0-Baguskeragaan Dan Sistem Penunjang Keputusan
228
KERAGAAN DAN SISTEM PENUNJANG KEPUTUSAN PENGENDALIAN PROSES PRODUKSI GULA KRISTAL DI PT. RAJAWALI II UNIT PABRIK GULA JATITUJUH- MAJALENGKA Oleh: ANNASTIA LOHJAYANTI F34102072 2007 FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR BOGOR
-
Upload
pelita-hidup -
Category
Documents
-
view
194 -
download
22
Transcript of 0-Baguskeragaan Dan Sistem Penunjang Keputusan

KERAGAAN DAN SISTEM PENUNJANG KEPUTUSAN
PENGENDALIAN PROSES PRODUKSI GULA KRISTAL DI
PT. RAJAWALI II UNIT PABRIK GULA JATITUJUH-
MAJALENGKA
Oleh:
ANNASTIA LOHJAYANTI
F34102072
2007
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR

KERAGAAN DAN SISTEM PENUNJANG KEPUTUSAN
PENGENDALIAN PROSES PRODUKSI GULA KRISTAL DI
PT. RAJAWALI II UNIT PABRIK GULA JATITUJUH-
MAJALENGKA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
ANNASTIA LOHJAYANTI
F34102072
2007
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR

Annastia Lohjayanti. F34102072. Keragaan dan Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal di PT. Rajawali II Unit Pabrik Gula Jati Tujuh-Majalengka. Di bawah bimbingan Bapak Marimin dan Bapak Andes Ismayana. 2007.
RINGKASAN
Keberadaan industri gula di Indonesia memegang peranan penting bagi masyarakat Indonesia dan sektor industri lainnya karena gula merupakan salah satu komponen penting yang diperlukan bagi tubuh manusia, dan juga diperlukan sebagai bahan baku bagi industri lain seperti makanan serta industri pengolahan dan pengawetan makanan. Kebutuhan gula terus meningkat dari tahun ke tahun seiring dengan pertambahan jumlah penduduk dan peningkatan kesejahteraan masyarakat. Pada tahun 2001, impor gula mencapai 1,5 juta ton atau sekitar 50 persen dari kebutuhan dalam negeri. Harga impor yang relatif murah telah mempersulit posisi sebagian besar pabrik gula (PG) atau firms untuk bertahan dalam Industri Gula Nasional (IGN).
Masalah utama dari industri gula adalah adanya inefisiensi dari industri gula, yaitu pertama adalah pabrik-pabrik gula sudah mengalami masa yang aus dan mesin-mesinnya sudah tua. Kedua, kinerja dari pabrik itu juga rendah dan tidak cukup baik. Ketiga, dari sisi organisasi BUMN yang relatif lamban kinerjanya, tidak ada inovasi manajemen dan inovasi produksi yang makin baik. Oleh karena itu penelitian ini dilakukan untuk mengidentifikasi faktor-faktor apa saja yang berpengaruh terhadap kelancaran dan efisiensi proses produksi yang akan berpengaruh terhadap kualitas produk akhir serta stasiun proses mana dalam kegiatan produksi gula tersebut yang potensial untuk dikendalikan. Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal ini dirancang dan dikembangkan di PT Pabrik Gula Jatujuh dalam suatu paket program komputer. Sistem yang dirancang untuk para stake holder dalam industri gula ini dikembangkan dengan nama SWEETCON.PROSION.
Paket program SWEETCON.PROSION tersusun atas 4 bagian utama, yaitu Sistem Pengolahan Terpusat, Sistem Manajemen Basis Data, Sistem Manajemen Basis Model, dan Sistem Manajemen Basis Dialog. SWEETCON.PROSION terdiri dari empat model, yaitu model komponen kritis proses, model kemampuan proses, model efisiensi proses produksi, dan model SPK pengendalian proses produksi.
Perhitungan kemampuan proses dengan menggunakan deviasi maksimal sebesar ±10 persen dan diverifikasi dari data Pabrik Gula Jati Tujuh, didapatkan deviasi stasiun gilingan sebesar 1,53 persen, pemurnian sebesar 8,40 persen, penguapan sebesar 0 persen, kristalisasi sebesar 0 persen, dan putaran sebesar 6,26 persen. Hasil tersebut menunjukkan kinerja masing-masing tahapan proses sudah baik dan dalam keadaan terkendali. Model komponen kritis mempunyai keluaran yaitu mesin gilingan yang merupakan komponen paling kritis dengan nilai ECR yang di dapat sebesar 81,49 persen, kemudian mesin penguapan 79,69 persen, mesin kristalisasi 76,59 persen, mesin pemurnian 75,79 persen, dan mesin putaran dengan nilai ECR sebesar 72,64 persen.

Model efisiensi memiliki keluaran efisiensi absolut dan relatif. Pengukuran efisiensi relatif menggunakan metode DEA (Data Envelopment Analisys). Keluaran yang dihasilkan oleh model efisiensi relatif per indikator didapatkan indikator siklus energi (43,45 persen) dan lingkungan produk akhir (57,97 persen) tidak efisien secara relatif sedangkan indikator siklus bahan baku, pengoperasian peralatan statis, dan masukan telah efisien secara relatif dengan nilai efisiensi sebesar 100 persen. Perhitungan efisiensi absolut menunjukkan bahwa siklus bahan baku dan pengoperasian peralatan statis sudah memiliki tingkat efisiensi teknis yang baik karena mendekati 100 persen, yaitu masing-masing bernilai 95,56 persen dan 89,67 persen, sedangkan siklus energi, lingkungan produk akhir dan masukan tidak efisien secara teknis dengan nilai efisiensi teknis masing-masing sebesar 41,52 persen, 31,90 persen, dan 43,24 persen. Begitu pula dengan perhitungan efisiensi ekonomis didapatkan efisiensi siklus bahan baku dan pengoperasian peralatan statis telah efisien dengan masing-masing nilai sebesar 100 persen dan 99,91 persen, sedangkan siklus energi, lingkungan produk akhir dan masukan tidak efisien dengan nilai efisiensi masing-masing sebesar 0 persen, 27,24 persen, dan 0 persen.
Penyusunan hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal dengan menggunakan metode AHP (Analitical Hierarchy Process) didapatkan bahwa faktor yang mempengaruhi terkendalinya suatu proses produksi gula kristal antara lain mesin dan peralatan (0,306), kemampuan proses (0,291), SDM (0,179), manajemen (0,129), dan faktor eksternal (0,095). Nilai kepentingan mesin dan peralatan dilihat dari nilai ECR masing-masing peralatan (model komponen kritis) dan nilai kepentingan kemampuan proses dilihat dari keluaran model kemampuan proses, sedangkan untuk pembobotan faktor SDM, manajemen, dan eksternal dilakukan oleh pakar yang berkompeten di bidang pergulaan. Hasil pembobotan menunjukkan bahwa stasiun gilingan (0,308) merupakan tahapan proses yang paling kritis sehingga hendaknya para pengambil keputusan dalam proses produksi gula lebih meningkatkan pengawasan dan melakukan tindakan pengendalian pada stasiun gilingan, kemudian stasiun pemurnian (0,239), penguapan (0,216), masakan (0,148), dan putaran (0,089). Salah satu tindakan pencegahan yang dapat dilakukan oleh perusahaan pada stasiun gilingan adalah memperhatikan kualitas bahan baku yang akan masuk proses dan melakukan kegiatan perawatan dan perbaikan mesin gilingan yang lebih baik.
Kata kunci : gula, pengendalian proses, kemampuan proses, efisiensi,
Equipment Critically Rating, Analitical Hierarchy Proses, Data Envelopment Analysis.

Annastia Lohjayanti. F34102072. Performance and Decision Support System of Sugarcane Process Control in PT. Rajawali II Unit Pabrik Gula Jatitujuh-Majalengka. Under supervision of Marimin and Andes Ismayana. 2007.
SUMMARY
Sugarcane industry is the one of the most important for Indonesian people and other industrial because of sugar is one of the most important thing for human needed, and also used as part material for other industrial such as foods, and food processing and preservation industry. Needs of sugar is increasing every year together with rise of people growth. In 2001, sugar impor reach 1,5 million tons sugar or about 50 percent of all domestic consumption. High level of import and low international sugar price had been causing position of most sugar manufacture or firms is difficult to survive on national sugarcane industrial.
Main problem in sugar industrial is inefficiency of canesugar industry itself, caused by the machines and equipments getting old and unreliable. The second is performance of sugarcane manufacte is low, and the third is BUMN performs so slowly and there is no better production management innovation. Based on that situation, this research’s objections are to evaluate and measuring capability in each step of process, identify critical component points on sugarcane processing production efficiency measurement in PG Jatitujuh, and formulating and gives decision support system recommendation of sugarcane production control. This decision support system named SWEETCON.PROSION is designed for sugar manufacturing stake holders and developed to give convenience of monitoring process production and choose which process have to controlled, also helps installation manager to arrange maintenance schedule.
SWEETCON.PROSION program package consist of four main models are model base management system, database management system, and dialogue management system that integrated on central processing system. Model base management system on SWEETCON.PROSION was developed with Microsoft Visual Basic 6.0 which consist of process performance data, equipment weight and criteria data, technical data input, technical data output, economical data input, econimical data output, and process control weight and criteria data.
Process performance measurement using deviation limit ±10 percent and verificated with primary data of PG Jatitujuh, then the result is deviation of milling station is 1,53 percent; purification (8,40 percent); evaporation (0 percent); cristallisation (0 percent) and sentrifugation (6,26 percent). It shows that each station performs good and under controlled. Output of critical component model is machines of which station most critical and analized by ECR (Equipment Critically Rating) methods. The result is milling station as the most critical component by the value 81,49; followed by evaporation (79,69); cristallisation (76,59); purification (75,80); and sentrifugation (72,64).
Efficiency model has output are absolute and relative efficiency. The measurement using DEA (Data Envelopment Analysis) methods which the output shows that energy cycle efficiency (43,45 percent) and final product environment

efficiency (57,97 percent) is inefficient relatively, but material cycle efficiency, equipment static operating efficiency, and input is efficient relatively (100 percent). Analysis of absolute efficiency shows that material cycle efficiency and equipment static operating efficiencyin good efficiency technically by each value is 95,56 percent and 89,67 percent, but energy cycle efficiency (41,52 percent), product environment efficiency (31,90 percent) and input efficiency (43,24 percent) is not efficient. Same result for economical absolute efficiency which material cycle efficiency (100 percent) and equipment static operating efficiency (99,91 percent) in good efficiency, but energy cycle efficiency (0 percent), product environment efficiency (27,24 percent) and input efficiency (0 percent) is not efficient.
Decision support system of sugarcane process control developed using AHP (Analitical Hierarchy Process) and shows that sugarcane processing affect by factors are equipment (0,306), process performance (0,291), human resource development (0,179), management (0,129), and externally factors (0,095). Weight value given by the expert persons for the hierarchy shows that milling station (0,308) is the most critical step base on the biggest weight it got, so that stake holders need to give more attention and making decision to control the milling station, followed by purification (0,239); evaporation (0,216), crystallisation (0,148), and the last is sentrifugation (0,089).
Keywords : sugarcane, process control, process capability, EquipmentCritically Rating, Analitical Hierarchy Process, Data Envelopment Analysis.

INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN
KERAGAAN DAN SISTEM PENUNJANG KEPUTUSAN
PENGENDALIAN PROSES PRODUKSI GULA KRISTAL DI
PT. RAJAWALI II UNIT PABRIK GULA JATITUJUH-
MAJALENGKA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
ANNASTIA LOHJAYANTI
F34102072
Dilahirkan pada tanggal 16 Oktober 1984
Di Banyuwangi
Tanggal Lulus : 1 Februari 2007
Disetujui,
Bogor, Februari 2007
Prof. Dr. Ir Marimin, MSc
Dosen Pembimbing I
Ir. Andes Ismayana, MT
Dosen Pembimbing II
SURAT PERNYATAAN
Saya menyatakan dengan sebenar-benarnya bahwa skripsi dengan judul :
“Keragaan dan Sistem Penunjang Keputusan Pengendalian Proses Produksi
Gula Kristal di PT. Rajawali II Unit Pabrik Gula Jatitujuh-Majalengka”
Adalah hasil karya asli sendiri, dengan arahan dosen pembimbing akademik,
kecuali yang dengan jelas ditunjukkan rujukannya.
Bogor, 1 Februari 2007
Yang Membuat Pernyataan,
Annastia Lohjayanti
F34102072
RIWAYAT HIDUP
Penulis dilahirkan di Banyuwangi pada tanggal 16
Oktober 1984 dari ayah yang bernama Soewarno dan ibu
yang bernama Dwi Karsi Ridarwati, sebagai anak kedua dari
tiga bersaudara. Dunia pendidikan pertama kali ditempuh
pada tahun 1990 di SD Negeri Kapatihan I Banyuwangi dan
tamat pada tahun 1996, kemudian dilanjutkan ke SLTP
Negeri 1 Banyuwangi dan lulus pada tahun 1999. Tahun
1999-2000, penulis melanjutkan pendidikan ke sekolah menengah umum yaitu
SMU Negeri 1 Glagah Banyuwangi. Tahun 2002 setelah menamatkan pendidikan
SMU, penulis berkesempatan untuk melanjutkan pendidikan S1 melalui jalur
USMI (Undangan Seleksi Masuk IPB) pada Departemen Teknologi Industri
Pertanian, Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Selama masa sekolah menengah pertama, penulis aktif dalam kegiatan
pramuka SLTP Negeri 1 Banyuwangi dan menjadi Sekretaris pada Organisasi
Siswa Intra Sekolah (OSIS), sedangkan pada sekolah menengah umum, penulis
aktif dalam Organisasi Siswa Intra Sekolah sebagai sekretaris pada SMU Negeri 1
Glagah Banyuwangi. Selama perkuliahan di IPB, penulis aktif dalam himpunan
profesi yaitu HIMALOGIN (Himpunan Mahasiswa Teknologi Industri Pertanian)
sebagai pengurus biro Infokom pada periode kepengurusan 2003-2004.
Penulis seringkali mengikuti seminar dan pelatihan, seperti Stadium
General Success Story Alumni Teknologi Industri Pertanian tahun 2003, seminar
Total Quality Management (An Introduction and Application to Total Quality
Management ) pada tahun 2004, seminar plus Linux Diskless System + Internet
Murah pada tahun 2004, seminar Six Sigma (Sig Sigma Application in Bussiness
Strategy) pada tahun 2005, seminar dan pelatihan PR Professional pada tahun
2005.
Pada masa perkuliahan, penulis melakukan praktek lapangan di PT.
Rajawali I Unit Pabrik Gula Krebet Baru II Bululawang, Malang pada tahun 2005

dengan topik “Aspek Manajemen Kualitas (Quality Control dan Quality
Assurance) di PT. Pabrik Gula Krebet Baru II Bululawang-Malang”.
KATA PENGANTAR
Puji syukur Alhamdullillah, penulis haturkan kehadirat Allah SWT, atas
limpahan berkah dan rahmat-Nya sehingga penulis dapat menyelesaikan skripsi
yang berjudul “Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula
Kristal Di PT. Rajawali II Unit Pabrik Gula Jatitujuh-Majalengka”. Skripsi ini
merupakan salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
Institut Pertanian Bogor yang disusun berdasarkan hasil penelitian yang
dilaksanakan pada bulan Juli sampai September 2006.
Selama melaksanakan penelitian dan penyusunan skripsi ini, banyak pihak
yang telah ikut membantu hingga laporan ini dapat terselesaikan. Pada
kesempatan ini penulis ingin mengucapkan rasa terima kasih dan penghargaan
kepada :
1. Prof. Dr. Ir. Marimin, M.Sc., selaku Dosen Pembimbing Akademik I dan
Ir. Andes Ismayana, MT selaku Dosen Pembimbing Akademik II yang
telah memberikan bimbingan dan pengarahan kepada penulis dalam
penyelesaian skripsi.
2. Dr. Ir. Nastiti Siswi Indrasti selaku dosen penguji, atas masukan yang telah
diberikan dalam penyempurnaan skripsi.
3. Bapak Suyudhi, Budi Hariyanto, MT, Metrika Sarmadan atas bantuan dan
bimbingannya selama penulis melakukan penelitian di PT. Pabrik Gula
Jati Tujuh-Majalengka, Bapak Hadi dan seluruh staff dan karyawan PG
Jati Tujuh atas bantuan dan kerjasamanya.
4. Ibundaku tercinta Dwi Karsi Ridarwati dan Papa Soewarno sumber
inspirasi dan semangatku yang tiada henti mencurahkan doa, perhatian,
kasih sayang, bimbingan dan semua yang terbaik bagi penulis baik selama
penelitian maupun dalam keseharian.
5. Kakakku Hayuningtyas M dan De’ Aini Suri tercinta yang selalu menjadi
saudara sekandung, sahabat, motivator, dan reminder terbaik yang
kumiliki.

6. Mas “Aan” Suliyantono “Joko” atas semangat, perhatian dan kasih
sayangnya baik sebelum, selama, dan sesudah penulis menyusun skripsi.
7. Keluarga keduaku: Ma’ku Nita + Abang Billy, Adinda Nia Agustina, and
all PURI 9-ers (Genta, Amie, Wulan, Ajenk, Indri, Esy, Memey, Dina,
Suci, Liza, Dyu, Tamie, Ijul). Makasih banget buat kecerewetannya.
8. Juwi buat bantuan bimbingannya`dan semangatnya, Lutfi,` Eny dan Indra
‘Monyonk’ sebagai teman seperjuangan.
9. Arin ‘Si Jack’ buat kebersamaan, kegilaan, penderitaan, dan semuanya
dari awal menginjakkan kaki di IPB hingga SKL ditangan.
10. Fifi dan Parlan sebagai teman seperjuangan PL di PG Krebet Baru (Don’t
ever forget it, Guys;)).
11. Candra, Fariz, Nyit-nyit buat persahabatan, keceriaan dan segala
bantuannya selama ini serta semua teman-teman TIN 39 atas kebersamaan,
persahabatan, dorongan dan kerjasamanya.
12. Mba’ Wina dan Mba’ Desi Jatitujuh atas bantuan tempat tinggal dan
akomodasinya.
13. Seluruh teman dan pihak yang telah membantu dan memberikan semangat
kepada penulis dalam pelaksanaan penelitian dan penyelesaian skripsi ini.
Kritik dan saran sangat diharapkan guna perbaikan skripsi ini. Semoga
skripsi ini dapat berguna bagi semua pihak yang membutuhkan.
Bogor, Februari 2007
Penulis

DAFTAR ISI
Halaman DAFTAR ISI .....................................................................................................
DAFTAR TABEL .............................................................................................
DAFTAR GAMBAR .........................................................................................
DAFTAR LAMPIRAN .....................................................................................
I. PENDAHULUAN ................................................................................... A. LATAR BELAKANG ....................................................................... B. TUJUAN ............................................................................................ C. RUANG LINGKUP .......................................................................... D. OUTPUT DAN MANFAAT .............................................................
II. TINJAUAN PUSTAKA ..........................................................................
A. TANAMAN TEBU (Saccharum officinarum L.) .............................. B. PROSES PENGOLAHAN GULA KRISTAL .................................. C. KOMPONEN KRITIS PROSES ....................................................... D. SISTEM PENUNJANG KEPUTUSAN ............................................ E. EFISIENSI PROSES PRODUKSI .................................................... F. DATA ENVELOPMENT ANALYSIS (DEA) ...................................... G. ANALITICAL HIERARCHY PROCESS (AHP) ................................. H. PENELITIAN TERDAHULU ..........................................................
III. METODOLOGI PENELITIAN ..............................................................
A. KERANGKA PEMIKIRAN ............................................................. B. PENDEKATAN SISTEM .................................................................
1. Analisis Kebutuhan ..................................................................... 2. Formulasi Permasalahan .............................................................. 3. Identifikasi Sistem .......................................................................
C. TATA LAKSANA ........................................................................... 1. Sumber dan Cara Pengumpulan Data .......................................... 2. Pengolahan Data .......................................................................... 3. Perancangan Sistem ..................................................................... 4. Implementasi dan Verifikasi ........................................................
IV. GAMBARAN UMUM PERUSAHAAN ................................................
A. SEJARAH DAN PERKEMBANGAN PERUSAHAAN .................. B. STRUKTUR ORGANISASI DAN KETENAGAKERJAAN........... C. PRODUK DAN TEKNOLOGI PROSES ......................................... D. SARANA DAN PRASARANA PRODUKSI GULA KRISTAL
PUTIH ...............................................................................................
vi
viii
x
xi
1 1 3 3 4
5
6 7
11 16 17 24 27 29
31
31 33 35 36 36 37 37 38 46 47
48
48 48 50
53

V. PEMODELAN SISTEM .........................................................................
A. KONFIGURASI MODEL ................................................................. B. RANCANGAN GLOBAL SISTEM ................................................. C. KERANGKA MODEL .....................................................................
1. Sistem Manajemen Terpusat ....................................................... 2. Sistem Manajemen Basis Data .................................................... 3. Sistem Manajemen Basis Model ................................................. 4. Sistem Manajemen Basis Dialog .................................................
D. IMPLEMENTASI SISTEM .............................................................. E. VERIFIKASI DAN VALIDASI SISTEM ........................................
VI. HASIL DAN PEMBAHASAN .........................................................
A. PENGUKURAN KEMAMPUAN (KINERJA) PROSES PRODUKSI ......................................................................................
B. PENENTUAN KOMPONEN KRITIS PENDUKUNG PROSES .... C. PENGUKURAN EFISIENSI PRODUKSI ....................................... D. PENYUSUNAN HIRARKI SISTEM PENUNJANG
KEPUTUSAN PENGENDALIAN PROSES PRODUKSI GULA KRISTAL ..........................................................................................
E. IMPLIKASI MANAJERIAL ............................................................
VII. KESIMPULAN DAN SARAN ...............................................................
A. KESIMPULAN ................................................................................. B. SARAN ..............................................................................................
DAFTAR PUSTAKA ........................................................................................
LAMPIRAN ......................................................................................................
58
58 61 64 64 64 66 68 68 72
75
75 84 90
107 119
122
122 123 125
127

DAFTAR TABEL
Halaman
Tabel 1.
Tabel 2.
Tabel 3.
Tabel 4.
Tabel 5.
Tabel 6.
Tabel 7.
Tabel 8.
Tabel 9.
Tabel 10.
Tabel 11.
Tabel 12.
Tabel 13.
Tabel 14.
Tabel 15.
Tabel 16.
Tabel 17.
Tabel 18.
Tabel 19.
Tabel 20.
Tabel 21.
Tabel 22.
Tabel 23.
Tabel 24.
Tabel 25.
Komposisi Tebu Masak dan Niranya ………...............................
Parameter Kinerja Stasiun Penimbangan Bahan Baku .................
Parameter Kinerja Stasiun Penggilingan .......................................
Parameter Kinerja Stasiun Pemurnian ..........................................
Parameter Kinerja Stasiun Penguapan ..........................................
Parameter Kinerja Stasiun Kristalisasi ..........................................
Parameter Kinerja Stasiun Putaran ................................................
Parameter Kinerja Stasiun Pengeringan, pendinginan dan
penyaringan ……………………………………………………...
Parameter Kinerja Produk .............................................................
Skala Komparasi ...........................................................................
Kualitas Gula Kristal Putih …………….......................................
Persyaratan kapur tohor .................................................................
Perangkat lunak pengembang SWEETCON.PROSION ...............
Hasil Analisa Kemampuan Stasiun Gilingan ................................
Hasil Analisa Kemampuan Stasiun Pemurnian .............................
Hasil Analisa Kemampuan Stasiun Penguapan ............................
Hasil Analisa Kemampuan Stasiun Masakan ................................
Hasil Analisa Kemampuan Stasiun Putaran ..................................
Hasil Perhitungan ECR Mesin dan Peralatan Proses
Analisis Usahatani Tanaman PC, teknologi standar PTPN ...........
Data yang diperlukan untuk input efisiensi teknis siklus bahan
baku ...............................................................................................
Data yang diperlukan untuk output efisiensi teknis siklus bahan
baku ……………………………………………………………...
Efisiensi teknis siklus bahan baku .................................................
Pemakaian energi untuk proses produksi ......................................
Pemakaian energi total perusahaan ...............................................
6
7
7
8
9
9
10
10
11
41
50
54
70
78
79
81
82
83
87
91
93
93
94
95
96
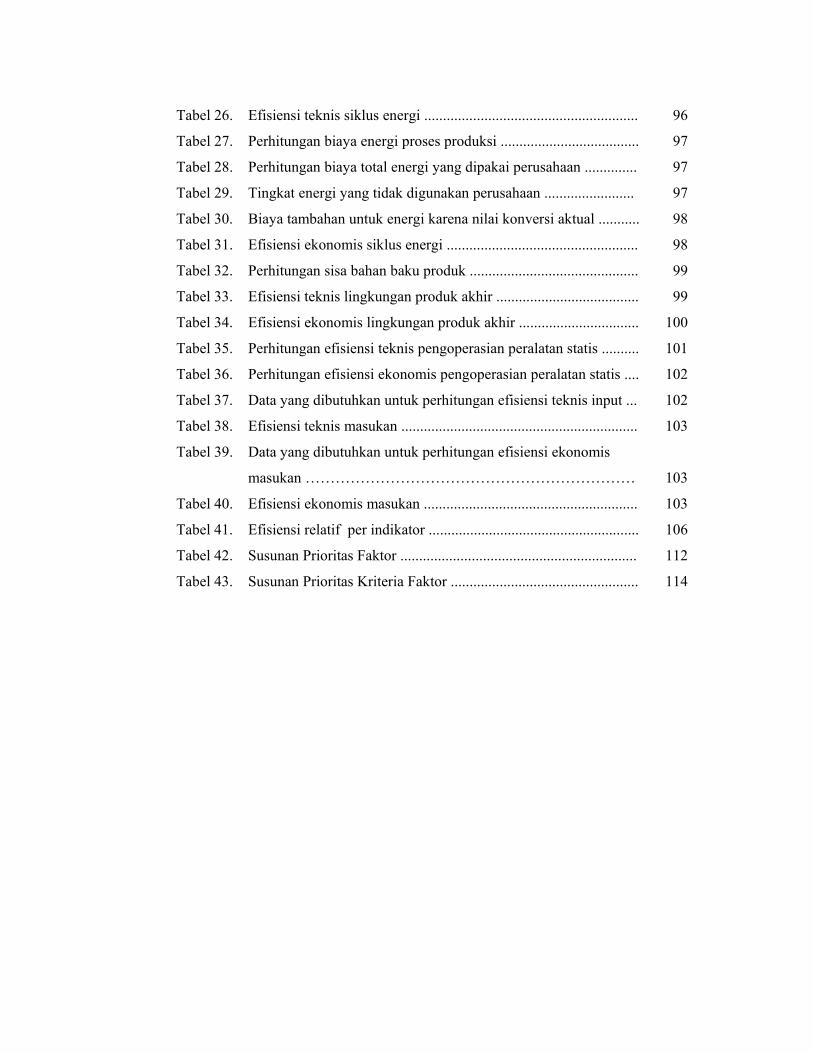
Tabel 26.
Tabel 27.
Tabel 28.
Tabel 29.
Tabel 30.
Tabel 31.
Tabel 32.
Tabel 33.
Tabel 34.
Tabel 35.
Tabel 36.
Tabel 37.
Tabel 38.
Tabel 39.
Tabel 40.
Tabel 41.
Tabel 42.
Tabel 43.
Efisiensi teknis siklus energi .........................................................
Perhitungan biaya energi proses produksi .....................................
Perhitungan biaya total energi yang dipakai perusahaan ..............
Tingkat energi yang tidak digunakan perusahaan ........................
Biaya tambahan untuk energi karena nilai konversi aktual ...........
Efisiensi ekonomis siklus energi ...................................................
Perhitungan sisa bahan baku produk .............................................
Efisiensi teknis lingkungan produk akhir ......................................
Efisiensi ekonomis lingkungan produk akhir ................................
Perhitungan efisiensi teknis pengoperasian peralatan statis ..........
Perhitungan efisiensi ekonomis pengoperasian peralatan statis ....
Data yang dibutuhkan untuk perhitungan efisiensi teknis input ...
Efisiensi teknis masukan ...............................................................
Data yang dibutuhkan untuk perhitungan efisiensi ekonomis
masukan …………………………………………………………
Efisiensi ekonomis masukan .........................................................
Efisiensi relatif per indikator ........................................................
Susunan Prioritas Faktor ...............................................................
Susunan Prioritas Kriteria Faktor ..................................................
96
97
97
97
98
98
99
99
100
101
102
102
103
103
103
106
112
114

DAFTAR GAMBAR
Halaman
Gambar 1.
Gambar 2.
Gambar 3.
Gambar 4.
Gambar 5.
Gambar 6.
Gambar 7.
Gambar 8.
Gambar 9.
Gambar 10.
Gambar 11.
Gambar 12.
Gambar 13.
Gambar 14.
Gambar 15.
Gambar 16.
Gambar 17.
Gambar 18.
Gambar 19.
Gambar 20.
Gambar 21.
Gambar 22.
Gambar 23.
Gambar 24.
Gambar 25.
Struktur Hirarki Equipment Critically Rating .............................
Struktur Dasar Sistem Penunjang Keputusan (Kroenke, 1989) ...
Dua-belas Indikator Efisiensi .......................................................
Efisiensi Frontier dari Dua Input .................................................
Hirarki Metode Proses Hirarki Analitik (Saaty, 1993) ................
Kerangka Konseptual Penelitian ..................................................
Diagram Input-Output Sistem Penunjang Keputusan
Pengendalian Proses Produksi Gula Kristal ................................
Struktur Pengolahan Data ECR ...................................................
Konfigurasi model paket program SWEETCON.PROSION ......
Diagram alir deskriptif model SWEETCON.PROSION ............
DFD Level 0 SWEETCON.PROSION .......................................
DFD Level 1 SWEETCON.PROSION .......................................
Tampilan Splash Screen SWEETCON.PROSION ......................
Tampilan Form Login SWEETCON.PROSION ........................
Tampilan Model Kemampuan Proses Stasiun Gilingan .............
Tampilan Model Kemampuan Proses Stasiun Pemurnian ...........
Tampilan Model Kemampuan Proses Stasiun Penguapan ..........
Tampilan Model Kemampuan Proses Stasiun Masakan ..............
Tampilan Model Kemampuan Proses Stasiun Putaran ................
Tampilan Model Komponen Kritis ..............................................
Tampilan Model Efisiensi Produksi Absolut ...............................
Tampilan Model Efisiensi Produksi Relatif ................................
Diagram Sebab Akibat Pengendalian Proses Produksi Gula
Kristal ...........................................................................................
Tampilan Model Pengendalian Proses Menu Pembobotan
Alternatif .....................................................................................
Hirarki Keputusan Pengendalian Proses Produksi Gula Kristal
15
17
20
25
28
34
37
40
57
59
62
63
70
71
77
79
80
82
83
85
104
107
109
111
115

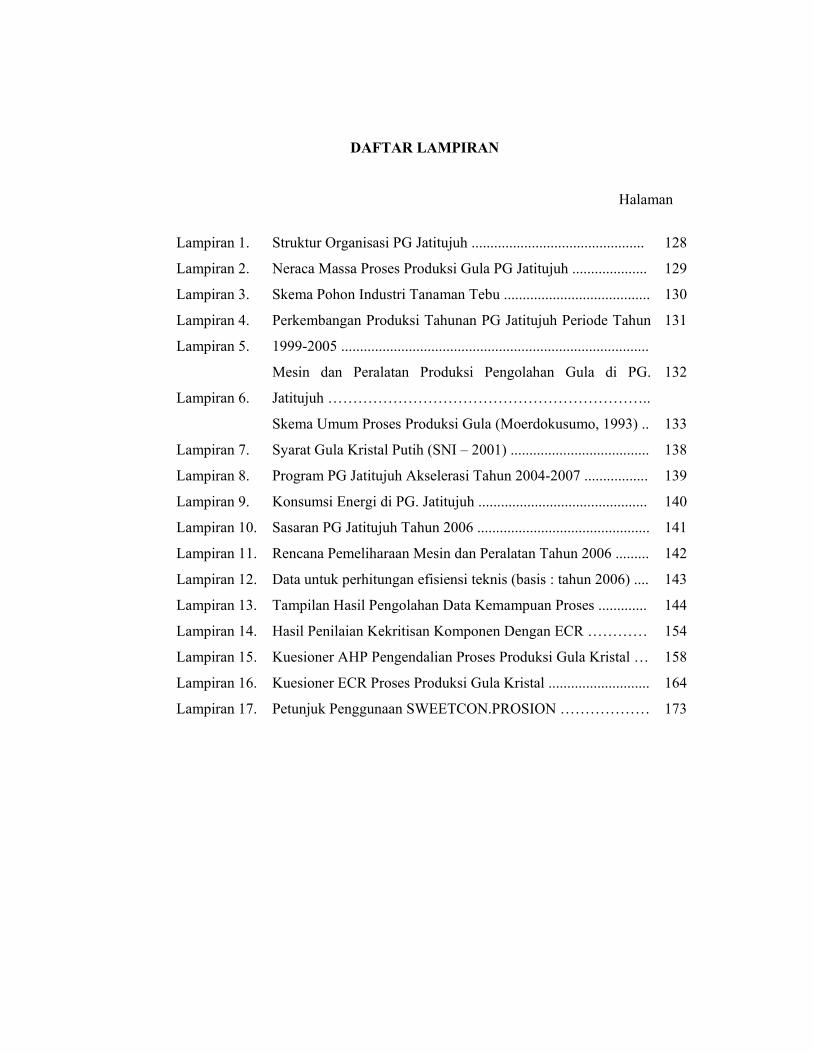
DAFTAR LAMPIRAN
Halaman
Lampiran 1.
Lampiran 2.
Lampiran 3.
Lampiran 4.
Lampiran 5.
Lampiran 6.
Lampiran 7.
Lampiran 8.
Lampiran 9.
Lampiran 10.
Lampiran 11.
Lampiran 12.
Lampiran 13.
Lampiran 14.
Lampiran 15.
Lampiran 16.
Lampiran 17.
Struktur Organisasi PG Jatitujuh ..............................................
Neraca Massa Proses Produksi Gula PG Jatitujuh ....................
Skema Pohon Industri Tanaman Tebu .......................................
Perkembangan Produksi Tahunan PG Jatitujuh Periode Tahun
1999-2005 ..................................................................................
Mesin dan Peralatan Produksi Pengolahan Gula di PG.
Jatitujuh ………………………………………………………..
Skema Umum Proses Produksi Gula (Moerdokusumo, 1993) ..
Syarat Gula Kristal Putih (SNI – 2001) .....................................
Program PG Jatitujuh Akselerasi Tahun 2004-2007 .................
Konsumsi Energi di PG. Jatitujuh .............................................
Sasaran PG Jatitujuh Tahun 2006 ..............................................
Rencana Pemeliharaan Mesin dan Peralatan Tahun 2006 .........
Data untuk perhitungan efisiensi teknis (basis : tahun 2006) ....
Tampilan Hasil Pengolahan Data Kemampuan Proses .............
Hasil Penilaian Kekritisan Komponen Dengan ECR …………
Kuesioner AHP Pengendalian Proses Produksi Gula Kristal …
Kuesioner ECR Proses Produksi Gula Kristal ...........................
Petunjuk Penggunaan SWEETCON.PROSION ………………
128
129
130
131
132
133
138
139
140
141
142
143
144
154
158
164
173

I. PENDAHULUAN
A. LATAR BELAKANG
Keberadaan industri gula di Indonesia memegang peranan penting bagi
masyarakat Indonesia dan sektor industri lainnya karena gula merupakan salah
satu komponen penting yang diperlukan bagi tubuh manusia, dan juga
diperlukan bahan baku bagi industri lain seperti industri tepung, makanan,
serta industri pengolahan dan pengawetan makanan. Pada tahun 2001, impor
gula mencapai 1,5 juta ton atau sekitar 50 persen dari kebutuhan dalam negeri.
Kini Indonesia telah menjadi negara pengimpor gula terpenting di dunia
setelah Rusia. Impor yang tinggi serta harga internasional yang murah telah
mempersulit posisi sebagian besar pabrik gula (PG) atau firms untuk bertahan
dalam Industri Gula Nasional (IGN), apalagi untuk berkembang (Sawit, et.al,
2003).
Produktivitas gula di Jawa cenderung terus merosot. Hal ini diakibatkan
sejalan dengan waktu, mesin-mesin pabrik gula makin tua dan makin turun
kinerjanya. Sementara itu, sekitar 80 persen jumlah PG (dari 59 buah PG aktif
di seluruh Indonesia tahun 2002) dan sekitar 64 persen areal tebu berada di
pulau Jawa. Sebagian besar (53 persen) pabrik gula di Jawa didominasi oleh
PG-PG dengan kapasitas giling kecil (kurang dari 3.000 ton tebu per hari;
TCD), 44 persen berkapasitas giling antara 3.000-6.000 TCD, dan hanya 3
persen yang berkapasitas giling lebih dari 6.000 TCD. Sekitar 68 persen dari
jumlah PG yang ada telah berumur lebih dari 75 tahun (umumnya berskala
kecil) serta kurang mendapat perawatan secara memadai. Kondisi ini
menyebabkan tingkat efisiensi yang rendah (dilihat dari unit biaya produksi
per kg gula). Biaya produksi gula per unit pada PG berskala kecil jauh lebih
tinggi dibandingkan dengan PG berskala besar atau bermesin relatif baru.
Bertolak belakang dari Indonesia, industri gula di negara lain makin lama
makin menunjukkan kinerja yang baik, terutama di Thailand, Amerika Latin,
China, dan India. Hal ini berdampak gula Indonesia tidak mampu bersaing
dengan gula impor terutama dari sisi harga.

