vibro Separator tidak menumpuk. PKS Pabatu memiliki 2 Unit Vibro
Separator setelah Sand Trap Tank.
Vibro Separator terdiri dari 2 lapisan saringan, antara lain :
a. Lapisan saringan I, berukuran 30 mesh.

24
b. Lapisan saringan II, berukuran 40 mesh.
Kotoran dari Vibro Separator selanjutnya dikirim lagi ke Bottom Cross
Fruit Conveyor untuk diolah kembali di dalam Stasiun Press.
3.1.5.1.3 Bak Raw Oil (Bak RO)
Bak RO merupakan tangki penampung minyak kasar hasil saringan dari
Vibro Separator untuk selanjutnya dikirim ke CST
Fungsi Bak RO, antara lain untuk :
• Menurunkan NOS (non oil solid).
• Menambah panas/temperatur. Pemanasan dilakukan dengan steam
injection dan pipa uap spiral sehingga mencapai suhu 90 - 95 oC.
• Komposisi cairan Minyak : Air : NOS = 60 : 25 : 15
Agar NOS dapat turun, Bak RO dilengkapi dengan sekat/buffle. PKS
Pabatu menggunakan 1 Unit Bak RO dengan dasar tangki berbentuk
segi empat dan dilengkapi pompa untuk mengirim ke CST. Untuk
menjaga kebersihan dalam tangki harus dilakukan spui setiap pagi
sebelum olah atau disesuaikan dengan kondisi.
3.1.5.1.4 Continuous Settling Tank (CST)
Continuous Settling Tank (CST) berfungsi untuk memisahkan minyak, air,
dan NOS secara gravitasi atau berdasarkan perbedaan berat jenis. Panas yang
diberikan menyebabkan viskositas/kekentalan menurun dan perbedaan berat
jenis larutan semakin besar, sehingga terjadi pemisahan larutan dimana lapisan
minyak naik ke atas (Bj < 1 Kg/cm2), sludge di tengah (Bj = 1 Kg/cm2), serta
pasir dan kotoran lainnya (Bj > 1 Kg/cm2) di bagian bawah.
Minyak hasil pemisahan secara gravitasi pada CST dialirkan ke dalam Oil
Tank, sedangkan sludge dialirkan ke dalam Sludge Tank melalui Drab Tank.
Untuk mendapatkan kandungan NOS pada under flow seminimal mungkin
maka harus dilakukan Spui secara rutin, yaitu setiap 6 jam sekali atau
disesuaikan dengan kondisi.
Ketebalan lapisan minyak pada CST dapat mempengaruhi kandungan
minyak pada sludge di under flow. Sebaiknya ketebalan lapisan minyak dalam
CST adalah min. 50 cm baru dilakukan pengutipan minyak melalui Skimmer

25
yang ketinggiannya bisa dinaikkan dan diturunkan sesuai dengan ketinggian
hasil minyak di dalam CST
Agitator pada CST berfungsi untuk membantu mempercepat pemisahan
minyak dengan cara mengaduk dan memecahkan padatan serta mendorong
lapisan minyak dengan sludge. Temperatur yang cukup 90 - 95 oC akan
memudahkan proses pemisahan. Temperatur dicapai dengan menggunakan
steam injection dan steam spiral. Steam injection dilakukan pada saat awal
pengolahan, setelah pengolahan berjalan normal pemanasan dilakukan dengan
steam spiral.( Pahan, I., 2008.)
Faktor-faktor yang mempengaruhi efisiensi kerja CST, antara lain :
1. Temperatur.
2. Agitator.
3. Kualitas feeding.
4. Spui.
3.1.5.1.5 Oil Tank
Oil Tank berfungsi untuk pengendapan kotoran dan sebagai bak
penampungan sebelum minyak masuk ke Oil Purifier. Di dalam Oil Tank
minyak dipanaskan dengan steam spiral untuk mendapatkan suhu 90 - 95 oC.
Kebersihan tangki harus dijaga karena akan mempengaruhi mutu kadar kotoran
dalam minyak, yaitu dengan cara melakukan Spui secara rutin setiap 1 jam
sekali atau disesuaikan dengan kondisi. (Heurn,V., 1985)
Norma yang diharapkan dari hasil perlakuan pada alat Oil Tank adalah :
1. Kadar air : max. 0,4 – 0,80 %.
2. Kadar kotoran : max. 0,20 – 0,40 %.
3.1.5.1.6 Oil Purifier
Oil Purifier yang digunakan pada PKS Pabatu berjumlah 4 Unit. Alat ini
berfungsi untuk mengurangi kadar kotoran dan air dalam minyak dengan
menggunakan prinsip pemisahan berdasarkan perbedaan berat jenis dan gaya
sentrifugal vertical dengan kecepatan putaran 5000 - 6000 rpm, maka kotoran
dan air yang berat jenisnya lebih besar dari minyak akan berada pada bagian
luar. Minyak yang berada di bagian tengah dialirkan ke Vacuum Dryer,
26
sedangkan kotoran dan air dikeluarkan dari Oil Purifier setiap 1 jam sekali
dengan sistem back wash/self cleaning. Pada unit ini air hanya berfungsi
sebagai pencuci alat.
Norma yang diharapkan dari hasil perlakuan pada alat Oil Tank adalah :
3. Kadar air : max. 0,3 – 0,40 %.
4. Kadar kotoran : max. 0,10 – 0,30 %.
3.1.5.1.7 Vacuum Dryer
Vacuum Dryer berfungsi untuk mengurangi kadar air dalam minyak
produksi. Ujung pipa yang masuk ke dalam Vacuum Dryer dibuat sempit
berbentuk nozzle-nozzle sehingga, minyak tersedot dan mengabut di dalam
Vacuum Dryer. Temperatur minyak dibuat 90 - 95 oC supaya kadar air cepat
menguap dan uap air tersebut akan terhisap oleh Vacuum Pump selanjutnya
terdorong keluar ke Hot Well Water Tank yang digunakan di PKS Pabatu 1
Unit. Tekanan Vacuum Dryer berkisar antara 600 - 700 mmHg. Minyak yang
telah bersih selanjutnya dipompakan ke Storage Tank.( Pahan, I., 2008).
Faktor-faktor yang mempengaruhi operasi Vacuum Dryer, antara lain :
1. Kebocoran-kebocoran, sehingga udara masuk ke dalam vacuum
2. Kuantitas dan kualitas feeding.
3. Kondisi nozzle.
4. Tekanan vacuum yang kurang.
3.1.5.1.8 Penimbunan Minyak (Oil Storage)
Oil Storage berfungsi untuk menyimpan sementara minyak produksi yang
dihasilkan sebelum dikirim ke pihak/tempat lain. Minyak dalam tangki ini
dipanaskan melalui pipa spiral agar suhu tetap terjaga 90 – 95°C guna
menghindari kenaikan asam lemak bebas. (Tim Penulis, P. S., 1993)
Hal-hal yang harus diperhatikan di Oil Storage, antar lain :
1. Kebersihan tangki harus dibersihkan secara rutin.
2. Suhu dijaga pada 90 - 95 ºC.
3. Kondisi steam spiral harus diperiksa secara rutin, karena kebocoran
steam spiral mengakibatkan kadar air pada CPO meningkat.

27
3.1.5.2 Proses Pengambilan Minyak dari Sludge Hasil CST
3.1.5.2.1 Drab Tank
Tempat pengumpulan sludge sementara dari CST sebelum dikirim ke
Sludge Tank
3.1.5.2.2 Sludge Tank
Sludge Tank berfungsi sebagai tempat penampungan sementara sludge
yang masih mengandung minyak ± 9 - 14% pada suhu 90 - 95 ºC sebelum
diolah lagi untuk mendapatkan minyak. Kebersihan dalam tangki harus dijaga
karena akan mempengaruhi persentase NOS dalam sludge, sehingga harus
dilakukan Spui secara rutin, yaitu setiap 4 jam sekali atau disesuaikan dengan
kondisi. Pemanasan dilakukan dengan menggunakan steam injection untuk
mendapatkan temperatur 90 - 95 oC.
3.1.5.2.3 Pre-Cleaner
Pre-Cleaner berfungsi untuk menangkap pasir yang terkandung dalam
sludge dan untuk memudahkan proses selanjutnya, yaitu pada Brush Strainer.
Pada bagian atas alat ini berbentuk silinder dan bagian bawah berbentuk
kerucut. Prinsip pemisahan pasir pada Pre-Cleaner adalah akibat gaya
sentrifugal, akibat putaran tersebut pasir turun untuk dibuang sedangkan cairan
bergerak ke atas dan keluar melalui poros. Sludge yang masuk kebagian
silinder akan berputar oleh putaran silinder tersebut, pasir dan kotoran halus
akan terdorong kebagian tengah silinder dan turun dengan cepat kebagian
kerucut untuk dibuang ke parit. Sedangkan sludge yang bersih bergerak ke atas
dan keluar melalui poros. Pre – Cleaner yang terdapat di PKS Pabatu ada 2
unit. 1 beroperasi dan yang satu lagi untuk cadangan.
3.1.5.2.4 Saringan Berputar ( Brush Strainer)
Saringan ini dipakai untuk memisahkan serabut yang masih ada dalam
cairan sebelum diolah ke dalam sludge separator. Alat ini terdiri dari tabung
silinder yang berlubang-lubang halus dengan sikat-sikat yang berputar bersama

28
poros ditengah–tengah silinder tersebut. Cairan yang telah disaring keluar dari
bagian atas menuju Buffer Tank, sedangkan serabut atau sampah dibuang dari
bagian bawah.
3.1.5.2.5 Buffer Tank
Buffer Tank berfungsi sebagai tempat penampungan sementara sebelum
didistribusikan ke High Speed Separator dengan memanfaatkan gaya gravitasi,
karena posisi Buffer Tank berada di atas High Speed Separator, sehingga tidak
memerlukan pompa. Tangki ini memiliki 3 buah pipa. Pipa satu terdapat di
bawah tangki untuk menyalurkan sludge ke sludge tank, pipa dua terletak
dibagian tengah mengantarkan sludge ke sludge separator dan pipa tiga
terletak dibagian atas tangki untuk menjaga aliran yang masuk ke sludge yang
berlebih ke sludge tank. PKS Pabatu menggunakan 1 Unit Buffer Tank yang
dilengkapi dengan steam injection. Temperatur tangki dijaga pada suhu 90 - 95
ºC dan dijaga dari adanya kebocoran-kebocoran.
3.1.5.2.6 High Speed Separator
High Speed Separator berfungsi untuk mengutip minyak yang masih
terkandung dalam sludge dengan cara sentrifugal horizontal dengan
menggunakan air sekitar 10 – 15 %, dimana minyak dialirkan melalui nozzle
sehingga air dan NOS dengan berat jenis yang lebih besar akan masuk ke
bagian dalam dan minyak dengan berat jenis yang lebih kecil akan terlempar
ke bagian luar. Selanjutnya kotoran sludge akan menempel pada piringan/ bowl
sehingga untuk membuang kotoran tersebut harus dilakukan pencucian dengan
cara pembongkaran alat. Sedangkan minyak yang keluar akan menuju ke
tangki pengutipan minyak .(Tim Penulis, P. S., 1993).
Dalam prosesnya, sludge ditambahkan air panas suhu 90 - 95 oC dari Hot
Water Tank untuk memudahkan pemisahan minyak dari NOS. PKS Sei
Mangkei mempunyai 4 Unit High Speed Sepataror.
Hal-hal yang harus diperhatikan dalam High Speed Separator, antara lain :
1. Kualitas feeding.