Permasalahan inefisiensi tersebut disebabkan oleh beberapa faktor yang
meliputi teknis dan manajemen. Pertama adalah pabrik-pabrik gula sudah
mengalami masa yang aus dan mesin-mesinnya sudah tua. Kedua, kinerja dari
pabrik itu juga rendah dan tidak cukup baik. Ketiga, dari sisi organisasi
BUMN yang relatif lamban kinerjanya, tidak ada inovasi manajemen dan
inovasi produksi yang makin baik.
Produktivitas gula yang dihasilkan PG-PG di luar Jawa relatif lebih
tinggi dan cenderung terus meningkat. Keadaan ini khususnya terjadi pada
PG-PG yang dikelola oleh swasta dengan penguasaan lahan HGU yang cukup
memadai. Sebagian besar (75 persen) dari PG-PG tersebut berskala lebih besar
dari 3.000 TCD serta berumur relatif muda (terbanyak dibangun pada tahun
1980-an atau setelahnya) sehingga teknologi yang digunakan relatif lebih
mutakhir. Berdasarkan penelitian Cahyadi (2005) terhadap kinerja beberapa
pabrik gula di Jawa yang mewakili pabrik gula skala kecil, sedang dan besar
yaitu PG. Candi Baru, PG. Lestari, dan PG. Ngadirejo masing-masing
menunjukkan kinerja sebesar 12.99 persen, 14.79 persen, dan 12.14 persen.
Hal ini menunjukkan bahwa kinerja pabrik-pabrik tersebut kurang baik.
PG Jatitujuh merupakan salah satu unit kegiatan yang berada dibawah
manajemen PT. RNI (Rajawali Nusantara Inddonesia). PG Jatitujuh memiliki
kapasitas produksi ± 4000 TCD dan memiliki lahan berstatus HGU yang
cukup luas, sehingga dimana pabrik gula dengan penerapan pola pengelolaan
budidaya dan penggilingan dalam satu manajemen yang sama sangat
berpotensi dalam peningkatan efisiensinya. Program akselerasi peningkatan
produksi gula dari sisi PG perlu terus dilakukan, untuk itu harus dilakukan
peningkatan kinerja dan efisiensi PG melalui rehabilitasi dan peningkatan
teknologi pabrik, optimalisasi kapasitas giling, serta pengurangan jam berhenti
giling (overall recovery).
Secara umum proses pembuatan gula dari bahan baku tebu dilakukan
melalui berbagai tahapan kegiatan proses. Tahapan-tahapan tersebut antara
lain stasiun gilingan, pemurnian, penguapan, masakan atau kristalisasi, dan
stasiun putaran. Pada setiap tahapan kegiatan proses dihasilkan produk utama

sekaligus produk sampingnya. Kelancaran proses dapat berjalan dengan lancar
dukungan sebuah sistem yang dapat menjaga agar proses dapat selalu
mencapai parameter-parameter yang telah ditetapkan, kapasitas produksi
tercapai, dan proses dapat berjalan tepat waktu. Hal-hal tersebut dapat dicapai
apabila diketahui dimana titik-titik kritis dalam proses yang perlu mendapat
perhatian lebih selama proses berjalan agar apabila terjadi pergeseran keadaan
terkendali atau penyimpangan dapat segera dilakukan tindakan pengendalian
dan perbaikan sehingga proses dapat kembali ke keadaan yang terkendali.
Oleh karena itu evaluasi keragaan PG Jatitujuh perlu dilakukan untuk
dapat melihat sejauh mana efektivitas kegiatan-kegiatan program yang ada.
Dengan adanya evaluasi keragaan ini diharapkan dapat menjawab beberapa
permasalahan yang mungkin terjadi pada pabrik gula terkait dengan
kebijakan-kebijakan perusahaan yang ada. Untuk lebih memudahkan
mengendalikan kegiatan proses produksi yang terdapat pada pabrik gula,
diperlukan juga sistem penunjang keputusan pengendalian proses agar
pelaksanaan kegiatan menjadi lebih optimal. Hal ini didasarkan juga pada
penelitian Cahyadi (2005) terhadap kinerja beberapa pabrik gula di Jawa yang
mewakili pabrik gula skala kecil, sedang dan besar yaitu PG. Candi Baru, PG.
Lestari, dan PG. Ngadirejo masing-masing menunjukkan kinerja sebesar 12.99
persen, 14.79 persen, dan 12.14 persen. Hal ini menunjukkan bahwa kinerja
pabrik-pabrik tersebut kurang baik.
B. TUJUAN
Tujuan pengkajian masalah khusus ini adalah:
1. Mengevaluasi proses dan mengukur kinerja/kemampuan setiap proses.
2. Mengidentifikasi titik-titik kritis komponen yang berada didalam proses
pengolahan gula kristal
3. Mengetahui tingkat efisiensi produksi Pabrik Gula Jati Tujuh
4. Memformulasikan dan merekomendasikan sistem penunjang keputusan
pengendalian proses produksi gula kristal putih.
C. RUANG LINGKUP
Ruang lingkup penelitian ini secara lebih rinci adalah sebagai berikut:
1. Pengambilan sampel dari tiap-tiap tahapan kritis dalam proses yang
kemudian dipantau dengan metode Statistical Process Control
2. Mengidentifikasi faktor dan titik kritis komponen pendukung proses
melalui wawancara dengan pihak-pihak terkait dan menggunakan metode
Equipment Critically Rating (ECR)
3. Mengukur tingkat efisiensi produksi gula kristal putih yang didasarkan
pada beberapa indikator yang sesuai dengan kondisi perusahaan dengan
menggunakan metode Data Envelopment Analysis
4. Merancang dan memformulasikan sistem penunjang keputusan
pengendalian proses produksi gula kristal melalui metode Analitical
Hierarchy Process (AHP).
D. OUTPUT DAN MANFAAT
Penelitian yang dilakukan menghasilkan output berupa suatu perangkat
lunak yang bernama SWEETCON.PROSION dan dokumen sistem penunjang
keputusan pengendalian proses produksi gula kristal di Pabrik Gula Jati Tujuh.
Formulasi sistem tersebut diharapkan dapat memberi manfaat sebagai berikut:
1. Meningkatkan kinerja/kemampuan masing-masing tahapan proses
produksi di Pabrik Gula Jati Tujuh.
2. Meningkatkan efisiensi dan produktivitas perusahaan.
3. Perusahaan dapat memantau kegiatan produksi dan segera mengambil
keputusan untuk melakukan tindakan stasiun produksi mana yang perlu
dikendalikan.
4. Sistem penunjang keputusan pengendalian produksi gula kristal dapat
diterapkan pada Pabrik Gula Jati Tujuh.
II. TINJAUAN PUSTAKA
A. TANAMAN TEBU
Tanaman tebu (Saccharum officinarum L) merupakan tanaman
setahun yang termasuk famili Graminae dan tumbuh optimal di khatulistiwa
pada 39o LU-35o Ls dengan suhu rata-rata 21oC. Tebu dapat ditanam dari
dataran rendah sampai pegunungan dengan ketinggian 1000 m di atas
permukaan laut. Di daerah pegunungan yang suhu udaranya rendah, tanaman
tebu lambat tumbuh dan rendemennya rendah (Sudiatso, 1982). Menurut
Indriani dan Sumiarsih (1992), suhu optimum untuk pertumbuhan tanaman
tebu berkisar antara 24oC-30oC, terutama di dataran rendah dengan
amplitudo tidak lebih dari 6oC, dengan beda suhu antara siang dan malam
tidak lebih dari 10oC.
Tanaman tebu atau Saccharum officinarum L termasuk kedalam
keluarga rumput-rumputan. Mulai dari pangkal sampai dengan ujung
batangnya mengandung nira dengan kadar mencapai 20 persen. Nira inilah
yang kelak dibuat kristal-kristal gula atau gula pasir. Disamping itu tebu juga
digunakan sebagai bahan baku pembuatan gula merah (Anonymous, 1994).
Proses terbentuknya gula rendemen gula tebu yaitu berjalan dari ruas ke ruas
dan tingkat kemasakannya tergantung dari umur ruas. Ruas bagian bawah
lebih tua sehingga kandungan gulanya lebih banyak jika dibandingkan
dengan ruas bagian atas. Tanaman tebu dikatakan sudah optimal jika kadar
gula di sepanjang batang tebu seragam kecuali beberapa ruas bagian pucuk
(Supriyadi, 1983).
Gula yang ada pada batang tebu merupakan hasil kerja (sintesa) dari
tanaman tebu itu sendiri yang hasilnya dari berbagai unsur yang berinteraksi
yaitu unsur air, CO2 di udara dan sinar matahari. Ketiga unsur akan
berinteraksi membentuk heksosa dan pada fase pemasakan heksosa tersebut
akan disintesa menjadi sukrosa. Tebu mengandung berbagai komponen
antara lain serabut, air dan sukrosa. Sebelum diolah, tebu harus digiling

terlebih dahulu hingga dihasilkan nira. Prosentase komponen tebu masak dan
niranya dapat dilihat pada Tabel 1.
Tabel 1. Komposisi Tebu Masak dan Niranya
Komponen Tebu Nira
Air (%)
Gula (%)
Serat (%)
Bukan Gula (potasium, sulfat, chlorida,
calsium, phospat, besi, carbonat,as
amino, protein, gum, wax, fat, starch) (%)
Kotoran (%)
70-80
8-12
10-16
2-3
70-90
7-10
2-3
0.1-0.5
Sumber: Direktorat Teknologi, RNI (2005)
B. PROSES PENGOLAHAN GULA KRISTAL
Proses pengolahan tebu menjadi gula pasir terbagi atas tiga tingkatan
yaitu mengeluarkan air gula (nira) dari batang tebu, membersihkan air gula
dari kotoran-kotoran dan mengentalkan air gula sehingga menjadi gula
(Gautara dan Wijandi, 1973).
Secara umum tahapan proses dalam pembuatan gula pasir adalah
sebagai berikut:
1. Penimbangan bahan baku
Bahan baku tebu diangkut dari kebun dengan truk, sesampai di pabrik
akan ditimbang dan dipindahkan ke lori (kereta pengangkut tebu) menuju
meja tebu sebagai tempat dimulainya perlakuan pendahuluan pengolahan
kristal gula (Anonymous, 1984). Menurut Soerjadi (1985), bahan baku
tebu dari lori dibawa ke meja tebu dan tebu tersebut akan mengalami
perlakuan pendahuluan berupa pengupasan dan pencacahan menjadi
fraksi yang lebih kecil. Perlakuan pendahuluan dimaksudkan untuk
mempermudah pengeluaran nira saat pemerahan nira di stasiun gilingan.
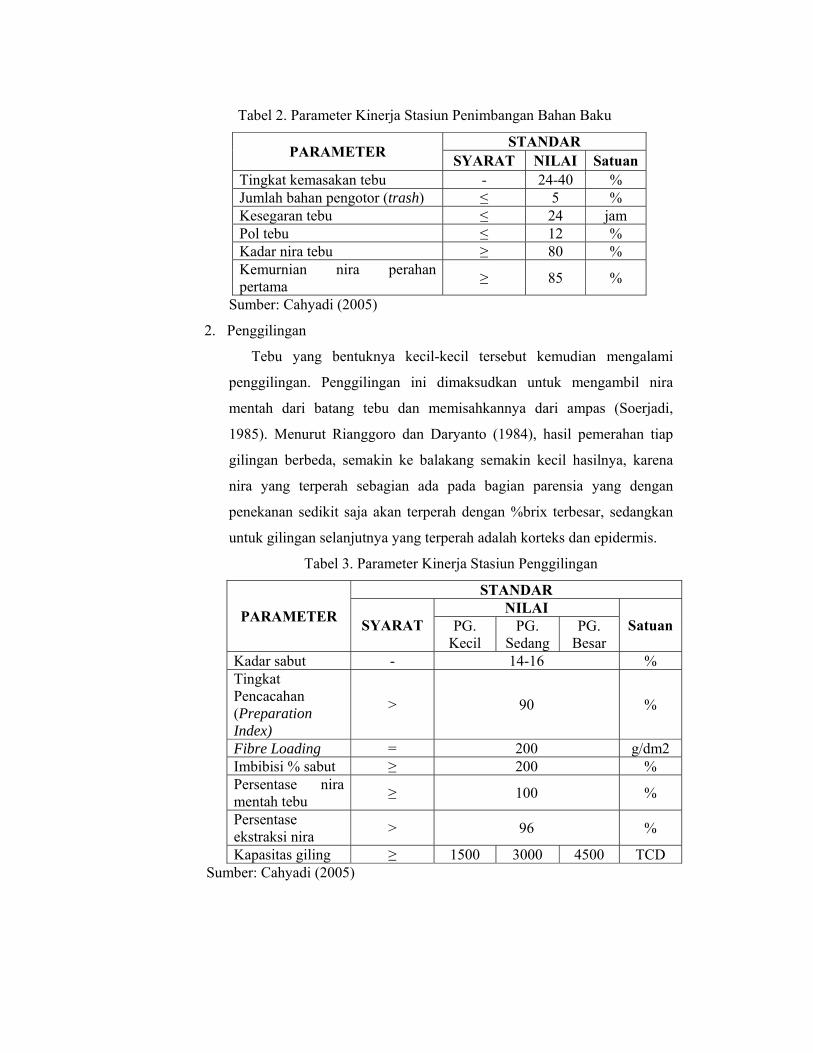
Tabel 2. Parameter Kinerja Stasiun Penimbangan Bahan Baku
PARAMETER STANDAR
SYARAT NILAI Satuan Tingkat kemasakan tebu - 24-40 % Jumlah bahan pengotor (trash) ≤ 5 % Kesegaran tebu ≤ 24 jam Pol tebu ≤ 12 % Kadar nira tebu ≥ 80 % Kemurnian nira perahan pertama ≥ 85 %
Sumber: Cahyadi (2005)
2. Penggilingan
Tebu yang bentuknya kecil-kecil tersebut kemudian mengalami
penggilingan. Penggilingan ini dimaksudkan untuk mengambil nira
mentah dari batang tebu dan memisahkannya dari ampas (Soerjadi,
1985). Menurut Rianggoro dan Daryanto (1984), hasil pemerahan tiap
gilingan berbeda, semakin ke balakang semakin kecil hasilnya, karena
nira yang terperah sebagian ada pada bagian parensia yang dengan
penekanan sedikit saja akan terperah dengan %brix terbesar, sedangkan
untuk gilingan selanjutnya yang terperah adalah korteks dan epidermis.
Tabel 3. Parameter Kinerja Stasiun Penggilingan
PARAMETER
STANDAR
SYARAT NILAI
Satuan PG. Kecil
PG. Sedang
PG. Besar
Kadar sabut - 14-16 % Tingkat Pencacahan (Preparation Index)
> 90 %
Fibre Loading = 200 g/dm2 Imbibisi % sabut ≥ 200 % Persentase nira mentah tebu ≥ 100 %
Persentase ekstraksi nira > 96 %
Kapasitas giling ≥ 1500 3000 4500 TCD Sumber: Cahyadi (2005)

3. Pemurnian
Tujuan pemurnian adalah untuk membuang sebanyak-banyaknya zat
bukan gula sehingga diperoleh nira yang jernih dan mengusahakan agar
kerusakan gula akibat perlakuan proses pabrikasi minimal (Sartono,
1988). Pemurnian dengan susu kapur dilakukan dalam peti defekator
(bejana yang berfungsi untuk mencampurkan susu kapur dengan nira
mentah) dengan pH 10. Sebelum dialirkan ke dalam peti defekator, nira
mentah dipanaskan pada suhu 75o. Setelah reaksi akan terbentuk endapan
Ca-phospat. Selanjutnya dilakukan pemurnian dengan gas SO2 dalam peti
sulfitasi sampai pH 7,2. Hasil reaksi berupa endapan CaSO3 yang akan
menyelubungi endapan Ca-phospat sehingga akan menghasilkan endapan
yang kompak dan porous sehingga mudah ditapis. Hasil akhir pemurnian
nira encer dengan kotorannya melalui metode pengendapan dalam peti
pengendap (Rianggoro dan Daryanto, 1984).
Tabel 4. Parameter Kinerja Stasiun Pemurnian
PARAMETER STANDAR
SYARAT NILAI Satuan Turbidity nira ≤ 50 ppm Kadar CaO dalam nira ≤= 80 ppm Jumlah bahan pengasingan bukan gula ≤ 14 %
Persentase pol blotong ≤ 2 % Persentase blotong terhadap tebu ≤ 3 %
Sumber: Cahyadi (2005)
4. Penguapan
Tujuan dari pengendapan adalah untuk memekatkan nira encer,
sehingga diperoleh nira dengan kepekatan yang diharapkan (64oBe)
(Anonymous, 1984). Pada proses penguapan terkadang terjadi adanya
pergerakan akibat dari kurang sempurnanya proses pemurnian.
Pembersihan secara teratur perlu dilakukan untuk memperbaiki proses
(Anonymous, 1984).
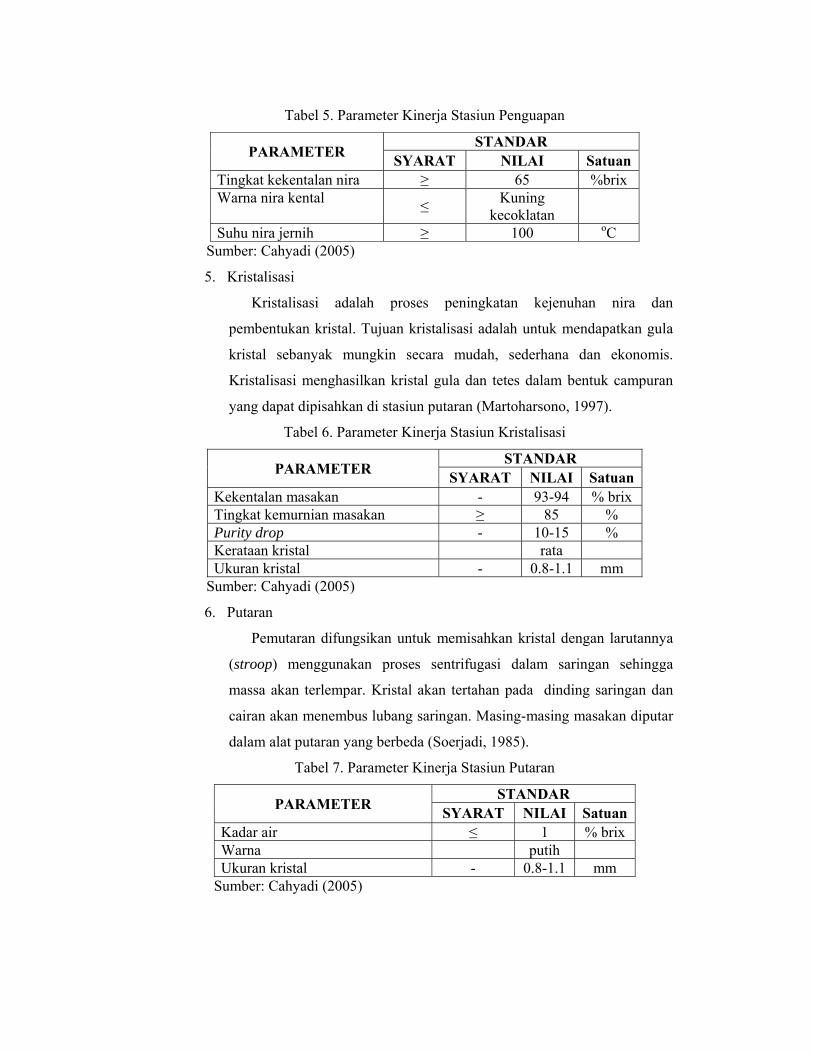
Tabel 5. Parameter Kinerja Stasiun Penguapan
PARAMETER STANDAR
SYARAT NILAI Satuan Tingkat kekentalan nira ≥ 65 %brix Warna nira kental ≤ Kuning
kecoklatan
Suhu nira jernih ≥ 100 oC Sumber: Cahyadi (2005)
5. Kristalisasi
Kristalisasi adalah proses peningkatan kejenuhan nira dan
pembentukan kristal. Tujuan kristalisasi adalah untuk mendapatkan gula
kristal sebanyak mungkin secara mudah, sederhana dan ekonomis.
Kristalisasi menghasilkan kristal gula dan tetes dalam bentuk campuran
yang dapat dipisahkan di stasiun putaran (Martoharsono, 1997).
Tabel 6. Parameter Kinerja Stasiun Kristalisasi
PARAMETER STANDAR
SYARAT NILAI Satuan Kekentalan masakan - 93-94 % brix Tingkat kemurnian masakan ≥ 85 % Purity drop - 10-15 % Kerataan kristal rata Ukuran kristal - 0.8-1.1 mm
Sumber: Cahyadi (2005)
6. Putaran
Pemutaran difungsikan untuk memisahkan kristal dengan larutannya
(stroop) menggunakan proses sentrifugasi dalam saringan sehingga
massa akan terlempar. Kristal akan tertahan pada dinding saringan dan
cairan akan menembus lubang saringan. Masing-masing masakan diputar
dalam alat putaran yang berbeda (Soerjadi, 1985).
Tabel 7. Parameter Kinerja Stasiun Putaran
PARAMETER STANDAR
SYARAT NILAI Satuan Kadar air ≤ 1 % brix Warna putih Ukuran kristal - 0.8-1.1 mm
Sumber: Cahyadi (2005)
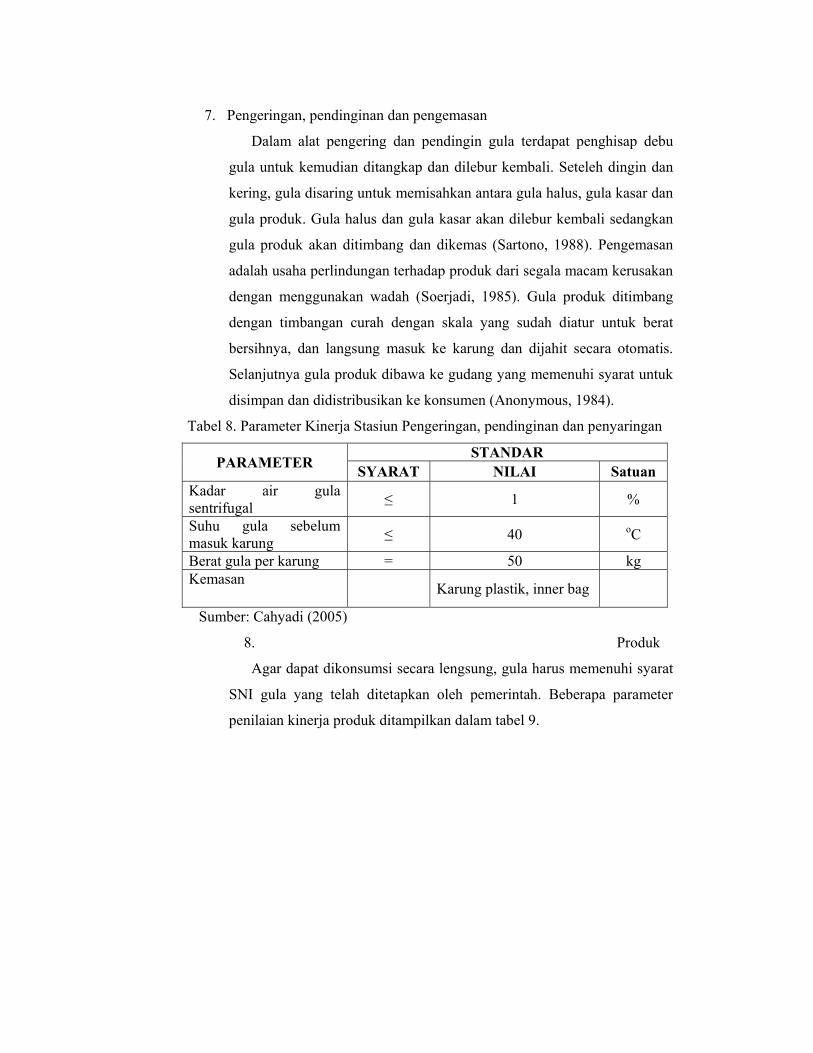
7. Pengeringan, pendinginan dan pengemasan
Dalam alat pengering dan pendingin gula terdapat penghisap debu
gula untuk kemudian ditangkap dan dilebur kembali. Seteleh dingin dan
kering, gula disaring untuk memisahkan antara gula halus, gula kasar dan
gula produk. Gula halus dan gula kasar akan dilebur kembali sedangkan
gula produk akan ditimbang dan dikemas (Sartono, 1988). Pengemasan
adalah usaha perlindungan terhadap produk dari segala macam kerusakan
dengan menggunakan wadah (Soerjadi, 1985). Gula produk ditimbang
dengan timbangan curah dengan skala yang sudah diatur untuk berat
bersihnya, dan langsung masuk ke karung dan dijahit secara otomatis.
Selanjutnya gula produk dibawa ke gudang yang memenuhi syarat untuk
disimpan dan didistribusikan ke konsumen (Anonymous, 1984).
Tabel 8. Parameter Kinerja Stasiun Pengeringan, pendinginan dan penyaringan
PARAMETER STANDAR
SYARAT NILAI Satuan Kadar air gula sentrifugal ≤ 1 %
Suhu gula sebelum masuk karung ≤ 40 oC
Berat gula per karung = 50 kg Kemasan
Karung plastik, inner bag
Sumber: Cahyadi (2005)
8. Produk
Agar dapat dikonsumsi secara lengsung, gula harus memenuhi syarat
SNI gula yang telah ditetapkan oleh pemerintah. Beberapa parameter
penilaian kinerja produk ditampilkan dalam tabel 9.
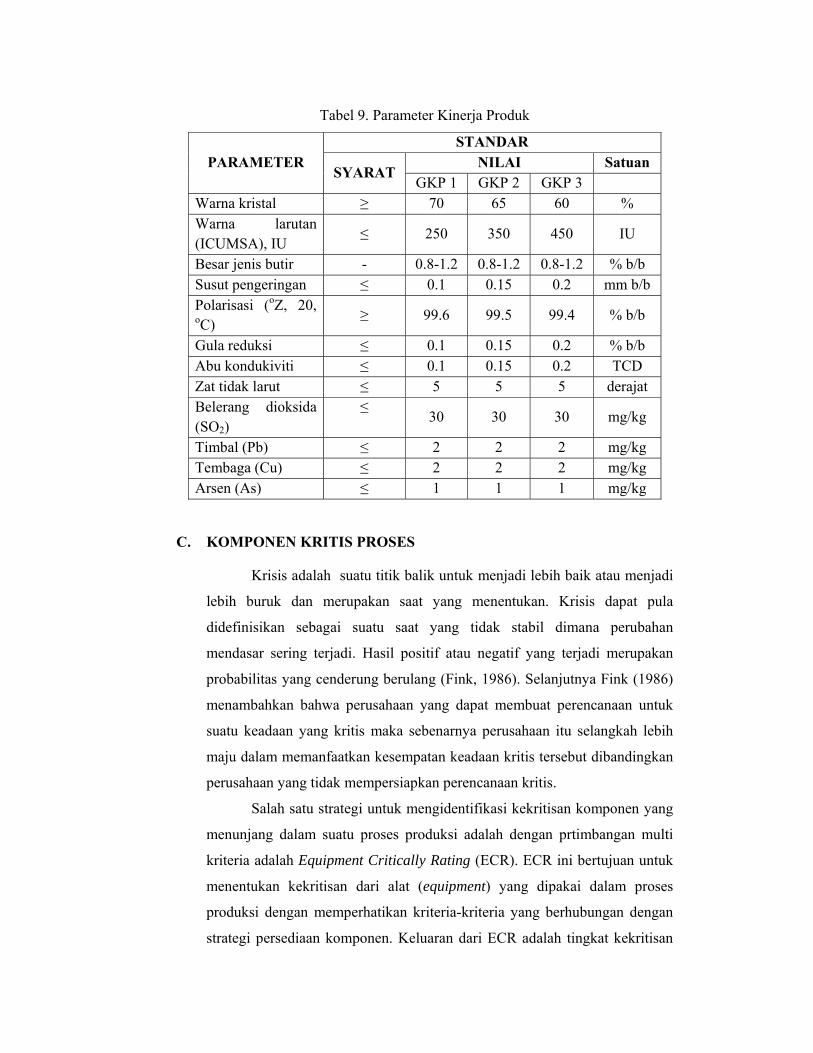
Tabel 9. Parameter Kinerja Produk
PARAMETER STANDAR
SYARAT NILAI Satuan
GKP 1 GKP 2 GKP 3 Warna kristal ≥ 70 65 60 % Warna larutan (ICUMSA), IU
≤ 250 350 450 IU
Besar jenis butir - 0.8-1.2 0.8-1.2 0.8-1.2 % b/b Susut pengeringan ≤ 0.1 0.15 0.2 mm b/b Polarisasi (oZ, 20, oC)
≥ 99.6 99.5 99.4 % b/b
Gula reduksi ≤ 0.1 0.15 0.2 % b/b Abu kondukiviti ≤ 0.1 0.15 0.2 TCD Zat tidak larut ≤ 5 5 5 derajat Belerang dioksida (SO2)
≤ 30 30 30 mg/kg
Timbal (Pb) ≤ 2 2 2 mg/kg Tembaga (Cu) ≤ 2 2 2 mg/kg Arsen (As) ≤ 1 1 1 mg/kg
C. KOMPONEN KRITIS PROSES
Krisis adalah suatu titik balik untuk menjadi lebih baik atau menjadi
lebih buruk dan merupakan saat yang menentukan. Krisis dapat pula
didefinisikan sebagai suatu saat yang tidak stabil dimana perubahan
mendasar sering terjadi. Hasil positif atau negatif yang terjadi merupakan
probabilitas yang cenderung berulang (Fink, 1986). Selanjutnya Fink (1986)
menambahkan bahwa perusahaan yang dapat membuat perencanaan untuk
suatu keadaan yang kritis maka sebenarnya perusahaan itu selangkah lebih
maju dalam memanfaatkan kesempatan keadaan kritis tersebut dibandingkan
perusahaan yang tidak mempersiapkan perencanaan kritis.
Salah satu strategi untuk mengidentifikasi kekritisan komponen yang
menunjang dalam suatu proses produksi adalah dengan prtimbangan multi
kriteria adalah Equipment Critically Rating (ECR). ECR ini bertujuan untuk
menentukan kekritisan dari alat (equipment) yang dipakai dalam proses
produksi dengan memperhatikan kriteria-kriteria yang berhubungan dengan
strategi persediaan komponen. Keluaran dari ECR adalah tingkat kekritisan
dari mesin atau komponen. Tingkat kekritisan tersebut dapat digolongkan
dalam 4 golongan yaitu Vital, Essential, Support, dan Operational yang
disingkat dengan VESO.
Definisi dari kekritisan equipment dalam suatu sistem produksi
adalah sebagai berikut:
Ukuran untuk dapat mengetahui perbedaan relatif pentingnya peranan
suatu equipment terhadap equipment lain dalam suatu proses produksi.
Menyatakan tingkat besarnya konsekuensi yang akan diterima terhadap
kriteria yang disetujui apabila equipment tersebut mengalami kerusakan
Penggolongan komponen berdasarkan tingkat kekritisannya ke dalam
VESO yang artinya:
1. Vital
Merupakan komponen yang dipergunakan untuk proses utama, vital
terhadap operasi komersial dan keselamatan petugas. Bila komponen
tersebut rusak akan menyebebkan mesin tersebut shutdown, mempunyai
high cost, atau plant/personal safety tidak terjamin. Komponen ini
memerlukan frekuensi monitoring yang tinggi secara periodik. Peralatan
yang termasuk kategori ini adalah semua peralatan proses utama yang
apabila rusak akan langsung mengakibatkan kehilangan produksi dan
penalty cost.
2. Essential
Adalah komponen yang dipergunakan dalam proses atau essential
terhadap operasi komersial. Bila komponen tersebut rusak akan
menyebebkan pengurangan produksi dan mempunyai high replacement
cost. Komponen ini memerlukan frekuensi monitoring tinggi secara
periodik. Peralatan yang termasuk ketegori ini adalah peralatan proses
dan peralatan auxilary, yang pada umumnya mempunyai unit cadangan
dan apabila rusak tidak langsung mengakibatkan kehilangan produksi,
akan tetapi kerusakan yang berkepanjangan (lebih dari 24 jam) akan
mengakibatkan kehilangan produksi dan pinalty cost.

3. Support
Adalah komponen yang digunakan dalam proses dan memerlukan
periodic monitoring. Bila komponen rusak, tidak akan berpengaruh
terhadap operasi komersial dan safety. Semua peralatan proses lainnya
dan peralatan penunjang kehidupan yang apabila rusak lebih dari 72 jam
baru mempengaruhi kondisi kehidupan masuk dalam kategori support.
4. Operating
Adalah semua komponen yang tidak termasuk kategori 1,2 dan 3 dan
tidak memerlukan periodic monitoring secara rutin. Bila komponen
tersebut rusak, tidak berpengaruh terhadap keselamatan dan operasi
komersial. Semua peralatan non industri dan peralatan penunjang
kehidupan yang tidak termasuk klasifikasi tersebut di atas, termasuk
kategori operasional.
Untuk menentukan faktor-faktor kritis berdasarkan penggolongannya
(VESO) dipengaruhi oleh aspek-aspek yang harus dipertimbangkan
berdasarkan kriteria yang telah ditentukan. Aspek-aspek yang sesuai dengan
kriterianya adalah sebagai berikut:
1. Safety: penilaian terhadap komponen berdasarkan servis yang di-handle,
yang mempunyai akibat pada plant safety dan personal safety bila
komponen tersebut rusak
2. Life support : penilaian terhadap komponen berdasarkan kegunaan
komponen tersebut pada plant safety dan personal safety, bila terjadi
kerusakan mengakibatkan tidak terjaminnya plant safety dan personal
safety.
3. Commercial : penilaian terhadap komponen berdasarkan fungsi
komponen tersebut dalam proses produksi bila terjadi kerusakan akan
mengakibatkan gangguan produksi sehingga menimbulkan penalty cost.
4. Sparing Philosophy : penilaian terhadap komponen berdasarkan tersedia
tidaknya spare komponen terhadap yang sewaktu-waktu diperlukan
langsung dapat dioperasikan untuk menunjang 100% kapasitas produksi.
5. Mean Down Time : penilaian terhadap komponen berdasarkan lama
waktu overhaul.
6. Spare Part Lead Time : penilaian terhadap komponen berdasarkan waktu
yang dibutuhkan dalam pengadaan spare part dari komponen tersebut
untuk keperluan perbaikan/overhaul baik dilihat dari manufacturing time
maupun proses logistik.
7. Reliability : penilaian terhadap komponen berdasarkan keandalan (sering
atau tidaknya komponen rusak sewaktu dioperasikan)
8. Direct Maintenance Cost : penilaian terhadap komponen berdasarkan
harga penawaran langsung dari komponen tersebut.
9. Applicability of Condition Monitoring Technique : penilaian terhadap
komponen berdasarkan kemudahan, ketelitian, dan jumlah/ jenis data
atau informasi yang dapat diperolah dari komponen guna keperluan
pemeriksaan kondisi
10. Vendor availability : penilaian terhadap komponen berdasarkan tersedia
tidaknya dukungan pemasok yang sewaktu-waktu diperlukan dapat
membantu untuk mengatasi problem teknis dari komponen tersebut bila
diperlukan.
11. Design Maturity : penilaian terhadap komponen berdasarkan teknologi
disain (rancang bangun) ataupun jaminan disain dari komponen tersebut
sehingga diperlukan ketelitian yang tinggi dalam mengoperasikan dan
memeliharanya.

Gambar 1. Struktur Hirarki Equipment Critically Rating (Tingkat Kekritisan
Peralatan)
EQUIPMENT CRITICALLY
RATING
- Penyebab Ledakan - Penyebab kenaikan
temperatur - Penyebab kenaikan
tegangan - Penyebab tertimpa/berat - Merusak bagian lain - Penyebab adanya racun
- Kemungkinan terjadi kerugian pada manusia dan pabrik
- Pengaruh terhadap produksi
- Kebutuhan akan Vendor
- Kelengkapan data - Severity kondisi Operasi - Reliability
- Lama waktu Pemesanan
- Lokasi equipment - Fasilitas monitoring - Parameter monitoring - Gangguan terhadap
operasi - Akurasi data - Keahlian petugas
SAFETY
Life Support
Commercial
KEANDALAN
Vendor Availability
Spare Part Lead Time
Applicability of Condition Monitoring Technique
HIRARKI EQUIPMENT
CRITICALLY RATING

D. SISTEM PENUNJANG KEPUTUSAN
Menurut Eriyatno (1999), Sistem Penunjang Keputusan (SPK) adalah
pendekatan secara sistematis dalam menentukan teknologi ilmiah yang tepat
untuk mengambil keputusan, yang merupakan konsep spesifik yang
menghubungkan sistem komputerisasi informasi dengan para pengambil
keputusan sebagai penggunanya. SPK dimaksudkan untuk memaparkan
secara terinci elemen-elemen sistem sehingga dapat menunjang dalam proses
pengambilan keputusan.
Dalam suatu proses pengambilan keputusan, perusahaan akan
menghadapi kesulitan dengan adanya alternatif-alternatif pilihan sebagai
landasan untuk tindakan yang akan dilaksanakan. Kondisi tersebut menuntut
perusahaan untuk tahu dan mengerti tentang masalah yang dihadapi,
alternatif-alternatif yang ada, dan kriteria untuk mengukur atau
membandingkan setiap alternatif guna mendapatkan alternatif yang terbaik.
Sebuah cara penggambaran atau biasa disebut model diperlukan bagi sebuah
perusahaan untuk melihat gambaran masalah tersebut secara menyeluruh
(Assauri, 1999).
Eriyatno (1998), menambahkan bahwa landasan utama dalam
pengembangan SPK adalah konsepsi model. Konsepsi model ini
menggambarkan hubungan abstrak antara tiga komponen utama dalam
penunjang keputusan, yaitu: (a) pengambil keputusan atau pengguna, (b)
model dan (c) data. Masing-masing komponen tersebut dikelola oleh sebuah
sistem manajemen. Masukan dan keluaran untuk pengguna dikelola oleh
sebuah manajemen dialog, untuk pelaksanaan perintah model dikelola oleh
manajemen basis model dan data dikelola dengan baik oleh manajemen basis
data. Selain mengelola data dari SPK, manajemen basis data juga
mengakomodasikan masukan data dari sumber luar sebagai pertimbangan
untuk pengambilan keputusan, seperti data organisasi, data ekonomi dan lain
sebagainya (Kroenke, 1989). Sebuah struktur dasar SPK dapat dilihat pada
Gambar 2.

Eriyatno (1998) menambahkan, bahwa Sistem Manajemen Dialog
adalah satu-satunya subsistem yang berkomunikasi dengan pengguna yang
berfungsi untuk menerima input dan memberikan output yang dikehendaki
pengguna.
Manajemen basis model memberikan fasilitas pengelolaan model
untuk mengkomputasi pangambilan keputusan dan meliputi semua aktivitas
yang tergabung dalam pemodelan SPK, seperti pembuatan model,
implementasi, pengujian, validasi, eksekusi dan pemeliharaan model
(Eriyatno, 1998).
E. EFISIENSI PROSES PRODUKSI
Setiap manajer ataun pimpinan organisasi selalu berkepentingan dan
memiliki tanggung jawab langsung dalam meningkatkan kinerja
(performance) organisasi yang dipimpinnya. Kemampuan untuk mengukur
kinerja organisasi (performance measurement) merupakan salah satu
Basis Model
Manajemen Basis Model
Manajemen Basis Data
Manajemen Dialog
Basis Data
Pelayanan Data Eksternal
Pengguna
Sistem Penunjang Keputusan
Gambar 2. Struktur Dasar Sistem Penunjang Keputusan (Kroenke, 1989)

prasyarat bagi manajer agar dapat memobilisasi sumber daya secara efektif
untuk meningkatkan kinerja organisasi yang dipimpinannya. Pengukuran
kinerja dapat memberi arah pada keputusan strategis yang menyangkut
perkembangan suatu organisasi di masa yang akan datang (Makmun, 2002).
Efisiensi adalah salah satu parameter kinerja yang secara teoritis
merupakan salah satu kinerja yang mendasari seluruh kinerja sebuah
organisasi. Kemampuan menghasilkan output yang maksimal dengan input
yang ada merupakan ukuran kinerja yang diharapkan. Pada saat pengukuran
efisiensi dilakukan, suatu perusahaan dihadapkan pada kondisi bagaimana
mendapatkan tingkat output yang optimal dengan tingkat input yang ada,
atau mendapatkan tingkat input yang minimum dengan tingkat output
tertentu. Hasil identifikasi alokasi input dan output dapat digunakan untuk
analisis penyebab rendahnya tingkat efisiensi (Muliaman et al., 2003).
Tingkat efisiensi dapat diukur secara teknis dan ekonomis. Efisiensi
secara teknis dapat tercapai apabila untuk menghasilkan output dalam jumlah
tertentu digunakan kombinasi input yang terkecil dalam satuan fisik.
Efisiensi secara ekonomis dapat tercapai apabila untuk menghasilkan output
dalam jumlah tertentu digunakan biaya terendah (Lipsey, 1987).
Dalam teknis pengukuran kinerja, Saputra (2003) menyatakan bahwa
efisiensi merupakan salah satu aspek yang dapat digunakan untuk
menentukan kinerja suatu unit kegiatan ekonomi. Efisiensi pada dasarnya
adalah optimalisasi penggunaan sumber-sumber dalam upaya untuk
mencapai tujuan organisasi. Manfaat dari pengukuran efisiensi adalah
sebagai tolok ukur untuk memperoleh efisiensi relatif, mengidentifikasi
faktor-faktor yang menyebabkan perbedaan tingkat efisiensi dan untuk
melakukan analisis-analisis yang memiliki implikasi kebijakan guna
memperbaiki tingkat efisiensi unit kegiatan ekonomi yang bersangkutan.
Menurut Kast (1985), kinerja suatu sistem atau suatu perusahaan
dapat ditinjau dari dimensi luaran sistem yang meliputi, efektifitas, efisiensi
dan kepuasan. Efektifitas berkaitan dengan kinerja dalam pencapaian tujuan,
efisiensi berkaitan dengan penggunaan sumber dan kepuasan berkaitan
dengan penghargaan atas jerih payah partisipasi anggota organisasi.

Permasalahan industri gula berpangkal pada empat hal utama yaitu:
(1) inefisiensi di tingkat usaha tani; (2) inefisiensi di tingkat PG; (3) belum
efektifnya kebijakan pemerintah guna mendorong perkembangan industri
gula Indonesia; dan (4) industri dan perdagangan gula di pasar internasional
yang sangat distortif dimana hanya beberapa negara yang menguasai pangsa
pasar gula internasional dan memberlakukan tarif impor yang rendah.
Masalah klasik pada tingkat usaha tani adalah rendahnya produktivitas dan
rendemen. Rendahnya kualitas bahan baku tebu mempunyai kontribusi
sekitar 60-75% terhadap rendahnya rendemen, sedangkan sisanya adalah
pengaruh inefisiensi pabrik.
Kondisi pabrik gula, terutama yang ada di Jawa yang umumnya sudah
tua, merupakan salah satu faktor penyebab rendahnya rendemen.
Ketersediaan jumlah bahan baku yang merupakan faktor penting dalam
efisiensi pabrik, semakin terbatas sehingga PG sering mengalami kesulitan
untuk mencapai kapasitas minimum (minimum hari giling) (Lembaga Riset
Perkebunan Indonesia, 2005).
Salah satu sebab rendahnya daya saing industri gula dalam negeri
adalah inefisiensi pabrik-pabrik gula yang ada. Disamping itu permasalahan
kritis yang perlu dipecahkan dalam pabrik gula untuk meningkatkan efisiensi
pabrik adalah tingginya waktu break-down yang disebabkan lemahnya
koordinasi antar stasiun produksi serta kurang optimumnya proses karena
tidak adanya sistem monitoring dan kontrol (http:// www. iptek. net. id/ ind/
jurnal/ jurnal_idx. php?doc= VIII.IIB.10.htm). Faktor inefisiensi yang
bersumber dari faktor manajemen juga memberi kontribusi terhadap
inefisiensi di tingkat PG.
Barbiroli (1996) membedakan efisiensi perusahaan atas efisiensi
teknis dan ekonomis. Kajian ini dikhususkan mengukur tingkat efisiensi
proses, produksi yang berkaitan dengan penggunaan bahan baku, energi,
waktu, penampakan kualitas, dan keperdulian terhadap lingkungan. Untuk
mempermudah mengaudit dan mengevaluasi tingkat efisiensi tersebut
Barbiroli mengajukan 12 indikator efisiensi teknis dan ekonomis.Barbiroli
(1996) memperkenalkan pengukuran efisiensi proses produksi dengan
menggunakan dua belas indikator dengan memperhatikan aspek teknis dan
ekonomisnya. Keseluruhan indikator amat penting untuk diperhatikan demi
kesuksesan aktivitas produksi. Barbiroli (1996) mengukur efisiensi dari dua
belas indikator baik secara teknis dan ekonomis, secara terpisah-pisah
(efisiensi per indikator), secara kelompok (efisiensi per kelompok indikator)
dan secara keseluruhan yaitu efisiensi keseluruhan indikator dengan
mengambil nilai rata-ratanya. Semua pengukuran ini dihitung dengan rasio
dan terpisah-pisah dalam aspek teknis dan aspek ekonomis. Dua belas
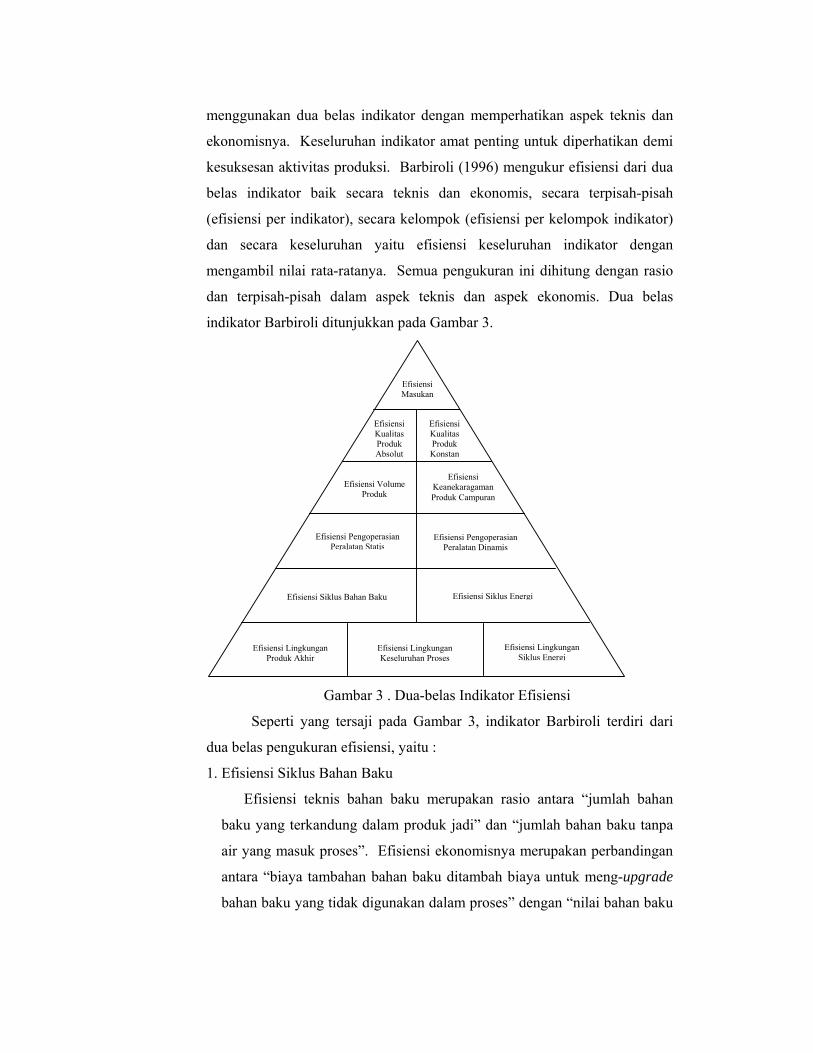
indikator Barbiroli ditunjukkan pada Gambar 3.
Gambar 3 . Dua-belas Indikator Efisiensi
Seperti yang tersaji pada Gambar 3, indikator Barbiroli terdiri dari
dua belas pengukuran efisiensi, yaitu :
1. Efisiensi Siklus Bahan Baku
Efisiensi teknis bahan baku merupakan rasio antara “jumlah bahan
baku yang terkandung dalam produk jadi” dan “jumlah bahan baku tanpa
air yang masuk proses”. Efisiensi ekonomisnya merupakan perbandingan
antara “biaya tambahan bahan baku ditambah biaya untuk meng-upgrade
bahan baku yang tidak digunakan dalam proses” dengan “nilai bahan baku
Efisiensi Masukan
Efisiensi Kualitas Produk Absolut
Efisiensi Kualitas Produk Konstan
Efisiensi Volume Produk
Efisiensi Keanekaragaman Produk Campuran
Efisiensi Pengoperasian Peralatan Statis
Efisiensi Pengoperasian Peralatan Dinamis
Efisiensi Siklus Bahan Baku Efisiensi Siklus Energi
Efisiensi Lingkungan Produk Akhir
Efisiensi Lingkungan Keseluruhan Proses
Efisiensi Lingkungan Siklus Energi
yang termasuk dalam produk ditambah dengan nilai bahan baku yang
terkandung dalam produk”.
2. Efisiensi Siklus Energi
Efisiensi siklus energi menghitung tingkat efisiensi dari energi yang
digunakan di perusahaan. Efisiensi teknisnya merupakan rasio antara
“jumlah total konsumsi energi yang digunakan perusahaan” dengan
“jumlah total energi terpakai untuk proses produksi”. Efisiensi
ekonomisnya merupakan rasio antara “biaya tambahan untuk energi
karena nilai konversi aktual” dengan “nilai energi yang benar-benar
digunakan dalam proses”.
3. Efisiensi Lingkungan Keseluruhan Proses
Efisiensi lingkungan keseluruhan proses terdiri atas efisiensi teknis dan
efisiensi ekonomis. Efisiensi teknisnya merupakan rasio antara jumlah
total bahan baku dan bahan campuran yang berpotensi tercemar yang tidak
dibuang ke lingkungan” dengan “jumlah total bahan baku dan bahan
campuran yang berpotensi tercemar dan tidak diubah ke dalam produk”.
Efisiensi ekonomisnya didefinisikan sebagai rasio antara “total biaya
untuk mengurangi potensi yang hilang dari bahan baku dan bahan
campuran yang berpotensi polusi yang digunakan dalam proses dan tidak
diubah ke dalam produk” dengan “nilai bahan baku yang benar-benar
dimasukkan ke dalam produk”.
4. Efisiensi Lingkungan Produk Akhir
Efisiensi lingkungan produk akhir terdiri atas efisiensi teknis dan
efisiensi ekonomis. Efisiensi teknisnya merupakan rasio antara “jumlah
sisa bahan baku yang tidak dibuang ke lingkungan” dengan “jumlah bahan
baku yang terkandung dalam produk” dan efisiensi ekonomisnya
didefinisikan sebagai rasio antara “biaya untuk mengurangi bahan baku
yang dibuang ke lingkungan” dengan “nilai bahan baku dalam produk”.
5. Efisiensi Lingkungan Siklus Energi
Efisiensi teknis dari efisiensi lingkungan siklus energi adalah rasio
antara “jumlah total dari limbah kimiawi dan fisik yang tidak dibuang ke
lingkungan selama siklus energi dari proses” dengan “jumlah total

maksimum dari limbah kimiawi dan fisik selama siklus energi dari
proses”. Efisiensi ekonomisnya adalah rasio antara “total biaya untuk
meminimisasi potensi yang hilang dari limbah yang dihasilkan dalam
siklus energi” dengan “nilai dari energi yang benar-benar digunakan dalam
proses”.
6. Efisiensi Pengoperasian Peralatan Statis
Efisiensi pengoperasian peralatan statis mengukur tingkat efisiensi dari
mesin dan peralatan statis yang digunakan di dalam proses produksi
ditinjau dari aspek teknis maupun dari aspek ekonomis. Efisiensi teknisnya
adalah rasio antara “selisih dari waktu kerja potensial peralatan dengan
waktu henti peralatan” dengan “total waktu kerja potensial peralatan”.
Efisiensi ekonomisnya adalah rasio antara “biaya tambahan karena adanya
waktu henti” dengan “biaya produksi (pengoperasian)”.
7. Efisiensi Volume Produk
Nilai efisiensi teknis volume produk akhir didapatkan dari
perbandingan antara “jumlah produk yang dijual” sebagai output teknis
dengan “jumlah maksimum produk yang dihasilkan” sebagai input teknis.
Efisiensi ekonomisnya adalah perbandingan antara “nilai maksimum
produk yang dapat dihasilkan dikurangi dengan nilai produk terjual”
dengan “nilai maksimum produk yang dapat dihasilkan”.
8. Efisiensi Masukan
Nilai efisiensi teknis dari efisiensi masukan didefinisikan sebagai rasio
antara “jumlah optimal lead time per kg dari produk” dengan “total lead
time aktual per unit produk yang diukur untuk kondisi normal”. Efisiensi
ekonomisnya adalah perbandingan antara “biaya produksi aktual per kg
dikurangi biaya produksi optimal per kg” dengan “biaya produksi optimal
per kg”.
9. Efisiensi Pengoperasian Peralatan Dinamis
Nilai efisiensi teknis dari efisiensi pengoperasian peralatan dinamis
adalah rasio antara “total waktu kerja peralatan dikurangi total down time
setelah ada produk baru tanpa modifikasi struktur proses” dengan “total
waktu kerja peralatan”. Efisiensi ekonomisnya adalah rasio antara “biaya
amortisasi per unit untuk produk baru” dengan “rata-rata biaya amortisasi
per unit untuk produk lama”.
10. Efisiensi Keanekaragaman Produk Campuran
Nilai Efisiensi teknis dari efisiensi keanekaragaman produk campuran
merupakan rasio antara “jumlah produk baru yang didapat dari kombinasi
input tanpa modifikasi struktur proses” dengan “jumlah produk yang
didapat dari proses”. Efisiensi ekonomisnya adalah rasio antara “biaya
produksi per unit rata-rata untuk produk baru yang didapat dari kombinasi
input tanpa modifikasi struktur proses” dengan “biaya produksi per unit
rata-rata untuk produk campuran gabungan”.
11. Efisiensi Volume Produk
Nilai efisiensi teknis volume produk akhir didapatkan dari
perbandingan antara “jumlah produk yang dijual” sebagai output teknis
dengan “jumlah maksimum produk yang dihasilkan” sebagai input teknis.
Efisiensi ekonomisnya adalah perbandingan antara “nilai maksimum
produk yang dapat dihasilkan dikurangi dengan nilai produk terjual”
dengan “nilai maksimum produk yang dapat dihasilkan”.
12. Efisiensi Kualitas Produk Absolut
Efisiensi ini didapatkan dari penguraian kinerja secara global, diukur
dengan merangkai beberapa faktor kinerja. Efisiensi teknisnya adalah
rasio antara “selisih jumlah produk yang memenuhi standar dengan jumlah
produk gagal” dengan “produk yang memenuhi standar”. Efisiensi
ekonomisnya merupakan rasio dari “selisih biaya produksi aktual per unit
dengan biaya produksi optimal per unit” dengan “rata-rata biaya produksi
per unit”.
Nilai-nilai efisiensi teknis akan semakin baik apabila nilainya
mendekati satu. Efisiensi ekonomis akan semakin baik apabila nilai yang
didapatkan mendekati nol.
Penelitian hanya menggunakan delapan indikator dari kedua belas
indikator tersebut. Indikator-indikator yang digunakan sudah disesuaikan
dengan lingkup penelitian. Delapan indikator tersebut adalah efisiensi siklus
material, efisiensi siklus energi, efisiensi lingkungan produk akhir, efisiensi
kualitas produk absolut, efisiensi kualitas produk konstan, efisiensi
pengoperasian peralatan statis, efisiensi volume produk dan efisiensi
masukan.
F. DATA ENVELOPMENT ANALYSIS (DEA)
Salah satu metode yang dikembangkan dalam upaya pengukuran
produktivitas perusahaan atau unit kerja tertentu adalah Data Envelopment
Analysis (DEA). Metode ini dikembangkan pertama kali oleh Charnes et al.
(1978) dan merupakan metode pengukuran produktivitas dengan fungsi
produksi secara non parametrik (Joro et al., 1998).
Metode Data Envelopment Analysis (DEA) diciptakan sebagai alat
evaluasi kinerja suatu aktivitas di sebuah unit entitas. Secara sederhana
pengukuran dinyatakan dengan rasio: input/output yang merupakan satuan
pengukuran produktivitas yang bisa dinyatakan secara parsial (misalnya:
output per jam kerja ataupun output per pekerja, dengan output adalah
penjualan, profit, dsb) ataupun secara total (melibatkan semua output dan
input suatu entitas ke dalam pengukuran) yang dapat membantu
menunjukkan faktor input (output) apa yang paling berpengaruh dalam
menghasilkan suatu output (penggunaan suatu input). Hanya saja perluasan
pengukuran produktivitas dari parsial ke total akan membawa kesulitan
dalam memilih input dan output apa yang harus disertakan dan bagaimana
pembobotannya (Cooper et.al, 2002).
Data Envelopment Analysis (DEA) adalah teknik perhitungan
berdasarkan program linear untuk mengukur performasi relatif unit-unit
terorganisasi dimana kehadiran input dan output majemuk menyulitkan
perbandingan (Emrouzenad, 1999). Metodologi DEA merupakan sebuah
metode non parametrik yang menggunakan model program linier untuk
menghitung perbandingan rasio output dan input untuk semua unit yang
dibandingkan. DEA diperkenalkan pertama kali oleh Charnes,Cooper, dan
Rhodes (CCR) pada tahun 1978. Hasil perhitungan metode ini disebut
sebagai nilai efisiensi relatif (Siswandi et al., 2004).
Metode DEA diciptakan sebagai alat evaluasi kinerja suatu aktivitas
di sebuah unit entitas. Secara sederhana pengukuran dinyatakan dengan rasio
antara output dan input yang merupakan satuan pengukuran produktivitas
yang bisa dinyatakan secara parsial ataupun secara total melibatkan semua
input dan output suatu entitas kedalam pengukuran yang dapat membantu
menunjukkan faktor input (output) yang paling berpengaruh terhadap suatu
entitas kedalam pengukuran. Pengukuran ini dapat membantu menunjukan
faktor input (output) yang paling berpengaruh dalam menghasilkan suatu
output (penggunaan suatu input) (Siswandi et al., 2004).
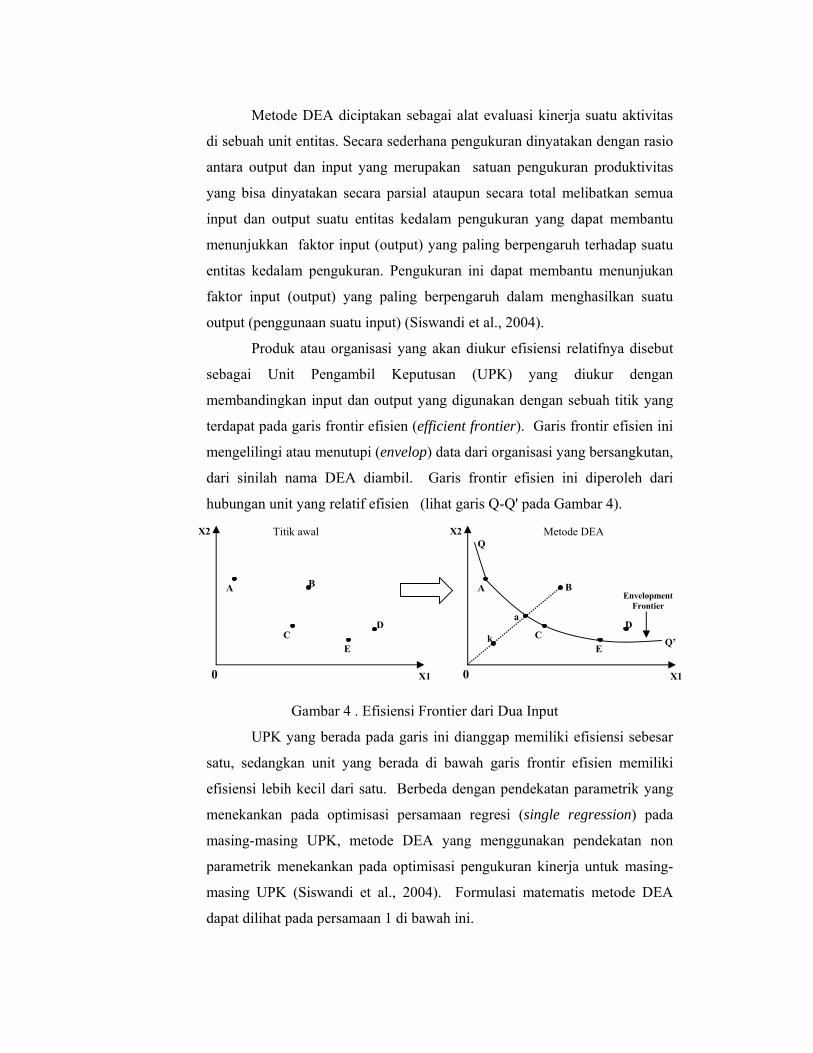
Produk atau organisasi yang akan diukur efisiensi relatifnya disebut
sebagai Unit Pengambil Keputusan (UPK) yang diukur dengan
membandingkan input dan output yang digunakan dengan sebuah titik yang
terdapat pada garis frontir efisien (efficient frontier). Garis frontir efisien ini
mengelilingi atau menutupi (envelop) data dari organisasi yang bersangkutan,
dari sinilah nama DEA diambil. Garis frontir efisien ini diperoleh dari
hubungan unit yang relatif efisien (lihat garis Q-Q' pada Gambar 4).
Gambar 4 . Efisiensi Frontier dari Dua Input
UPK yang berada pada garis ini dianggap memiliki efisiensi sebesar
satu, sedangkan unit yang berada di bawah garis frontir efisien memiliki
efisiensi lebih kecil dari satu. Berbeda dengan pendekatan parametrik yang
menekankan pada optimisasi persamaan regresi (single regression) pada
masing-masing UPK, metode DEA yang menggunakan pendekatan non
parametrik menekankan pada optimisasi pengukuran kinerja untuk masing-
masing UPK (Siswandi et al., 2004). Formulasi matematis metode DEA
dapat dilihat pada persamaan 1 di bawah ini.
A B
C E
D
X1
X2
0
A B
C E
D
X1
X2
0
Q
Q’
Envelopment Frontier
Metode DEA Titik awal
a
k

)1..(..........==∑
∑
1=
1=
inputofsumWeighted
outputofsumWeighted
XV
YUhj m
iijij
s
rrjrj
Keterangan :
m = jumlah input, s = jumlah output dan n = jumlah UPK (indikator)
hj = efisiensi relatif dari indikator ke k, k = 1...n
Ur = bobot tertimbang dan output indikator ke r
Vi = bobot tertimbang dan input indikator ke i
Yrk = jumlah atau nilai output r pada indikator k
Xrk = jumlah atau nilai input i pada indikator ke k
Misalkan ada n UPK yang akan dievaluasi, maka setiap UPK memberikan
nilai yang bervariasi dari sejumlah m input untuk menghasilkan s output,
efisiensi dari UPK ke-j , hj diukur dengan index rasio dimana Xij adalah nilai
positif input ke-i UPK j (i=1,2,..m) dan Yrj adalah nilai ouput ke-r UPKj
(r=1,2,.. s).
Menurut Anderson (2000), beberapa keunggulan dari metode DEA
adalah :
1. DEA dapat digunakan untuk mengevaluasi model dengan input majemuk
(multiple input) dan output majemuk (multiple output).
2. Tidak dibutuhkan asumsi yang menghubungkan antara input dengan
output.
3. Input dan output yang digunakan dapat memiliki unit pengukuran yang
sangat berbeda.
Sebaliknya, keterbatasan-keterbatasan yang dimiliki oleh metode DEA adalah:
1. Gangguan seperti error pengukuran dapat menyebabkan permasalahan
yang sangat signifikan.
2. DEA tidak dapat menggambarkan efisiensi absolut.
3. Pengujian hipotesis statistik sulit untuk dilakukan karena DEA
merupakan teknik non parametrik.
G. ANALITICAL HIERARCHY PROCESS (AHP)
Analitical Hierarchy Process (AHP) adalah suatu pendekatan analisis
yang bertujuan untuk membuat suatu model permasalahan yang tidak
mempunyai struktur. Analisis ini biasanya diterapkan untuk memecahkan
masalah-masalah yang terukur (kuantitatif), maupun masalah-masalah yang
memerlukan pendapat (judgement), AHP banyak digunakan pada
pengambilan keputusan untuk banyak kriteria, perencanaan, alokasi
sumberdaya, dan penentuan prioritas dari strategi yang dimiliki pihak yang
terlibat (aktor) dalam situasi konflik (Saaty, 1993).
AHP adalah penyederhanaan suatu persoalan kompleks yang tidak
terstruktur, strategik, dan dinamik menjadi bagian-bagiannya, serta menata
dalam suatu hierarki. Kemudian tingkat kepentingan tiap variabel diberi nilai
numerik secara subyektif tentang arti penting variabel tersebut secara relatif
dibandingkan dengan variabel lain. Saaty (1993) menambahkan, AHP
merupakan analisis yang digunakan dalam pengambilan keputusan dengan
pendekatan sistem, dimana pengembil keputusan berusaha memahami suatu
kondisi sistem dan membantu melakukan prediksi dalam mengambil
keputusan. Dalam penerapannya, disarankan sedapat mungkin menghindari
adanya penyederhanaan seperti dengan membuat asumsi-asumsi, dengan
tujuan dapat diperoleh model-model yang kuantitatif.
Menurut Marimin (2004), AHP memungkinkan pengguna untuk
memberikan nilai bobot relatif dari suatu kriteria majemuk (atau alternatif
majemuk terhadap suatu kriteria) secara intuitif, yaitu dengan melakukan
perbandingan berpasangan (pairwise comparison). Semua elemen
dikelompokkan secara logika dan diperingatkan secara konsisten sesuai
dengan suatu kriteria yang logis.
Hirarki merupakan abstraksi hubungan dan pengaruh antara elemen-
elemen dalam struktur pada keseluruhan ssitem yang dipelajari. Abstraksi
merupakan bentuk hubungan antara elemen yang menggambarkan sistem
secara keseluruhan. Dalam praktek tidak ada prosedur baku yang digunakan
untuk menyusun hirarki. Cara yang paling umum dilakukan adalah dengan
mempelajari literatur mengenai sistem yang dipelajari atau melakukan
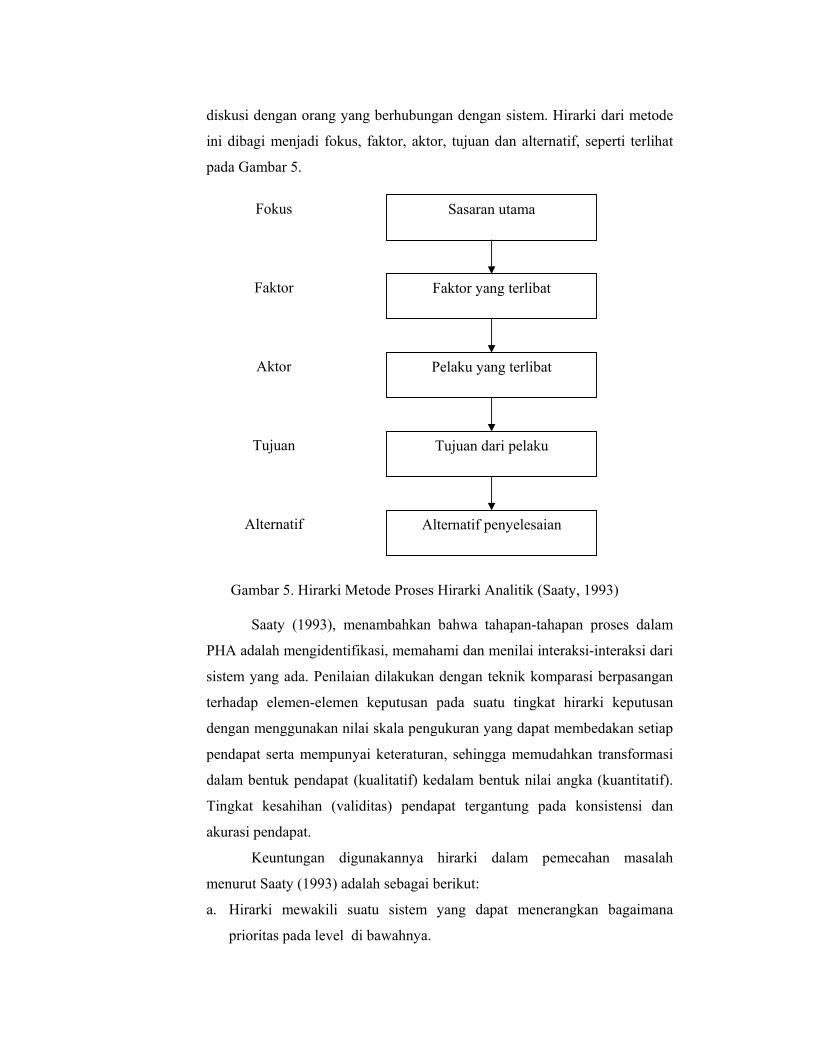
diskusi dengan orang yang berhubungan dengan sistem. Hirarki dari metode
ini dibagi menjadi fokus, faktor, aktor, tujuan dan alternatif, seperti terlihat
pada Gambar 5.
v
Gambar 5. Hirarki Metode Proses Hirarki Analitik (Saaty, 1993)
Saaty (1993), menambahkan bahwa tahapan-tahapan proses dalam
PHA adalah mengidentifikasi, memahami dan menilai interaksi-interaksi dari
sistem yang ada. Penilaian dilakukan dengan teknik komparasi berpasangan
terhadap elemen-elemen keputusan pada suatu tingkat hirarki keputusan
dengan menggunakan nilai skala pengukuran yang dapat membedakan setiap
pendapat serta mempunyai keteraturan, sehingga memudahkan transformasi
dalam bentuk pendapat (kualitatif) kedalam bentuk nilai angka (kuantitatif).
Tingkat kesahihan (validitas) pendapat tergantung pada konsistensi dan
akurasi pendapat.
Keuntungan digunakannya hirarki dalam pemecahan masalah
menurut Saaty (1993) adalah sebagai berikut:
a. Hirarki mewakili suatu sistem yang dapat menerangkan bagaimana
prioritas pada level di bawahnya.
Fokus
Faktor
Aktor
Tujuan
Alternatif
Sasaran utama
Faktor yang terlibat
Pelaku yang terlibat
Tujuan dari pelaku
Alternatif penyelesaian

b. Hirarki memberikan informasi rinci mengenai struktur dan fungsi dari
sistem pada level yang lebih rendah dan memberikan gambaran mengenai
aktor dan tujuan pada level yang lebih tinggi.
c. Sistem akan menjadi lebih efisien jika disusun dalam bentuk hirarki
dibandingkan dalam bentuk lain
d. Bersifat stabil dan fleksibel dalam arti penambahan elemen pada struktur
yang telah tersusun baik tidask akan mengganggu penampilannya.
H. PENELITIAN TERDAHULU
Natalia (2002), melakukan penelitian dengan analisis manajemen
mutu terpadu pada perusahaan agroindustri gula cair PT Puncak Gunung
Mas, Ciracas, Jakarta Timur. Kesimpulan yang didapatkan dari penelitian ini
adalah PT PGM mempunyai masalah utama yaitu mutu produk dengan sub
penyebab yang paling mempengaruhi adalah kualitas material untuk
penyebab material, staf dan operator untuk penyebab SDM, dan produktivitas
untuk penyebab mesin. Alternatif perbaikan yang perlu untuk segera
dilakukan adalah perbaikan manajemen terutama sistem adaministrasi dan
informasi dalam manajemen, selain itu teamwork atau kerjasama tim di PT
PGM juga masih harus diperbaiki.
Trisyulianti (2003), melakukan penelitian tentang desain sistem pakar
untuk interpretasi bagan kendali mutu pakan. BKM pakan ditujukan untuk
melihat apakah kondisi proses dalam keadaan terkendali atau tidak
terkendali. Karakteristik mutu yang dijadikan parameter adalah suhu.
Pengawasan mutu proses pakan meliputi rangkaian proses pakan dari mulai
penggilingan, pencampuran, pembuatan pellet, pendinginan, pembuatan
butiran, sampai pengemasan. Sistem pakar akan memanggil data base dan
menghitung batas pengendali atas dan batas pengendali bawah, kemudian
setiap titik penerimaan contoh dipanggil untuk dibuat bagan kendali mutu.
Sistem ahli akan merekomendasikan tindakan yang harus dilakukan
operator/supervisor.
Abduh (1999), meneliti tentang aplikasi model program sasaran pada
optimasi produksi gula di pabrik gula Takalar, Sulawesi Selatan. Tujuan

penelitian ini adalah menganalisis kegiatan produksi gula dilanjutkan dengan
merancangbangun model optimasi yang merepresentasikan keadaan di
lapangan dengan memperhatikan kendala bahan baku, tenaga kerja, tenaga
kerja tebang, sarana angkutan, kapasitas pabrik giling, ketersediaan biaya,
dan lahan. Pendekatan permasalahan dilakukan dengan metode pendekatan
berencana (planned approach), sedangkan perancangan model optimasi
menggunakan kaidah program sasaran linear. Dari hasil pengolahan model
optimasi produksi gula diketahui bahwa pada pemenuhan prioritas kedua
sebagian besar kendala-kendala sasaran dapat tercapai.
Juwita (2006), melakukan penelitian dengan judul Kajian Strategi
Peningkatan Kualitas Proses dan Produk Teh di PT. Perkebunan Nusantara
VIII Gunung Mas Cisarua Bogor. Penelitian dilakukan untuk mengetahui
sejauh mana menurunnya kinerja proses dan mesin/peralatan sebagai faktor
penyebab rendahnya kualitas teh. Pemodelan sistem dirancang dengan
menggunakan Microsoft Visual Basic 6.0 dan DEA for Windows. Efisien
relatif per indikator menghasilkan keluaran bahwa indikator siklus bahan
baku, pengoperasian peralatan statis dan volume produk akhir masih belum
efisien secara relatif. Efisiensi relatif per kelompok indikator menghasilkan
keluaran bahwa kelompok indikator peralatan dan kelompok indikator
produk masih belum efisien secara relatif. Efisiensi mesin dan peralatan
keseluruhan menghasilkan keluaran nilai efisiensi yang masih berada di
bawah standar tingkat dunia.
III. METODOLOGI PENELITIAN
A. KERANGKA PEMIKIRAN
Kajian pengawasan kegiatan produksi pada industri gula kristal ini
dilakukan untuk mengembangkan suatu model Sistem Penunjang Keputusan
yang akan membantu para pengambil keputusan (desicion maker) dalam
melakukan pengendalian proses produksi secara efektif dan efisien.
Proses produksi merupakan aspek yang sangat penting untuk
diperhatikan dalam pembuatan suatu produk. Keberhasilan masing-masing
tahapan proses akan mempengaruhi keberhasilan proses secara keseluruhan.
Untuk mencapai keberhasilan proses pengolahan gula secara menyeluruh,
maka perlu diketahui faktor yang berpengaruh pada masing-masing tahapan
proses dan dilakukan tindakan pengendalian apabila dalam proses tersebut ada
kondisi yang tidak sesuai dengan parameter yang diharapkan oleh perusahaan
untuk mengembalikan proses pada kondisi yang ideal. Kualitas proses
produksi yang baik akan menyebabkan produk yang dihasilkan juga
berkualitas baik. Kualitas merupakan salah satu faktor yang juga penting yang
harus dipertimbangkan untuk mengantisipasi tuntutan konsumen dan
persaingan pasar yang semakin ketat.
Sistem penunjang keputusan merupakan salah satu usaha yang dapat
diterapkan untuk mempertahankan kelancaran proses produksi, efisiensi
sumberdaya yang digunakan, dan juga untuk mempertahankan kualitas produk
yang dihasilkan agar sesuai dengan spesifikasi yang telah ditetapkan.
Perancangan sistem penunjang keputusan akan memberikan informasi dan
keluaran bagi para pengambil keputusan tentang kondisi faktor-faktor
pendukung proses dan dapat segera dilakukan tindakan apabila dalam proses
tersebut menunjukkan adanya penyimpangan atau tak terkendali.
Dalam perancangan sistem ini, dimulai dengan analisis faktor-faktor yang
berpengaruh dalam proses, yaitu dengan menilai kemampuan proses itu
sendiri. Penilaian kemampuan (kinerja proses) dilakukan dengan memantau