29
2. Balance water.
3. Kebersihan nozzle ( agar minyak dengan mudah keluar)
4. Pelumasan dan pendinginan bearing.
3.1.5.2.7 Tangki Pengutipan Minyak
Kadar minyak yang masih terkandung dari Spui tangki-tangki tersebut
dipisahkan dengan cara memanfaatkan perbedaan berat jenis antara minyak,
pasir dan NOS. Untuk mempercepat pemisahannya, temperatur harus dijaga
pada suhu 90 - 95 ºC dengan cara steam injection dan penambahan air panas.
Pengutipan minyak dilakukan menggunakan talang, minyak yang berada di
bagian atas dialirkan menuju Sludge Fit Tank untuk dipompakan ke CST.
Sedangkan endapan/sludge dibuang ke parit menuju Fat-fit.
Tangki pengutipan minyak hasil spui dari :
1. CST.
2. Sludge Tank.
3. Oil Tank.
4. Buffer Tank.
3.1.5.2.8 Bottom Tank
Bottom Tank digunakan untuk menampung hasil pengutipan minyak dari
High Speed Separator dan oil tank untuk dipompakan kembali ke CST.
3.1.5.2.9 Fat-fit
Hasil buangan dari High Speed Separator serta Spui/back wash dari Unit
klarifikasi dan dari air kondensat Sterilizer masih mengandung minyak,
sehingga seluruhnya ditampung dan dialirkan ke Stasiun Fat-fit. Fat-fit
difungsikan sebagai tempat proses pengutipan minyak terakhir sebelum di
buang ke limbah. Kadar minyak yang masih terkandung dalam bak ini adalah
0,07 %. Pemisahan antara minyak dengan air dan kotoran dilakukan dengan
injection steam sehingga akan terjadi pemisahan (minyak akan naik ke atas )
karena perbedaan berat jenis.

30
Endapan yang berasal dari strainer, pre – cleaner dan sludge separator
akan ditampung dalam fat – fit, disini lumpur akan diencerkan dengan air
dingin sehingga terpisah antara lumpur pekat dengan lumpur encer. Minyak
yang diperoleh melalui pengutipan dari fat-fit akan di recycle ke Sand Trap
Tank, sedangkan lumpur pekat dialirkan ke tempat pengolahan limbah.
3.1.6. Stasiun Kernel
Campuran ampas (fibre) dan biji (Nut) yang keluar dari Screw Press diproses
kembali di Stasiun Kernel untuk menghasilkan :
• Cangkang (shell) dan fibre yang digunakan sebagai bahan bakar Boiler.
• Kernel (Inti Sawit) sebagai hasil produksi yang siap dipasarkan.
3.1.6.1 Cake Breaker Conveyor
Cake Breaker Conveyor (CBC) terdiri dari satu talang yang mempunyai
dinding rangkap. Di tengah talang terdapat as screw yang mempunyai pisau-
pisau pemecah (screw blade). Di dalam conveyor, Press Cake diaduk-aduk
sehingga ampas yang lebih ringan akan mudah dipisahkan dari biji.
CBC berfungsi, untuk :
1. Menghantarkan ampas dan biji dari Press ke Depericarper.
2. Memecahkan gumpalan cake dari Stasiun Press ke Depericarper.
3.1.6.2 Depericarper
Depericarper adalah suatu tromol tegak dan panjang yang di ujungnya
terdapat Blower pengisap serta Fibre Cyclone. Dari CBC, Press Cake jatuh di
Depericarper, kemudian ampas (fibre) terhisap ke Fibre Cyclone kemudian
diangkut oleh Horizontal/Inclined Fuel Distribution Boiler sebagai bahan
bakar Boiler, sedangkan biji yang lebih berat jatuh ke Nut Polishing Drum.
Dengan demikian, Depericarper berfungsi memisahkan fibre dengan Nut.
Efektivitas kerja dari Depericarper adalah banyaknya fibre yang terikut pada
Nut yang masuk ke Nut Polishing Drum. (Tim Penulis, P. S., 1993)
Faktor-faktor yang mempengaruhi efektivitas kerja Depericarper, antara
lain :

31
1. Kualitas umpan.
2. Kecepatan putaran Fan.
3. Air Lock pada Fibre Cyclone.
4. Kondisi Fan.
5. Kebersihan.
3.1.6.3 Nut Polishing Drum
Nut Polishing Drum adalah suatu Drum yang berputar yang mempunyai
plat-plat pembawa yang dipasang miring pada dinding bagian dalam dan pada
as-nya. Di ujung Nut Polishing Drum terdapat lubang-lubang penyaring
sebagai tempat keluarnya Nut yang kemudian jatuh ke Nut Conveyor dan
dihisap ke Nut Transport Fan. Biji yang telah dipisahkan dari ampasnya masuk
ke dalam Nut Polishing Drum dan karena putarannya tersebut, biji-biji akan
dipolish untuk melepaskan serat-serat yang masih tinggal pada biji oleh plat-
plat yang ada pada dinding dan as-nya.
Nut Polishing Drum berfungsi untuk :
1. Membersihkan biji dari serabut-serabut yang masih melekat.
2. Membawa Nut dari Depericarper ke Nut Transport Fan.
3. Memisahkan Nut dari sampah.
Faktor-faktor yang mempengaruhi efektivitas Nut Polishing Drum,
antara lain:
1. Kondisi plat pengarah/pengangkat.
2. Kecepatan putaran Nut Polishing Drum.
3. Kebersihan.
3.1.6.4 Destoner
Nut Transport Fan berfungsi untuk menghantarkan Nut dari Nut Polishing
Drum ke Nut Silo. Nut Transport Fan dilengkapi dengan Cyclone dan Blower
untuk menghisap Nut. Nut yang jatuh diatur lajunya dengan menggunakan Air
Lock, sehingga Nut tidak jatuh sekaligus.

32
3.1.6.5 Nut Grading Drum
Nut Grading Drum berfungsi untuk memisahkan antara Nut dari ukuran
fraksi kecil dan besar sebelum masuk ke Nut Silo.
3.1.6.6 Nut Silo
Nut Silo berfungsi sebagai tempat penyimpanan sementara Nut sebelum
diolah pada Ripple Mill. Kebersihan pada Nut Silo harus diperhatikan karena
mempengaruhi terhadap output Nut Silo, agar Nut yang terolah sesuai dengan
aturan FIFO (First In First Out).
3.1.6.7 Ripple Mill
Ripple Mill berfungsi untuk memecah Nut, memisahkan cangkang dan
Inti dengan cara menjepit Nut diantara ripple plate dan rotor. PKS Pabatu
menggunakan 2 Unit Ripple Mill dimana 1 digunakan untuk memecahkan biji
yang berukuran besar dan yang satu lagi untuk yang kecil
Faktor-faktor yang mempengaruhi efisiensi kerja Ripple Mill, antara lain :
1. Kualitas dan kuantitas umpan.
2. Kondisi ripple plate dan rotor bar.
3. Jarak antara ripple plate dan rotor.
4. Kecepatan putaran Ripple Mill
Kualitas umpan dipengaruhi oleh :
1. Kekoplakan Nut, kalau Nut tidak koplak maka banyak Inti yang lengket
pada cangkang.
2. Ukuran Nut.
3. Kadar air yang terkandung dalam Nut.
Faktor-faktor yang mempengaruhi Inti pecah keluar dari Ripple Mill,
antara lain :
1. Umpan yang terlalu banyak (berlebihan).
2. Persentase Nut pecah pada umpan besar.