hasil proses pada setiap stasiun kerja berdasarkan parameter kinerja proses
yang diterapkan pada perusahaan. Hasil pemantauan proses yang didapat
dibandingkan dengan spesifikasi yang ingin dicapai perusahaan sehingga
dapat diketahui seberapa besar penyimpangan dan variasi yang ada dalam
masing-masing stasiun proses. Apabila suatu stasiun mengalami
penyimpangan yang melebihi batas spesifikasi atau memiliki tingkat
variabilitas yang tinggi akan dapat menyebabkan proses-proses selanjutnya
juga mengalami penyimpangan. Kegiatan pemantauan proses akan lebih
efektif bila menggunakan teknik-teknik statistika seperti diagram pengendali
dan menggunakan teknik akurasi yaitu dengan memperbolehkan terjadinya
penyimpangan sebesar ±10%.
Selain kemampuan proses, faktor yang juga memegang peranan penting
dalam mendukung kelancaran proses adalah kondisi mesin dan peralatan.
Kondisi mesin dan peralatan yang baik akan dapat memperkecil tingkat
kerusakan dan dapat menekan jam henti dalam pabrik. Kerusakan mesin dapat
diantisipasi dengan mengetahui kekritisan mesin dan peralatan sehingga para
pengambil keputusan dapat menyusun jadwal perawatan dan perbaikan secara
periodik baik selama masa giling ataupun di luar masa giling. Perhitungan
mesin kritis didasarkan pada pendapat para pakar atau pihak yang
berkompeten dalam bidang tersebut untuk pembobotan kriteria dan
indikatornya serta didukung oleh data yang didapat tentang kerusakan dan jam
henti selama masa giling. Identifikasi terhadap titik-titik kritis komponen
pendukung proses tersebut menggunakan metode ECR (Equipment Critically
Rating).
Kegiatan proses produksi dapat berjalan apabila didukung oleh sumber
daya yang memadai. Ketersediaan sumber daya tersebut juga harus diatur
penggunaannya agar proses produksi dapat optimal dalam semua segi. Tingkat
efisiensi penggunaan sumber daya perlu dievaluasi agar perusahaan dapat
memperbaiki dan meningkatkan kinerja dan produktivitasnya. Aspek-aspek
yang diukur untuk mengetahui tingkat efisiensi produksi ini menggunakan
metode Data Envelopment Analysis dan melibatkan beberapa indikator yang

terdapat pada indikator Barbiroli yang juga disesuaikan dengan kondisi
perusahaan.
Pemodelan terakhir dari sistem ini adalah penyusunan hirarki
pengambilan keputusan pengendalian proses produksi. Metode AHP
diterapkan untuk menentukan tahapan kritis mana dalam proses yang harus
dikendalikan dan diperbaiki berdasarkan pembobotan faktor dan kriteria
terbesar yang dilakukan oleh pakar gula. Faktor dan kriteria yang digunakan
berdasarkan model perhitungan sebelumnya yang ditambah faktor pendukung
kualitatif dan diberi penilaian secara kuantitatif. Kerangka konseptual
penelitian terdapat pada Gambar 6.
B. PENDEKATAN SISTEM
Sistem merupakan sekumpulan elemen-elemen yang berada dalam
keadaan yang saling berhubungan untuk tujuan yang sama. Pendekatan sistem
merupakan metoda pemecahan masalah yang dimulai dengan identifikasi dan
analisis kebutuhan serta diakhiri dengan hasil berupa sistem operasi yang
efektif dan efisien (Eriyatno, 1999).
Marimin (2004) menyatakan bahwa pada dasarnya pendekatan sistem
adalah penerapan sistem ilmiah dan manajemen. Dengan cara ini hendak
diketahui fator-faktor yang mempengaruhi perilaku dan keberhasilan suatu
organisasi atau sistem. Metode ilmiah dapat menghindarkan menejemen
mengambil kesimpulan-kesimpulan yang sederhana dan simplisitis searah oleh
suatu masalah disebabkan oleh pengertian yang lebih luas mengenai faktor-
faktor yang mempengaruhi perilaku sistem dan memberikan dasar untuk
memahami penyebab ganda dari suatu masalah dalam kerangka sistem.
Pendekatan sistem ini dicirikan dengan adanya metodologi perencanaan
atau pengelolaan yang bersifat multidisiplin dan terorganisir, penggunaan
model matematika, mampu berfikir secara kualitatif, penggunaan teknik
simulasi dan optimasi, serta diaplikasikan dengan komputer. Pendekatan
sistem dengan menggunakan model yaitu suatu abstraksi keadaan nyata atau
penyederhanaan sistem nyata untuk memudahkan pengkajian suatu sistem
(Eriyatno, 1999).

Teknik Akurasi
ECR
Penilaian Kriteria Utama
Penilaian Indikator
Komponen
Pembobotan Kriteria dan Alternatif
Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
AHP Perumusan SPK Pengendalian Proses Produksi Gula Kristal Putih
Evaluasi Konsistensi
Penentuan Prioritas
Pemodelan, implementasi, verifikasi, evaluasi sistem
Perbandingan berpasangan
Penyusunan Hirarki AHP
Identifikasi Atribut Pengendalian Proses
Penentuan Topik dan Tujuan Penelitian
Identifikasi faktor pendukung pengendalian proses
Perhitungan efisiensi tiap
indikator
Indikator Barbiroli
Teknik Akurasi DEA
Pengumpulan data mesin produksi
Identifikasi Faktor Kritis
Mesin
Pemantauan proses
Penilaian Setiap Tahapan/stasiun
Proses
Pengukuran penyimpangan
proses
Bagan Kendali
Pairwise comparison
Pengumpulan data input-output indikator
efisiensi produksi
Pemilihan indikator efisiensi
1. Analisis kebutuhan
Analisis kebutuhan merupakan permulaan pengkajian dari suatu
sistem. Analisis ini dinyatakan dalam kebutuhan-kebutuhan yang ada, baru
kemudian dilakukan tahapan pengembangan terhadap kebutuhan-kebutuhan
yang dideskripsikan. Analisis kebutuhan selalu mengangkut interaksi antara
respon yang timbul dari seorang pengambil keputusan terhadap jalannya
sistem. Analisis ini dapat meliputi hasil survei, pendapat ahli, observasi
lapangan dan sebagainya (Marimin, 2004). Identifikasi kebutuhan dari
Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
adalah sebagai berikut:
a. Bagian produksi
1) Bahan baku bermutu sesuai dengan standar yang ditetapkan
perusahaan
2) Biaya pengendalian proses relatif rendah
3) Kelancaran dan kestabilan proses produksi
4) Proses yang menyimpang dapat segera dikendalikan
5) Kontinuitas suplai bahan baku
6) Proses berjalan tepat waktu dan jam henti dapat diminimalkan
b. Bagian pengendalian mutu
1) Sistem pengendalian mutu yang efektif dan efisien
2) Mutu bahan baku dan produk sesuai dengan standar yang telah
ditetapkan
3) Biaya pengendalian mutu relatif rendah
4) Meningkatnya jaminan kualitas dan keamanan gula
c. Operator/karyawan
1) Mengetahui tahapan-tahapan dalam proses yang kritis
2) Hanya memberi perhatian lebih pada tahapan proses yang kritis
3) Bekerja lebih efektif dan efisien
Gambar 6. Kerangka Konseptual Penelitian

d. Bagian Maintenance
1) Mengetahui komponen-komponen pendukung proses yang kritis
2) Memperkirakan saat-saat perawatan dan perbaikan suatu komponen
3) Membuat jadwal pemeliharaan komponen pendukung proses
2. Formulasi Permasalahan
Permasalahan yang dihadapi dalam pengendalian kualitas sektor pasca
panen produk gula kristal adalah sistem pengolahan yang diterapkan saat
ini belum optimal, sedangkan produk gula kristal mempunyai sifat yang
mudah rusak. Beberapa permasalahan yang ada pada sistem pengendalian
proses produksi gula kristal antara lain adanya variasi yang besar pada
setiap tahapan proses, pengambilan keputusan yang lambat dan belum
diterapkannya statistika pengendalian mutu proses produksi.
Model sistem pengendalian proses produksi yang akan dirancang,
diharapkan dapat membantu menerapkan sistem pengendalian proses
produksi secara keseluruhan dan membantu pengambilan keputusan secara
efektif dan efisien dalam biaya yang harus dikeluarkan.
3. Identifikasi Sistem
Identifikasi sistem merupakan suatu rantai hubungan antara
pernyataan dari kebutuhan-kebutuhan dengan pernyataan khusus dari
masalah yang harus dipecahkan untuk mencukupi kebutuhan-kebutuhan
tersebut (Eriyatno, 1999). Identifikasi sistem bertujuan untuk memberi
gambaran terhadap sistem yang dikaji. Diagram yang digunakan dalam
identifikasi sistem adalah dalam bentuk diagram input output seperti yang
terlihat pada gambar 7.
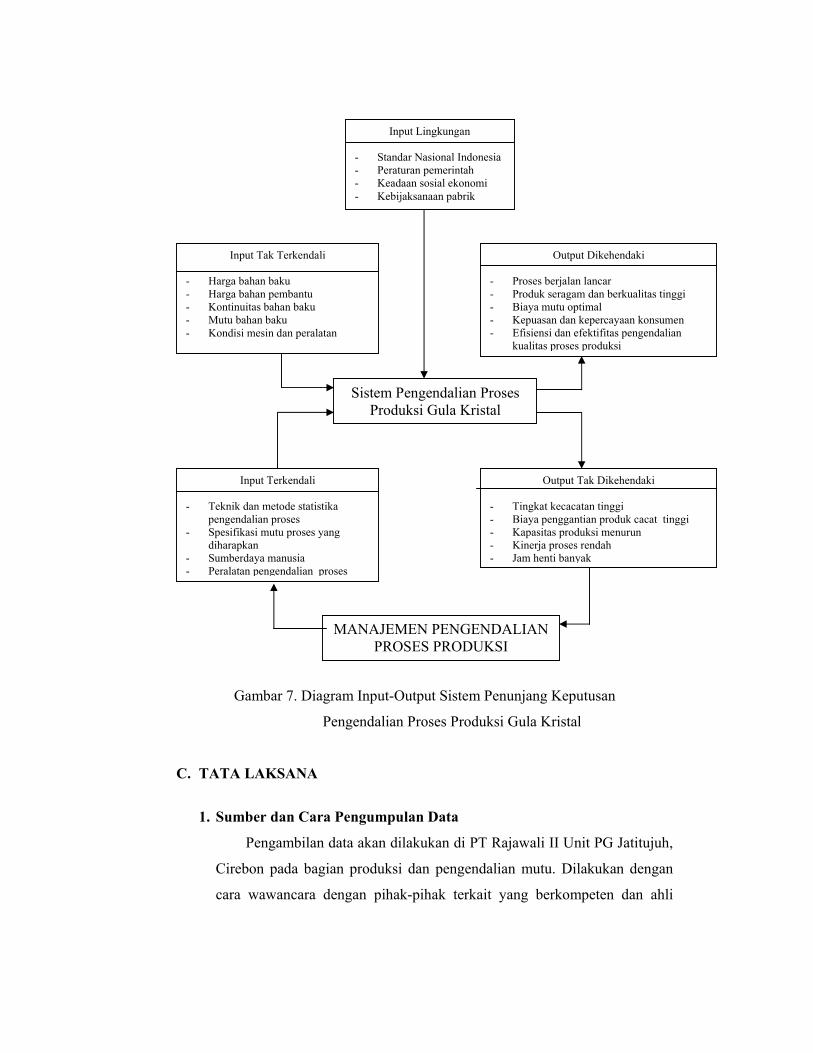
Gambar 7. Diagram Input-Output Sistem Penunjang Keputusan
Pengendalian Proses Produksi Gula Kristal
C. TATA LAKSANA
1. Sumber dan Cara Pengumpulan Data
Pengambilan data akan dilakukan di PT Rajawali II Unit PG Jatitujuh,
Cirebon pada bagian produksi dan pengendalian mutu. Dilakukan dengan
cara wawancara dengan pihak-pihak terkait yang berkompeten dan ahli
Input Lingkungan
- Standar Nasional Indonesia - Peraturan pemerintah - Keadaan sosial ekonomi - Kebijaksanaan pabrik
Input Tak Terkendali
- Harga bahan baku - Harga bahan pembantu - Kontinuitas bahan baku - Mutu bahan baku - Kondisi mesin dan peralatan
Output Dikehendaki
- Proses berjalan lancar - Produk seragam dan berkualitas tinggi - Biaya mutu optimal - Kepuasan dan kepercayaan konsumen - Efisiensi dan efektifitas pengendalian
kualitas proses produksi
Input Terkendali
- Teknik dan metode statistika pengendalian proses
- Spesifikasi mutu proses yang diharapkan
- Sumberdaya manusia - Peralatan pengendalian proses
Sistem Pengendalian Proses Produksi Gula Kristal
MANAJEMEN PENGENDALIAN PROSES PRODUKSI
Output Tak Dikehendaki
- Tingkat kecacatan tinggi - Biaya penggantian produk cacat tinggi - Kapasitas produksi menurun - Kinerja proses rendah - Jam henti banyak
dalam industri pengolahan gula kristal putih (expert survey) dan melalui
pengamatan langsung di lapangan pada saat proses produksi berlangsung.
2. Pengolahan Data
a. Pemantauan Proses
Pemantauan proses dilakukan pada masing-masing stasiun produksi
dengan menggunakan data parameter-parameter proses yang digunakan
oleh perusahaan. Data yang telah diperoleh dianalisa dengan teknik
pengendalian kualitas statistika yang berupa bagan kendali dan diagram
kapabilitas. Dengan menggunakan diagram kendali dapat diketahui
variabilitas pada proses dan besar penyimpangannya dari batas-batas
kendali. Setelah diketahui rata-rata proses dan tingkat variasinya
kemudian dihitung menggunakan teknik akurasi, dimana akurasi dapat
didefinisikan sebagai perbedaan antara rata-rata data aktual (average)
dengan nilai standar (true value) (Besterfield,1990). Akurasi dihitung
menggunakan persamaan:
Dimana :
A = Akurasi
X = Rata-rata hasil pengukuran
S = Standar pabrikasi
Variasi (penyimpangan) maksimum akurasi dihitung menggunakan
persamaan berikut:
Dimana :
Amax = Akurasi maksimum
VS = Variasi standar yang masih dapat diterima (%)
S = Standar pabrikasi
Persentase variasi yang digunakan adalah 10%. Nilai 10%
merupakan nilai variasi maksimum yang masih dapat diterima
(acceptable) dalam dunia industri (Cahyadi, 2005). Dalam implementasi,
A = X - S
Amax = ±VS%*S

standar penilaian yang akan digunakan sebagai justifikasi kondisi kinerja
aktivitas atau proses adalah nilai persentase dari variasi (penyimpangan).
Justifikasi terkendali atau tidaknya suatu proses dihitung berdasarkan
nilai rata-rata persentase variasi dari setiap aktivitas yang terdapat dalam
stasiun tersebut. Persentase variasi aktivitas dihitung menggunakan:
Dimana :
%Vact = Persentase variasi aktivitas
X act = Rata-rata hasil pengukuran varisi aktivitas
S = Standar aktivitas
Persentase variasi stasiun produksi dihitung menggunakan persamaan
sebagai berikut:
Dimana:
%Vst = Persentase variasi stasiun produksi
iactV = Persentase variasi aktivitas yang ke-i
n = Jumlah aktivitas
b. Penentuan faktor dan titik-titik kritis komponen
Penentuan kekritisan komponen pendukung proses menggunakan
pendapat beberapa pakar internal peruasahaan. Dalam proses penilaian
kekritisan komponen ini disebarkan kuesioner kepada bagian pabrikasi
dan instalasi yang berkompeten sebanyak tiga orang. Dalam kuesioner
tersebut para pakar memberikan bobot untuk masing-masing indikator
dan kriteria kekritisan masing-masing mesin dan peralatan stasiun
proses. Identifikasi komponen kritis pendukung proses menggunakan
metode Equipment Critically Rating (ECR). Selain dari pembobotan
%Vact = ( X act – S) x 100% S
%Vst = n
Vn
iacti
∑1=%

para pakar juga digunakan data dari perusahaan untuk kerusakan atau
jem henti selama proses produksi.
Gambar 8. Struktur Pengolahan Data ECR
Struktur pengolahan data ECR seperti gambar diatas menunjukkan setiap
indikator dijumlahkan dalam satu kriteria, kemudian dikalikan dengan
bobot kriteria yang dimilikinya. Jumlah nilai dari masing-masing kriteria
tersebut merupakan nilai ECR komponen.
Secara matematika prosedur tersebut digambarkan sebagai berikut:
ECR = i
K
ii xNb∑
1=
bi = Bobot masing-masing kriteria
Ni = nilai kriteria berdasarkan indikator-indikatornya
= i
n
i xDI∑
Di = Bobot setiap indikator
c. Analitycal Hierarchy Process (AHP)
Analisis AHP dimulai dengan melakukan penilaian pendapat
berdasarkan hasil wawancara dan kuesioner dari responden
terkait.adapun tahapan analisa data adalah sebagai berikut (Saaty, 1993):
1) Identifikasi sistem, yaitu mendefinisikan permasalahan dan rinci
pemecahan yang didinginkan, yang dilakukan dengan studi pustaka,
yaitu mempelajari beberapa dokumen terutama yang berkaitan dengan
perencanaan.
ECR
Kriteria 1 Kriteria 2 Kriteria 3
Bobot
Kriteria
Indikator
Nilai ECR

2) Penyusunan hirarki. Dalam penyusunan hirarki atau struktur
keputusan dilakukan dengan mengelompokkan elemen-elemen sistem
yang diperoleh berdasarkan studi pustaka dan dipadukan dengan
kondisi nyata di lapangan ke dalam suatu abstraksi sistem hirarki
keputusan.
3) Komparasi berpasangan. Mengembangkan pengaruh relatif setiap
elemen yang relevan terhadap masing-masing tujuan pada setiap level
hirarki. Penilaian dilakukan dengan menggunakan teknik komparasi
berpasangan (pairwise comparison) dengan memberikan bobot
numerik serta membandingkan elemen satu dengan lainnya. Dalam
menentukan tingkat kepentingan (bobot), penilaian pendapat
(judgement) dilakukan dengan menggunakan fungsi berfikir yang
dikombinasikan dengan intuisi, perasaan dan penginderaan. Adapun
nilai dan definisi skala komparasi tersebut seperti tercantum pada
Tabel 10.
Tabel 10. Skala Komparasi (Saaty,1993) Intensitas
Kepentingan Definisi Penjelasan
1 Kedua elemen sama pentingnya Sumbangan dua elemen sama besar pada sifat itu
3 Elemen yang satu sedikit lebih penting dibanding yang lainnya
Pengalaman dan pertimbangan sedikit menyokong satu elemen atas yang lainnya
5 Elemen yang satu lebih esensial atau bersifat lebih penting, menonjol dibanding elemen lainnya
Pengalaman dan pertimbangan dengan kuat menyokong satu elemen atas yang lainnya
7 Satu elemen jelas lebih penting dari elemen lainnya (menunjukkan sifat sangat penting yang menonjol)
Satu elemen dengan kuat menyokong, dominasinya tampak dalam kenyataan
9 Satu elemen mutlak lebih penting dibanding dengan lainnya
Bukti yang menyokong elemen yang satu atas yang lainnya memiliki tingkat penegasan tertinggi yang mungkin menguatkan
2; 4; 6; 8 Nilai-nilai antara di antara dua pertimbangan yang berdekatan
Kompromi diperlukan antara dua pertimbangan
Nilai Kebalikan Jika untuk aktivitas i mendapat satu angka bila dibandingkan dengan aktivitas j, maka j mempunyai nilai kebalikannya bila dibandingkan dengan nilai i.

Jika C1, C2, ..., Cn merupakan elemen- elemen suatu level dalam
hirarki, maka apabila C1 dibandingkan dengan Cj didefinisikan
sebagai nilai yang mengidentifikasikan besarnya kepentingan
(kekuatan) C1 terhadap Cj. Nilai aij=1/aij merupakan perbandingan
kebalikannya. Nilai-nilai diatas akan membentuk matriks segi n (A)
untuk i,j = 1, 2, 3, ..., n. Matriks tersebut adalah sebagai berikut:
A = (aij) =
4) Matriks Pendapat Gabungan. Merupakan susunan matriks beru yang
elemen-elemennya (gij) berasal dari rata-rata geometrik elemen
matriks pendapat individu (aij) yang rasio konsistensinya (CR)
memenuhi syarat. Formulasi rata-rata geometrik:
Gij = m π aij (k)
Dimana:
m = jumlah responden
gij = elemen matriks pendapat gabungan individu pada baris ke-i,
kolom ke-j
aij (k) = elemen matriks pendapat individu pada baris ke-i,
kolom ke-j untuk matriks pendapat individu dengan CR yang
memenuhi persyaratan ke-k
k = 1,2, ..., n
n = jumlah matriks pendapat individu (responden dengan CR
memenuhi syarat)
5) Pengolahan Horisontal, digunakan untuk menyusun prioritas elemen-
elemen keputusan pada setiap tingkat hirarki keputusan. Pengolahan
horisontal dapat dilakukan dalam lima tahap:
C1 C2 ... Cn
C1 1 a12 ... a1n
C2 1/ a12 1 ... A2a
... ... ... ... ...
Cn 1/ a1n 1/a2n ... 1

a. perkalian baris (z) dengan menggunakan rumus:
VE – Z4 = n π aij (ij = 1...n)
b. perhitungan vektor prioritas atau vektor cirri (eigen vector) dengan
rumus: VPI = VEI
∑VE dimana VPI adalah elemen vektor prioritas ke-I; I = 1,2, ..., n
c. perhitungan nilai eigen maksimum (λmax) dengan rumus
VA = (aij) x VP, dengan VA = (VAI)
VB = VA
VP dengan VB = (VP j)
λmax = 1/n ∑VB untuk I = 1,2, ..., n
VA = VB = vektor antara
d. perhitungan indeks konsistensi (CI) dengan rumus:
CI = λmax – n
N - 1
e. perhitungan rasio konsistensi (CR) dengan rumus:
CR = CI
RI dimana RI = Random Indeks (Indeks Acak)
Nilai rasio konsistensi (CR) < 0,1 merupakan nilai dengan tingkat
konsistensi yang baik dan dapat dipertanggungjawabkan.
d. Perhitungan Efisiensi
Penelitian hanya menggunakan enam indikator efisiensi proses
produksi dari dua belas indikator Barbiroli. Pemilihan indikator ini
dilakukan berdasarkan atas penyesuaian dengan ruang lingkup penelitian
dan kondisi proses di perusahaan. Delapan indikator Barbiroli tersebut
adalah Efisiensi Siklus Bahan baku (Material Cycle Efficiency : MCE),
Efisiensi Siklus Energi (Energy Cycle Efficiency : ECE), Efisiensi
Lingkungan Produk Akhir (Final Product Environmental Efficiency :
FPEE), Efisiensi Kualitas Absolut Produk (Product Absolute Quality
Efficiency : PAQE), Efisiensi Pengoperasian Peralatan Statis (Equipment
Static Operating Efficiency : ESOE), dan Efisiensi Masukan (Input
Efficiency : IE). Analisis efisiensi pada penelitian kali ini dibagi menjadi
dua macam, yaitu efisiensi absolut dan efisiensi relatif.

i. Perhitungan Efisiensi Absolut
Perhitungan efisiensi absolut menggunakan dua persamaan, yaitu :
Efisiensi absolut teknis = output teknis......... (1) input teknis Efisiensi absolut ekonomis = output ekonomis... (2) input ekonomis
ii. Perhitungan Efisiensi Relatif Menggunakan Analisis DEA
DEA merupakan suatu analisis yang didesain secara spesifik
untuk mengukur efisiensi relatif dari suatu unit produksi dalam
kondisi terdapat banyak output maupun banyak input yang biasanya
sulit disiasati oleh teknik analisis pengukuran efisiensi rasio maupun
analisis regresi. Efisiensi dalam DEA dinyatakan sebagai rasio antara
total output tertimbang dan total input tertimbang (Charnes et al,
1994).
Setiap unit pengambil keputusan (UPK) diasumsikan bebas untuk
menentukan bobot bagi setiap variabel-variabel output maupun input
yang ada, asalkan mampu memenuhi dua kondisi yang disyaratkan,
yaitu:
a. bobot tidak boleh negatif
b. bobot harus bersifat universal atau tidak menghasilkan indikator
efisiensi di atas normal atau lebih besar dari satu nilai bilamana
dipakai UPK yang lainnya.
Model matematis DEA untuk suatu UPK dapat dirumuskan
kedalam suatu program linear fraksional dengan menjadikan bobot
input dan output dari UPK bersangkutan sebagai variabel keputusan.
Misalkan ada n UPK yang akan dievaluasi, maka setiap UPK
memberikan nilai yang bervariasi dari sejumlah m input untuk
menghasilkan s output, efisiensi dari UPK ke-j , hj diukur dengan
index rasio dimana Xij adalah nilai positif input ke-i UPK j (i=1,2,..m)
dan Yrj adalah nilai ouput ke-r UPKj (r=1,2,.. s). Formulasi
matematis metode DEA dapat dilihat pada persamaan 1 di bawah ini.

maksimumkan input of sumWeightedoutput of sumWeighted
XV
YUhj m
iijij
s
rrjrj
==
∑
∑
=
=
1
1 …..(1)
Keterangan :
m = jumlah input, s = jumlah output dan n = jumlah indikator
hj = efisiensi relatif dari indikator ke k, k = 1...n
Ur = bobot tertimbang dan output indikator ke r
Vi = bobot tertimbang dan input indikator ke i
Yrk = jumlah atau nilai output r pada indikator k
Xrk = jumlah atau nilai input i pada indikator ke k
dengan kendala :
∑
∑
=
=m
iijij
s
rrjrj
XV
YU
1
1 ≤1 .....(2)
dan batas non negatif
Urj ≥ 0 dan Vij ≥ 0, r = 1....s dan i = 1...m .....(3)
Persamaan (1) berbentuk fraksional yang akan bernilai maksimum
jika :
∑=
=s
rrjrjYUhj
1 maksimumkan (0 ≤ hj ≤ 1) dan .....(4)
∑=
m
iijij XV
1 .....(5)
sedangkan persamaan (2) dalam bentuk linear akan menjadi :
∑
∑
=
=m
iijij
s
rrjrj
XV
YU
1
1 ≤ 1
∑=
s
irjrjYU
1 ≤ ∑
=
m
iijij XV
1 .....(6)
∑=
s
irjrjYU
1- ∑
=
m
iijij XV
1 ≤ 0 .....(7)

Selanjutnya, masing-masing program linear fraksional yang
dirumuskan dalam (1), (2) dan (3) dapat ditransformasikan ke
dalam sebuah program linear (Sutapa dan Rahardjo, 2001), yaitu :
Maksimumkan ∑=
=s
rrjrjYUhj
1
.....(4)
dengan kendala :
∑=
m
iijij XV
1
= 1 .....(5)
∑=
s
irjrjYU
1
- ∑=
m
iijij XV
1
≤ 0 j = 1...n .....(7)
dan batas non negatif
Urj ≥ 0 dan Vrj ≥ 0, r = 1...s dan i = 1...m .....(8)
Program linear yang dirumuskan dalam persamaan (4), (5), (7)
dan (8) kemudian dipecahkan dengan menggunakan metode
simpleks untuk mendapatkan solusi optimal berupa nilai efisiensi
relatif UPKr. Nilai-nilai parameter yang berupa jumlah output dan
input dari masing-masing UPK untuk kemudian dapat langsung
dimasukkan ke dalam model tanpa harus memiliki satuan yang
sama.
Setiap UPK akan membutuhkan satu program linear seperti (4)
dan (7). Program linear untuk masing-masing UPK pada dasarnya
adalah sama, perbedaannya hanya terletak pada koefisien fungsi
tujuan (4) dan koefisien fungsi kendala (5).
Analisis DEA untuk kemudian akan menghasilkan solusi
optimal untuk setiap program linear dari masing-masing UPK.
Suatu UPK dikatakan efisien secara relatif apabila nilai nilai
efisiensinya 100 %. Apabila nilai efisiensinya kurang dari 100 %
maka nilai UPK bersangkutan dianggap tidak efisien secara relatif.
3. Perancangan Sistem
Perancangan sistem didasarkan pada sistem yang dikaji, meliputi
perancangan sistem basis data dan basis model menggunakan data flow
diagram sebagai rancangan sistem global.

4. Implementasi dan Verifikasi
Pada tahap ini, hasil rancangan serta basis pengetahuan
diimplementasikan ke dalam suatu bentuk perangkat lunak komputer.
Pengembangan model dilakukan menggunakan perangkat lunak Microsoft
Visual Basic 6.0 dan Microsoft Front Page untuk pengembangan sistem
manajemen basis data. Selain menggunakan Microsoft Visual Basic 6.0,
analisis model juga mempergunakan DEA for Windows, untuk melakukan
analisis efisiensi relatif produksi, Minitab13.3 untuk analisa kemampuan
proses, dan Expert Choice 2000 untuk analisa komponen kritis dan
pengendalian proses produksi.
Model yang telah terbentuk dalam sistem yang dibuat dilakukan
verifikasi dan validasi dengan menggunakan data aktual untuk mengetahui
apakah model tersebut cukup layak digunakan dan dapat memenuhi kriteria
yang telah ditetapkan.
IV. GAMBARAN UMUM PERUSAHAAN
A. SEJARAH DAN PERKEMBANGAN PERUSAHAAN
Sejarah dari pendirian Pabrik Gula Jatitujuh dimulai dengan adanya
kerjasama antara pemerintah Republik Indinesia dan Bank Dunia dalam
membentuk Indonesian Sugar Study (ISS), programnya yaitu mencari areal
baru yang berorientasi pada lahan kering.
Pabrik Gula Jatitujuh diresmikan pada tanggal 5 September 1980 oleh
Presiden Republik Indonesia Bapak Soeharto. Berdasarkan Peraturan
Pemerintah No. 10 tahun 1981 tanggal 1 April 1981, PNP XIV dirubah
satatusnya menjadi PT. Perkebunan XIV Persero dimana Pabrik Gula Jatitujuh
bernaung dibawahnya.
Perkembangan pabrik dilaksanakan dari Maret 1976 sampai Septemner
1978 dengan kontraktor Perancis (Fives Cail Babcock). Tujuan dari pendirian
pabrik adalah:
1. Meningkatkan produksi gula guna memenuhi kebutuhan konsumen dalam
negeri.
2. Menciptakan lapangan kerja baru bagi masyarakat di sekitar pabrik gula,
sehingga dapat mengurangi laju urbanisasi dan meningkatkan taraf hidup
masyarakat tersebut.
3. Meningkatkan pendapatan negara dari sektor non-migas.
4. Menggunakan kembali bekas tanah hutan yang tidak produktif.
Pabrik Gula Jatitujuh terletak di desa Sumber, Kecamatan Jatitujuh,
Kabupaten Majalengka, Propinsi Jawa Barat. Pabrik ini berjarak ± 77 km dari
Kodya Cirebon (± 7 20 km dari Jatibarang) dan ± 32 km dari Kodya
Kabupaten Indramayu dan Kabupaten Majalengka.
B. STRUKTUR ORGANISASI DAN KETENAGAKERJAAN
Struktur organisasi merupakan salah satu komponen yang sangat penting
pada suatu perusahaan. Adanya struktur organisasi dapat diketahui dengan

jelas kedudukan (pemisahan tanggung jawab) dan hubungan antar bagian satu
dengan bagian yang lainnya, serta dapat diharapkan terjalin kerjasama yang
baik dalam menjalankan visi dan misi perusahaan.
Pabrik Gula Jatitujuh dipimpin oleh seorang general Manajer yang
bertanggung jawab kepada Direksi. Dalam melaksanakan tugas-tugasnya,
seorang general Manajer dibantu oleh:
1. Kepala Bagian Sumberdaya Manusia dan Umum. Disebut juga Kepala
Bagian Administratur.
2. Kepala Bagian Tanaman. Bertanggung jawab kepada General Manajer di
bidang tanaman.
3. Kepala Bagian Pabrikasi. Bertanggung jawab kepada General Manajer
dalam bidang pabrikasi.
4. Kepala Bagian Instalasi. Bertanggung jawab dalam pengoperasian alat dan
mesin yang digunakan dalam proses produksi.
5. Kepala Bagian Tata Usaha dan Keuangan (TUK).
Dalam pengoperasian Pabrik Gula Jatitujuh memperkerjakan sejumlah
karyawan. Karyawan tersebut diklasifikasikan berdasarkan waktu
penggunaan, sebagai berikut:
1. Karyawan Tetap / Staff
2. Karyawan Bulanan dan Non Staff
3. Karyawan Musiman
4. Karyawan Harian
Pada musim giling karyawan bagian pabrikasi dan instalasi bekerja
selama 24 jam dengan pergantian jam kerja sebagai berikut:
Pagi : 07.00 – 15.00
Siang : 15.00 – 23.00
Malam : 23.00 – 07.00
Sedangkan pada waktu bukan musim giling, karyawan tersebut masuk
pada jam kerja pagi. Untuk karyawan bagian Tanaman dan bagian Tata Usaha
dan Keuangan (TUK) masuk setiap hari, kecuali hari Minggu dan hari libur
pada jam kerja pagi.

C. PRODUK DAN TEKNOLOGI PROSES
PG. Jatitujuh merupakan industri yang mengolah bahan baku tebu untuk
menghasilkan produk tunggal berupa gula kristal putih (SHS). Gula produk ini
dapat langsung dikonsumsi oleh masyarakat maupun digunakan sebagai bahan
baku oleh industri lain, karena itu mutu gula harus dijaga dengan baik. Mutu
gula yang baik dipengaruhi oleh mutu bahan baku dan proses yang selalu
terjaga agar sesuai standar yang telah ditetapkan oleh pemerintah. Tujuan dari
analisa tersebut adalah untuk mengetahui kualitas produk gula yang didapat
yaitu gula SHS atau produk gula kristal putih kualitas 1 dan untuk
menganalisa tentang kelayakan gula untuk dapat dikonsumsi oleh masyarakat
secara langsung kualitas gula ditentukan oleh P3GI (Pusat Penelitian
Perkebunan Gula Indonesia) yang berada di Pasuruan (Marpaung, 2005).
Tabel 11. Kualitas Gula Kristal Putih
Kriteria Satuan Syarat Pol % Min 99.8 Daya Hantar Listrik derajat Min 80 Faktor Cuci Min 0.70 Gula Reduksi % Min 0.11 Kejernihan % Min 66.5 Kejenuhan % Min 14.4 Nilai Remisi Direduksi Min 59.3 Besar Butiran mm 0.8 – 1.1
Sebelum menghasilkan produk berupa gula kristal putih atau SHS
tersebut, terlebih dahulu bahan baku diolah dengan melalui beberapa tahapan
proses produksi. Tahapan produksi yang dilalui mulai dari bahan baku masuk
pabrik hingga menjadi produk adalah stasiun gilingan, stasiun pemurnian,
stasiun penguapan, stasiun masakan, dan stasiun putaran.
Bahan baku tebu masuk ke dalam proses pertama kali melalui stasiun
gilingan yang sebelumnya melewati stasiun persiapan. Stasiun gilingan
bertujuan untuk memisahkan nira dari tebu semaksimal mungkin dengan
teknik pemerahan yang seefisien mungkin dan kehilangan nira dalam ampas
sekecil mungkin. Di PG. Jatitujuh proses penggilingan menggunakan 4 unit
gilingan.

Nira yang keluar dari stasiun gilingan terdiri dari brix dan air, yang
kemudian menuju stasiun pemurnian. Tujuan dari proses pemurnian adalah
untuk memisahkan unsur bukan gula selai air dari nira mentah dengan cara
yang seefisien mungkin dan menjaga kehilangan gula sekecil mungkin.
Melalui cara ini diusahakan untuk menghilangkan kotoran dalam nira mentah
sebanyak mungkin tanpa adanya kerusakan dari sukrosa. Sistem pemurnian
yang dipakai di PG. Jatitujuh adalah sulfitasi alkalis ganda dengan adanya
penambahan gas SO2 sebanyak dua kali, yaitu di bejana sulfitasi nira mentah
dan di bejana sulfitasi nira kental. Di PG. Jatitujuh, proses sulfitasi
menggunakan dua cara yaitu ventury dan blower. Hasil dari stasiun pemurnian
adalah nira encer dan hasil samping berupa blotong. Blotong ditampung ke
truk-truk pabrik dan digunakan sebagai pupuk.
Setelah dari stasiun pemurnian, nira encer menuju ke stasiun penguapan
dimana proses yang dilakukan untuk mengurangi atau menghilangkan air dari
suatu bahan. Dalam stasiun ini diharapkan air dihilangkan hingga kadarnya
dalam nira hanya tinggal 30-35 %. Proses penguapan menyebabkan nira
menjadi kental dan pekat, mendekati konsentrasi jenuhnya. Dalam melakukan
efisiensi proses penguapan, PG. Jatitujuh menggunakan 5 buah badan penguap
dan terdapat 1 badan penguap yang tidak dioperasikan sebagai cadangan. Hal-
hal yang harus diperhatikan dalam proses penguapan adalah bahwa proses
penguapan berlangsung singkat dan mempunyai kecepatan penguapan yang
tinggi. Keadaan seperti ini akan menjaga agar tidak terjadi kerusakan sukrosa.
Dari stasiun penguapan, nira masuk ke untreated syrup tank, lalu
dipanaskan di juice heater untuk mempersiapkan nira sebelum masuk ke
reaktor pemroses. Di dalam reaktor pemroses yang bersuhu 75-80 oC, nira
dicampur dengan asam phospat dan susu kapur. Kemudian nira hasil reaksi
diumpankan ke aerator yang berfungsi untuk menambahkan udara ke dalam
nira hasil reaksi tersebut supaya buih dan kotoran mengambang.
Nira kental yang dihasilkan stasiun penguapan menuju ke stasiun
masakan yang berfungsi untuk mengambil sukrosa dalam bentuk kristal yang
sebanyak-banyaknya dalam waktu yang sesingkat-singkatnya serta mencegah
terjadinya kerusakan maupun kehilangan sukrosa baik oleh mikroorganisme,

suhu, pH, serta lamanya proses. Proses pemasakan dilakukan pada suatu alat
yang disebut pan masakan dengan menggunakan tekanan hampa. PG Jatitujuh
mengunakan sistem masakan ACD, dimana kristal A digunakan sebagai
produk, sedangkan kristal C dan D sebagai pemasukan bibit.
Proses masakan menghasilkan satu massa campuran antara kristal gula
dan larutan jenuh dengan sukrosa. Sehingga untuk mendapatkan kristal yang
murni maka campuran antara kristal gula dan larutan jenuh harus dipisahkan
dengan cara penyaringan menggunakan gaya sentrifugal. Stasiun puteran
bertujuan untuk memisahkan kristal gula dan larutan gula yang terdapat pada
masequite. Proses pemutaran masequite dari masakan A dan masakan D
dilakukan sebanyak 2 kali, sedangkan untuk masakan C dilakukan 1 kali.
Proses pemutaran pertama terhadap masequite A diperoleh stroop A dan
gula A. gula A (kristal) kemudian dicuci dengan air agar mudah dipompa ke
puteran kedua. Pada proses pemutaran kedua ini dihasilkan klare A dan gula
SHS I (gula produk). Masequite C pada proses pemutarannya menghasilkan
stroop C dan gula C (kristal). Sedangkan proses pemutaran yang pertama
terhadap masequite D akan diperoleh stroop D (biasa dikenal sebagai tetes
atau molases) dan gula D1 (kristal) yang kemudian ditambah air bersuhu 50 oC untuk dipompakan ke putaran kedua. Pada proses pemutaran kedua ini
akan dihasilkan klare D dan gula D2 (kristal).
Gula produk SHS yang berasal dari puteran SHS masih dalam keadaan
panas dan basah, sehingga diperlukan suatu alat untuk mengeringkan dan juga
mendinginkan gula tersebut yang berada pada stasiun penyelesaian. Tujuan
dari stasiun penyelesaian ini adalah menghasilkan Gula Kristal Putih I (SHS I)
yang siap jual dalam keadaan kering, memiliki ukuran seragam sebagai gula
produk (0,8-1,1 mm) dan dikemas dalam tempat yang aman dari kerusakan.
Setelah keluar dari puteran SHS, gula kristal yang masih basah trun ke talang
goyang yang selanjutnya dibawa ke gedung pengeringan gula.
Kristal gula yang keluar dari alat pengering dialirkan ke pipa pendingin.
Pipa pendingin berakhir di corong alat pengering yang menuju ayakan getar.
Gula yang telah kering tersebut kemudian disaring berdasarkan perbedaan
ukuran bahan pada ayakan getar yang memakai 2 tingkat ayakan. Dua tingkat
ayakan dalam proses penyaringan ini terdiri dari saringan gula produk dan
saringan gula halus yang ukurannya berbeda.
Gula yang tidak tersaring pada saringan gula produk disebut gula krikilan
(gula kasar). Sedangkan gula yang tidak tersarimg pada saringan gula halus
disebut gula produk dan yang tersaring disebut gula halus. Gula krikilan dan
gula halus ditampung dan dilebur lagi untuk dijadikan gula produk. Gula
produk diisikan ke karung plastik dengan bobot kemasan sebesar 50 kg
dimana terdapat 2 lapis kemasan yang dipakai, yaitu berupa kantung plastik
bening sebagai kemasan primer yang berada di dalam karung plastik sebagai
kemasan sekunder. Setelah itu karung dijahit dan dikirim ke gudang.
D. SARANA DAN PRASARANA PRODUKSI GULA KRISTAL PUTIH
a. Bahan Baku
Bahan baku yang digunakan di PG. Jatitujuh adalah tebu.
Keberhasilan pengusahaan tanaman tebu banyak dipengaruhi oleh kualitas
bibit tebu, yaitu murni, bebas dari hama penyakit, segar dan mempunyai
daya kecambah dan kecepatan tumbuh yang tinggi. PG. Jatitujuh
menggunakan varietas tanaman tebu yang mempunyai mutu yang bagus
yang telah direkomendasikan oleh P3GI Pasuruan. Tanaman tebu yang
digunakan terdiri dari 2 golongan utama, yaitu Plant cane (PC) dan
Ratoon cane (RC). Plant cane merupakan penanaman tanaman tebu baru
dengan menggunakan bibit baru yang mengandung sukrosa tinggi,
sedangkan ratoon merupakan generasi tebu yang tumbuh dari sisa pangkal
tebu yang telah ditebang setelah melalui proses pengepresan, biasanya
untuk ratoon ini diambil keprasan satu sampai tiga kali. Hal ini bertujuan
untuk menghindari adanya penyakit pada tanaman dan karena pada
tanaman ratoon satu sampai tiga tersebut masih mengandung sukrosa
tinggi.
b. Bahan Pembantu
• Kapur Tohor
Kapur tohor dalam proses pembuatan gula berfungsi sebagai bahan
pembantu pada proses pemurnian nira yang bersifat asam, sehingga

harus dinetralkan dengan basa. Selain itu penambahan kapur
dimaksudkan untuk membantu proses pengendapan partikel-partikel
kotoran, karena sifatnya mengabsorbsi kotoran tersebut. Penambahan
kapur dalam bentuk emulsi Ca(OH)2 dengan kekentalan 7 oBe
(Baume) (Hugot, 1986).
Tabel 12. Persyaratan kapur tohor
Analisa berdasarkan berat kering Komposisi (%) Tidak larut dalam HCl 2 Asam Silikat 2 Oksida besi dan aluminium 2 Kalsium Oksida 85 – 90 Magnesium Oksida 2 Sulfat (SO42-) 2
Sumber: BP3G (Badan Penelitian Perusahaan Perkebunan Gula)
• Belerang
Belerang digunakan sebagai zat pembantu pada stasiun pemurnian
dan penguapan. Syarat-syarat belerang yang baik adalah kadar abu
maksimal 0.1 %, kadar lengas 0.5 %, kadar arsen 0.05 %, kadar
bituminus 0.1 % dan kadar belerang 99.5 %. Belerang sebelum
digunakan, terlebih dahulu diproses dalam bentuk gas SO2.
S(p) + O2 (g) SO2(g)
Pada proses pemurnian, gas SO2 ini dibutuhkan untuk menetralkan
kebasaan nira setelah ditambahkan susu kapur, dari pH 9.5 menjadi 7.2.
sedangkan pada proses penguapan ditambahkan SO2 untuk
memucatkan warna nira kental dan merubah pH dari 7.2 menjadi 5.5.
• Flokulan
Flokulan merupakan zat pembantu pengendapan nira, dimana
flokulan tersebut menarik kotoran-kotoran yang ada dalam nira,
menjadi bentuk flok-flok kotoran. Flokulan yang digunakan di pabrik
gula salah satunya adalah super flok AP 110.
• Phospat
Phospat digunakan untuk membantu proses pemurnian nira, serta
untuk melunakan kerak yang mungkin terbentuk pada badan
penguapan. Phospat (P2O5) yang digunakan yaitu dari TSP dan asam

phospat. Phospat (P2O5) dalam TSP akan diikat oleh unsur logam Al,
Mn dan Fe yang terdapat dalam batang tebu. Zat ini akan terus terbawa
walaupun telah digiling dan terus terkandung dalam nira
c. Sarana Penunjang
Sarana penunjang dalam proses produksi adalah fasilitas yang
diperlukan untuk memperlancar jalannya proses produksi. PG. Jatitujuh
memiliki beberapa sarana penunjang yang sangat mendukung dalam
proses produksi, antara lain:
• Stasiun Boiler
Stasiun boiler merupakan sumber energi uap yang akan digunakan
untuk menggerakkan mesin-mesin pabrik. PG. Jatitujuh terdapat 3 unit
boiler, 2 unit buatan Fives Cail Babcock (FBC) Perancis, dan satu unit
yang lain buatan Hitachi, Jepang. Kapasitas uap yang dihasilkan tiap
boiler adalah 55 ton/jam.
Sumber panas pada boiler berasal dari tungku, bahan bakar dari
tungku ada 2 jenis, yaitu bahan bakar minyak (BBM) atau bagase
(ampas tebu). BBM digunakan hanya pada saat tidak ada bagase karena
dirasa cukup mahal. BBM yang digunakan adalah jenis IDO
(International Diesel Oil). Bila ampas telah tersedia maka bahan bakar
yang digunakan adalah bagase, hal ini bertujuan untuk mengurangi
biaya operasional. Uap yang dihasilkan oleh boiler kemudian disalurkan
ke stasiun penggilingan, turbin uap penghasil energi listrik, unigrator,
dan lain-lain.
• Stasiun Water Treatment
o Bagian Penyedia Air untuk Proses
Kebutuhan air dipenuhi dari sumber air sungai Cimanuk. Air dari
sungai Cimanuk disedot dengan memakai 4 buah pompa dengan
debit 3 m3/menit tiap pompa. Air yang dihasilkan sebagian besar
(93–95 %) digunakan dalam proses produksi, memenuhi kebutuhan
karyawan dan kantor. Sedangkan sisanya dilairkan ke bejana softener
yang ditambah dengan resin, kemudian digunakan sebagai air pengisi
boiler. Penambahan resin bertujuan untuk menghilangkan kesadahan
yang dapat menimbulkan kerak pada boiler.
o Bagian Daur Ulang Air Jatuhan
Daur ulang air ini bertujuan untuk menurunkan suhu air. Air
jatuhan adalah air hasil pengembunan dari kondensor, evaporator,
dan masakan. Air ini tidak mengandung gula dan bersuhu 46 oC. air
ini dipompa melalui pipa air jatuhan ke cooling tower (bangunan
pendingin) yang memiliki 6 buah kipas raksasa penghembus udara,
yang berfungsi untuk mendinginkan air. Kemudian air dijatuhkan
seperti air terjun , melewati hembusan udara dari kipas-kipas itu. Air
yang telah didinginkan bersuhu 39 oC kemudian dipompa oleh
pompa injeksi menuju stasiun masakan, pemurnian dan evaporator
sebagai air injeksi.
• Stasiun Instrument Listrik
Stasiun ini merupakan stasiun penyedia energi listrik. Energi listrik
yang dihasilkan dari pembangkit listrik tenaga uap. PG. Jatitujuh
memiliki 2 buah generator pembangkit listrik dengan tegangan 6000
volt/generator. Uap kering yang digunakan untuk menggerakan
generator berasal dari stasiun boiler. Energi listrik yang dihasilkan
digunakan untuk menggerakan pompa, motor listrik, penerangan, dan
lain-lain. Pembangkit listrik tenaga uap ini digunakan selama musim
giling, sedangkan pada waktu tidak giling menggunakan pembangkit
listrik tenaga diesel. Energi listrik dari pembangkit diesel ini digunakan
untuk penerangan pabrik dan perumahan karyawan.
• Stasiun Besali
Stasiun ini berfungsi untuk memperbaiki alat-alat, pompa, dan
mesin-mesin pabrik yang mengalami kerusakan agar proses produksi
berjalan dengan lancar. Pekerjaan-pekerjaan yang dilakukan adalah
pemotongan, pelubangan, pengelasan, dan membentuk besi dengan
spesifikasi alat yang diharapkan.

V. PEMODELAN SISTEM
A. KONFIGURASI MODEL
Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula
Kristal ini dirancang dan dikembangkan di PT Pabrik Gula Jatujuh dalam
suatu paket program komputer yang diberi nama SWEETCON.PROSION.
Konfigurasi model SWEETCON.PROSION ini dibuat dan dirancang sesuai
dengan struktur dasar Sistem Penunjang Keputusan, sedangkan pada rancang
bangun model terdapat rumusan formulasi matematis.
Gambar 9. Konfigurasi model paket program SWEETCON.PROSION
SISTEM MANAJEMEN BASIS DATA
Data Input Efisiensi Teknis
Data Kemampuan Proses
Data Output Efisiensi Teknis
Data Input Efisiensi Ekonomis
Data Output Efisiensi Ekonomis
Data Bobot dan Kriteria Pengendalian Proses
Model SPK Pengendalian Proses Produksi
SISTEM MANAJEMEN BASIS MODEL
Model Komponen Kritis Proses
Model Efisiensi Proses Produksi
Sub Model Efisiensi Absolut
Sub Model Efisiensi Relatif
Model Kemampuan Proses
SISTEM PENGOLAHAN TERPUSAT
SISTEM MANAJEMEN DIALOG
Pengguna
Data Bobot dan kriteria Mesin dan Peralatan

Paket program SWEETCON.PROSION tersusun atas 4 bagian utama,
yaitu Sistem Pengolahan Terpusat, Sistem Manajemen Basis Data, Sistem
Manajemen Basis Model, dan Sistem Manajemen Basis Dialog seperti yang
terlihat pada gambar 9. Sistem Pengolahan Terpusat merupakan sistem yang
mengatur interaksi antara komponen sistem yang terintegrasi dalam program,
yaitu sistem manajemen basis data dengan sistem manajemen basis dialog
dan sistem manajemen basis model. Pusat pengolahan menerima sinyal dari
sistem manejemen dialog yang bersifat interaktif dengan pengguna. Sistem
pengolahan terpusat didesain menggunakan Microsoft Visual Basic 6.0 dalam
pengaturan desain grafis agar tampilan lebih menarik dan komunikatif.
Selain itu paket program SWEETCON.PROSION juga menyediakan fasilitas
bantuan apabila pengguna mengalami kesulitan pada saat penggunaan
program.
Sistem manajemen basis model SWEETCON.PROSION dirancang
menggunakan bahasa pemrograman Microsoft Visual Basic 6.0, Minitab 13.0
dan DEA for Windows. Minitab 13.0 merupakan aplikasi yang digunakan
untuk analisa data menggunakan diagram pengendali dan capability diagram,
sedangkan DEA for Windows digunakan untuk input dan perhitungan
efisiensi produksi secara relatif.
Model yang dirancang dalam SWEETCON.PROSION saling
berhubungan dan digambarkan dalam diagram alir deskriptif. Diagram alir
deskriptif menggambarkan secara keseluruhan hubungan antar model-model
yang terdapat di dalam sistem baik secara langsung maupun tak langsung.
Diagram alir deskriptif SWEETCON.PROSION dapat dilihat pada Gambar
10.
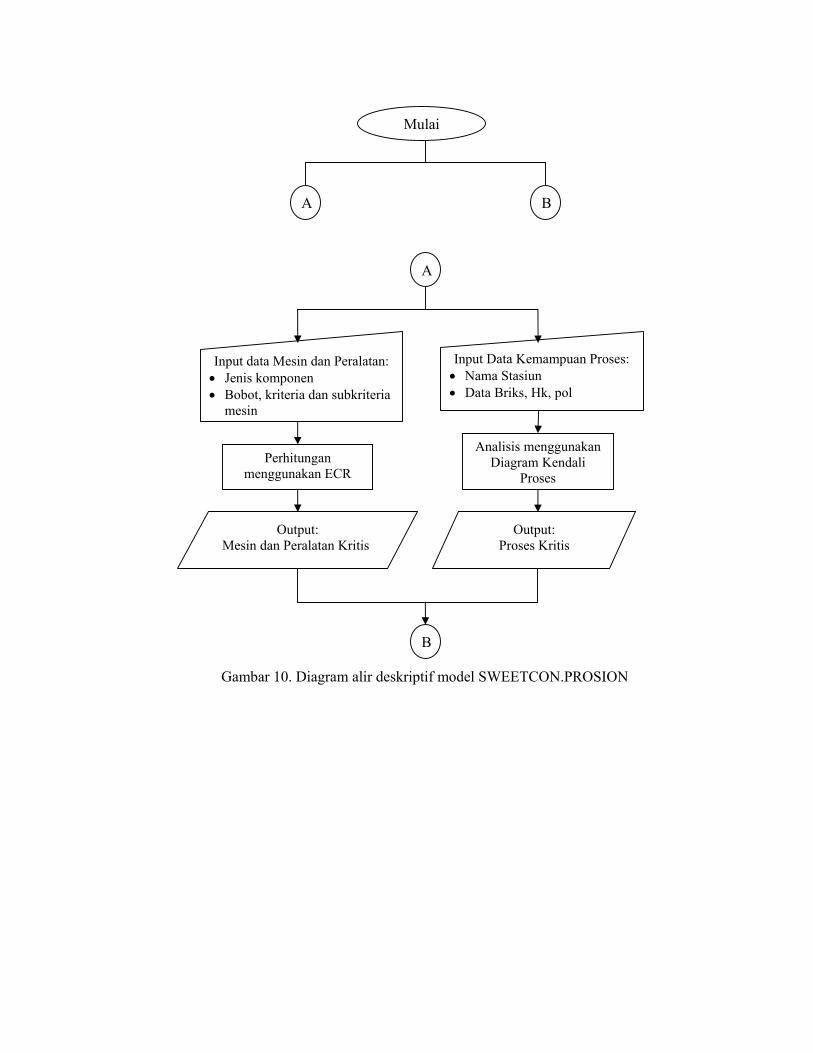
Gambar 10. Diagram alir deskriptif model SWEETCON.PROSION
Mulai
A B
A
Input data Mesin dan Peralatan: • Jenis komponen • Bobot, kriteria dan subkriteria
mesin
Perhitungan menggunakan ECR
Output: Mesin dan Peralatan Kritis
B
Input Data Kemampuan Proses: • Nama Stasiun • Data Briks, Hk, pol
Analisis menggunakan Diagram Kendali
Proses
Output: Proses Kritis

B
Input data Efisiensi Perusahaan: • Input Teknis • Input Ekonomis • Output Teknis • Output Ekonomis
Perhitungan Efisiensi Absolut
Perhitungan Efisiensi Relatif
Output: 1. Efisiensi absolut
teknis 2. Efisiensi absolut
ekonomis
Output: Efisiensi relatif per
indikator
Input: • Elemen-elemen faktor • Elemen-elemen sub faktor • Alternatif pengendalian
Penentuan prioritas tiap elemen dengan metode AHP
Output: Bobot masing-masing elemen faktor untuk alternatif pengendalian proses produksi
Selesai
Gambar 10. Diagram alir deskriptif model SWEETCON.PROSION (Lanjutan)
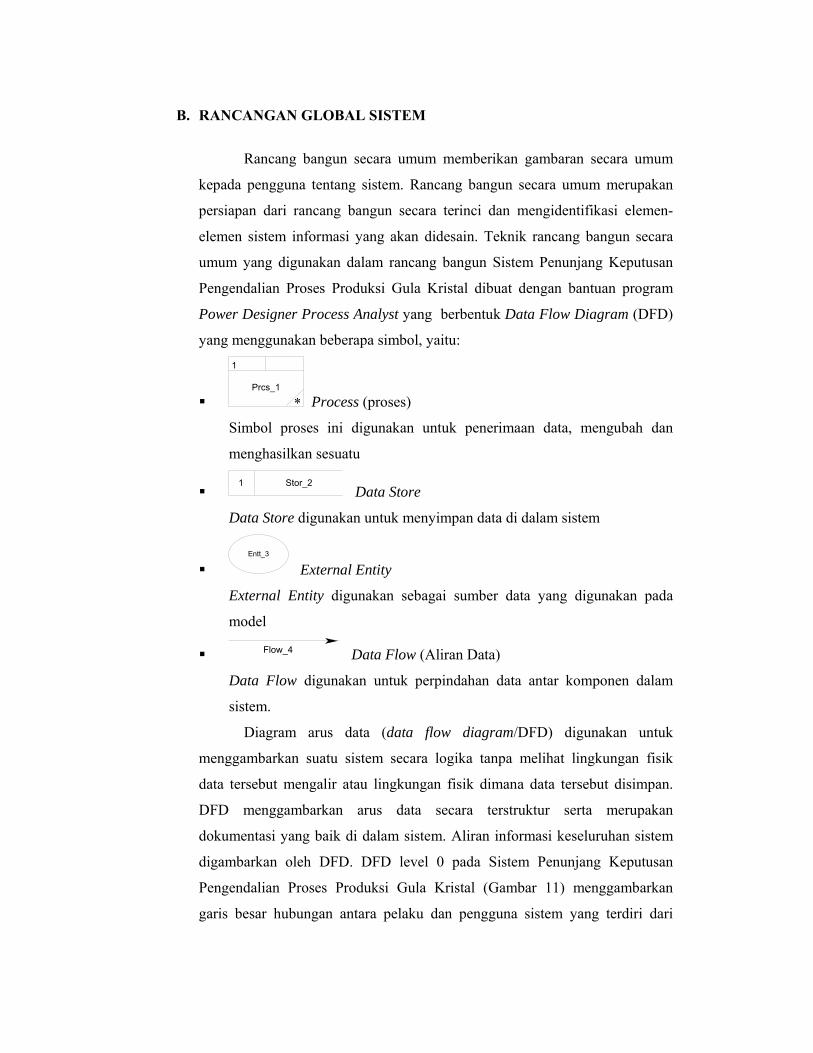
B. RANCANGAN GLOBAL SISTEM
Rancang bangun secara umum memberikan gambaran secara umum
kepada pengguna tentang sistem. Rancang bangun secara umum merupakan
persiapan dari rancang bangun secara terinci dan mengidentifikasi elemen-
elemen sistem informasi yang akan didesain. Teknik rancang bangun secara
umum yang digunakan dalam rancang bangun Sistem Penunjang Keputusan
Pengendalian Proses Produksi Gula Kristal dibuat dengan bantuan program
Power Designer Process Analyst yang berbentuk Data Flow Diagram (DFD)
yang menggunakan beberapa simbol, yaitu:
1
Prcs_1
* Process (proses)
Simbol proses ini digunakan untuk penerimaan data, mengubah dan
menghasilkan sesuatu
1 Stor_2
Data Store
Data Store digunakan untuk menyimpan data di dalam sistem
Entt_3
External Entity
External Entity digunakan sebagai sumber data yang digunakan pada
model
Flow_4 Data Flow (Aliran Data)
Data Flow digunakan untuk perpindahan data antar komponen dalam
sistem.
Diagram arus data (data flow diagram/DFD) digunakan untuk
menggambarkan suatu sistem secara logika tanpa melihat lingkungan fisik
data tersebut mengalir atau lingkungan fisik dimana data tersebut disimpan.
DFD menggambarkan arus data secara terstruktur serta merupakan
dokumentasi yang baik di dalam sistem. Aliran informasi keseluruhan sistem
digambarkan oleh DFD. DFD level 0 pada Sistem Penunjang Keputusan
Pengendalian Proses Produksi Gula Kristal (Gambar 11) menggambarkan
garis besar hubungan antara pelaku dan pengguna sistem yang terdiri dari

Kepala Bagian Pabrikasi, Kepala Bagian Instalasi, Kepala Bagian TUK,
Kepala Bagian SDM, Pemerintah, dan juga para pakar ataupun auditor yang
terlibat dalam industri pergulaan.
Data Keuangan
Data Jenis dan Jumlah Karyawan
_
_
_
Kebijakan 1
SWEETCON_PROSION
Pakar
Kepala Bagian Pabrikasi
Kepala Bagian Instalasi
Manajer SDM
Pemerintah
Kepala Bagian TUK
Data Pemantauan ProsesData Parameter ProsesData input teknisData Output Teknis
Data Mesin dan Peralatan ProsesData Atribut Komponen Proses
Pembobotan Faktor ProsesPembobotan KomponenPembobotan Sistem Pengendalian Proses
Gambar 11. DFD Level 0 SWEETCON.PROSION
Proses yang digambarkan dalam DFD level 0 selanjutnya diperinci
untuk mengetahui proses-proses yang terjadi di dalam sistem
SWEETCON.PROSION yaitu digambarkan pada DFD level 1 yang dapat
dilihat pada Gambar 12. Proses yang terjadi pada aliran DFD level 1 terdiri
dari dua puluh proses. Berdasarkan aliran data tersebut sudah cukup
menggambarkan keseluruhan proses yang terjadi pada model sistem
SWEETCON.PROSION.
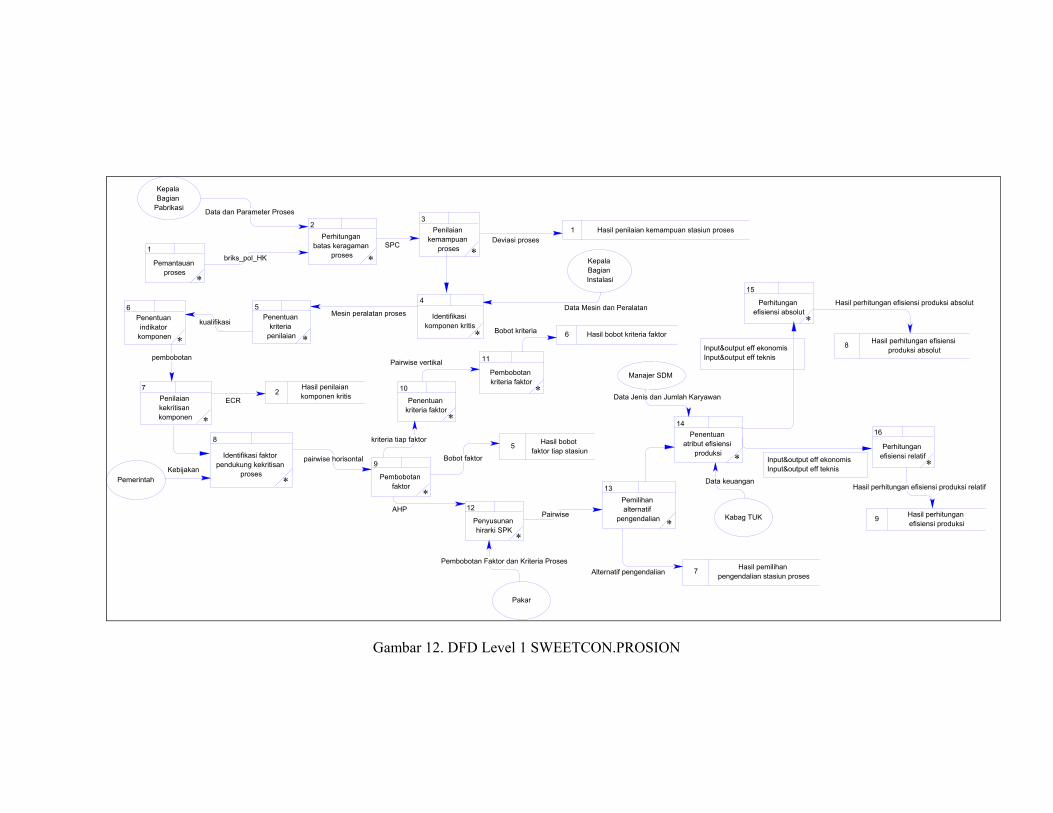
Data keuangan
Data Jenis dan Jumlah Karyawan
Hasil perhitungan efisiensi produksi relatif
Hasil perhitungan efisiensi produksi absolut
Data dan Parameter Proses
Kebijakan
Data Mesin dan Peralatan
Pembobotan Faktor dan Kriteria ProsesAlternatif pengendalian
PairwiseAHP
Bobot kriteria
Pairwise vertikal
Bobot faktor
kriteria tiap faktor
pairwise horisontal
Mesin peralatan proses
pembobotan
ECR
kualifikasi
Deviasi prosesSPC
briks_pol_HK
Pemerintah
Pakar
Kepala Bagian
Pabrikasi
Kepala Bagian Instalasi
Manajer SDM
1
Pemantauan proses
*
4
Identifikasi komponen kritis
*
2Perhitungan
batas keragaman proses *
3Penilaian
kemampuan proses *
1 Hasil penilaian kemampuan stasiun proses
5Penentuan
kriteria penilaian *
6Penentuan indikator
komponen *
7Penilaian kekritisan komponen *
2Hasil penilaian komponen kritis
8
Identifikasi faktor pendukung kekritisan
proses*
9
Pembobotan faktor
*
10
Penentuan kriteria faktor
*
5 Hasil bobot faktor tiap stasiun
11
Pembobotan kriteria faktor
*
6 Hasil bobot kriteria faktor
12
Penyusunan hirarki SPK
*
13Pemilihan alternatif
pengendalian *
7 Hasil pemilihan pengendalian stasiun proses
14Penentuan
atribut efisiensi produksi *
15
Perhitungan efisiensi absolut
*
16
Perhitungan efisiensi relatif
*
Input&output eff ekonomisInput&output eff teknis
Input&output eff ekonomisInput&output eff teknis
8 Hasil perhitungan efisiensi produksi absolut
9 Hasil perhitungan efisiensi produksi
Kabag TUK
Gambar 12. DFD Level 1 SWEETCON.PROSION

C. KERANGKA MODEL
1. Sistem Pengolahan Terpusat
Sistem pengolahan terpusat merupakan program utama dari sistem
SWEETCON.PROSION yang dirancang untuk mengelola dan mengatur
seluruh bagian atau komponen sistem yang terintegrasi dalam program.
Sistem pengolahan terpusat juga merupakan modul utama yang berfungsi
mengendalikan antarmuka pengguna (user interface), mengendalikan data
ke modul sistem manajemen basis data dan mengendalikan analisis
kuantitatif pada setiap submodel pada paket program
SWEETCON.PROSION. Pada intinya, sistem pengolahan terpusat
berfungsi untuk mengintegrasikan sistem manajemen basis data, sistem
manajemen basis model, dan sistem manajemen basis dialog, dengan cara
mengolah sinyal dari satu sistem dengan sistem lainnya sehingga dapt
berinteraksi secara timbal balik. Perintah-perintah atau input dari
pengguna akan ditransformasikan dan dikeluarkan dalam bentuk (output)
yang diinginkan oleh pengguna.
2. Sistem Manajemen Basis Data
Sistem manajemen basis data merupakan suatu kesatuan sistem
yang berfungsi sebagai pusat penyimpanan, pengolahan, pemasukan data
dan pemanggilan data apabila diperlukan, baik yang berupa data empirik
yang di-input oleh pengguna (data dinamis), maupun data-data penunjang
yang berfungsi sebagai informasi bagi pengguna (data statis). Sistem
manajemen basis data pada program SWEETCON.PROSION terdiri dari
tujuh basis data, yaitu data kemampuan proses, data bobot dan kriteria
mesin dan peralatan, data input efisiensi teknis, data output efisiensi
teknis, data input efisiensi ekonomis, data output efisiensi ekonomis, dan
data bobot dan kriteria pengendalian proses.
Basis data kemampuan proses terdiri dari data briks, pol, dan HK
dari masing-masing proses, yang nantinya dianalisa menggunakan diagram
pengendali sehingga didapatkan proses mana yang paling banyak terdapat
penyimpangan. Proses yang paling banyak terdapat penyimpangan itulah

yang bobotnya besar. Bobot yang didapat dari data kemampuan proses ini
merupakan salah satu kriteria dalam basis data untuk pengendalian proses.
Basis data bobot dan kriteria mesin dan peralatan juga sama
dengan data kemampuan proses, yaitu nantinya menghasilkan bobot yang
akan digunakan sebagai salah satu kriteria dalam basis data bobot dan
kriteria pengendalian proses. Pada basis data bobot dan kriteria mesin dan
peralatan terdiri dari input bobot dari kriteria keamanan, life support,
commercial, keandalan (realibility), vendor availability, spare part lead
time, Applicability of Condition Monitoring Technique, mean down time,
jam henti, dan kapasitas. Beberapa kriteria tersebut ada yang terbagi lagi
menjadi beberapa sub kriteria dengan input bobotnya masing-masing.
Basis data input efisiensi teknis, data output efisiensi teknis, data
input efisiensi ekonomis, dan data output efisiensi ekonomis digunakan
untuk pengukuran kinerja perusahaan. Dari input dan output secara teknis
tersebut didapatkan hasil efisiensi kinerja perusahaan secara absolut
maupun secara relatif. Indikator yang digunakan dalam pengukuran
efisiensi didasarkan pada duabelas indikator Barbiroli, tetapi yang
digunakan pada penelitian ini hanya lima indikator yang pemilihannya
disesuaikan dengan kondisi perusahaan. Kelima indikator tersebut adalah
Efisiensi Siklus Bahan baku (Material Cycle Efficiency : MCE), Efisiensi
Siklus Energi (Energy Cycle Efficiency : ECE), Efisiensi Lingkungan
Produk Akhir (Final Product Environmental Efficiency : FPEE), Efisiensi
Pengoperasian Peralatan Statis (Equipment Static Operating Efficiency :
ESOE), dan Efisiensi Masukan (Input Efficiency : IE).
Basis data bobot dan kriteria pengendalian proses merupakan basis
data yang dibutuhkan untuk mengumpulkan data dari beberapa pakar yang
nantinya dianalisis menggunakan metode AHP. Kriteria yang digunakan
untuk menyusun hirarki sistem penunjang keputusan pengendalian proses
produksi gula kristal ini diantaranya berasal dari data pembobotan model
kemampuan proses dan model komponen kritis yang ditambah dengan
hasil pembobotan beberapa kriteria lain yaitu SDM, manajemen, dan
eksternal.
3. Sistem Manajemen Basis Model
Sistem manajemen basis model merupakan keterkaitan antar model
yang berfungsi untuk menganalisa data yang terdapat pada basis data
dengan tujuan sebagai penunjang keputusan dalam sistem penunjang
keputusan pengendalian proses produksi gula kristal. Sistem manajemen
basis model yang terdapat dalam SWEETCON.PROSION terdiri dari
empat model, yaitu:
a) Model komponen kritis proses
Model komponen kritis proses ini merupakan suatu model yang
digunakan untuk menganalisis dari beberapa kriteria dan subkriteria
mesin dan peralatan yang kemudian dibobotkan sehingga didapatkan
mesin dan peralatan yang paling kritis dan itu merupakan komponen
dari proses yang potensial untuk dikendalikan. Analisis komponen
(mesin dan peralatan) kritis ini menggunakan metode Equipment
Critically Rating (ECR).
Selain untuk mengetahui komponen yang paling kritis dalam
proses, hasil analisa ini juga digunakan untuk model SPK
pengendalian proses produksi sebagai salah satu kriteria yang nantinya
dibandingkan dengan kriteria yang lain sesuai dengan pendapat para
pakar.
b) Model kemampuan proses
Model kemampuan proses ini merupakan model yang berguna
untuk mengetahui kondisi selama proses. Model ini berasal dari data
kemampuan proses yang mencakup data briks, pol dan HK dari tiap-
tiap tahapan proses. Data-data tersebut kemudian dianalisa
menggunakan diagram pengendali, sehingga didapatkan proses mana
yang mengalami penyimpangan paling banyak, maka proses itulah
yang perlu untuk dikendalikan.
Sama seperti model komponen kritis proses, model kemampuan
proses ini nantinya digunakan sebagai salah satu kriteria dalam model
SPK pengendalian proses produksi yang akan dibandingkan dengan
kriteria-kriteria lainnya.
c) Model Efisiensi Proses Produksi
i. Sub Model Efisiensi Absolut
Sub model efisiensi absolut akan menghasilkan dua macam
efisiensi, yaitu efisiensi absolut teknis dan efisiensi absolut
ekonomis. Nilai perhitungan efisiensi ini akan menunjukkan
kinerja perusahaan dari segi efisiensi secara absolut berdasarkan
indikator Barbiroli. Input data pada sub model efisiensi absolut
adalah data input teknis, data input ekonomis, data output teknis,
dan data output ekonomis. Aplikasi program yang yang digunakan
untuk sub model efisiensi absolut adalah Microsoft Visual Basic
6.0.
ii. Sub Model Efisiensi Relatif
Sub model efisiensi relatif digunakan untuk menghitung nilai
efisiensi relatif dari setiap indikator yang digunakan pada sub
model efisiensi absolut dengan menggunakan metode Data
Envelopment Analysis. Data yang digunakan sebagai input adalah
data input teknis, data input ekonomis, data output teknis, dan data
output ekonomis. Pengolahan data pada sub model efisiensi relatif
ini menggunakan bantuan aplikasi program DEA for Windows yang
terintegrasi di dalam sistem penunjang keputusan
SWEETCON.PROSION.
d) Model SPK Pengendalian Proses Produksi
Model SPK pengendalian proses produksi merupakan model
yang dirancang untuk para pengambil keputusan dalam menentukan
tahapan proses mana yang paling kritis dan potensial untuk
dikendalikan pada kegiatan pengolahan gula kristal putih di PT Pabrik
Gula Jatitujuh. Model ini yang diolah menggunakan metode Analitical
Hierarchy Process (AHP) dan dengan bantuan aplikasi program
Expert Choice 2000. Pada model SPK pengendalian proses produksi
akan dihasilkan tingkat prioritas dari faktor-faktor yang berpengaruh
dalam proses, sub faktor yang mendukung, dan alternatif proses yang
potensial untuk dikendalikan.
4. Sistem Manajemen Basis Dialog
Sistem manajemen basis dialog merupakan suatu fasilitas
penghubung yang dapat mengatur interaksi Sistem Pengolahan Terpusat
dengan pengguna dalam proses pengambilan keputusan. Fungsi utama dari
sistem ini adalah menerima input dan memberikan feedback berupa output
yang dikehendaki oleh pengguna. Sistem manajemen basis dialog pada
paket program SWEETCON.PROSION menyediakan fasilitas-fasilitas
pilihan yang dapat digunakan oleh pengguna untuk mempermudah dialog
antara model dengan pengguna.
D. IMPLEMENTASI SISTEM
Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
(SWEETCON.PROSION) merupakan suatu sistem yang dirancang untuk
memberikan informasi kepada para pengambil keputusan dalam proses
produksi gula. Berdasarkan faktor dan kriteria yang terdapat dalam proses
yang berpengaruh terhadap kelancaran dan efisiensi proses, akan membantu
para pengambil keputusan tersebut untuk memantau jalannya proses dan
menentukan (memutuskan) proses mana yang perlu atau tidak perlu mendapat
pengendalian.
Implementasi merupakan suatu tahap persiapan sistem agar dapat
dioperasikan dan juga merupakan tahap pembuatan perangkat lunak.
Pengembangan paket program SWEETCON.PROSION diimplementasikan
dengan menggunakan beberapa program aplikasi pengembang utama, aplikasi
alat utama dan aplikasi pengembang bantu. Aplikasi yang digunakan dalam
pengembangan SWEETCON.PROSION beserta kegunaannya dapat dilihat
pada Tabel 13.