33
3.1.6.8 Light Tenera Dust Separation
Light Tenera Dust Separation (LTDS) berfungsi untuk memisahkan
serabut halus, cangkang dan Inti sebagai bahan bakar Boiler. Sistem pemisahan
yang dilakukan disini adalah dengan menggunakan tenaga Blower hisap dust
separator dengan adjustmen damper untuk menentukan kualitas hasil yang
dikehendaki, sehingga cangkang pecah yang mempunyai luas penampang lebih
besar akan terhisap ke atas dan dialirkan ke Boiler. Campuran Inti dan
cangkang yang tidak terpisah karena memiliki berat yang hampir sama
dialirkan ke Hydrocyclone untuk dilakukan proses pemisahannya.
Faktor-faktor yang mempengaruhi effisiensi kerja LTDS, antara lain :
1. Hisapan (Damper, Air lock dan Blower).
2. Kualitas dan kuantitas umpan. (Heurn,V., 1985)
PKS Pabatu menggunakan 2 LTDS yaitu LTDS I menghisap serabut atau
cangkang yang halus, sedangkan LTDS II menghisap cangkang yang lebih
kasar dengan luas penampang yang lebih besar. Keduanya dirangkai secara
seri.
3.1.6.9 Hydrocyclone
Fungsi dari Hydrocyclone adalah untuk memisahkan cangkang dan Inti
sawit pecah yang besar dan beratnya hampir sama. Proses pemisahan
berdasarkan perbedaan berat jenis dan gaya sentrifugal.
Hydrocyclone terdiri dari :
1. Bak air penampung creaked mixture yang terdiri dari beberapa sekat
2. Tabung pemisah yang dilengkapi dengan pompa pengutip dank onus di
bawahnya
3. Pompa – pompa
4. Dewatering drum untuk inti dan cangkang
Creaked mixture yang keluar dari kolom pemisah masuk ke dalam bak air
sekat pertama dan dihisap dengan pompa dan masuk ke dalam tabung pemisah
I. Dengan adanya gaya sentrifugal benda-benda ringan (inti)naik kebagian atas
melalui vortex finder masuk ke dalam dewatering drum (inti), sedangkan yang

34
berat (cangkang) yang masih mengandung inti turun ke bawah melalui konus
masuk ke dalam sekat kedua. Dari sekat kedua cangkang yang masih
bercampur dengan inti oleh pompa dihisap dan masuk ke dalam tabung
pemisah ke II. Inti naik ke atas, melalui vortex finder dikembalikan ke dalam
air sekat I, sedangkan cangkang melalui konus masuk ke dalam bak air sekat
III. Dengan bantuan pompa dari sekat ke – III cangkang yang masih
mengandung sebagian kecil inti dihisap dan masuk ke dalam tabung pemisah
III, dimana inti naik dengan melalui vortex finder masuk ke dalam bak air sekat
I, sedangkan cangkang melalui konus masuk ke dalam dewatering drum
cangkang untuk dibuang airnya.
Faktor-faktor yang diperhatikan dalam pengoperasian Hydrocyclone,
antara lain:
1. Sampah – sampah yang melekat pada dewatering drum segera
dibersihkan
2. Penambahan air dingin ke dalam bak dilakukan kontiniu agar
permukaan air tetap pada batas yang ditentukan dan benda-benda
melayang dapat keluar dari pipa over flow
Jika persentase inti dalam cangkang terlalu tinggi, maka vortex finder
diturunkan, sebaliknya apabila persentase inti dalam cangkang terlalu rendah
vortex finder dinaikkan. (Naibaho, P. M)
3.1.6.10 Kernel Drier
Kernel Silo berfungsi untuk mengurangi kadar air yang terkandung dalam
Inti produksi. Pengeringan dilakukan dengan cara menginjeksikan udara panas
ke Steam Heater. Suhu pengeringan dibagi atas 3 tingkatan, yaitu :
1. Atas : 80°C 2. Tengah : 70°C 3. Bawah : 60°C

35
Pemasakan dilakukan di dalam Kernel drier selama ± 10 jam. Kadar air
Inti yang terlalu rendah dapat menyebabkan kadar Inti berubah warna terlalu
besar. Sebaliknya, jika Inti kurang kering maka :
1. Inti akan berjamur.
2. Kadar ALB dalam minyak Inti tinggi.
3. Kadar minyak yang diperoleh lebih rendah.
Faktor-faktor yang mempengaruhi kinerja dari Kernel Drier, antara
lain :
1. Temperatur.
2. Waktu pemasakan.
3. Kondisi dan kebersihan Heater.
4. Suplai steam.
5. Kondisi Blower/Fan.
6. Kebersihan kisi-kisi dalam Kernel Silo.
3.1.6.11 Kernel Bunker
Kernel Bunker berfungsi sebagai tempat penyimpanan Inti produksi
sebelum dikirim keluar untuk dijual. Kernel Bunker dilengkapi dengan Fan
agar uap air yang terkandung dalam Inti dapat keluar dan tidak menyebabkan
kondisi dalam Storage lembab, yang kemudian menyebabkan timbulnya jamur
pada Inti.

37
BAB IV
UTILITAS
4.1. Unit Pengolahan Air (Water Treatment)
Proses pengolahan air bertujuan untuk menjamin kualitas air sebelum
digunakan agar memenuhi persyaratan yang ditentukan. Proses pengolahan air
mencakup pengoperasian, penjernihan, penyaringan dan pelunakan.
Proses pengolahan air menghasilkan air yang akan distribusikan untuk :
• Air Proses, yaitu air yang digunakan untuk kegiatan proses dan
Laboratorium.
• Air Boiler, yaitu air yang digunakan untuk umpan Boiler.
Proses pengolahan air terdiri dari :
1. External Water Treatment.
2. Internal Water Treatment.
4.1.1. External Water Treatment
Air PKS Pabatu berasal dari sungai yang masih mengandung zat-zat padat
yang harus dibersihkan sebelum didemineralisasi dengan cara :
1. Sedimentasi
2. Flokulasi
3. Koagulasi
4. Filtrasi
4.1.1.1.Sedimentasi
Sedimentasi dilakukan dengan cara mengendapkan air di suatu bak yang
diberi sekat/buffle dengan aliran over flow dan under flow dengan tujuan untuk
menjebak zat padatan yang terbawa air sungai. PKS Pabatu menggunakan bak
Water Settling Fit terdiri dari 5 sekat sebagai bak pengendapan dan
dipompakan Water Tank II pada tower (bawah).

38
4.1.1.2 Flokulasi dan Koagulasi
Dari Water Tank II air dialirkan ke Clarifier Tank dengan ditambahkan
tawas dan soda ash, maka akan terjadi flokulasi dan koagulasi. Flokulasi adalah
terbentuknya flok, sedangkan koagulasi adalah proses terjadinya flokulasi.
Flokulasi dan koagulasi dilakukan dengan maksud agar zat padat dalam air
yang melayang menjadi flok dan mengkoagulasi sehingga cukup berat dan
mudah dipisahkan. Banyaknya penambahan zat kimia ditentukan dari analisa
Laboratorium dan tergantung dari kualitas airnya. Karena kualitas air berubah-
ubah maka harus dilakukan analisa secara periodik sehingga penggunaan bahan
kimia bisa optimum.
Desain Clarifier Tank berbentuk cone, pada dasarnya air dialirkan ke
tengah Clarifier Tank dengan suatu effect cyclonic untuk memastikan bahan
kimia bercampur dengan air, proses koagulasi mulai terjadi di bawah kerucut
dan menurun akibat turunnya kecepatan air dan mengendap dan membentuk
sludge blanket. Untuk mengurangi jumlah sludge blanket harus dilakukan blow
down secara terkontrol. Hasil dari Clarifier Tank dialirkan ke Clarifier Water
Basin. (Risza,S., 1994)
4.1.1.3 Filtration
Filtrasi dilakukan pada Sand Filter Tank dengan tujuan menghilangkan
berbagai zat/material yang terbawa dari flokulasi dan koagulasi dengan cara
menyaring melalui lapisan pasir dan batu apung. Secara berangsur-angsur pasir
akan memadat sehingga membatasi aliran air. Jika tekanan air di inlet sand
filter 1,5 bar di atas tekanan outlet sand filter maka harus dilakukan back wash.
Back wash dilakukan dengan aliran dari bawah ke atas dengan tujuan untuk
memecah kepadatan pasir dan membuang padatan yang menyumbat lapisan
pasir.
PKS Pabatu memiliki 2 Unit Sand Filter (penyaring pasir) type Vertical
Pressure, tekanan air di peralatan ini adalah 3,5 Kg/cm3. Sand Filter berisi pasir

39
penyaring. Hasil filtrasi dari Sand Filter dipompakan ke processing Water Tank I
yang berada pada tower (atas).
4.1.1.4 Demineralitation
Demineralisasi merupakan cara untuk memurnikan air dari mineral-
mineralnya, terutama bila air banyak mengandung silika. Demineralisasi terdiri
dari Anion Exchanger Tank dan Kation Exchanger Tank. Kation Exchanger
Tank berfungsi untuk menukar mineral-mineral terhadap asam, sedangkan
Anion Exchanger Tank berfungsi untuk menukar garam terhadap hidrolisis dan
menahan silika. Air yang akan diolah masuk dari puncak dengan tekanan
pompa masuk ke dalam distributor dan nozzles secara spray turun dan kontak
dengan resin dan keluar dari dasar. Outlet air dari masing-masing exchanger
harus dimonitor secara teratur, dan jika silika tinggi maka harus dilakukan
regenerasi. Regenerasi kation dilakukan bila kadar hardness mencapai 5 ppm,
sedangkan regenerasi anion dilakukan bila kadar silika mencapai 5 ppm.
Tahapan regenerasi terdiri dari :
1. Backwash.
2. Injeksi bahan kimia.
3. Slow rinse.
4. Fast rinse.
Back wash pada dasarnya adalah mengalirkan dari dasar ke atas, untuk
memecah bad resin yang telah padat dan menghilangkan kotoran sebelum
dilakukan regenerasi. Proses regenerasi dilakukan dengan menginjeksikan
bahan kimia yaitu untuk Kation Exchanger Tank ditambahkan sulfurid acid
(H2SO4), sedangkan untuk Anion Exchanger Tank ditambahkan caustic soda
(NaOH). (Naibaho, P. M)
Hal-hal yang harus diperhatikan agar proses regenerasi berjalan effektif
dan efisien, antara lain :
• Konsentrasi bahan kimia yang diinjeksikan.
• Flow rate injeksi bahan kimia.

40
Setelah regenerasi, maka resin harus dibilas untuk membersihkan sisa-sisa
bahan kimia regenerasi dengan aliran seperti operasi normal, yaitu fast rinse
dan slow rinse.
Masalah yang sering terjadi di Stasiun demineralisasi, antara lain :
• Resin loss : akibat nozzle longgar, patah dan sebagainya, sehingga saat
back wash resin keluar dari Kation Exchanger Tank/Anion
Exchanger Tank.
• Umur resin : ± 3 tahun atau tergantung pada kondisi air/penggunaan.
4.1.1.5 Degasifier
Degasifier berfungsi untuk mengurangi kadar oksigen dalam air.
4.1.1.6 Demin Tank
Demin Tank berfungsi sebagai penampung air dari Anion Exchanger Tank
yang akan dipompakan ke Daerator Tank.
4.1.1.7 Daerator Tank
Daerator Tank berfungsi untuk mengurangi gas yang terlarut dalam air
(O2 dan CO2) dan memanaskan temperatur feed water. Hal ini dicapai melalui
proses mekanis dan pemanasan menggunakan uap yang berada di dalam
pressure daerator. Temperatur pada Daerator Tank diatas 100 °C dan.
Sebelum masuk ke feed pump diinjeksikan lagi BL 4818 ss, BL 2808 ss, BL
3809 ss, BL 1807 ss.
4.1.2 Internal Water Treatment
Air yang keluar dari Daerator Tank sebelum diumpankan ke Boiler
terlebih dahulu diinjeksikan bahan kimia yang berfungsi untuk menaikkan
kualitas air Boiler agar tidak terjadi korosi dan kerak. Tujuan dari Internal
Water Treatment adalah agar operasional Boiler bisa effektif dan effisien untuk
menghindari pipa dan Drum supaya tidak terjadi :
• Korosi
• Scale (kerak)
41
4.1.2.1 Pengendalian Korosi
Penyebab utama terjadinya korosi pada Boiler adalah pH dan oksigen. pH
harus dipertahankan pada nilai 10,5 - 11,5 (ketentuan konsultan Water
Treatment). Hal ini untuk memastikan lingkungan berada pada kondisi alkali
(basa) dan melindungi lapisan magnetite. Untuk mempertahankan pH bahan
kimia yang diinjeksikan adalah caustic soda. Oksigen dikurangi dengan proses
deaerasi yang effektif, dan bahan kimia yang digunakan untuk mengendalikan
oksigen adalah sulphite.
Jenis-jenis korosi yang sering terjadi, antara lain :
• General Corrotion
Korosi terjadi karena pH air Boiler terlalu rendah (asam).
• Oxygen Pitting
Penembusan metal akibat adanya oksigen dalam air umpan Boiler.
• Caustic Embrittlement (keretakan caustic)
Terjadi karena kandungan caustic dan umumnya terjadi pada Boiler yang
sudah tua, yang memiliki Drum yang dipaku keling, dimana ada celah di
daerah paku keling dan sambungan akibat tekanan. Tetapi untuk Boiler
yang di las, kerusakan ini jarang terjadi.
• Fatique Corrotion
Hal-hal yang bisa berdampak korosi. (Heurn,V., 1985)
Kerusakan jenis dapat terjadi dengan 2 mekanisme, yaitu :
• Tekanan siklus, akibat proses pemanasan/pendinginan yang terlalu cepat
yang terpusat pada titik dimana korosi telah terjadi.
• Kerusakan yang terjadi pada permukaan metal yang terlindungi dengan
lapisan pencegah oksida dan tekanan siklus. Kerusakan ini biasanya
melintang dan lebar mulai dari tabung sebelah dalam dan meluas ke
sekelilingnya. (Naibaho, P. M)
42
Bahan kimia untuk mengendalikan korosi, antara lain :
• Alkalinity dan pH Control
Berfungsi untuk menjaga tingkat alkalinity yang sesuai dan mencegah
korosi, juga menjamin reaksi kimia pada program Water Treatment. Alkalinity
ini sangat penting untuk mengendapkan pembentukan material sludge dan
menjaga silika dalam keadaan solid untuk menghindari terbentuknya formasi
kerak silika kompleks.
• Sulphite
Proses deaerasi yang effektif akan mengurangi oksigen sehingga mudah
ditangani oleh sulphite. Jika sulphite digunakan akan mempengaruhi TDS, oleh
karena itu harus dikontrol dengan blowdown.
4.2 Boiler
Boiler adalah alat untuk menghasilkan uap dengan bahan bakar fibre dan
shell. PKS Pabatu memiliki 2 Unit Boiler Takuma type, dengan spesifikasi :
a. Kapasitas 15 - 18 Ton uap/jam.
b. Tekanan kerja 20 Kg/cm2.
c. Tekanan max. 24 Kg/cm2.
d. Suhu 300 – 400°C
Bagian-bagian Boiler :
a. Ruang bakar
b. Drum atas
c. Pipa Super Heater
d. Drum bawah
e. Pembuangan abu/ash hopper
f. Cerobong asap/chimney
g. Safety valve
h. Shoot blower
Faktor-faktor yang harus diperhatikan , antara lain :
a. Jaga tekanan steam pada tekanan kerja (19 - 20 Kg/cm2).
b. Lakukan blow down sesuai rekomendasi dari hasil analisa Laboratorium.

43
c. Pastikan Feeding (bahan bakar) harus stabil.
d. Pastikan safety valve berfungsi dengan baik
e. Pembukaan kran induk secara perlahan-lahan pada waktu start.
f. Periksa ruang bakar, jangan sampai bahan bakar menumpuk dengan cara
mengorek kerak dari ruang bakar secara manual.
Penjagaan Boiler saat operasi :
Setelah Boiler beroperasi maka secara keseluruhan dapat diopersikan
secara ideal, karena steam yang dihasilkan Boiler selain untuk pembangkit
energi Turbin juga sebagai pembangkit temperatur proses pengolahan.
4.3. Power Plant
Untuk mensuplai arus listrik di PKS Pabatu menggunakan 2 macam
pembangkit, yaitu Turbin Dresser Rand dan Turbin Kuhnle Koop Kausch.
4.3.1 Turbin
Turbin merupakan alat untuk mengubah energi dari steam menjadi energi
mekanis (putaran) untuk membangkitkan energi listrik melalui alternator.Uap
dihasilkan oleh boiler mempunyai tekanan yang tinggi digunakan untuk
memutar wheel turbin, wheel akan memutar as, sehingga as di dalam generator
berputar. Akibat adanya putaran as di dalam kumparan, maka terciptalah energi
induksi listrik. Pembangkit turbin menghasilkan listrik yang akan digunakan
untuk memenuhi seluruh kebutuhan energy listrik di pabrik. (Risza,S., 1994)
4.3.2 Genset
Genset energy (Diesel Engine) diperlukan pada saat start awal proses dan
juga pada saat tenaga yang dihasilkan Turbin tidak mencukupi untuk proses
pengolahan. Pada saat tenaga yang dihasilkan Turbin berkurang, maka Genset
diparalel dengan Turbin. Genset juga diperlukan untuk menggantikan peran
Turbin pada saat tidak mengolah.

44
4.3.3 Back Pressure Vessel
Steam keluaran dari Turbin dimanfaatkan untuk proses pengolahan, untuk
itu Back Pressure Vessel (BPV) digunakan untuk menampung dan
mendistribusikan uap ke Stasiun yang membutuhkan. Tekanan steam yang
digunakan dalam proses pengolahan adalah 2,8 - 3,0 Kg/cm2, oleh karena itu
jika steam di BPV kurang maka steam dikirim langsung dari pipa induk Boiler
melalui kran bypass.
Faktor-faktor yang harus diperhatikan, antara lain :
a. Jaga tekanan BPV pada 2,8 - 3,0 Kg/cm2.
b. Buang uap jika tekanan melebihi 3,1 Kg/cm2.
4.4 Pengolahan Limbah (Effluent Treatment)
Limbah merupakan hasil samping dari proses pengolahan pabrik. Pada
PKS Pabatu dihasilkan limbah yang berbentuk padatan, gas dan air. Limbah
yang berbentuk padatan dihasilkan dari janjang kosong merupakan hasil
pemisahan buah dari tandan pada proses di thresher. Limbah yang berbentuk
padatan diangkut ke afdeling untuk digunakan sebagai pupuk tanaman kelapa
sawit dan bahan bakar Power Plant pada Pabrik Pengolahan Inti Sawit (PPIS),
limbah padat lainnya (fibre dan shell) untuk bahan bakar boiler. Limbah gas
berupa asap dari mesin yang dibuang ke udara bebas melalui cerobong asap
tinggi. Sedangkan limbah cair hasil buangan pabrik terlebih dahulu diolah
menggunakan sistem pengolahan limbah secara aerob dengan menggunakan
kolam-kolam aerasi.
Oleh karena itu limbah cair dari PKS Pabatu mempunyai spesifikasi,
sebagai berikut :
• BOD = 100 ppm.
• COD = 350 ppm.
• Suspended solid = 250 ppm.
• Total solid = 1500 ppm.
• pH = 6-7

45
• Oil Grease = 25 ppm
• N2 = 50 ppm
Tabel 4.1 Masa tinggal, kapasitas dan kedalaman kolam pada limbah
No Nama Kolam Masa Tinggal Kapasitas Kedalaman
1 Cooling Pond 7 2,260 3,50
2 Seeding Pond 9 2,970 5,00
3 Primary Pond 43 17,200 5,00
4 Secondary 43 17,200 5,00
5 Aerobic Pond 20 8,460 3,00
6 Final Pond 8 3,060 4,50
Pengendalian limbah cair dilakukan secara biologis melalui proses
berikut:
4.4.1 Bak Fat – Fit
Limbah dari pabrik dialirkan ke Fat – fit untuk memisahkan minyak.
Minyak dipompakan ke sand trap tank sedangkan limbahnya dialirkan ke bak
batu. Kadar minyak dalam fat – fit ±0,6 – 1,0 %
4.4.2 Bak Batu
Bak batu merupakan kolam terakhir tempat penampungan air limbah yang
banyak mengandung minyak
4.4.3 Kolom Pendinginan (Cooling Pond)
Pada kolam ini terjadi penurunan suhu hingga 40 – 45°C sebelum
dialirkan ke kolam pengasaman agar bakteri dapat berkembang biak. Limbah
yang dihasilkan bersifat asam dengan pH 4 – 6 dan suhu 30 – 40°C. Hal ini
dilakukan karena pada suhu diatas 30°C bakteri pengurai akan mati sebagian.