Tabel 13. Perangkat lunak pengembang SWEETCON.PROSION
Perangkat Lunak Kegunaan Keterangan
Microsoft Visual Basic 6.0 Pengembang sistem dan basis data Pengembang utama
Minitab 13.0 Statistical Process Control Alat analisa utama
Expert Choice 2000 Pengembangan Analitical Hierarchy Process Alat utama
Microsoft FrontPage Pembuatan tampilan dan informasi sistem Alat Bantu
DEA for Windows Basis data dan Pengembang sistem Alat utama
Installshield Express 4.0 Membuat file package Pengembang utama
Pengembangan SWEETCON.PROSION diimplementasikan dalam
sebuah perangkat lunak Microsoft Visual Basic 6.0 yang menghasilkan sebuah
file proyek dengan ekstensi file*.vbp. Dalam satu file ekstensi terdapat
beberapa file form dengan ekstensi *.frx. File proyek dapat dijalankan dengan
melakukan kompilasi sehingga terbentuk file bereksistensi *.exe. File proyek
yang telah dikompilasi bernama SWEETCON.exe.
Sistem ini memiliki beberapa fasilitas tambahan di luar sistem yaitu
integrasi dengan program aplikasi Minitab 13.0, Expert Choice 2000 dan DEA
for Windows. Sistem manajemen basis data dibuat dengan menggunakan
Microsoft Excell yang diintegrasikan dengan Microsoft Visual Basic 6.0.
Sistem yang dirancang bersifat stand alone yaitu hanya dapat dibuka pada
komputer yang telah memiliki instalasi Microsoft Visual Basic 6.0, Minitab
13.0, Expert Choice 2000 dan DEA for Windows. Sistem manajemen basis
data terintegrasi di dalam program Microsoft Visual Basic 6.0 dan disimpan
dalam file berekstensi *effabs, dan *eatp.
SWEETCON.PROSION dirancang sebagai program aplikasi untuk
Windows versi 32 bit, artinya SWEETCON.PROSION diharapkan dapat
dioperasikan pada sistem operasi Windows 98 hingga Windows 2000. Sistem
operasi Windows dipilih karena sistem operasi ini telah sangat luas
pemakaiannya pada komputer PC dibandingkan dengan sistem operasi
lainnya, misalnya OS-2, Linux, UNIX dan sebagainya. Selama tahap
pengembangan, SWEETCON.PROSION diimplementasikan pada komputer

PC dengan sistem operasi Windows XP Professional version 2002, processor
AMD Athlon dan memori 256 MbRAM.
SWEETCON.PROSION dapat digunakan dengan terlebih dahulu
melakukan instalasi dengan menggunakan fasilitas SWEETCON.PROSION
package. Program instalasi dibuat dengan menggunakan Installshield Express
4.0. Program SWEETCON.PROSION dimulai dengan munculnya splash
screen yang terlihat pada Gambar 13.
Gambar 13. Tampilan Splash Screen SWEETCON.PROSION
Setelah tampilan splash screen muncul, kemudian masuk ke form login
dimana sistem akan memeriksa identitas pengguna yaitu dengan cara mengisi
user ID dan password seperti yang diilustrasikan pada Gambar 14. Password
harus diisi secara benar untuk dapat masuk ke dalam menu utama dan
memiliki otoritas penuh terhadap perangkat lunak. Setelah login pada
pemeriksaan identitas utama akan muncul tampilan berupa pilihan tombol
navigasi yang berisi menu-menu yang dapat diakses berupa menu informasi,
kemampuan proses, komponen kritis, efisiensi produksi, dan pengendalian
proses.
Menu informasi dibangun dengan mengintegrasikan program Microsoft
FrontPage. Pada menu ini hanya berisikan informasi awal tentang menu-menu
yang lain dan proses umum produksi gula. Menu kemampuan proses
merupakan model yang diintegrasikan dengan program Minitab 13.0 yang
digunakan untuk memantau variabilitas dan penyimpangan proses, sehingga

nantinya didapat suatu kesimpulan apakah stasiun proses yang dinilai dalam
keadaan terkendali atau tidak.
Gambar 14. Tampilan Form Login SWEETCON.PROSION
Menu komponen kritis merupakan model yang diintegrasikan dengan
program Expert Choice 2000 untuk proses pembobotan awal, sehingga pada
akhirnya model ini akan menampilkan nilai kritis masing-masing mesin dan
peralatan stasiun proses. Menu efisiensi diintegrasikan dengan program DEA
for Windows dimana apabila dimasukkan input dan output secara teknis dan
akonomis akan dihasilkan nilai efisiensi sesuai dengan indikator yang akan
dinilai sehingga para pengambil keputusan dapat memutuskan input atau
output mana yang perlu dikurangi atau ditambahkan untuk meningkatkan
efisiensi produksi. Menu yang terakhir adalah model pengendalian proses
yaitu penyusunan hirarki berdasarkan faktor dan kriteria yang telah
dibobotkan sehingga didapatkan stasiun proses yang paling kritis adalah
stasiun yang perlu mendapat perhatian lebih dan potensial untuk dikendalikan.

E. VERIFIKASI DAN VALIDASI SISTEM
Verifikasi sistem bertujuan untuk mengetahui apakah model-model yang
terdapat pada SWEETCON. PROSION telah memenuhi kriteria yang
ditetapkan dan dapat digunakan oleh para pengambil keputusan untuk
menentukan proses manakah yang perlu dikendalikan. Verifikasi juga
bertujuan untuk menjadikan sistem lebih sempurna, stabil dan bebas dari
kesalahan yang dapat mengganggu suatu proses dalam sistem. Untuk mencari
kesalahan pada fungsi yang salah atau hilang, setiap keluaran yang dihasilkan
oleh SWEETCON. PROSION diperiksa apakah sesuai dengan masukan yang
didapatkannya.
SWEETCON.PROSION terdiri dari empat buah model utama, yaitu
model kemampuan proses, model komponen kritis, model efisiensi produksi
dan model pengendalian proses dimana model-model yang telah terbentuk
dalam program komputer tersebut diuji dengan menggunakan data aktual
untuk mengetahui kelayakan model dalam penggunaannya oleh user.
Verifikasi model kemampuan proses dilakukan dengan menggunakan
data rata-rata hasil produksi 15 harian PG Jatitujuh, model komponen kritis
diverifikasi dengan data pembobotan kriteria dan indikator mesin dan
peralatan yang telah dilakukan oleh pakar pada PG Jatitujuh. Verifikasi model
efisiensi produksi menggunakan data yang diperoleh dari bagian pabrikasi dan
TUK PG Jatitujuh, sedangkan model pengendalian proses diverifikasi dengan
hasil penilaian secara perbandingan berpasangan oleh lima pakar yang
berkompeten dalam industri gula. Hasil verifikasi masing-masing model
menunjukkan bahwa model-model tersebut dapat diterapkan sesuai dengan
kegunaan masing-masing model.
Kekurangan yang terdapat pada SWEETCON.PROSION adalah data
yang terdapat pada program Minitab 13.0 yang telah diintegrasikan dengan
model kemampuan proses tidak dapat langsung terintegrasi dengan submenu
resume kemampuan proses, sehingga pengguna harus memasukkan lagi data
rata-rata proses untuk mengetahui apakah proses terkendali atau tidak. Begitu
juga dengan model komponen kritis, bobot yang didapatkan dari rata-rata

pendapat pakar harus dimasukkan lagi pada submenu ECR keseluruhan dan
untuk masing-masing proses.
Pada model efisiensi juga masih terdapat ketidaksempurnaan, yaitu data-
data yang diperlukan untuk menyusun input atau output teknis dan ekonomis
harus diolah terlebih dahulu secara manual, baru setelah didapat input dan
output teknis dimasukkan dalam program akan dihasilkan keluaran berupa
tingkat efisiensi untuk masing-masing indikator. Selain itu data harus di
masukkan sebanyak dua kali masing-masing untuk perhitungan efisiensi
produksi secara absolut dan efisiensi produksi secara relatif karena submenu
efisiensi absolut belum terintegrasi dengan submenu efisiensi relatif.
Validasi terhadap sistem dilakukan dengan tujuan untuk mengetahui
kemampuan suatu alat ukur (instrumen) untuk mengukur apa yang seharusnya
diukur dimana ukuran tersebut memprediksikan kriteria yang relevan secara
andal (apakah kriteria tersebut sudah jelas). Dalam melakukan validasi atau
yang biasa disebut pengukuran validitas juga perlu memperhatikan bahwa
pengujian tersebut dilakukan secara cukup tepat dan tidak ragu-ragu apa yang
akan diamati (harus ada definisi operasional mengenai variable yang diukur).
Validasi pada SWEETCON.PROSION bertujuan untuk mengetahui
apakah sistem dan model-model yang terdapat di dalamnya dapat dikatakan
sahih atau layak dipergunakan oleh user sasaran. Pengujian validitas
SWEETCON.PROSION terhadap model-model didapatkan bahwa dengan
meng-input data-data yang diperlukan pada tiap model akan didapat keluaran
yang sesuai dengan yang dimaksud.
Validasi model kemampuan proses dilakukan dengan menginput data
produksi akan didapatkan keluaran yaitu besarnya variasi proses dan besarnya
penyimpangan yang terjadi pada tiap proses sehingga dapat diputuskan apakah
proses tersebut berada dalam keadaan terkendali atau tidak terkendali. Model
komponen kritis memberikan keluaran bobot dan nilai kekritisan komponen
yang sebelumnya telah dibobotkan secara perbandingan berpasangan oleh
pada pakar dengan rentang bobot antara 0 sampai dengan 1, sehingga keluaran
nilai kritis yang didapatkan harus sesuai dengan teori yaitu dengan nilai
terkecil 0 dan terbesar adalah 100.

Model efisiensi memberikan keluaran berupa besar tingkat efisiensi
produksi secara absolut dan relatif dengan nilai efisiensi antara 0 persen
hingga 100 persen; dan model pengendalian proses divalidasi dengan
memasukkan bobot yang telah diberikan oleh para pakar sehingga
keluarannya berupa konsistensi hasil perbadingan berpasangan dan
terbentuknya hirarki pembobotan faktor dan alternatif pengendalian proses.
Dengan demikian, model SWEETCON.PROSION dapat dikatakan valid
karena dapat digunakan sesuai dengan tujuan penggunaan masing-masing
model.
VI. HASIL DAN PEMBAHASAN A. PENGUKURAN KEMAMPUAN (KINERJA) PROSES PRODUKSI
Menurut Adiyatna dan Marimin (2001), sebagai sistem terbuka kegiatan
agroindustri dipengaruhi oleh faktor internal dan eksternal. Faktor internal
meliputi sumber daya manusia (SDM), mesin, peralatan, teknologi, aset dan
modal perusahaan, sedangkan faktor eksternal antara lain meliputi pasar,
pemasok, pemerintah, lembaga keuangan, pesaing, dan investor.
Kinerja suatu sistem atau suatu perusahaan dapat ditinjau dari dimensi
luaran sistem yang meliputi efektifitas, efisiensi, dan kepuasan. Efektifitas
berkaitan dengan kinerja dalam pencapaian tujuan, efisiensi berkaitan dengan
penggunaan sumber dan kepuasan berkaitan dengan penghargaan atas jerih
payah partisipasi anggota organisasi (Kast, 1985).
Setiap tahap pengolahan ini harus selalu dikendalikan supaya benar,
karena setiap tahap pengolahan ini berperan dalam menentukan mutu dan
keamanan produk yang dihasilkan. Proses produksi gula perlu dikendalikan
untuk menghasilkan produk berupa gula kristal yang bermutu dan aman
dikonsumsi.
Kapabilitas proses didefinisikan sebagai kemampuan proses untuk
memproduksi atau menyerahkan output sesuai dengan kebutuhan pelanggan.
Process Capability merupakan suatu ukuran kinerja kritis yang menunjukkan
proses mampu menghasilkan sesuai dengan spesifikasi produk yang
ditetapkan oleh manajemen berdasarkan kebutuhan pelanggan
(http://groups.yahoo.com/group/kasma1).
Pengukuran kemampuan proses merupakan salah satu bagian dari
tahapan pengendalian produksi yang dilakukan oleh setiap operator dan
bagian analisa. Pengendalian proses produksi ini dilakukan pada beberapa titik
di setiap lini produksi. Analisa kemampuan atau kinerja proses ini dilakukan
dengan bantuan program komputer Minitab 13.0 yaitu dengan melihat
keragaman data selama proses sesuai batas-batas dan standar deviasi yang
berlaku.

Teknik analisis yang digunakan untuk memantau proses adalah dengan
melihat variasi data selama proses menggunakan batas kendali x dan s serta
diagram kapabilitas, sedangkan untuk mengukur besarnya penyimpangan
proses dari spesifikasi yang telah ditentukan oleh perusahaan adalah dengan
menggunakan teknik akurasi. Pembuatan digram kendali dan kapabilitas
menggunakan sub grup sebesar 15 karena melihat dalam satu periode giling
terdiri dari 15 hari. Analisis dimulai pada level parameter dan kemudian level
stasiun proses. Nilai toleransi penyimpangan maksimum yang digunakan
adalah sebesar 10 persen. Jika besar penyimpangan (deviasi) suatu parameter
proses terhadap standar lebih kecil atau sama dengan ±10 persen maka kinerja
parameter proses tersebut berada dalam keadaan “TERKENDALI”, dan
sebaliknya jika besar penyimpangan (deviasi) suatu parameter proses terhadap
standar lebih besar dari 10 persen maka kinerja parameter tersebut berada
dalam keadaan “TIDAK TERKENDALI”. Apabila proses menunjukkan
keadaan terkendali maka para pengambil keputusan dapat tetap melanjutkan
proses menuju ke stasiun yang selanjutnya, sebaliknya apabila proses
menunjukkan keadaan tidak terkendali maka para pengambil keputusan harus
mengambil tindakan dengan melakukan evaluasi lebih mendalam pada stasiun
proses karena terdapat ketidakefisienan dalam proses karena kondisi tidak
terkendali pada salah satu stasiun proses akan menyebabkan proses
selanjutnya juga mengalami kondisi tak terkendali.
1) Stasiun Gilingan
Gambar 15. adalah tampilan model Kemampuan Proses pada aplikasi
program SWEETCON.PROSION dimana bila dipilih salah satu indikator
yang akan dinilai, akan langsung terintegrasi dengan program Minitab
13.0 yang dapat menganalisa data kemampuan proses tersebut.
Kinerja stasiun gilingan secara umum menunjukkan bahwa stasiun
gilingan berada dalam keadaan terkendali dengan besar deviasi 1,53
persen maka tingkat efisiensinya sebesar 98,47 persen. Tabel 14.
menunjukkan bahwa semua parameter proses memenuhi standar
spesifikasi yang ditetapkan oleh perusahaan, tetapi bila dilihat dari deviasi
menurut rata-rata proses terdapat parameter yang menyimpang jauh dari

rata-rata yaitu parameter imbibisi%sabut. Adanya deviasi rata-rata proses
yang cukup besar berarti rentang atau variasi kadar imbibisi%sabut pada
stasiun gilingan besar. Imbibisi%sabut merupakan perbandingan antara
kadar sabut dan kadar air imbibisi yang ditambahkan. Variasi yang besar
menunjukkan bahwa terdapat pembubuhan air imbibisi yang tidak merata
antara saat penggilingan yang satu dengan yang lain. Hal ini perlu
mendapat perhatian bagi para pengambil keputusan karena apabila kadar
sabut kecil maka menunjukkan bahwa jumlah air imbibisi yang
ditambahkan lebih besar sehingga nantinya dapat menyebabkan kadar air
proses juga lebih tinggi.
Gambar 15. Tampilan Model Kemampuan Proses Stasiun Gilingan
Kinerja gilingan terutama dapat dilihat dari tingkat ekstraksi gula
yang dihasilkan, karena stasiun gilingan merupakan tahap dimana tebu
yang mengandung nira ditekan dan diperas sedapat mungkin sehingga
kadar nira yang tertinggal di ampas nilainya sangat kecil. Semakin besar
tingkat ekstraksi oleh rol-rol gilingan, berarti kinerja stasiun gilingan
semakin baik. Tingkat ekstraksi gula selama pemantauan berdasarkan data
analisa selama proses masih di bawah standar, tetapi para pengambil
keputusan tidak perlu melakukan tindakan pengendalian karena besar
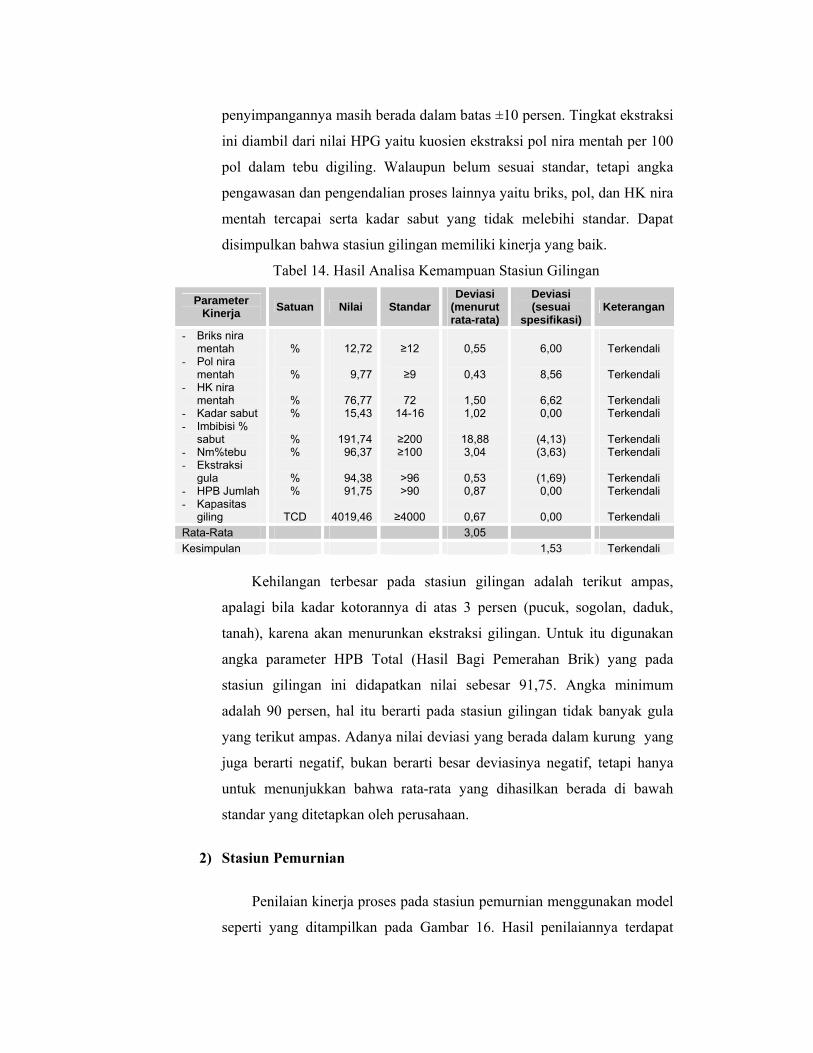
penyimpangannya masih berada dalam batas ±10 persen. Tingkat ekstraksi
ini diambil dari nilai HPG yaitu kuosien ekstraksi pol nira mentah per 100
pol dalam tebu digiling. Walaupun belum sesuai standar, tetapi angka
pengawasan dan pengendalian proses lainnya yaitu briks, pol, dan HK nira
mentah tercapai serta kadar sabut yang tidak melebihi standar. Dapat
disimpulkan bahwa stasiun gilingan memiliki kinerja yang baik.
Tabel 14. Hasil Analisa Kemampuan Stasiun Gilingan
Parameter Kinerja Satuan Nilai Standar
Deviasi (menurut rata-rata)
Deviasi (sesuai
spesifikasi) Keterangan
- Briks nira mentah
- Pol nira mentah
- HK nira mentah
- Kadar sabut - Imbibisi %
sabut - Nm%tebu - Ekstraksi
gula - HPB Jumlah - Kapasitas
giling
%
%
% %
% %
% %
TCD
12,72
9,77
76,7715,43
191,7496,37
94,3891,75
4019,46
≥12
≥9
72 14-16
≥200 ≥100
>96 >90
≥4000
0,55
0,43
1,50 1,02
18,88 3,04
0,53 0,87
0,67
6,00
8,56
6,62 0,00
(4,13) (3,63)
(1,69) 0,00
0,00
Terkendali
Terkendali
Terkendali Terkendali
Terkendali Terkendali
Terkendali Terkendali
Terkendali
Rata-Rata 3,05 Kesimpulan 1,53 Terkendali
Kehilangan terbesar pada stasiun gilingan adalah terikut ampas,
apalagi bila kadar kotorannya di atas 3 persen (pucuk, sogolan, daduk,
tanah), karena akan menurunkan ekstraksi gilingan. Untuk itu digunakan
angka parameter HPB Total (Hasil Bagi Pemerahan Brik) yang pada
stasiun gilingan ini didapatkan nilai sebesar 91,75. Angka minimum
adalah 90 persen, hal itu berarti pada stasiun gilingan tidak banyak gula
yang terikut ampas. Adanya nilai deviasi yang berada dalam kurung yang
juga berarti negatif, bukan berarti besar deviasinya negatif, tetapi hanya
untuk menunjukkan bahwa rata-rata yang dihasilkan berada di bawah
standar yang ditetapkan oleh perusahaan.
2) Stasiun Pemurnian
Penilaian kinerja proses pada stasiun pemurnian menggunakan model
seperti yang ditampilkan pada Gambar 16. Hasil penilaiannya terdapat
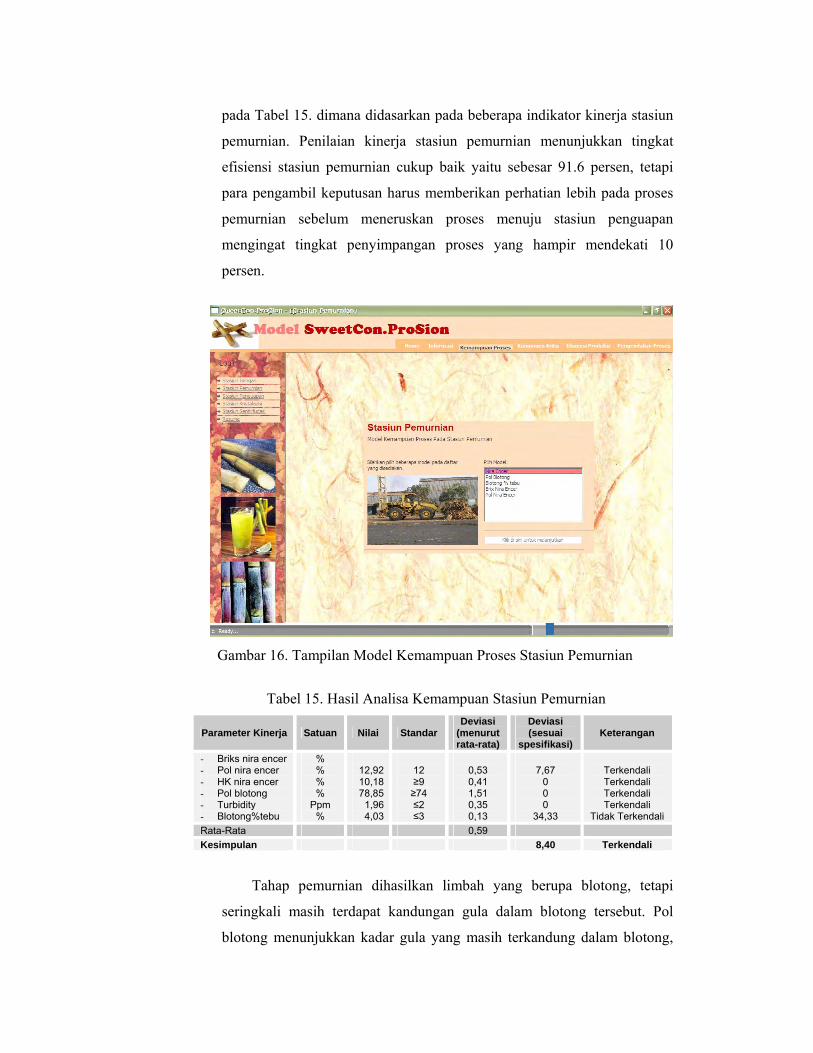
pada Tabel 15. dimana didasarkan pada beberapa indikator kinerja stasiun
pemurnian. Penilaian kinerja stasiun pemurnian menunjukkan tingkat
efisiensi stasiun pemurnian cukup baik yaitu sebesar 91.6 persen, tetapi
para pengambil keputusan harus memberikan perhatian lebih pada proses
pemurnian sebelum meneruskan proses menuju stasiun penguapan
mengingat tingkat penyimpangan proses yang hampir mendekati 10
persen.
Gambar 16. Tampilan Model Kemampuan Proses Stasiun Pemurnian
Tabel 15. Hasil Analisa Kemampuan Stasiun Pemurnian
Parameter Kinerja Satuan Nilai Standar Deviasi
(menurut rata-rata)
Deviasi (sesuai
spesifikasi) Keterangan
- Briks nira encer - Pol nira encer - HK nira encer - Pol blotong - Turbidity - Blotong%tebu
% % % %
Ppm %
12,92 10,18 78,85
1,96 4,03
12 ≥9 ≥74 ≤2 ≤3
0,53 0,41 1,51 0,35 0,13
7,67
0 0 0
34,33
Terkendali Terkendali Terkendali Terkendali
Tidak Terkendali Rata-Rata 0,59 Kesimpulan 8,40 Terkendali
Tahap pemurnian dihasilkan limbah yang berupa blotong, tetapi
seringkali masih terdapat kandungan gula dalam blotong tersebut. Pol
blotong menunjukkan kadar gula yang masih terkandung dalam blotong,

tapi kandungannya masih memenuhi standar dimana batas maksimumnya
sebesar 2. Blotong % tebu adalah perbandingan antara blotong yang
dihasilkan dengan tebu yang masuk, dimana pada proses ini ternyata kadar
blotong % tebunya melebihi batas maksimal dengan penyimpangan yang
sangat besar. Dengan banyaknya blotong yang dikandung berarti tebu
yang masuk proses masih mengandung banyak kotoran. Kinerja proses
pemurnian dinilai cukup bagus karena angka brik, pol dan HK nira encer
semuanya memenuhi standar yang berarti juga tidak perlu dilakukan
tindakan pengendalian. Para pengambil keputusan diharapkan segera
mengevaluasi kinerja mesin pemurnian karena hal ini berarti pula efek
pemurnian yang diterapkan belum efektif walaupun kadar pol dan HK
memenuhi standar. Hal ini ditunjukkan juga dengan penyimpangan briks
nira encer yang besar yang berarti bahan terlarutnya cukup banyak.
3) Stasiun Penguapan
Gambar 17. Tampilan Model Kemampuan Proses Stasiun Penguapan

Tabel 16. Hasil Analisa Kemampuan Stasiun Penguapan
Parameter Kinerja Satuan Nilai Standar Deviasi
(menurut rata-rata)
Deviasi (sesuai
spesifikasi) Keterangan
- Briks nira kental - Pol nira kental - HK nira kental - Nira kental
% % % oC
51,97 43,35 80,00
106,25
≤65 ≤52
75-80 ≥100
3,87 3,04 1,51 0,71
0,00 0,00 0,00 0,00
Terkendali Terkendali Terkendali Terkendali
Rata-Rata 2,28 Kesimpulan 0,00 Terkendali
Hasil dari stasiun penguapan adalah nira kental. Kadar air yang
terdapat pada nira encer sebelum masuk stasiun penguapan adalah sebesar
87,08 persen, dan nira kental memiliki kadar air sebesar 48,03 persen.
Efek dari proses penguapan berhasil menguapkan air sebesar 55 persen.
Apabila menurut standar, seharusnya proses penguapan dapat menguapkan
air sebesar 60-70 persen air dalam nira encer. Hal ini menunjukkan bahwa
konstruksi dari pan-pan penguap kurang efektif. Walaupun demikian,
kinerja dari stasiun penguapan sudah efisien sebesar 100 persen melihat
semua parameter standar stasiun penguapan tidak ada yang mengalami
penyimpangan sehingga tidak perlu dilakukan tindakan pengendalian oleh
para pengambil keputusan dan proses dapat tetap dilanjutkan ke proses
masakan. Apabila konstruksi pan-pan penguap bekerja lebih efektif akan
dapat meringankan kerja stasiun masakan.
4) Stasiun Masakan
Stasiun masakan bertugas untuk mengubah nira kental yang berasal
dari stasiun penguapan menjadi kristal gula melalui sistem pemasakan.
Pabrik gula Jati Tujuh memiliki sistem masakan A, C, D yang artinya
menghasilkan gula A, gula C, dan gula D. Dari ketiga jenis gula yang
terbentuk tersebut, yang akan menjadi gula produk (SHS) hanya gula A,
maka itu dalam analisa kemampuan stasiun masakan diatas, hanya diambil
parameter dari masakan A. Data analisa tersebut menunjukkan bahwa
stasiun masakan sudah baik kinerjanya yaitu dengan efisiensi sebesar 100
persen. Kinerja stasiun penguapan yang sudah baik akan memberi
informasi pada para pengambil keputusan bahwa stasiun masakan tidak
perlu mendapat tindakan pengendalian dan proses dapat tetap dilanjutkan
ke stasiun putaran.

Gambar 18. Tampilan Model Kemampuan Proses Stasiun Masakan
Tabel 17. Hasil Analisa Kemampuan Stasiun Masakan
Parameter Kinerja Satuan Nilai Standar Deviasi
(menurut rata-rata)
Deviasi (sesuai
spesifikasi) Keterangan
- Briks masakan A - Pol masakan A - HK masakan A - Purity drop
% % %
93,0080,4086,3313,09
93-94 ≥79 ≥85
10-15
0,41 1,77 2,12
0,00 0,00 0,00 0,00
Terkendali Terkendali Terkendali Terkendali
Rata-Rata 2,28 Kesimpulan 0,00 Terkendali
5) Stasiun Putaran
Stasiun putaran berbeda dari stasiun lainnya karena stasiun terakhir
selama proses dalam pabrik ini memiliki indikator kinerja dan keluaran
paling banyak. Hasil penilaian kinerja stasiun putaran dapat dilihat pada
Tabel 18. Dari stasiun putaran dihasilkan larutan-larutan yaitu stroop A,C
dan D; klare SHS dan klare III; gula A, C, D1, dan D2; gula SHS IA; tetes;
dan leburan, tetapi tidak semua keluaran tersebut yang digunakan sebagai
indikator kinerja stasiun putaran. Indikator yang penting pada stasiun
masakan antara lain adalah performance dari gula SHS yang merupakan
gula produk, stroop A, dan tetes yang merupakan hasil samping dari
keseluruhan proses selain ampas dan blotong.

Gambar 19. Tampilan Model Kemampuan Proses Stasiun Putaran
Tabel 18. Hasil Analisa Kemampuan Stasiun Putaran
Parameter Kinerja Satuan Nilai Standar Deviasi
(menurut rata-rata)
Deviasi (sesuai
spesifikasi) Keterangan
- Briks gula A - Pol gula A - HK gula A - Kadar air - Briks Stroop A - Pol Stroop A - HK Stroop A - Briks tetes - Pol tetes - HK tetes - Tetes%tebu
% % % % % % % % % % %
99,6498,8699,23
0,3680,3858,8873,2490,2230,0633,32
3,8
99,97 99,85 99,88 ≤1,00
83 54
65-70 ≥80
28-30 30-33 ≤2,5
0,00 0,7
0,00 0,24 1,75 1,51 2,09 1,25 0,68 0,56 1,2
(0,33) (0,99) (0,65)
0 (3,16) 9,04 4,63
0 7,36 0,97 52
Terkendali Terkendali Terkendali Terkendali Terkendali Terkendali Terkendali Terkendali Terkendali Terkendali
Tidak Terkendali Rata-Rata 2,28 Kesimpulan 6,26 Terkendali
Analisis kinerja stasiun putaran menunjukkan bahwa stasiun putaran
memiliki efisiensi sebesar 93,74 persen yang ditunjukkan pula dengan
hasil briks, pol, dan HK gula A yang akan menjadi produk telah memenuhi
standar. Walaupun demikian, para pengambil keputusan perlu
memperhatikan hasil samping pada stasiun putaran terutama yang
mengalami penyimpangan cukup besar.
Pemantauan stasiun putaran menggunakan metode stastitikal terhadap
stroop dan tetes menunjukkan bahwa indikator-indikatornya masih berada
dalam kendali. Walaupun demikian, dari analisa tersebut penyimpangan
yang terjadi pada produk samping cukup besar, bahkan analisa tetes%tebu
menunjukkan hasil yang melebihi batas maksimal, yaitu sebesar 52 persen
dari batas maksimal adalah 2,5. Hal ini menunjukkan bahwa prosentase
hasil samping dari bahan baku cukup besar diduga karena kadar kotoran
atau bukan gula yang terikut dalam proses cukup banyak. Banyaknya gula
yang terikut pada tetes (pol tetes) juga menunjukkan terdapat
ketidakefisienan stasiun putaran karena seharusnya gula produk yang
dihasilkan dapat lebih banyak apabila kehilangan gula yang terikut dalam
hasil samping dapat ditekan.
B. PENENTUAN KOMPONEN KRITIS PENDUKUNG PROSES
Banyak kendala yang dialami sejumlah PG, selain terpuruknya harga
gula juga kurangnya bahan baku gula dari tebu produksi petani, menciutnya
lahan tebu, serta mesin-mesin PG yang usianya sudah tua (Roeswanto, 2006).
Di dalam industri pengolahan ada tahap-tahap yang dianggap sangat
penting yang menentukan kelancaran proses produksi dan berdampak pada
mutu produk yang dihasilkan. Tahap-tahap ini dianggap tahap atau proses
kritis. Tahap ini disebut tahap kritis karena jika tidak terdapat komponen-
komponen pendukung yang memadai, proses tidak akan berjalan berjalan
dengan lancar, kapasitas produksi tidak tercapai, dan penggunaan sumberdaya
tidak maksimal atau dapat dikatakan proses tidak efisien. Dengan perkataan
lain, tahap kritis adalah tahap pengolahan yang dapat menentukan kelancaran
dan pencapaian mutu proses serta penggunaan komponen pendukung secara
maksimal sehingga dapat menurunkan resiko pemborosan sumberdaya sampai
batas aman secara teknis dan ekonomis.
Survei di beberapa perusahaan industri baik lokal maupun asing
menyebutkan sekitar 80 persen yang menjadi tolak ukur keberhasilan dan
daya tahan perusahaan adalah peningkatan efisiensi, efektifitas, dan
produktifitas yang optimal dari perusahaan dalam hal pengalokasian sumber
daya. Pengalokasian sumber daya menjadi hal yang sangat penting, salah satu
bentuk aplikasi dari hal tersebut adalah penggunaan fasilitas–fasilitas

pendukung proses produksi yang ada untuk menyelesaikan suatu job
(pekerjaan) dengan suatu prosesor (mesin) (Hendra dan Maseleno, 2004).
Gambar 20. Tampilan Model Komponen Kritis
Model penentuan komponen kritis proses menggunakan metode
Equipment Critically Rating dimana para pakar memberikan bobot penilaian
pada masing-masing kriteria dan indikator pada setiap mesin dan peralatan
masing-masing proses. Bobot yang didapatkan tersebut menunjukkan tingkat
kekritisan mesin dan peralatan baik dalam suatu stasiun proses maupun antar
stasiun proses. Selain menggunakan bobot yang diberikan oleh para pakar,
penilaian komponen kritis ini juga menggunakan data primer yang berasal dari
musim giling sebelumnya. Apabila pada masing-masing stasiun diketahui
kriteria yang paling kritisnya, hal tersebut dapat menjadi dasar para pengambil
keputusan dalam menyusun jadwal pemeliharaan dan perbaikan mesin dan
peralatan baik diluar masa giling maupun dalam masa giling.
Terjadwalnya kegiatan perawatan mesin dan peralatan akan dapat
menghindarkan terjadinya hal-hal yang tidak diinginkan selama proses, dan
dapat segera cepat melakukan tindakan pengendalian mesin apabila terjadi
penghentian proses karena telah dipersiapkan komponen-komponen
pendukung untuk segala kemungkinan kerusakan yang terjadi pada mesin dan

peralatan berdasarkan bobot yang telah dipertimbangkan oleh para pengambil
keputusan.
Langkah pertama dilakukan pembobotan terhadap kriteria-kriteria yang
diberikan yang mempengaruhi kekritisan komponen, untuk itu diperlukan
langkah-langkah pendahuluan yaitu menentukan orang yang dianggap ahli dan
berkompeten untuk memberikan penilaian. Pada penentuan kompnen kritis di
PG Jatitujuh menggunakan pihak bagian pabrikasi dan instalasi yang
berkompeten untuk mengisi kuesioner yang berkaitan dengan penilaian mesin
dan peralatan kritis seperti yang ada pada Lampiran 16. Selanjutnya dicari
data pendukung pengambilan keputusan kekritisan komponen, seperti data
kerusakan komponen dan data jam henti.
Untuk melihat kecocokan model, dilihat data apa saja yang
memungkinkan untuk didapatkan atau disediakan oleh perusahaan. Langkah
selanjutnya adalah penambahan bobot indikator pada kriteria yang memiliki
lebih dari satu indikator. Ini dilakukan untuk menyeimbangkan pengaruh dari
perbedaan jumlah indikator. Selanjutnya dilakukan pengujian terhadap kriteria
utama dan indikator yang mengikutinya. Pembobotan kriteria utama dilakukan
dengan metode AHP (Analytical Hierarchy Process) yaitu dengan
perbandingan berpasangan.
Setelah pembobotan kriteria dengan metode AHP dilakukan,
selanjutnya adalah tahap pembobotan indikator komponen yang dimaksudkan
untuk menyeimbangkan pengaruh dari perbedaan jumlah indikator pada
masing-masing kriteria. Dengan demikian diharapkan bahwa perbedaan dari
tingkat kekritisan akan ditentukan oleh bobot dari kriteria-kriteria yang
digunakan. Level dibawah kriteria adalah indikator komponen yang
merupakan penilaian terhadap keadaan mesin dan fungsi-fungsinya secara
lebih spesifik.
Cara memberikan penilaian pada indikator adalah secara kuantitatif atau
berdasarkan jumlah kondisi yang terjadi yang kemudian dibagi menjadi
peringkat-peringkat yang merupakan bobot dari masing-masing indikator.
Nilai yang diberikan menunjukkan tingkat kemungkinan terjadinya kondisi
yang dimaksud untuk tiap komponen. Misalnya bila nilainya 0 maka kondisi

tersebut tidak mungkin terjadi, tetapi bila nilainya 100 maka kondisi itu sangat
mungkin terjadi.
Data pembobotan indikator kemudian dipecah kedalam data komponen
dan disusun berdasarkan kriteria yang berhubungan. Data tersebut kemudian
diolah dengan rumus ECR, yaitu:
ECR = i
k
ii Nb ×∑
1=
dimana:
bi = bobot masing-masing kriteria
Ni = nilai kriteria berdasarkan indikator-indikatornya
Ni = i
n
ii DI ×∑
1=, dimana Ii = ukuran setiap indikator
Di = bobot setiap indikator
Tabel 19. Hasil Perhitungan ECR Mesin dan Peralatan Proses
No. Kriteria Bobot
Gilingan Pemurnian Penguapan Masakan Putaran
1 Keamanan 0,0900 0,0740 0,0810 0,0840 0,0850
2 Life Support 0,0750 0,0640 0,0720 0,0730 0,0780
3 Commercial 0,0980 0,1010 0,1040 0,1050 0,1030 4 Keandalan 0,1220 0,1490 0,1300 0,1300 0,1300 5 Vendor Availability 0,1030 0,1130 0,1110 0,1030 0,1110
6 Spare part lead time 0,0890 0,0760 0,0860 0,0840 0,0920
7 Applicability of condition monitoring technique 0,1310 0,1400 0,1230 0,1250 0,1290
8 Mean down time 0,1020 0,0980 0,0980 0,0960 0,0950 9 Jam henti 0,0709 0,0600 0,0750 0,0710 0,0550 10 Kapasitas 0,1100 0,1260 0,1210 0,1290 0,1210
Nilai ECR Total 81,49 75,80 79,69 76,59 72,64
1) Mesin Stasiun Gilingan
Hasil perhitungan menggunakan metode ECR menunjukkan bahwa
mesin dan peralatan stasiun gilingan adalah yang paling kritis
dibandingkan dengan mesin dan peralatan pada stasiun lainnya sesuai
dengan nilai kritis yang didapatkan yaitu sebesar 81,49. Kriteria terbesar
yang merupakan faktor pendukung kekritisan mesin gilingan adalah dari
segi applicability of condition monitoring technique (0,1310) seperti yang

terlihat pada Tabel 19. Kedua adalah kriteria keandalan mesin sendiri
memiliki bobot sebesar 0,1220; kemudian kriteria kapasitas yaitu besarnya
kapasitas giling akan mempengaruhi kecepatan dan efisiensi stasiun
gilingan dengan bobot sebesar 0,1100. Kemudian diikuti oleh faktor-faktor
lainnya. Hal ini juga didukung oleh jumlah jam henti pada musim giling
tahun 2006 oleh jumlah jam henti mesin gilingan yang paling tinggi
dibandingkan dengan stasiun lainnya, yang menunjukkan tingkat
kerusakan mesin dan peralatan proses paling tinggi. Selain ditentukan oleh
masing-masing bobot kriteria, kekritisan komponen juga dipengaruhi oleh
bobot dari indikator masing-masing kriteria yang secara lebih rinci dapat
dilihat pada Lampiran 14.
2) Mesin Stasiun Pemurnian
Stasiun pemurnian memiliki nilai ECR total komponen sebesar 75,80
dengan bobot terbesar dihasilkan oleh faktor keandalan dengan bobot
sebesar 0,1490 yaitu yang paling menyebabkan kekritisan mesin dan
peralatan pemurnian. Faktor kedua yang mendukung kekritisan komponen
pemurnian adalah applicability of condition monitoring technique dengan
bobot sebesar 0,1400; kemudian faktor kapasitas dalam posisi ke tiga
dengan bobot sebesar 0,1260 yang kemudian diikuti oleh faktor-faktor
lainnya.
3) Mesin Stasiun Penguapan
Stasiun penguapan yang hanya terdiri dari pan-pan penguap memiliki
faktor penyebab kekritisan utama yaitu keandalan dengan bobot sebesar
0,1300. Faktor pendukung kekritisan komponen penguapan yang kedua
dengan bobot yang tidak berbeda jauh (0,1230) adalah applicability of
condition monitoring technique; sedangkan faktor ketiga dengan bobot
sebesar 0,1210 adalah kapasitas dari pan-pan penguap sendiri dimana
seringkali terjadi jam henti yang disebabkan oleh pan-pan penguap yang
isinya terlalu penuh.

4) Mesin Stasiun Masakan
Sama seperti stasiun penguapan, faktor terbesar yang menyebabkan
kekritisan komponen stasiun masakan atau kristalisasi seperti yang terlihat
pada Gambar 21. adalah keandalan dengan bobot sebesar 0,1300. Faktor
ke dua adalah kapasitas stasiun masakan dengan bobot sebesar 0,1290.
Faktor applicability of condition monitoring technique merupakan
pendukung ke tiga dalam kekritisan komponen stasiun masakan dengan
bobot sebesar 0,1230 yang kemudian diikuti oleh kriteria lainnya.
5) Mesin Stasiun Putaran
Tabel 19. menunjukkan hasil perhitungan ECR untuk komponen
stasiun putaran dimana faktor pendukung pertama adalah keandalan
dengan bobot sebesar 0,1300. Faktor ke dua adalah applicability of
condition monitoring technique dengan bobot sebesar 0,1290. Faktor ke
tiga adalah kapasitas komponen dengan bobot sebesar 0,1210 kemudian
diikuti oleh kriteria-kriteria lainnya.
6) ECR Total
Pada hasil akhir perhitungan komponen kritis, didapatkan nilai ECR
total masing-masing komponen dan dari perhitungan tersebut diketahui
bahwa komponen pendukung proses produksi yang paling kritis adalah
stasiun gilingan dengan nilai ECR total sebesar 81,49. Komponen kritis ke
dua adalah stasiun penguapan dengan nilai ECR total sebesar 79,69
kemudian berturut-turut stasiun kristalisasi (masakan) dengan nilai ECR
total sebesar 72,05; stasiun pemurnian dengan nilai ECR total sebesar
71,30; dan yang terakhir adalah stasiun sentrifugasi (putaran) yang
memiliki nilai ECR total sebesar 70,55. Semakin banyak jam henti mesin
atau komponen suatu stasiun, akan semakin kritis komponen tersebut.
Untuk itu tujuan utama perhitungan komponen kritis ini adalah agar
perusahaan dapat mengetahui komponen mana yang paling kritis dan
dapat memperbaiki sistem pemeliharaan dan perawatan komponen
pendukung proses baik di luar masa giling maupun selama masa giling.

C. PENGUKURAN EFISIENSI PRODUKSI
Tingkat produktivitas adalah merupakan kinerja dari suatu unit produksi
atau dikenal dengan sebutan Decision Management Unit (DMU) dalam
meminimumkan input yang digunakan untuk menghasilkan suatu output
dalam suatu wilayah. Tingkat produktivitas adalah konsep mikro yang
mengukur kinerja antar input dan output suatu proses produksi yang akan
digunakan dalam meneliti tingkat efisiensi proses produksi gula kristal.
Pengukuruan kinerja suatu proses produksi dalam sektor industri
manufakturing pada kurun waktu tertentu dapat menjadi indikator kemampuan
perusahaan tersebut yang pada akhirnya akan menentukan pertumbuhan
produksi dalam perusahaan tersebut. Aktivitas sebuah perusahaan menunjukan
tentang kemampuan perusahaan itu dalam menggunakan dana-dananya secara
efektif dan menunjukan seberapa cepat perputaran dari dana-dana perusahaan
itu.
DEA mempunyai beberapa keuntungan relatif dibandingkan dengan
teknik parametrik. Dalam mengukur efisiensi, DEA mengidentifikasi unit
yang digunakan sebagai referensi yang dapat membantu untuk mencari
penyebab dan jalan keluar dari ketidakefisienan, yang merupakan keuntungan
utama dalam aplikasi manajerial. (Epstein and Henderson, 1989). Selain itu,
DEA tidak memerlukan spesifikasi yang lengkap dari bentuk fungsi yang
menunjukkan hubungan produksi dan distribusi dari observasi. Selain itu
pendekatan parametrik sangat tergantung pada asumsi mengenai data produksi
dan distribusi.
Usahatani tebu termasuk usahatani yang memerlukan biaya yang relatif
bervariasi, bergantung lokasi dan tingkat penerapan teknik budidaya. Untuk
tanaman baru (PC), biaya usahatani adalah sekitar Rp. 12,2 - Rp. 16,3 juta per
ha. Secara lebih spesifik, analisis usahatani tanaman PC dengan menggunakan
teknologi yang standar diterapkan di PTPN disajikan pada Tabel 20. Sumber
biaya terbesar ada pada komponen pengolahan tanah dan pemeliharaan (28,5
persen), sewa lahan (28,5 persen), dan tebang angkut (20 persen). Total biaya
untuk tanaman PC mencapai sekitar Rp. 15,775 juta/ha.

Tabel 20. Analisis Usahatani Tanaman PC, teknologi standar PTPN
Uraian Nilai (Rp) Proporsi (%) Biaya Pengolahan tanah dan pemeliharaan Bibit Pupuk Herbisida Tebang angkut Bunga kredit Sewa lahan Total biaya
4.500.0001.700.000
810.000245.000
3.150.000870.600
4.500.00015.775.600
28,510,8
5,11,6
20,05,5
28,5100,0
Nilai produksi gula 28.500.000 Penerimaan petani (66%) 18.810.000 B/C Ratio 1,19
Asumsi : 1000 kw tebu, rendemen 7,5%, harga Rp.3.800/kg Sumber: http://www.litbang.deptan.go.id
Langkah pertama yang perlu dilakukan untuk melaksanakan strategi
restrukturisasi industri gula adalah peningkatan efisiensi teknis dan efisiensi
ekonomis pabrik-pabrik gula, terutama di Jawa. Menurut Arifin, prioritas
peningkatan efisiensi didasarkan pada analisis ekonomi dan simulasi efisiensi
teknis dan efisiensi ekonomis terhadap pabrik gula biasanya menggunakan
kriteria berikut efisiensi teknis dan efisiensi ekonomis. Efisiensi teknis adalah
perbandingan antara produktivitas hablur yang dicapai oleh pabrik gula
(dalam ton per hektar) dengan produktivitas hablur minimal yang secara teknis
dapat dicapai oleh petani dan pabrik gula pada lahan sawah atau lahan kering
sebesar 6 ton per hektar. Kriteria efisiensi ekonomis adalah perbandingan
antara harga paritas impor sampai tingkat pabrik gula dan biaya produksi rata-
rata pada setiap pabrik gula (http://www.kompas.com/kompas-
cetak/0407/10/Fokus/1138684.htm).
Penelitian ini hanya menggunakan lima indikator efisiensi proses
produksi dari dua belas indikator Barbiroli. Pemilihan indikator ini dilakukan
berdasarkan atas penyesuaian dengan ruang lingkup penelitian dan kondisi
proses produksi di perusahaan. Lima indikator Barbiroli tersebut adalah
Efisiensi Siklus Bahan baku (Material Cycle Efficiency : MCE), Efisiensi
Siklus Energi (Energy Cycle Efficiency : ECE), Efisiensi Lingkungan Produk
Akhir (Final Product Environmental Efficiency : FPEE), Efisiensi
Pengoperasian Peralatan Statis (Equipment Static Operating Efficiency :

ESOE), dan Efisiensi Masukan (Input Efficiency : IE). Pengukuran ini
dilakukan pada musim giling periode tahun 2006.
Limbah yang dihasilkan oleh PT Jati Tujuh antara lain ampas, pucuk
daun dan blotong, tetes, serta air buangan pabrik.. Pucuk daun dimanfaatkan
untuk pakan ternak, ampas digunakan sebagai bahan bakar pada boiler atau
dijual agar dapat dimanfaatkan untuk bahan baku produk lain seperti kertas,
pupuk, dan media tumbuh tanaman. Blotong digunakan sebagai pupuk organik
bagi lahan perkebunan tebu, tetes ditampung pada tangki yang nantinya dijual
kepada pihak lain untuk digunakan sebagai bahan baku penyedap masakan
MSG, sumber pupuk, campuran makanan ternak, dan bahan pembuatan
alkohol/spiritus. Air buangan pabrik ditangan oleh unit pengolahan limbah
yang juga terdapat di area pabrik hingga netral dan dapat digunakan untuk air
siraman tanaman pada tanaman tebu. Hal ini berarti PT Jati Tujuh tidak
menghasilkan limbah atau bahan pencemar yang dapat membahayakan
lingkungan sekitar sehingga indikator Efisiensi Lingkungan Keseluruhan
Proses (Process Overall Environmental Efficiency : POEE) dan Efisiensi
Lingkungan Siklus Energi (Energy Cycle Environmental Efficiency : ECEE)
tidak digunakan dalam penelitian.
Selain itu, mesin dan peralatan yang digunakan untuk menghasilkan
gula kristal putih adalah mesin serta peralatan statis yang hanya menghasilkan
satu macam produk saja, sehingga indikator Efisiensi Pengoperasian Peralatan
Dinamis (Equipment Dynamic Operating Efficiency : EDOE) tidak
dimasukkan ke dalam analisis efisiensi produksi gula karena mesin dan
peralatan tidak dimodifikasi untuk menghasilkan produk lain selain gula
kristal putih. Indikator Efisiensi Keanekaragaman Produk Campuran (Product
Mix Variability Efficiency : PMVE) juga tidak digunakan karena struktur
proses produksi yang dianalisis hanya menghasilkan satu macam produk saja,
yaitu gula kristal putih atau SHS.

1. Efisiensi Absolut Proses Produksi
a. Efisiensi Siklus Bahan baku
1) Efisiensi teknis siklus bahan baku
Bahan baku yang masuk ke dalam proses adalah batang tebu.
Tebu yang masuk ke dalam proses produksi per periode pada
musim giling tahun 2006 adalah sebanyak 522.386,3 ton. Bahan
baku tersebut memiliki rata-rata kadar air sebesar 26,16 persen,
sehingga jumlah tebu apabila tanpa air adalah sebesar 73,84
persen dari jumlah keseluruhan, yaitu sebesar 385.730,04 ton.
Jumlah ini merupakan jumlah yang digunakan sebagai input
teknis bagi indikator efisiensi siklus bahan baku.
Jumlah produk gula kristal yang dihasilkan pada tahun 2006
adalah sebesar 37.974,21 ton dengan rata-rata kadar air sebesar
0,03 persen. Bahan baku yang terkandung dalam produk jadi
adalah sebesar 99,97 persen dari produk gula yang dihasilkan,
yaitu sebesar 37.962,82 ton. Jumlah ini merupakan output teknis
bagi indikator efisiensi siklus bahan baku. Rincian data dan
perhitungan dapat dilihat pada Tabel 21. di bawah ini.
Tabel 21. Data yang diperlukan untuk input efisiensi teknis siklus bahan baku
Parameter Nilai jumlah bahan baku yang masuk proses (berat hablu dalam ton tebu)
53.662,5
rata-rata kadar air tebu (%) 25,97 jumlah bahan baku tanpa air (ton) 39726,35
Tabel 22. Data yang diperlukan untuk output efisiensi teknis siklus bahan baku
Parameter Nilai jumlah produk gula kristal yang keluar proses (ton) 37.974,21 rata-rata kadar air produk gula kristal (%) 0,03 jumlah bahan baku yang terkandung dalam produk jadi (ton)
37.962,82

Tabel 23. Efisiensi teknis siklus bahan baku
Parameter Nilai Input (ton) 39726,35
Output (ton) 37.962,82 Efisiensi (%) 95,56
Hasil perhitungan efisiensi absolut teknis siklus bahan baku
adalah sebesar 95,56 persen. Hal ini menunjukkan bahwa
perusahaan memiliki efisiensi siklus bahan baku yang secara
teknis sudah baik karena mendekati nilai 100 persen.
2) Efisiensi ekonomis siklus bahan baku
Output ekonomis untuk perhitungan efisiensi ekonomis siklus
bahan baku adalah biaya tambahan bahan baku ditambah biaya
untuk meng-upgrade bahan baku yang tidak digunakan dalam
proses. Input ekonomisnya terdiri dari nilai bahan baku yang
termasuk dalam produk ditambah dengan nilai bahan baku yang
terkandung dalam produk samping.
• Biaya tambahan untuk bahan baku karena tingkat konversi
aktual = biaya total bahan baku x tingkat bahan baku yang
tidak digunakan.
• Biaya untuk meng-upgrade bahan baku yang tidak digunakan
dalam proses.
• Nilai bahan baku yang termasuk dalam produk = biaya total
bahan baku x jumlah gula kristal yang diproduksi. Biaya total
bahan baku terdiri dari biaya pemeliharaan tanaman
menghasilkan, biaya panen dan pengangkutan dan biaya
pembelian hasil tanaman.
• Nilai bahan baku yang terkandung dalam produk samping =
jumlah produk samping yang dihasilkan x nilai produk
samping (dari bahan baku yang dikandung).
Bahan baku yang berupa tebu seluruhnya digunakan dalam
proses produksi, sehingga tidak ada biaya tambahan untuk meng-
up-grade bahan baku. Dengan demikian, nilai efisiensi ekonomis
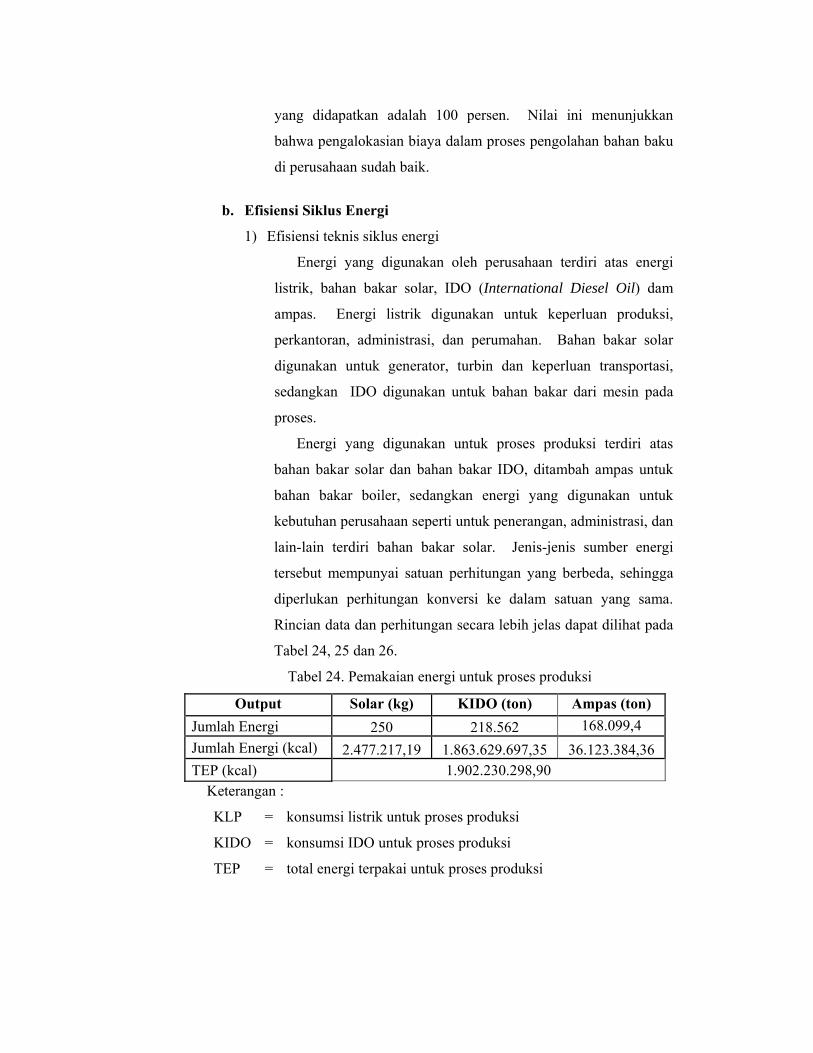
yang didapatkan adalah 100 persen. Nilai ini menunjukkan
bahwa pengalokasian biaya dalam proses pengolahan bahan baku
di perusahaan sudah baik.
b. Efisiensi Siklus Energi
1) Efisiensi teknis siklus energi
Energi yang digunakan oleh perusahaan terdiri atas energi
listrik, bahan bakar solar, IDO (International Diesel Oil) dam
ampas. Energi listrik digunakan untuk keperluan produksi,
perkantoran, administrasi, dan perumahan. Bahan bakar solar
digunakan untuk generator, turbin dan keperluan transportasi,
sedangkan IDO digunakan untuk bahan bakar dari mesin pada
proses.
Energi yang digunakan untuk proses produksi terdiri atas
bahan bakar solar dan bahan bakar IDO, ditambah ampas untuk
bahan bakar boiler, sedangkan energi yang digunakan untuk
kebutuhan perusahaan seperti untuk penerangan, administrasi, dan
lain-lain terdiri bahan bakar solar. Jenis-jenis sumber energi
tersebut mempunyai satuan perhitungan yang berbeda, sehingga
diperlukan perhitungan konversi ke dalam satuan yang sama.
Rincian data dan perhitungan secara lebih jelas dapat dilihat pada
Tabel 24, 25 dan 26.
Tabel 24. Pemakaian energi untuk proses produksi
Output Solar (kg) KIDO (ton) Ampas (ton) Jumlah Energi 250 218.562 168.099,4 Jumlah Energi (kcal) 2.477.217,19 1.863.629.697,35 36.123.384,36 TEP (kcal) 1.902.230.298,90
Keterangan :
KLP = konsumsi listrik untuk proses produksi
KIDO = konsumsi IDO untuk proses produksi
TEP = total energi terpakai untuk proses produksi

Tabel 25. Pemakaian energi total perusahaan
Input KSP (liter) KIDO (ton) Ampas (ton) Jumlah Energi 311.851,95 218.562 168.099,4 Jumlah Energi (kcal) 2.681.926.778,11 1.863.629.697,35 36.123.384,36 TEPrsh (kcal) 4.581.679.859,83
Keterangan :
KSP = konsumsi solar perusahaan
KIDO = konsumsi IDO perusahaan
Ampas = konsumsi ampas
TEP = total konsumsi energi keseluruhan yang digunakan perusahaan
Tabel 26. Efisiensi teknis siklus energi
Parameter Nilai Input (kcal) 4.581.679.859,83
Output (kcal) 1.902.230.298,90 Efisiensi (%) 41,52
Setelah di dapatkan nilai total pemakaian energi untuk proses
produksi dan total pemakaian energi keseluruhan perusahaan,
maka di dapatkan nilai efisiensi teknis siklus energi. Hasil
perhitungan efisiensi absolut teknis siklus energi adalah sebesar
41,52 persen atau jauh dari 100 persen. Hasil perhitungan
efisiensi tersebut dapat memberikan gambaran bahwa penggunaan
sumberdaya energi di perusahaan belum efisien untuk keperluan
proses produksi dibandingkan dengan alokasi sumberdaya energi
terutama bahan bakar solar untuk keperluan yang lain seperti
perkantoran, administrasi, ataupun perumahan.
2) Efisiensi ekonomis siklus energi
Data yang diperlukan untuk melakukan perhitungan efisiensi
ekonomis siklus energi adalah nilai energi yang benar-benar
digunakan dalam proses sebagai input ekonomis dan biaya
tambahan untuk energi karena nilai konversi aktual sebagai output
ekonomis. Biaya total untuk energi proses produksi didapatkan
dari penjumlahan biaya bahan bakar IDO, solar, dan ampas.
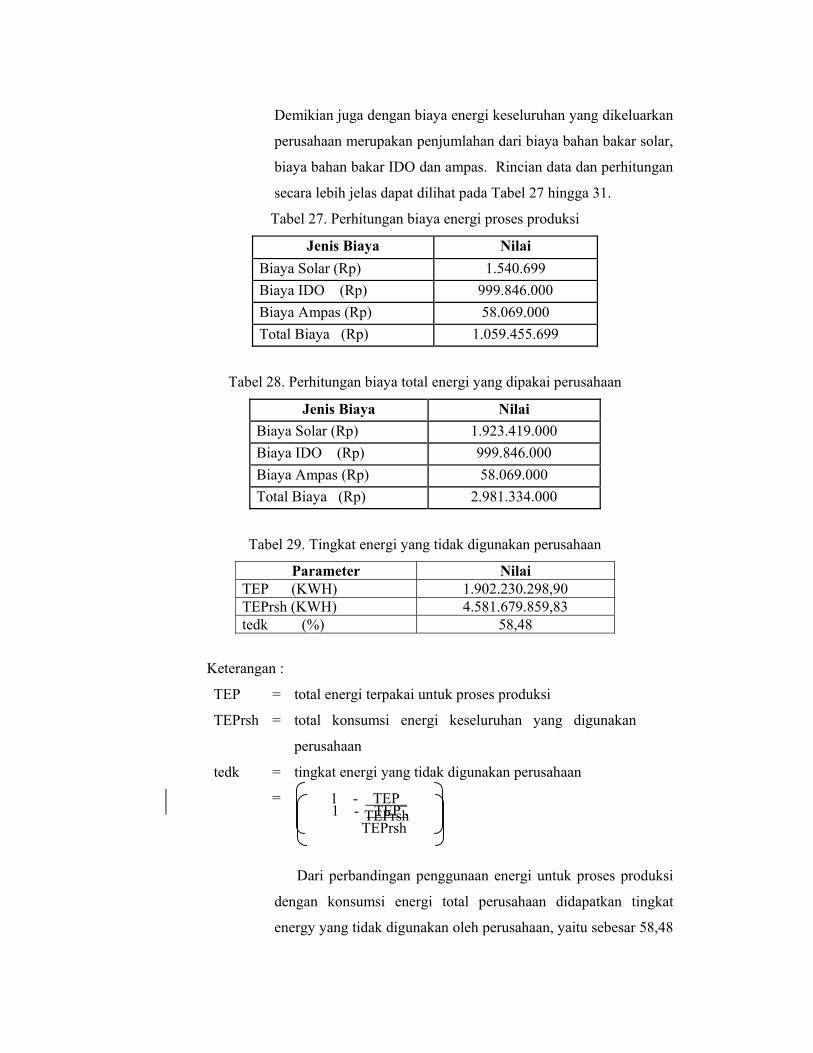
Demikian juga dengan biaya energi keseluruhan yang dikeluarkan
perusahaan merupakan penjumlahan dari biaya bahan bakar solar,
biaya bahan bakar IDO dan ampas. Rincian data dan perhitungan
secara lebih jelas dapat dilihat pada Tabel 27 hingga 31.
Tabel 27. Perhitungan biaya energi proses produksi
Jenis Biaya Nilai Biaya Solar (Rp) 1.540.699 Biaya IDO (Rp) 999.846.000 Biaya Ampas (Rp) 58.069.000 Total Biaya (Rp) 1.059.455.699
Tabel 28. Perhitungan biaya total energi yang dipakai perusahaan
Jenis Biaya Nilai Biaya Solar (Rp) 1.923.419.000 Biaya IDO (Rp) 999.846.000 Biaya Ampas (Rp) 58.069.000 Total Biaya (Rp) 2.981.334.000
Tabel 29. Tingkat energi yang tidak digunakan perusahaan
Parameter Nilai TEP (KWH) 1.902.230.298,90 TEPrsh (KWH) 4.581.679.859,83 tedk (%) 58,48
Keterangan :
TEP = total energi terpakai untuk proses produksi
TEPrsh = total konsumsi energi keseluruhan yang digunakan
perusahaan
tedk =
=
tingkat energi yang tidak digunakan perusahaan
Dari perbandingan penggunaan energi untuk proses produksi
dengan konsumsi energi total perusahaan didapatkan tingkat
energy yang tidak digunakan oleh perusahaan, yaitu sebesar 58,48
1 - TEP . TEPrsh
1 - TEP_ TEPrsh
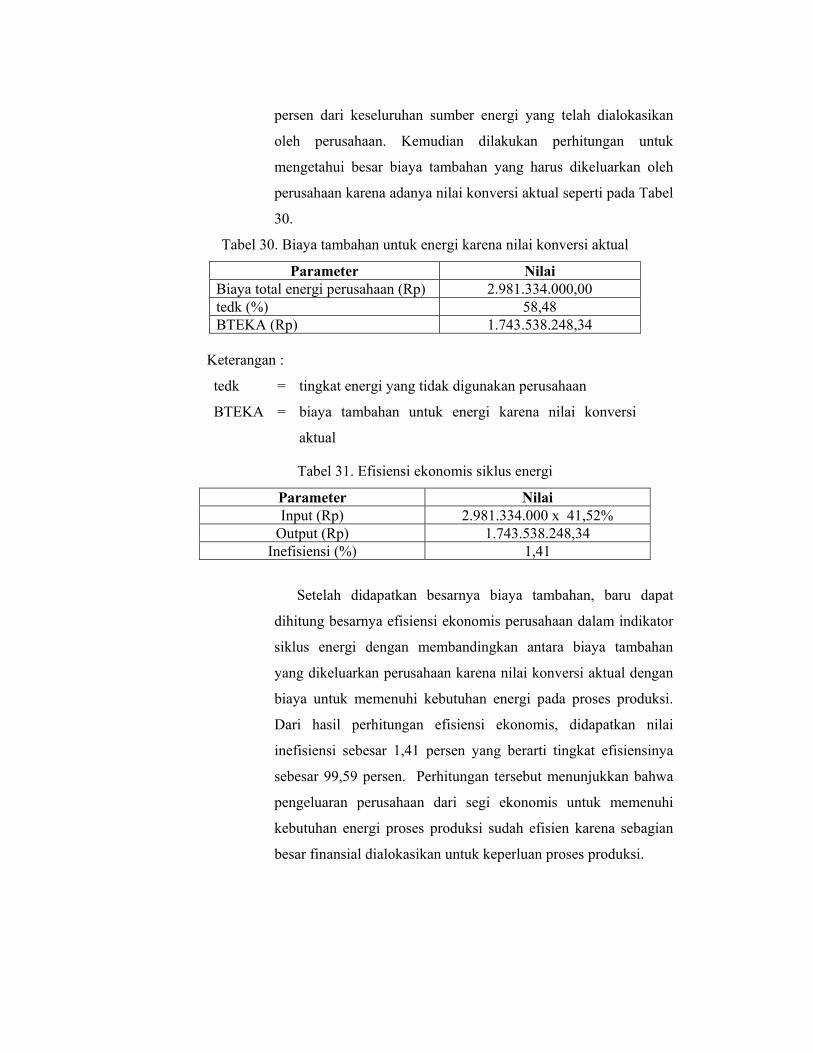
persen dari keseluruhan sumber energi yang telah dialokasikan
oleh perusahaan. Kemudian dilakukan perhitungan untuk
mengetahui besar biaya tambahan yang harus dikeluarkan oleh
perusahaan karena adanya nilai konversi aktual seperti pada Tabel
30.
Tabel 30. Biaya tambahan untuk energi karena nilai konversi aktual
Parameter Nilai Biaya total energi perusahaan (Rp) 2.981.334.000,00 tedk (%) 58,48 BTEKA (Rp) 1.743.538.248,34
Keterangan :
tedk = tingkat energi yang tidak digunakan perusahaan
BTEKA = biaya tambahan untuk energi karena nilai konversi
aktual
Tabel 31. Efisiensi ekonomis siklus energi
Parameter Nilai Input (Rp) 2.981.334.000 x 41,52%
Output (Rp) 1.743.538.248,34 Inefisiensi (%) 1,41
Setelah didapatkan besarnya biaya tambahan, baru dapat
dihitung besarnya efisiensi ekonomis perusahaan dalam indikator
siklus energi dengan membandingkan antara biaya tambahan
yang dikeluarkan perusahaan karena nilai konversi aktual dengan
biaya untuk memenuhi kebutuhan energi pada proses produksi.
Dari hasil perhitungan efisiensi ekonomis, didapatkan nilai
inefisiensi sebesar 1,41 persen yang berarti tingkat efisiensinya
sebesar 99,59 persen. Perhitungan tersebut menunjukkan bahwa
pengeluaran perusahaan dari segi ekonomis untuk memenuhi
kebutuhan energi proses produksi sudah efisien karena sebagian
besar finansial dialokasikan untuk keperluan proses produksi.
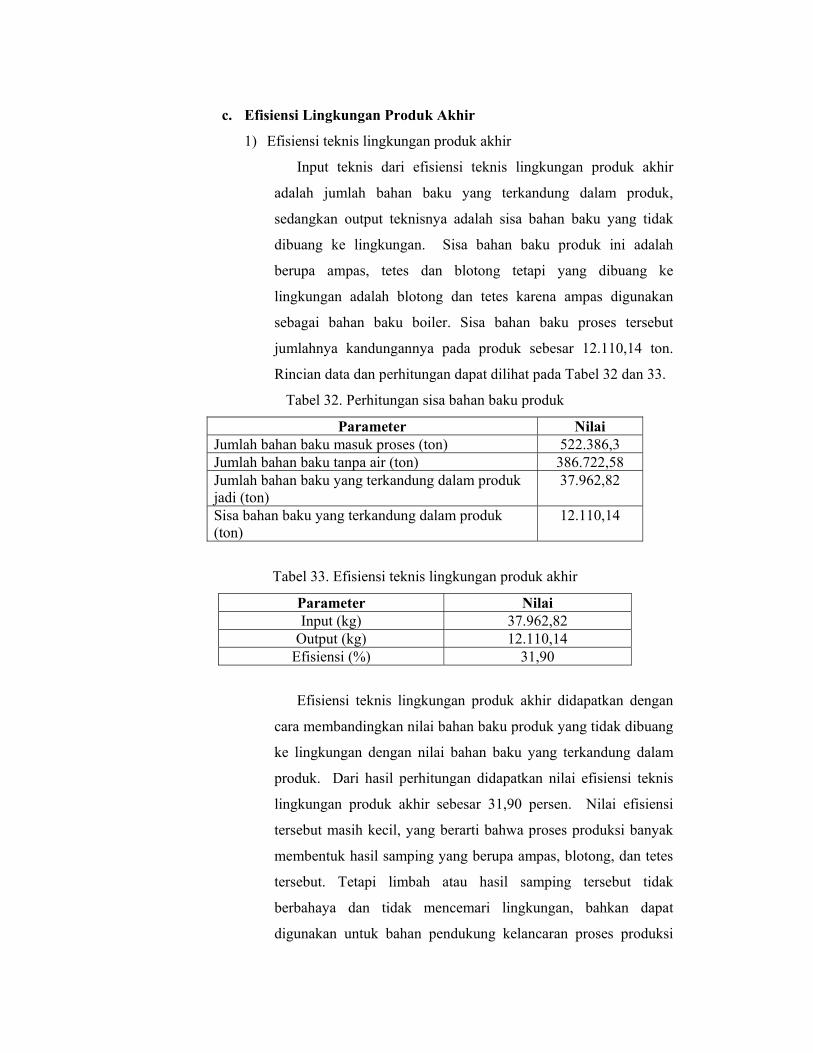
c. Efisiensi Lingkungan Produk Akhir
1) Efisiensi teknis lingkungan produk akhir
Input teknis dari efisiensi teknis lingkungan produk akhir
adalah jumlah bahan baku yang terkandung dalam produk,
sedangkan output teknisnya adalah sisa bahan baku yang tidak
dibuang ke lingkungan. Sisa bahan baku produk ini adalah
berupa ampas, tetes dan blotong tetapi yang dibuang ke
lingkungan adalah blotong dan tetes karena ampas digunakan
sebagai bahan baku boiler. Sisa bahan baku proses tersebut
jumlahnya kandungannya pada produk sebesar 12.110,14 ton.
Rincian data dan perhitungan dapat dilihat pada Tabel 32 dan 33.
Tabel 32. Perhitungan sisa bahan baku produk
Parameter Nilai Jumlah bahan baku masuk proses (ton) 522.386,3 Jumlah bahan baku tanpa air (ton) 386.722,58 Jumlah bahan baku yang terkandung dalam produk jadi (ton)
37.962,82
Sisa bahan baku yang terkandung dalam produk (ton)
12.110,14
Tabel 33. Efisiensi teknis lingkungan produk akhir
Parameter Nilai Input (kg) 37.962,82
Output (kg) 12.110,14 Efisiensi (%) 31,90
Efisiensi teknis lingkungan produk akhir didapatkan dengan
cara membandingkan nilai bahan baku produk yang tidak dibuang
ke lingkungan dengan nilai bahan baku yang terkandung dalam
produk. Dari hasil perhitungan didapatkan nilai efisiensi teknis
lingkungan produk akhir sebesar 31,90 persen. Nilai efisiensi
tersebut masih kecil, yang berarti bahwa proses produksi banyak
membentuk hasil samping yang berupa ampas, blotong, dan tetes
tersebut. Tetapi limbah atau hasil samping tersebut tidak
berbahaya dan tidak mencemari lingkungan, bahkan dapat
digunakan untuk bahan pendukung kelancaran proses produksi