46
4.4.4 Kolam Pembiakan (Seeding Pond)
Sebagai prakondisi bagi limbah sebelum masuk ke kolam anaerobic.
Untuk menanggulangi limbah secara biologis dengan menggunakan bakteri “
totamci”. Bakteri ini merubah senyawa kompleks menjadi VFA. Perkembangan
bakteri ini dengan munculnya gelembung-gelembung gas (sekitar 2 – 4 hari),
bakteri tersebut dimasukkan ke dalam bak kolam pembiakan yang sebelumnya
telah diisi limbah matang kemudian dialirkan ke kolam anaerobic pertama.
4.4.5 Kolam Anaerobic Primer (Primary Anaerobic Pond)
Bakteri yang aktif akan membentuk asam organic dan gas CO2 dari
senyawa organic kompleks. Perubahan yang terjadi dalam kolam adalah zat
organik diubah menjadi asam organic dan alcohol yang mudah menguap.
4.4.6 Kolam Anaerobic Secondary (Secondary Anaerobic Pond)
Untuk menonaktifkan bakteri dari kolam anaerobic dan merupakan
prakondisi proses aerobic. Proses yang terjadi adalah mengubah bahan organic
dalam limbah cair menjadi CH4 dan CO2 tanpa ada oksigen. Agar proses
pembusukan anaerobik dapat berfungsi dengan baik kadang-kadang
ditambahkan nitrogen dan phosphor.
4.4.7 Kolam Aerobik (Aerobic Pond)
Untuk kolam penampungan air limbah yang sudah dirombah senyawanya.
Pada kolam ini bereaksi mikroba dan ganggang, hal ini merupakan proses
oksigen yang dibutuhkan. Kolam aerobic dibuat agak dangkal agar sinar
matahari sampai ke dasar kolam sehingga sinar matahari dapat dipergunakan
oleh ganggang pada proses fotosintesis.
4.4.8 Kolam Terakhir (Final Pond)
Untuk kolam penampungan air limbah yang terakhir. Pada kolam ini
pencemaran air dianggap tidak ada lagi minyak dan dapat langsung dibuang ke
sungai dan merupakan tempat menentukan mutu limbah.

47
BAB V
ANALISA LABORATORIUM
5.1 Analisa Mutu Produksi
Setiap hari diadakan analisa mutu produksi untuk mengetahui kualitas
bahan kualitas produk yang dihasilkan dan dikirim sudah sesuai norma
(standard yang diharapkan).
5.1.1 Analisa Mutu Minyak Produksi
5.1.1.1 Kadar Air
Prinsip:
Zat menguap pada minyak adalah jumlah zat bahan yang menguap pada
suhu 105 °C termasuk di dalamnya air serta dinyatakan sebagai berkurangnya
berat apabila contoh dipanaskan pada suhu tersebut.
%100A
B-Aair Kadar ×=
Dimana:
A = Berat sampel minyak sebelum dikeringkan
B = Berat sampel minyak sesudah dikeringkan
PKS Pabatu telah dilengkapi alat analisa kadar air otomatis dengan alat
ukur kadar air (Sartorius), proses analisanya adalah :
a. Masukkan sample ke dalam cawan.
b. Hidupkan alat, tentukan suhunya.
c. Masukkan sample (berat sample diabaikan), lalu tutup sehingga bunyi
”tit” yang menandakan proses telah berjalan.
d. Setelah bunyi “tit” sebanyak 3 kali, keluarkan sample.
e. Angka kadar air tampak pada display.

48
5.1.1.2 Kadar Kotoran
Prinsip :
Kadar kotoran ditentukan dengan memakai n-hexan kemudian larutan
disaring dengan media pengering dan dicuci dengan pelarut tersebut
dikeringkan lalu ditimbang.
%100C
B-AkotoranKadar ×=
Dimana :
A = Berat kertas saring + kotoran
B = Berat kertas saring
C = Berat contoh
5.1.1.3 Kadar ALB
Prinsip :
Penentuan kadar ALB dari triglyceride untuk minyak. Nabati dan lemak
adalah dengan melarutkan lemak tersebut dalam pelarut organik yang sesuai
dan menetralkan larutan dengan alkali dengan indikator Phenolphthalein
Prosedur kerja:
1. Timbang dengan teliti ± 3 g memakai neraca analitis 4 desimal ke
dalam Erlenmeyer yang telah diketahui berat kosongnya.
2. Tambahkan alkohol 50 ml kemudian n-hexane 25 ml, tambahkan 3
tetes indikator PP dan netralkan dengan KOH hingga warna merah
jambu
3. Digabungkan antara alkohol netral tersebut ke dalam Erlenmeyer yang
berisi contoh minyak, kemudian titrasi dalam larutan KOH sampai
berubah menjadi warna merah kuning
%100contohberat
256KOH N x KOH mlALBKadar ×=
x

49
5.1.1.4 Loses minyak
Prosedur Kerja :
1. Masing –masing contoh diambil beratnya sekitar 10 g
2. Keringkan dalam oven pemanas dengan temperatur 1050C selama 3
jam. Dinginkan contoh dalam desikator hingga berat contoh konstan.
Timbang masing-masing contoh dan masukkan ke timble. Timbang
berat labu kosong
3. Masukkan timbel ke dalam ekstraktor dan sambungkan dengan soxlet
ekstraksi dengan larutan n-hexan selama 5-6 jam
4. Keringkan labu yang berisi minyak dalam oven selama 60 menit,
keluarkan dan dikeringkan dalam desikator selama 30 menit
5. Timbang labu yang berisi minyak. Berat labu yang berisi minyak
dikurang berat labu kosong adalah berat minyak
%100contohBerat
minMinyakKadar ×=
yakBerat
5.1.2 Analisa Mutu Inti Produksi
5.1.2.1 Kadar Air
Cara analisa sama seperti analisa kadar air minyak sawit. Hanya saja untuk
Inti sawit sample dirajang-rajang sekecil mungkin dan diblender sampai halus.
5.1.2.2 Kadar Kotoran
Prinsip:
Kadar kotoran ini merupakan cangkang gabungan dari biji utuh, biji
setengah pecah, cangkang dan sampah. Kadar kotoran yang terdapat dalam inti
sawit dapat ditentukan dengan cara menimbang jumlah kotoran yang sudah
dipisahkan dari kernel
%100kotoranBerat
kotoranKadar ×=contohBerat

50
5.1.2.3 Kadar Minyak
Prinsip :
Minyak diekstraksi dengan n-hexane dan minyak yang tertarik ditimbang
dan dibandingkan dengan berat contoh.
%100contohBerat
minyak Berat intiminyak Kadar ×=
5.1.2.4 Kadar ALB
Prinsip :
Minyak yang telah diekstraksi dari inti sawit ditentukan ALBnya dengan
larutan KOH dan indikator PP
%100contohBerat
20KOH N25/001ALBKadar ×
××=
xKOHml
5.1.2.5 Losses Inti
Prosedur Kerja :
1. Masing –masing contoh diambil beratnya sekitar 500 g
2. Contoh dipisahkan berdasarkan :
a. Inti utuh
b. Inti pecah
c. Biji utuh
d. Biji pecah
3. Ditimbang berat masing-masing dan dibagi berat semula
Losses Inti = %100xContohBerat
Inti lBerat tota

51
BAB VI
KESIMPULAN dan SARAN
6.1 Kesimpulan
Dari hasil Kerja Praktek di Pabrik Kelapa Sawit Pabatu dapat diambil
kesimpulan :
1. PKS Pabatu mempunyai kapasitas olah 30 Ton TBS/jam dan produk akhir
berupa Crude palm Oil (CPO) dan Palm Kernel Oil (PKO)
2. Rendemen minyak yang diperoleh tergantung kepada TBS yang dipasok
oleh Kebun seinduk dan pihak ketiga. Oleh karena itu, dilakukan analisa
tandan/material balance untuk menentukan Rendemen potensi TBS dari
setiap Kebun.
3. Waktu yang diperlukan untuk satu siklus perebusan (Sterilizer) amat
dipengaruhi oleh kondisi buah (buah menginap atau buah segar) dan
kondisi rebusan itu sendiri.
4. Proses pengolahan Kelapa Sawit merupakan mata rantai ataupun proses
yang berkelanjutan antara satu dengan yang lainnya, sehingga apabila
salah satu rusak (kurang baik prosesnya) akan menghambat proses di
Stasiun yang lainnya.
5. Persentase dari proses pengutipan minyak di saluran Fat-fit akhir
merupakan standar untuk melihat efektifitas kinerja mesin-mesin
pengolahan baik dari operasional Sterilizer maupun mesin-mesin/peralatan
sampai ke Stasiun klarifikasi.
6.2 Saran
Setelah mengikuti dan mengamati jalannya proses pengolahan saran yang
dapat diberikan antara lain :
1. Untuk meningkatkan Rendemen dan mengurangi losses produksi
sebaiknya persyaratan tangkai panjang maksimum 2,5 cm dilakukan
dengan ketat kepada pemasok TBS.
52
2. Kotoran baik berupa benda keras ataupun potongan tangkai panjang TBS
jangan sampai terikut sampai ke proses pengolahan.
3. Perlu dilakukan peninjauan ulang terhadap bentuk desain tangki sebaiknya
dasar tangki didesain berbentuk konus (seperti cyclone), kegunaannya
dapat mengurangi losses minyak pada saat spui. Contohnya : Bak RO,
Buffer Tank.
4. Pengecekan terhadap suhu steam dan air delusi.
5. Pengontrolan semua peralatan sebelum dimulai operasi pengolahan, untuk
menghindari terjadinya shutdown.
6. Kebocoran pada packing di pintu rebusan dan kurangnya suplai steam dari
inlet dan exhaust valve akan menyebabkan hasil rebusan yang tidak
sempurna. Dengan perawatan pada pipa-pipa rebusan dan pemasangan
packing yang tepat dan terencana dapat meningkatkan efisiensi dan
menurunkan losses di rebusan.
7. Pipa induk kondensat sebaiknya dibuat satu per satu, agar ketika terjadi
kerusakan pipa kondensat induk dari sterilizer yang satu, maka sterilizer
yang lain dapat dipergunakan
8. Adanya vibro separator untuk sludge, sebaiknya dilakukan sebelum masuk
ke sludge tank
9. Kebersihan Pabrik hendaknya selalu dijaga agar menambah kenyamanan
dalam bekerja.
10. Pengisian TBS yang berlebihan (> 2,5 Ton) akan menyebabkan proses
perebusan menjadi tidak sempurna.
11. Penyediaan bahan bakar Boiler PKS sebaiknya dilakukan secara otomatis
untuk menghindari terjadinya kecelakaan terhadap pekerja
12. Di dalam boiler sebaiknya adanya conveyor, sehingga ketika pembersihan
bahan bakar tidak perlu di keluarkan
13. Pada laboratorium destilasi/penyulingan sebaiknya dilakukan pemanasan
berdasarkan titik didih, sehingga terpisah antara n-hexane dan alkohol.
53
DAFTAR PUSTAKA
Fauzi, Y., 2008. Kelapa Sawit.Cetakan Keduapuluh tiga. Jakarta : Penebar
Swadaya.
Heurn,V., 1985. Kelapa Sawit.Jilid 2 A.Terjemahan Haryono Semangan dan Aziz
Lahija. Yogyakarta : Lembaga Pendidikan Perkebunan.
Naibaho, P. M., 1996. Teknologi Pengolahan Kelapa Sawit. Medan : Pusat
Penelitian Kelapa Sawit.
Pahan, I., 2008. Panduan Lengkap Kelapa Sawit. Cetakan Keenam. Jakarta :
Penebar Swadaya.
Risza,S., 1994. Kelapa Sawit Upaya Peningkatan Produktivitas. Yogyakarta :
Kanisius.
Tim Penulis, P. S., 1993. Kelapa Sawit, Usaha Budidaya, Pemanfaatan Hasil, dan
Aspek Pemasaran. Jakarta : Penebar Swadaya.
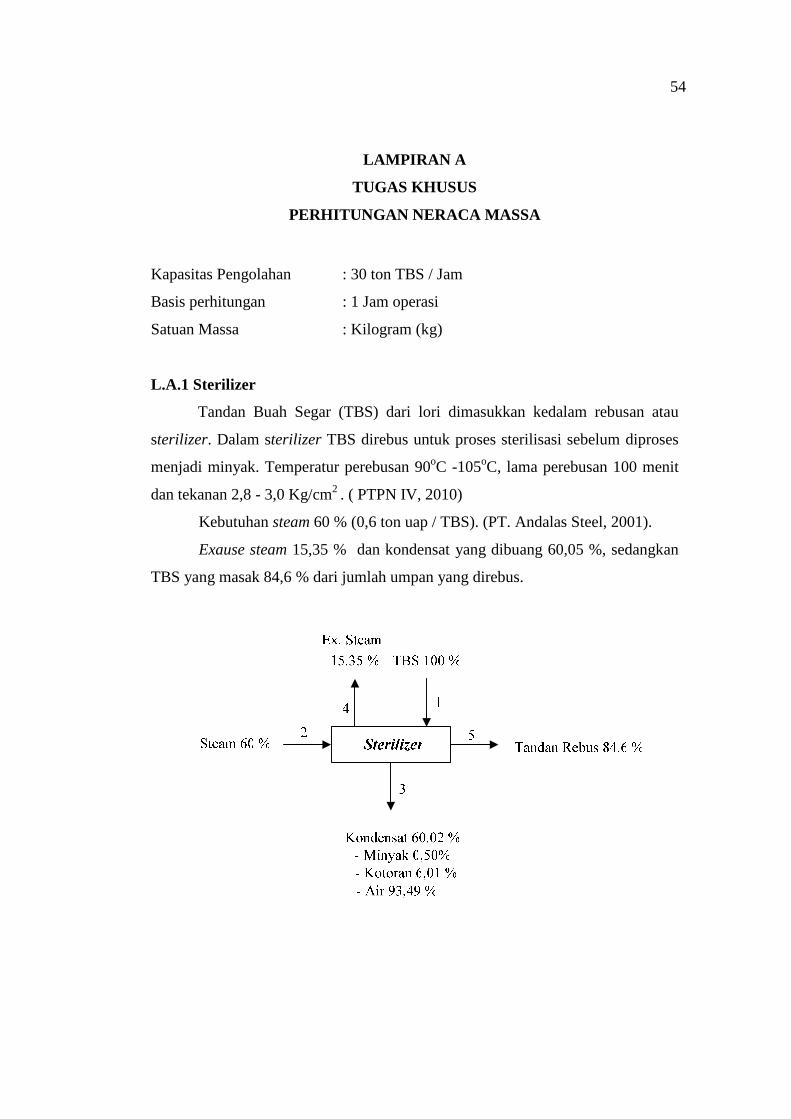
54
LAMPIRAN A
TUGAS KHUSUS
PERHITUNGAN NERACA MASSA
Kapasitas Pengolahan : 30 ton TBS / Jam
Basis perhitungan : 1 Jam operasi
Satuan Massa : Kilogram (kg)
L.A.1 Sterilizer
Tandan Buah Segar (TBS) dari lori dimasukkan kedalam rebusan atau
sterilizer. Dalam sterilizer TBS direbus untuk proses sterilisasi sebelum diproses
menjadi minyak. Temperatur perebusan 90oC -105oC, lama perebusan 100 menit
dan tekanan 2,8 - 3,0 Kg/cm2 . ( PTPN IV, 2010)
Kebutuhan steam 60 % (0,6 ton uap / TBS). (PT. Andalas Steel, 2001).
Exause steam 15,35 % dan kondensat yang dibuang 60,05 %, sedangkan
TBS yang masak 84,6 % dari jumlah umpan yang direbus.

55
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 1 :
TBS = 100 % x 30.000 kg / jam = 30.000 kg / jam
Alur 2 :
Steam = 60 % x 30.000 kg / jam = 18.000 kg / jam
Neraca Bahan Keluar
Alur 3 :
Kondensat = 60,02 % x 30.000 kg / jam = 18.015 kg / jam
♦ Minyak = 0,50 % x 18.015 kg / jam = 90,075 kg / jam
♦ Kotoran = 6,01 % x 18.015 kg / jam = 1082,7 kg / jam
♦ Air = 93,49 % x 18.015 kg / jam = 16842,225 kg / jam
Alur 4 :
Exause Steam = 15,35 % x 30.000 kg / jam = 4.605 kg / jam
Alur 5 :
Tandan Rebus = 84,6 % x 30.000 kg / jam = 25.380 kg / jam
Tabel LA.1 Neraca Massa pada Sterilizer Masuk (kg / jam) Keluar (kg / jam)
Komposisi Alur 1 Alur 2 Alur 3 Alur 4 Alur 5
Minyak - - 90,075 - - Air - - 16842,225 - - Kotoran - - 1082,7 - - TBS 30.000 - - - - Tandan rebus - - - - 25.380 Steam - 18.000 - - - Ex.Steam - - - 4.605 - Jumlah 30.000 18.000 18.015 4.605 25.380 Total 48.000 48.000
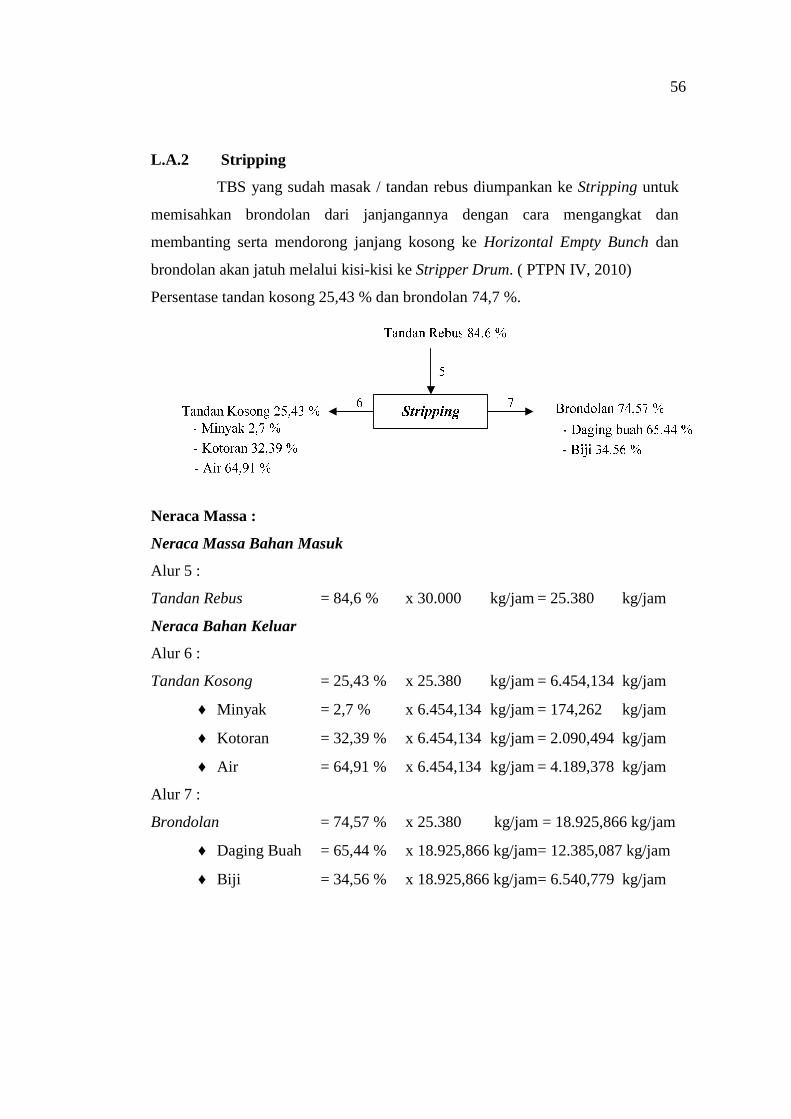
56
L.A.2 Stripping
TBS yang sudah masak / tandan rebus diumpankan ke Stripping untuk
memisahkan brondolan dari janjangannya dengan cara mengangkat dan
membanting serta mendorong janjang kosong ke Horizontal Empty Bunch dan
brondolan akan jatuh melalui kisi-kisi ke Stripper Drum. ( PTPN IV, 2010)
Persentase tandan kosong 25,43 % dan brondolan 74,7 %.
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 5 :
Tandan Rebus = 84,6 % x 30.000 kg/jam = 25.380 kg/jam
Neraca Bahan Keluar
Alur 6 :
Tandan Kosong = 25,43 % x 25.380 kg/jam = 6.454,134 kg/jam
♦ Minyak = 2,7 % x 6.454,134 kg/jam = 174,262 kg/jam
♦ Kotoran = 32,39 % x 6.454,134 kg/jam = 2.090,494 kg/jam
♦ Air = 64,91 % x 6.454,134 kg/jam = 4.189,378 kg/jam
Alur 7 :
Brondolan = 74,57 % x 25.380 kg/jam = 18.925,866 kg/jam
♦ Daging Buah = 65,44 % x 18.925,866 kg/jam= 12.385,087 kg/jam
♦ Biji = 34,56 % x 18.925,866 kg/jam= 6.540,779 kg/jam
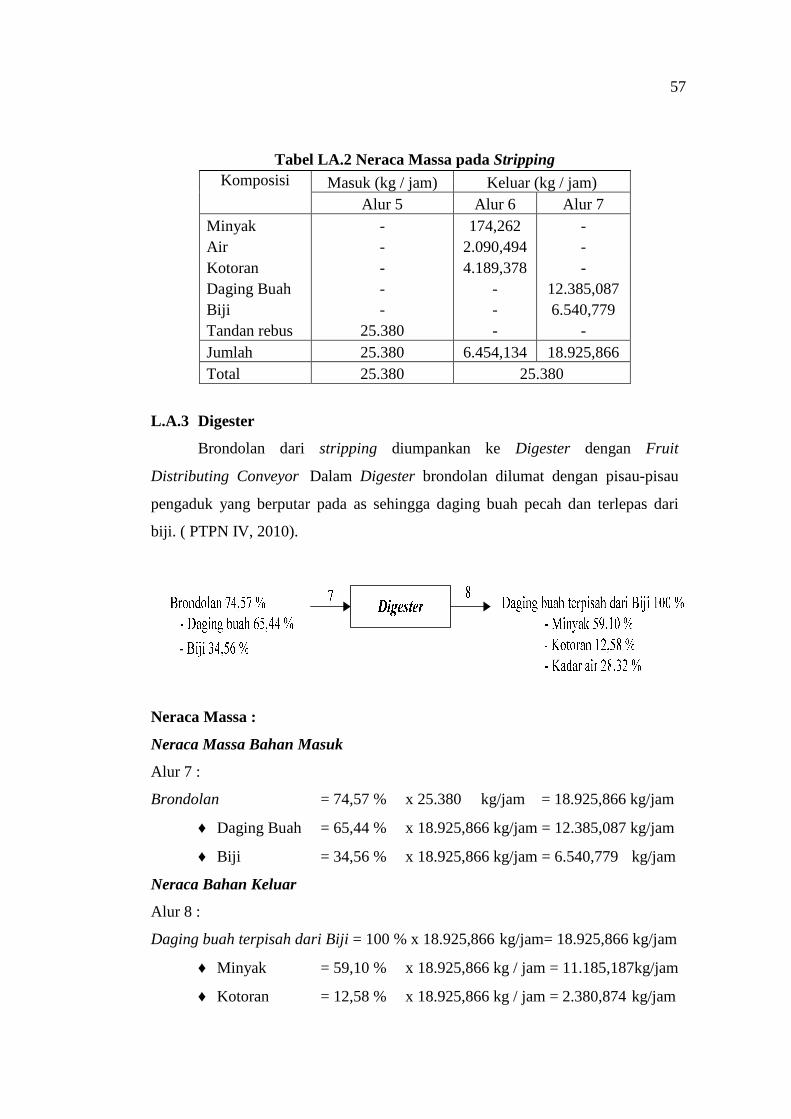
57
Tabel LA.2 Neraca Massa pada Stripping
Masuk (kg / jam) Keluar (kg / jam) Komposisi
Alur 5 Alur 6 Alur 7 Minyak - 174,262 - Air - 2.090,494 - Kotoran - 4.189,378 - Daging Buah - - 12.385,087 Biji - - 6.540,779 Tandan rebus 25.380 - - Jumlah 25.380 6.454,134 18.925,866 Total 25.380 25.380
L.A.3 Digester
Brondolan dari stripping diumpankan ke Digester dengan Fruit
Distributing Conveyor. Dalam Digester brondolan dilumat dengan pisau-pisau
pengaduk yang berputar pada as sehingga daging buah pecah dan terlepas dari
biji. ( PTPN IV, 2010).
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 7 :
Brondolan = 74,57 % x 25.380 kg/jam = 18.925,866 kg/jam
♦ Daging Buah = 65,44 % x 18.925,866 kg/jam = 12.385,087 kg/jam
♦ Biji = 34,56 % x 18.925,866 kg/jam = 6.540,779 kg/jam
Neraca Bahan Keluar
Alur 8 :
Daging buah terpisah dari Biji = 100 % x 18.925,866 kg/jam= 18.925,866 kg/jam
♦ Minyak = 59,10 % x 18.925,866 kg / jam = 11.185,187kg/jam
♦ Kotoran = 12,58 % x 18.925,866 kg / jam = 2.380,874 kg/jam

58
♦ Air = 28,32 % x 18.925,866 kg / jam = 5.359,805 kg/jam
Tabel LA.3 Neraca Massa pada Digester Masuk (kg / jam) Keluar (kg / jam)
Komposisi Alur 7 Alur 8
Minyak - 11.185,187 Air - 5.359,805 Kotoran - 2.380,874 Daging buah 12.385,087 - Biji 6.540,779 - Jumlah 18.925,866 18.925,866 Total 18.925,866 18.925,866
L.A.4 Pressing
Massa yang keluar dari Digester di umpankan ke dalam alat pengempa /
Screw Press melalui Chute. Oleh tekanan Screw yang ditahan oleh Cone, daging
buah diperas sehingga melalui lubang-lubang seicher minyak dipisahkan dari
serabut dan biji.Dengan penambahan air panas ± 20 % dari jumlah massa yang
akan di press. Hasil pressan minyak kasar 50,1 % dan ampas press 49,9 %.

59
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 8 :
Daging buah terpisah dari Biji = 100 % x 18.925,866 kg/jam =18.925,866 kg/jam
♦ Minyak = 59,10 % x 18.925,866 kg/jam =11.185,187 kg/jam
♦ Kotoran = 12,58 % x 18.925,866 kg/jam = 2.380,874 kg/jam
♦ Air = 28,32 % x 18.925,866 kg/jam = 5.359,805 kg/jam
Alur 9 :
F9 Air = 20 % x 18.925,866 kg/jam =3.785,1732 kg/jam
Neraca Bahan Keluar
Jumlah umpan masuk = F8 + F9 = (18.925,866 + 3.785,1732 ) kg/jam
= 22.711,0392 kg/jam
Alur 10 :
F10 = 49,9 % x 22.711,0392 kg/jam =11.332,809 kg/jam
♦ Minyak = 3,53 % x 11.332,809 kg/jam = 400,05 kg/jam
♦ Kotoran = 62,13 % x 11.332,809 kg/jam =7.041,072 kg/jam
♦ Air = 34,34 % x 11.332,809 kg/jam = 3.891,687 kg/jam
Alur 11
F11 = 50,1 % x 22.711,0392 kg/jam =11.378,2302kg/jam
♦ Minyak = 55,57 % x 11.378,2302 kg/jam = 6.322,883 kg/jam
♦ Kotoran = 23,63 % x 11.378,2302 kg/jam = 2.688,676 kg/jam
♦ Air = 18,66 % x 11.378,2302 kg/jam = 2.123,1778 kg/jam
♦ ALB = 2,14 % x 11.378,2302 kg/jam = 243,4934 kg/jam

60
Tabel LA.4 Neraca Massa pada Pressing Masuk (kg / jam) Keluar (kg / jam)
Komposisi Alur 8 Alur 9 Alur 10 Alur 11
Minyak 11.185,187 - 400,05 6.322,883 Air 5.359,805 3.785,1732 3.891,687 2.123,1778 Kotoran 2.380,874 - 7.041,072 2.688,676 ALB - - - 243,4934 Jumlah 18.925,866 3,785.1732 11.332,809 11.378,2302 Total 22.711,0392 22.711,0392
L.A.5 Depericarper
Ampas beserta biji yang keluar dari presan dialirkan ke Depericarper
dengan menggunakan cake breaker conveyor (CBC) untuk memisahkan ampas
dengan biji. Komposisi ampas 57,3 % dan biji 42,7 %.
Depericarper
10
F = 11332,809 kg / jam10
13 13F = 42,7 % F10
- Biji 88 %
- Inti 3,25 %
- Ampas 8,75 %
12
- Biji 2 %
- Inti 3 %
- Ampas 95 %
F = 57,3 %12
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 10 :
F10 = 49,9 % x 22.711,0392 kg/jam = 11.332,809 kg/jam
♦ Minyak = 3,53 % x 11.332,809 kg /jam = 400,05 kg/jam
♦ Kotoran = 62,13 % x 11.332,809 kg / jam = 7.041,072 kg/jam
♦ Air = 34,34 % x 11.332,809 kg / jam = 3.891,687 kg/jam
Neraca Bahan Keluar
Alur 12
F12 = 57,3 % x 11.332,809 kg/jam = 6.493,6996 kg/jam

61
♦ Biji = 2 % x 6.493,6996 kg/jam = 129,874 kg/jam
♦ Inti = 3 % x 6.493,6996 kg/jam = 194,811 kg/jam
♦ Ampas = 95 % x 6.493,6996 kg/jam = 6169,0146 kg/jam
Alur 13
F13 = 42,7 % x 11.332,809 kg/jam = 4.839,1094 kg/jam
♦ Biji = 88 % x 4.839,1094 kg/jam = 4.258,4163 kg/jam
♦ Inti = 3,25 % x 4.839,1094 kg/jam = 157,271 kg/jam
♦ Ampas = 8,75 % x 4.839,1094 kg / jam = 423,4221kg/jam
Tabel LA.5 Neraca Massa pada Depericarper Masuk (kg / jam) Keluar (kg / jam)
Komposisi Alur 10 Alur 12 Alur 13
Minyak 400,05 - - Air 3891,687 - - Kotoran 7041,072 - - Biji - 129,874 4258,4163 Inti - 194,811 157,271 Ampas - 6.169,0146 423,4221 Jumlah 11.332,809 6.493,6996 4.839,1094 Total 11.332,809 11.332,809
L.A.6 Destroner
Biji yang dari Depericarper masuk ke polishing drum untuk dialirkan ke
destroner. Disi kembali terjadi pemisahan antara biji dan ampas. Komposisi
ampas 8 % dan biji 92 %.
62
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 13
F13 = 42,7 % x 11.332,809 kg/jam = 4.839,1094 kg/jam
♦ Biji = 88 % x 4.839,1094 kg/jam = 4.258,4163 kg/jam
♦ Inti = 3,25 % x 4.839,1094 kg/jam = 157,271 kg/jam
♦ Ampas = 8,75 % x 4.839,1094 kg/jam = 423,4221 kg/jam
Neraca Bahan Keluar
Alur 14
F14 = 8 % x 4.839,1094 kg/jam = 387,128752 kg/jam
♦ Inti = 1,8 % x 387,124752 kg/jam = 6,96832 kg/jam
♦ Ampas = 98,2 % x 387,124752 kg/jam = 380,160432 kg/jam
Alur 15
F15 = 92 % x 4.839,1094 kg/jam =4.451,980648kg/jam
♦ Biji = 91 % x 4.451,980648 kg/jam = 4.051,3024 kg/jam
♦ Inti = 6,12 % x 4.451,980648 kg/jam= 272,46122 kg/jam
♦ Ampas = 2,88 % x 4.451,980648 kg/jam= 128,217028 kg/jam
Tabel LA.6 Neraca Massa pada Destroner
Masuk (kg / jam) Keluar (kg / jam) Komposisi
Alur 13 Alur 14 Alur 15 Biji 4258,4163 - 4051,3024 Inti 157,271 6,96832 272,46122 Ampas 423,4221 380,160432 128,217028 Jumlah 4.839,1094 387,128752 4.451,980648 Total 4.839,1094 4.839,1094
L.A.7 Ripple Mill
Setelah terjadi pemisahan antara biji dan ampas maka harus dipecah
untuk mendapatkan inti dan cangkang dengan menggunakan Ripple Mill cara
menjepit biji. Biji kelapa sawit yang telah dipecah memiliki komposisi produk
cangkang 37,32 %, inti 61,88 % dan ampas 0,8 %.

63
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 15
F15 = 92 % x 4.839,1094 kg/jam = 4.451,980648kg/jam
♦ Biji = 91 % x 4.451,980648 kg/jam = 4.051,3024 kg/jam
♦ Inti = 6,12 % x 4.451,980648 kg/jam = 272,46122 kg/jam
♦ Ampas = 2,88 % x 4.451,980648 kg / jam= 128,217028 kg/jam
Neraca Bahan Keluar
Alur 16
F16 = 100 % x 4.839,1094 kg/jam = 4.451,980648 kg/jam
♦ Inti = 61,88 % x 4.451,980648 kg/jam = 2754,88563kg/jam
♦ Cangkang = 37,32 % x 4.451,980648 kg/jam = 1661,4792 kg/jam
♦ Ampas = 0,8 % x 4.451,980648 kg/jam = 422,74077 kg/jam
Tabel L.A.7 Neraca Massa pada Ripple Mill
Masuk (kg / jam) Keluar (kg / jam)
Komposisi Alur 15 Alur 16
Biji 4.051,3024 - Inti 272,46122 2754,88563 Ampas 128,217028 422,74077 Cangkang - 1661,4792 Jumlah 4.451,980648 4.451,980648 Total 4.451,980648 4.451,980648

64
L.A.8 Hydrocyclone
Campuran pecahan yang keluar dari Ripple Mill dimasukkan kedalam
hydrocyclone. Didalam hydrocyclone terjadi pemisahan inti dan cangkang
berdasarkan perbedaan berat jenis (gravitasi). Inti kernel akan naik ke atas
sedangkan cangkang akan turun ke bagian bawah.
Hydrocyclone
17
20
1918
F = 4451,980648 kg / jam 16
- Inti 61,88 %
- Cangkang 37,32%
- Ampas 0,8 %
F = 20 % Air17
F = F 18
Air 20 %
17
16
19F = 44,02 % F16
- Cangkang 97,75 %
- Inti 0,97 %
- Air 1,28 %
20F = 55,98 % F
- Inti 88,86 %
- Cangkang 1,2 %
- Air 9,94 %
16
Neraca Massa :
Neraca Massa Bahan Masuk
Alur 16
F16 = 100 % x 4.839,1094 kg/jam = 4.451,980648 kg/jam
♦ Inti = 61,88 % x 4.451,980648 kg/jam = 2754,88563 kg/jam
♦ Cangkang = 37,32 % x 4.451,980648 kg/jam = 1661,4792 kg/jam
♦ Ampas = 0,8 % x 4.451,980648 kg/jam = 422,74077 kg/jam
Alur 17
F17 = 20 % x 4.451,980648 kg/jam = 890,39613 kg/jam
Neraca Bahan Keluar
Alur 18
F18 = F17 = 890,39613 kg/jam
Alur 19
F19 = 44,02 % x 4.451,980648 kg/jam = 1959,762 kg/jam
♦ Cangkang = 97,75 % x 1959,762 kg/jam = 1915,6674 kg/jam

65
♦ Inti = 0,97 % x 1959,762 kg/jam = 19,001 kg/jam
♦ Air = 1,28 % x 1959,762 kg/jam = 25,0936 kg/jam
Alur 20
F20 = 55,98 % x 4.451,980648 kg/jam = 2492,218648kg/ jam
♦ Cangkang = 1,2 % x 2492,218648 kg/jam = 29,906614 kg/jam
♦ Inti = 88,86 %x 2492,218648 kg/jam = 2214,5855 kg/jam
♦ Air = 9,94 % x 2492,218648kg/jam = 247,726534 kg/jam
Tabel LA.9 Neraca Massa pada Hydrocyclone
Masuk (kg / jam) Keluar (kg / jam) Komposisi
Alur 16 Alur 17 Alur 18 Alur 19 Alur 20
Cangkang 1.661,4792 - - 1915,6674 29,906614
Inti 2.754,88563 - - 19,001 2.214,5855
Air - 890,39613 890,39613 25,0936 247,726534
Ampas 422,74077 - - - -
Jumlah 4.451,980648 890,39613 890,39613 1.959,762 2.492,218648
Total 5.342,376778 5.342,376778

66
Gambar L.A.9 Diagram Alir Neraca Massa
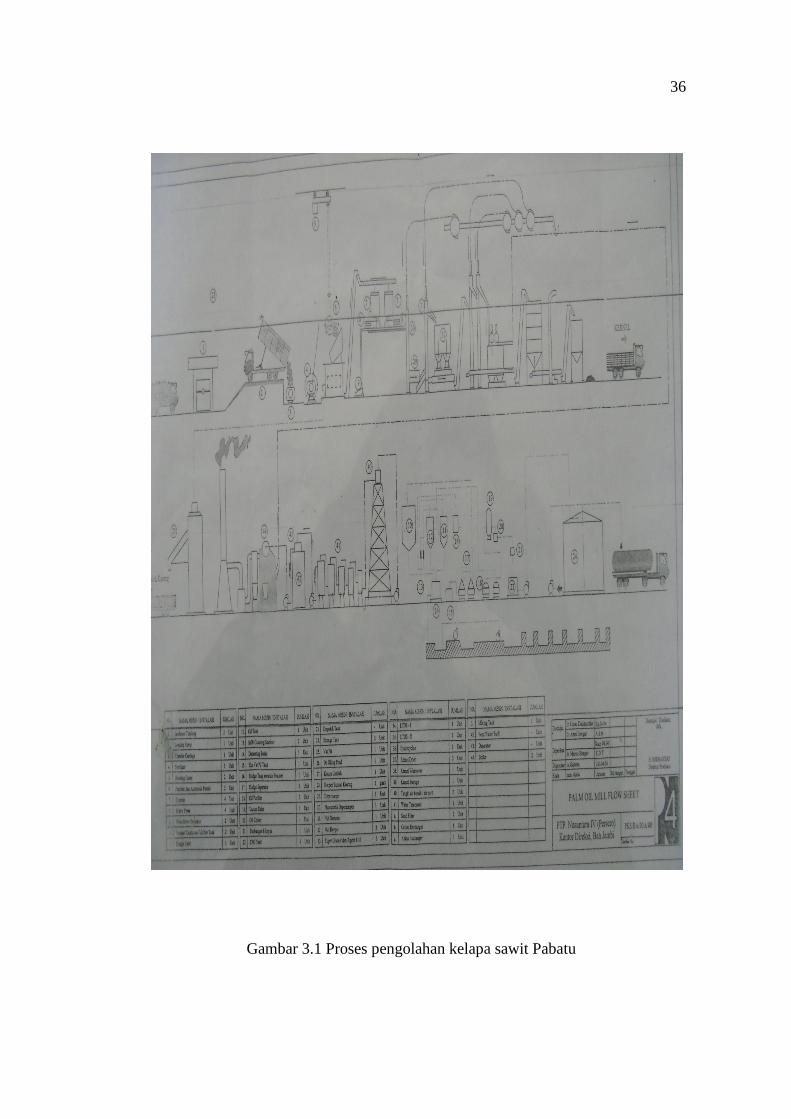
36
Gambar 3.1 Proses pengolahan kelapa sawit Pabatu











![[Kelapa Sawit] Profil Komoditi Kelapa Sawit](https://static.fdokumen.com/doc/165x107/5571fa8a4979599169927503/kelapa-sawit-profil-komoditi-kelapa-sawit.jpg)