ataupun sebagai bahan baku produk lain. Apabila dilihat dari
rendemen produk yang dihasilkan, sudah sangat efisien.
2) Efisiensi ekonomis lingkungan produk akhir
Nilai efisiensi ekonomis lingkungan produk akhir didapatkan
dari perbandingan antara biaya untuk mengurangi bahan baku
yang dibuang ke lingkungan sebagai output ekonomis dengan
nilai bahan baku dalam produk sebagai input ekonomis. Nilai
bahan baku dalam produk didefinisikan sebagai berikut :
Nilai bahan baku dalam produk = biaya total untuk pengadaan
bahan baku x tingkat konversi
Biaya total untuk pengadaan bahan baku terdiri atas biaya panen
dan pengangkutan bahan baku tebu, sedangkan tingkat konversi
adalah sebesar 100 persen karena seluruh bahan baku digunakan
di dalam proses produksi.
Biaya untuk mengurangi bahan baku yang dibuang ke
lingkungan terdiri atas biaya untuk pemeliharaan tanaman tebu
seperti pemupukan, penyemprotan hama dan peremajaan;
sedangkan nilai bahan baku dalam produk terdiri atas biaya panen
dan pengangkutan bahan baku tebu. Perhitungan efisiensi dapat
dilihat pada Tabel 34.
Tabel 34. Efisiensi ekonomis lingkungan produk akhir
Parameter Nilai Input (Rp) 22.403.669.000
Output (Rp) 163.000.191.000 Inefisiensi (%) 73
Hasil perhitungan inefisiensi ekonomis menunjukkan nilai
sebesar 73 persen. Nilai perhitungan inefisiensi ekonomis yang
lebih dari 50 persen menunjukkan bahwa perusahaan belum
efisien dalam mengalokasikan (meminimisasi) biaya untuk
menangani limbah yang dihasilkan.
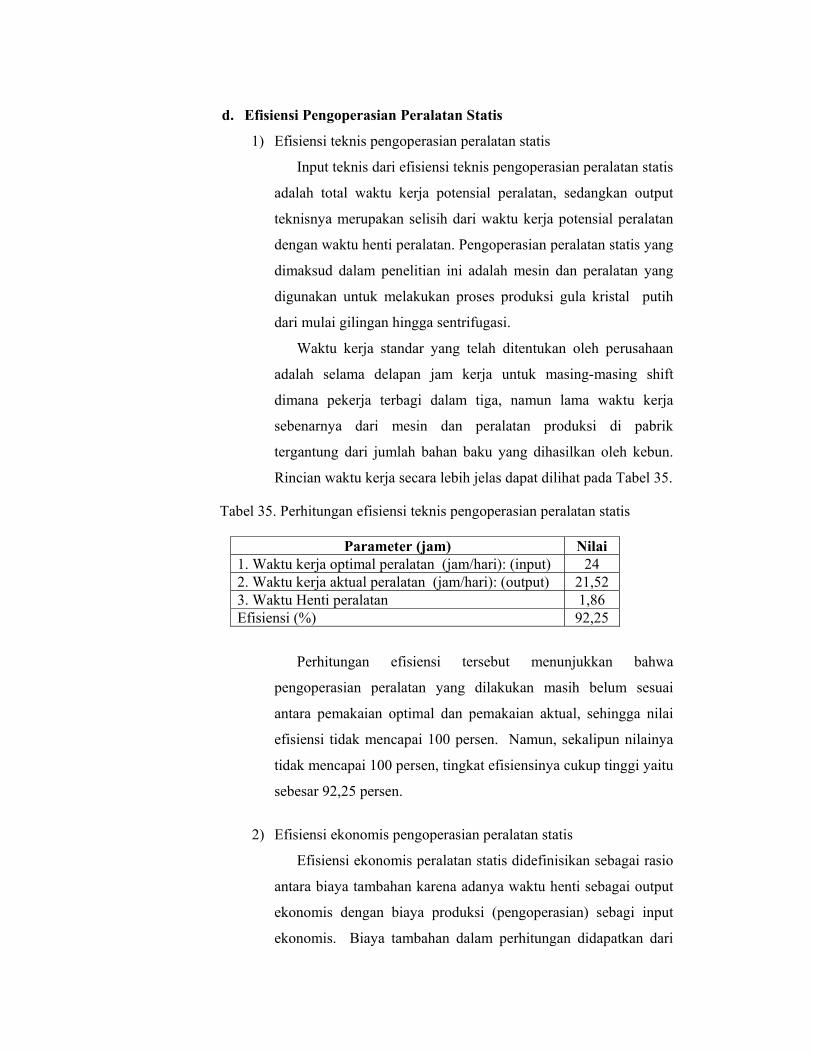
d. Efisiensi Pengoperasian Peralatan Statis
1) Efisiensi teknis pengoperasian peralatan statis
Input teknis dari efisiensi teknis pengoperasian peralatan statis
adalah total waktu kerja potensial peralatan, sedangkan output
teknisnya merupakan selisih dari waktu kerja potensial peralatan
dengan waktu henti peralatan. Pengoperasian peralatan statis yang
dimaksud dalam penelitian ini adalah mesin dan peralatan yang
digunakan untuk melakukan proses produksi gula kristal putih
dari mulai gilingan hingga sentrifugasi.
Waktu kerja standar yang telah ditentukan oleh perusahaan
adalah selama delapan jam kerja untuk masing-masing shift
dimana pekerja terbagi dalam tiga, namun lama waktu kerja
sebenarnya dari mesin dan peralatan produksi di pabrik
tergantung dari jumlah bahan baku yang dihasilkan oleh kebun.
Rincian waktu kerja secara lebih jelas dapat dilihat pada Tabel 35.
Tabel 35. Perhitungan efisiensi teknis pengoperasian peralatan statis
Parameter (jam) Nilai 1. Waktu kerja optimal peralatan (jam/hari): (input) 24 2. Waktu kerja aktual peralatan (jam/hari): (output) 21,52 3. Waktu Henti peralatan 1,86 Efisiensi (%) 92,25
Perhitungan efisiensi tersebut menunjukkan bahwa
pengoperasian peralatan yang dilakukan masih belum sesuai
antara pemakaian optimal dan pemakaian aktual, sehingga nilai
efisiensi tidak mencapai 100 persen. Namun, sekalipun nilainya
tidak mencapai 100 persen, tingkat efisiensinya cukup tinggi yaitu
sebesar 92,25 persen.
2) Efisiensi ekonomis pengoperasian peralatan statis
Efisiensi ekonomis peralatan statis didefinisikan sebagai rasio
antara biaya tambahan karena adanya waktu henti sebagai output
ekonomis dengan biaya produksi (pengoperasian) sebagi input
ekonomis. Biaya tambahan dalam perhitungan didapatkan dari

perkalian antara waktu henti, gaji pekerja per jam dan jumlah
pekerja. Perhitungan disajikan pada Tabel 36.
Tabel 36. Perhitungan efisiensi ekonomis pengoperasian peralatan statis
Parameter Nilai Waktu henti (jam) 218,92 Gaji pekerja per hari (Rp) 10.824,59 Gaji pekerja per jam (Rp) 1.353,07 Jumlah pekerja @shift (orang) 81 Biaya tambahan (Rp) (output) 23.993.420 Biaya pengoperasian (Rp) (input) 27.637.202.000 Efisiensi (%) 0,087
Nilai efisiensi ekonomis peralatan statis menunjukkan tingkat
efisiensi sebesar 0,087 persen. Hal ini memperlihatkan bahwa
secara ekonomis perusahaan sudah sangat efisien.
e. Efisiensi Masukan
1) Efisiensi teknis masukan
Nilai efisiensi teknis masukan didapatkan dari perbandingan
antara jumlah optimal lead time per kg dari produk sebagai output
teknis dengan total lead time aktual per kg dari produk sebagai
input teknis. Lead time optimal per kg didapatkan dari hasil
pembagian antara lead time selama satu periode dengan jumlah
produksi optimal, sedangkan lead time aktual per kg didapatkan
dari hasil pembagian antara lead time selama satu periode dengan
jumlah produksi aktual. Perhitungan dapat dilihat pada Tabel 37
dan 38.
Tabel 37. Data yang dibutuhkan untuk perhitungan efisiensi teknis input
Parameter Nilai Jumlah produksi optimal (ton/hari) 8791,2 Jumlah produksi aktual (ton/hari) 3898,53 Lead time selama satu periode (jam) 0,006 Lead time optimal per ton (menit) 0,16 Lead time aktual per ton (menit) 0,37

Keterangan :
Perhitungan lead time selama satu periode mempertimbangkan :
1 periode = 15-16 hari
1 hari = 24 jam kerja
Tabel 38. Efisiensi teknis masukan
Parameter Nilai Input (menit) 0,37
Output (menit) 0,16 Efisiensi (%) 43
Nilai efisiensi teknis pada musim giling tahun 2006 yaitu
sebesar 43 persen, yang menunjukkan bahwa proses produksi
memiliki efisiensi lead time yang masih rendah.
2) Efisiensi ekonomis masukan
Efisiensi ekonomis masukan didapatkan dengan cara
membandingkan output ekonomis dengan input ekonomis. Input
ekonomis adalah biaya produksi optimal per kg, sedangkan output
ekonomis merupakan selisih antara biaya produksi aktual per kg
dengan biaya produksi optimal per kg. Rincian data dan
perhitungan disajikan pada tabel 39 dan 40.
Tabel 39. Data yang dibutuhkan untuk perhitungan efisiensi ekonomis masukan
Parameter Nilai Biaya produksi optimal per ton (Rp) 13.642,22 Biaya produksi aktual per ton (Rp) 30.763,29
Tabel 40. Efisiensi ekonomis masukan Parameter Nilai
Input (Rp) 13.642,22 Output (Rp) 17.121,07 Efisiensi (%) 125,5
Nilai efisiensi ekonomis masukan perusahaan sebesar 125,5
persen. Hal ini menunjukkan bahwa perusahaan sangat tidak
efisien dalam hal ini, sebab dari perhitungan didapat perbedaan
yang mencolok antara biaya produksi aktual dengan biya produksi

optimal, dimana biaya produksi aktual jauh lebih besar dibanding
biaya produksi optimal.
Gambar 21. Tampilan Model Efisiensi Produksi Absolut
Dari seluruh hasil pengukuran efisiensi produksi diatas dapat
digunakan sebagai dasar oleh para pengambil keputusan dalam perusahaan
bahwa empat dari lima indikator perlu dikaji ulang input-input yang
digunakan agar dapat menghasilkan output yang optimal baik secara teknis
maupun ekonomis, dimana hanya indikator efisiensi siklus energi yang
pemanfaatan sumberdayanya paling efisien secara teknis tetapi tidak
secara ekonomis sedangkan indikator efisiensi masukan menunjukkan
hasil tidak efisien secara teknis dan paling tidak efisien secara ekonomis.
2. Efisiensi Relatif Proses Produksi
Melalui analisis DEA, dilakukan pengukuran efisiensi relatif dari
setiap indikator. Pada penelitian ini dilakukan dua macam pengukuran
efisiensi relatif, yaitu efisiensi relatif masing-masing indikator dan
efisiensi relatif kelompok indikator. Perhitungan yang dilakukan pada
setiap indikator atau UPK memiliki dua buah input dan dua buah output
yang dipandang dari aspek teknis dan aspek ekonomis.

Efisiensi relatif diukur menggunakan 12 indikator seperti yang tertera
pada Gambar 3, sehingga pengukuran efisiensi relatif masing-masing
indikator terdiri dari 12 UPK dengan dua input dan dua output untuk
masing-masing UPK. Selanjutnya, data dari nilai-nilai input dan output
dimasukkan ke dalam rumusan DEA yang berupa programa linier (4)-(7).
Pengukuran efisiensi relatif setiap indikator dapat dirumuskan sebagai
berikut :
m = jumlah input yaitu 2, s = jumlah output yaitu 2 dan n = jumlah
UPK (indikator) yaitu 12
Ek = efisiensi relatif dari indikator ke k, k = 1...12
Ur = bobot tertimbang dan output indikator ke r, r = 1 (aspek teknis),
r = 2 (aspek ekonomis)
Vi = bobot tertimbang dan input indikator ke i, i = 1 (aspek teknis), i =
2 (aspek ekonomis)
Yrk = jumlah atau nilai output r pada indikator k
Xrk = jumlah atau nilai input i pada indikator ke k
Persamaan yang sama seperti (4)-(7) dalam rumusan DEA digunakan
pula untuk melakukan pengukuran efisiensi relatif per kelompok indikator.
Pengukuran dirumuskan sebagai berikut :
m = jumlah input yaitu 2, s = jumlah output yaitu 2 dan n = jumlah
UPK (kelompok indikator) yaitu 6
Ek = efisiensi relatif dari kelompok indikator ke k, k = 1...6
Ur = bobot tertimbang dan output kelompok indikator ke r, r = 1
(aspek teknis), r = 2 (aspek ekonomis)
Vi = bobot tertimbang dari input kelompok indikator ke i, i = 1 (aspek
teknis), i = 2 (aspek ekonomis)
Yrk = jumlah atau nilai output r pada kelompok indikator ke k,
merupakan total jumlah output dari semua indikator dalam satu
kelompok indikator r.
Xrk = jumlah atau nilai input i pada kelompok indikator ke k,
merupakan jumlah keseluruhan input dari semua indikator dalam satu
kelompok indikator i.

Suatu UPK dikatakan efisien secara relatif apabila nilai efisiensinya
100 persen. Apabila nilai nya tidak mencapai 100 persen, maka UPK
bersangkutan dianggap tidak efisien secara relatif.
Tabel 41. Efisiensi relatif per indikator
Indikator Efisiensi Relatif (%)
Efisiensi Siklus Bahan baku (Material Cycle Efficiency : MCE) 100
Efisiensi Siklus Energi (Energy Cycle Efficiency : ECE) 43,45
Efisiensi Lingkungan Produk Akhir (Final Product Environmental Efficiency : FPEE) 57,97
Efisiensi Pengoperasian Peralatan Statis (Equipment Static Operating Efficiency : ESOE) 100
Efisiensi Masukan (Input Efficiency : IE). 100
Berdasarkan hasil perhitungan menggunakan Data Envelopment
Analysis, didapatkan nilai efisiensi relatif dari setiap indikator proses
produksi seperti yang ditampilkan pada Tabel 41.
Gambar 22. Tampilan Model Efisiensi Produksi Relatif
Pada Tabel 41. menunjukkan bahwa terdapat tiga indikator efisiensi
dalam proses produksi yang telah efisien secara relatif yaitu efisiensi
siklus bahan baku, efisiensi pengoperasian peralatan statis, dan efisiensi
masukan sedangkan efisiensi siklus energi dan efisiensi lingkungan produk
akhir tidak efisien secara relatif. Aplikasi program
SWEETCON.PROSION untuk model efisiensi produksi relatif merupakan
model yang diintegrasikan dengan software DEA for Windows dan tidak
bersatu dengan model efisiensi absolut. Hasil analisa efisiensi produksi
relatif dapat dilihat pada Gambar 22.
Indikator siklus energi menunjukkan inefisiensi karena apabila ditinjau
secara teknis alokasi energi terutama bahan bakar solar penggunaannya
belum efisien karena lebih banyak yang dialokasikan untuk penggunaan
diluar proses produksi. Walaupun demikian, secara ekonomis siklus energi
telah dapat dikatakan efisien karena perbandingan antara biaya tambahan
yang harus dikeluarkan oleh perusahaan untuk energi karena adanya
konversi aktual nilainya kecil (mendekati nol persen).
Indikator lingkungan produk akhir juga belum efisien secara relatif.
Hal ini dapat dilihat dari ketidakefisienan secara teknis, yaitu sisa bahan
baku yang terkandung dalam produk jumlahnya masih sedikit
dibandingkan dengan jumlah bahan baku yang terkandung dalam produk
jadi. Dengan adanya ketidakefisienan secara teknis, menyebabkan efisiensi
ekonomis juga tidak tercapai karena biaya yang harus dikeluarkan oleh
perusahaan untuk menangani`atau mengurangi bahan baku yang terbuang
ke lingkungan cukup besar.
D. PENYUSUNAN HIRARKI SISTEM PENUNJANG KEPUTUSAN
PENGENDALIAN PROSES PRODUKSI GULA KRISTAL
Analisa keputusan pada dasarnya adalah suatu priosedur logis dan
kuantitatif yang tidak hanya menerangkan mengenai proses pengambilan
keputusan, tetapi juga merupakan suatu cara untuk membuat keputusan.
Dengan kata lain, cara untuk membuat model suatu keputusan yang
memungkinkan dilakukannya pemeriksaan da pengujian (Mangkusubroto dan
Trisnadi, 1987)
Dalam melakukan analisa bagi persoalan keputusan, tahap awal yang
perlu dilakukan adalah mengungkapkan tujuan berkenaan dengan apa yang
ingin dicapai oleh pengambil keputusan. Pada penyusunan hirarki SPK

Pengendalian Proses Produksi Gula Kristal ini yang merupakan fokus atau
tujuan pengambilan keputusan adalah identifikasi faktor pengendalian proses
produksi.
Pengendalian proses dalam sistem penunjang keputusan pengendalian
proses produksi gula kristal mencakup seluruh faktor yang berdampak
terhadap proses seperti parameter proses, peralatan, bahan, personil dan
kondisi lingkungan proses. Faktor dalam kasus ini dapat disebut juga sebagai
kriteria dalam pengambilan keputusan secara umum. Hal-hal yang harus
diperhatikan dalam kriteria antara lain:
• lengkap, sehingga dapat mencakup seluruh aspek penting dalam persoalan
tersebut;
• operasional, sehingga dapat digunakan dalam analisa;
• tidak berlebihan, sehingga menghindarkan perhitungan berulang; dan
• minimum, agar lebih mudah mengkomprehensifkan persoalan.
Pada studi kasus pengendalian proses di PT Pabrik Gula Jati Tujuh,
dididentifikasi faktor-faktor yang berpengaruh terhadap kelancaran dan
tercapainya kualitas selama proses produksi yang dimulai dari stasiun gilingan
hingga stasiun putaran. Faktor-faktor pendukung tersebut terbagi menjadi
lima macam, yaitu mesin dan peralatan; kemampuan proses; sumber daya
manusia; manajemen; dan faktor eksternal. Untuk mengidentifikasi
keterkaitan faktor-faktor tersebut digambarkan pada Gambar 24.
Faktor-faktor pendukung utama yang berpengaruh terhadap proses akan
bertindak sebagai cabang/tulang dari garis horisontal utama. Cabang atau
tulang dari diagram tulang ikan akan diisi oleh kriteria faktor. Diagram sebab
akibat selanjutnya dikembangkan menjadi sebuah model struktur hirarki.
Seluruh bobot yang dihasilkan dari pengolahan menggunakan metode
Analitical Hierarchy Process (AHP) ini dapat diinterpretasikan sebagai suatu
persentase dari keseluruhan faktor yang dibobotkan.
Model struktur hirarki pada sistem penunjang keputusan ini terdiri dari
empat tingkat dimana tingkat pertama adalah fokus, yaitu identifikasi faktor
pengendalian proses produksi Pabrik Gula Jati Tujuh. Tingkat ke dua adalah

Gambar 23. Diagram Sebab Akibat Pengendalian Proses Produksi Gula Kristal

faktor pendukung proses produksi gula kristal putih yaitu mesin dan peralatan;
kemampuan proses; SDM; manajemen; dan faktor eksternal.
Tingkat tiga merupakan penjabaran dari tingkat dua atau disebut kriteria
faktor, yang terdiri dari kriteria yang berbeda-beda untuk masing-masing
faktor. Faktor mesin dan peralatan didukung oleh sepuluh kriteria, yaitu (1)
keamanan, (2) life support, (3) commercial, (4) keandalan, (5) vendor
availability, (6) spare part lead time, (7) applicability of condition monitoring
technique, (8) mean down time, (9) jam henti, (10) kapasitas.
Faktor kemampuan proses ditunjukkan oleh brik, pol dan HK dari
masing masing tahapan proses, sedangkan faktor SDM terdiri dari
ketrampilan; pengetahuan; pengalaman; kedisiplinan; dan tanggung jawab dari
para personel yang terlibat selama proses produksi berjalan. Faktor
manajemen memiliki kriteria kebijakan dan tujuan mutu; SOP (standar
operasional prosedur) yang baku; dan fasilitas produksi, sedangkan faktor
eksternal terdiri dari kriteria kebijakan pemerintah; daya tawar petani yang
tinggi; dan daya saing produk impor.
Masing-masing stasiun terdiri dari proses-proses yang berbeda, dan
proses produksi gula kristal putih berjalan secara kontinyu. Secara berurutan
proses pembentukan gula kristal dimulai dari stasiun gilingan, kemudian
pemurnian, penguapan, kristalisasi, dan yang terakhir putaran. Walaupun
kuantitas dan kualitas gula kristal sebesar 60-75 persen ditentukan oleh
kualitas bahan baku tebu, tetapi sisanya adalah pengaruh inefisiensi pabrik
untuk menekan kehilangan gula agar dihasilkan rendemen yang tinggi.
Apabila pada salah satu proses terdapat kondisi yang tidak sesuai dengan
parameter yang ditetapkan, hal itu berarti proses berada dalam keadaan tidak
terkendali yang dapat menyebabkan keseluruhan proses terhenti. Struktur
hirarki identifikasi faktor pengendalian proses produksi gula PG Jati Tujuh
dan pembobotannya dapat dilihat pada Gambar 24.

Gambar 24. Tampilan Model Hirarki Pengendalian Proses
Berdasarkan studi pustaka dan penelitian terdahulu, didapatkan faktor-
faktor utama pendukung agar proses produksi gula kristal terjaga kelancaran
dan kualitasnya yaitu mesin dan peralatan, kemampuan proses, SDM,
manajemen, dan faktor eksternal. Sumber informasi untuk penyusunan hirarki
pengendalian proses produksi ini didapatkan dari data empiris dan informasi
dari ahli. Data empiris yang diperoleh melalui pengumpulan data dari
perusahaan yang dapat digunakan untuk menaksir distribusi kemungkinan
munculnya suatu kejadian. Dalam hal ini data empiris digunakan untuk
pembobotan nilai pada faktor atau kriteria kemampuan proses, yaitu data yang
penying adalah data briks, pol, dan HK walaupun pada model penilaian
kemampuan proses sebelumnya banyak parameter proses yang digunakan.
Dalam beberapa hal, karena terbatasnya pengetahuan, waktu, dan lain-
lain, data empiris sulit sekali diperoleh. Dalam keadaan seperti ini maka satu-
satunya sumber informasi adalah pendapat atau pandangan subyektif dari ahli
atau orang yang lebih mengetahui tentang kondisi tersebut. Informasi dari ahli
digunakan dalam pengisian kuesioner. Kuesioner yang diberikan kepada para
pakar gula dan beberapa pihak perusahaan yang berkompeten dimana dalam
hal ini terdiri dari 5 (lima) pakar industri gula. Pengisian kuesioner diperoleh
bobot dan prioritas setiap faktor seperti tercantum pada Tabel 42.

Tabel 42. Susunan Prioritas Faktor
Faktor Bobot Prioritas
Mesin dan peralatan 0,359 1 Kemampuan proses 0,272 2 SDM 0,174 3 Manajemen 0,121 4 Eksternal 0,074 5 Rasio Inkonsistensi 0.02
Faktor utama yang paling berpengaruh terhadap terkendalinya proses
produksi gula kristal di Pabrik Gula Jati Tujuh adalah mesin dan peralatan
dengan bobot sebesar 0,359. Kondisi sebagian besar pabrik gula yang ada di
Jawa sangat tua, yang berarti bahwa mesin-mesin yang digunakan untuk
proses produksi juga banyak yang sudah aus sehingga kinerja mesin tersebut
makin rendah. Hal ini seringkali menyebabkan kerusakan pada mesin dan
peralatan pada saat kegiatan produksi berlangsung. Apabila kerusakan yang
terjadi dalam kondisi yang parah, maka dengan terpaksa proses produksi
terhenti atau dihentikan guna proses perbaikan mesin dan peralatan yang rusak
tersebut. Itulah mengapa mesin merupakan faktor utama yang paling
berpengaruh terhadap kelancaran proses. Selain kerusakan, turunnya kinerja
mesin atau peralatan ditunjukkan oleh ketidakefisienan pada tahap-tahap
proses yang dapat menyebabkan kehilangan gula semakin besar dan pada
akhir proses rendemen yang dihasilkan juga rendah.
Faktor yang menempati urusan penting ke dua adalah kemampuan
proses itu sendiri (0,272). Kemampuan masing-masing tahapan/stasiun proses
dilihat dari tercapai atau tidaknya tujuan perusahaan untuk menciptakan
keadaan proses yang selalu terkendali sehingga nantinya juga berdampak pada
gula kualitas produk gula kristal yang dihasilkan. Peringkat ketiga adalah
faktor SDM (0,174) yang merupakan faktor yang sangat penting bagi
kelangsungan kegiatan perusahaan. Sumber daya manusia yang berkualitas
adalah hal yang sangat diperlukan oleh perusahaan. Namun hal yang idak
boleh dilupakan adalah bahwa terkadang sumber daya manusia malah
mendatangkan kendala yang menyebabkan proses produksi menjadi tidak
terkendali.

Peringkat keempat adalah faktor manajemen (0,121) dan ke lima adalah
eksternal (0,074) yang secara tidak langsung juga berpengaruh terhadap
proses. Manajemen mempunyai perngaruh yang cukup penting karena tanpa
adanya campur tangan manajemen perusahaan tidak akan dapat mencapai visi
dan misi yang diinginkan. Sedangkan faktor eksternal mempengaruhi proses
produksi karena akan menentukan langkah yang diambil oleh pihak
manajemen untuk meningkatkan kualitas proses agar dapat bersaing dengan
industri perusahaan lain.
Pengolahan vertikal dilakukan untuk masing-masing kriteria pada
masing-masing faktor pendukung proses seperti ditunjukkan pada Tabel 43.
Mesin dan peralatan mempunyai sepuluh kriteria, yaitu (1) keamanan
(0,0300), (2) life support (0,0202), (3) commercial (0,319), (4) keandalan
(0,0550), (5) vendor availability (0,0312), (6) spare part lead time (0,0332),
(7) applicability of condition monitoring technique (0,0405), (8) mean down
time (0,0330), (9) jam henti (0,0250), (10) kapasitas (0,0595).
Kriteria faktor untuk faktor kemampuan proses adalah briks, pol, dan
HK. Ketiga kriteria tersebut mempunyai tingkat kepentingan yang sama, yaitu
dengan bobot masing-masing sebesar 0,0906. Pihak pabrik Gula Jati Tujuh
menilai bahwa menilai bahwa briks, pol, dan HK adalah hal yang sangat
penting untuk diperhatikan secara periodik, sehingga perusahaan berusaha
untuk selalu memantau kadar briks, pol, dan HK pada setiap proses agar
apabila terjadi perubahan atau kondisi yang tidak sesuai dengan standar proses
dapat segera dilakukan tindakan pengendalian.
Faktor SDM yang memiliki lima kriteria menunjukkan kriteria
kedisiplinan yang memegang peranan paling penting dengan bobot sebesar
0,0578, kemudian disusul oleh kriteria tanggung jawab dengan bobot sebesar
0,0403, ketrampilan dengan bobot sebesar 0,0263, pengalaman dengan bobot
sebesar 0,0411, dan yang terakhir adalah kriteria pengetahuan dengan bobot
sebesar 0,0246.
Sumber daya manusia merupakan faktor yang juga penting dalam
mendukung kelancaran proses produksi, karena segala kegiatan pemantauan
dan pengendalian selama proses dilakukan oleh manusia. Hasil pembobotan
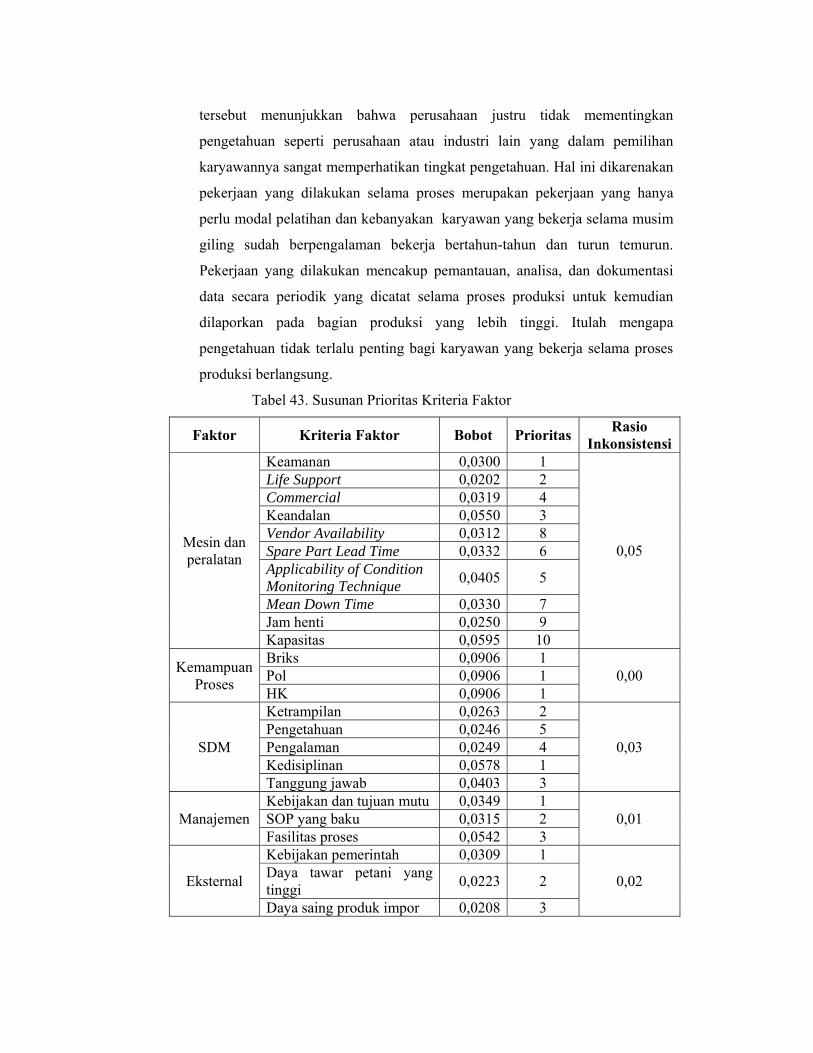
tersebut menunjukkan bahwa perusahaan justru tidak mementingkan
pengetahuan seperti perusahaan atau industri lain yang dalam pemilihan
karyawannya sangat memperhatikan tingkat pengetahuan. Hal ini dikarenakan
pekerjaan yang dilakukan selama proses merupakan pekerjaan yang hanya
perlu modal pelatihan dan kebanyakan karyawan yang bekerja selama musim
giling sudah berpengalaman bekerja bertahun-tahun dan turun temurun.
Pekerjaan yang dilakukan mencakup pemantauan, analisa, dan dokumentasi
data secara periodik yang dicatat selama proses produksi untuk kemudian
dilaporkan pada bagian produksi yang lebih tinggi. Itulah mengapa
pengetahuan tidak terlalu penting bagi karyawan yang bekerja selama proses
produksi berlangsung.
Tabel 43. Susunan Prioritas Kriteria Faktor
Faktor Kriteria Faktor Bobot Prioritas Rasio Inkonsistensi
Mesin dan peralatan
Keamanan 0,0300 1
0,05
Life Support 0,0202 2 Commercial 0,0319 4 Keandalan 0,0550 3 Vendor Availability 0,0312 8 Spare Part Lead Time 0,0332 6 Applicability of Condition Monitoring Technique 0,0405 5
Mean Down Time 0,0330 7 Jam henti 0,0250 9 Kapasitas 0,0595 10
Kemampuan Proses
Briks 0,0906 1 0,00 Pol 0,0906 1
HK 0,0906 1
SDM
Ketrampilan 0,0263 2
0,03 Pengetahuan 0,0246 5 Pengalaman 0,0249 4 Kedisiplinan 0,0578 1 Tanggung jawab 0,0403 3
Manajemen Kebijakan dan tujuan mutu 0,0349 1
0,01 SOP yang baku 0,0315 2 Fasilitas proses 0,0542 3
Eksternal
Kebijakan pemerintah 0,0309 1
0,02 Daya tawar petani yang tinggi 0,0223 2
Daya saing produk impor 0,0208 3
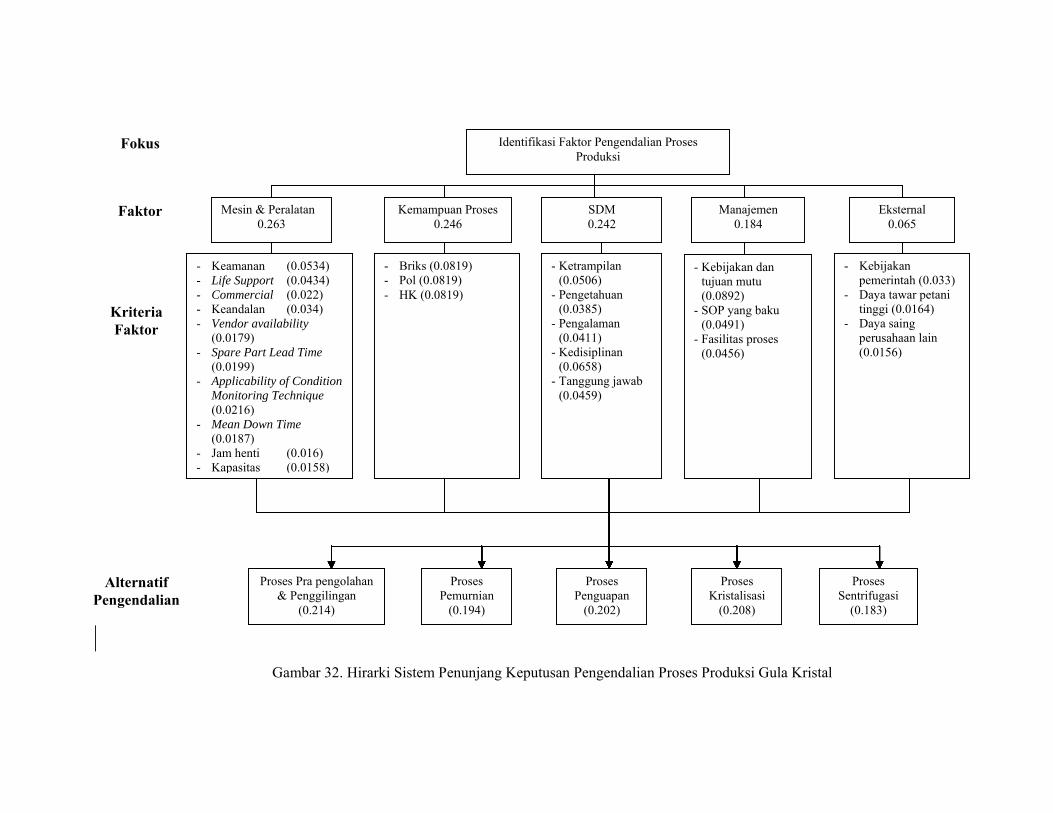
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 25. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.308)
Proses Pemurnian
(0.239)
Proses Kristalisasi
(0.148)
Proses Sentrifugasi
(0.089)
Proses Penguapan
(0.216)
- Keamanan (0.0300) - Life Support (0.0202) - Commercial (0.0319) - Keandalan (0.0550) - Vendor availability
(0.0312) - Spare Part Lead Time
(0.0332) - Applicability of Condition
Monitoring Technique (0.0405)
- Mean Down Time (0.0330)
- Jam henti (0.0250) - Kapasitas (0.0595)
- Briks (0.0906) - Pol (0. 0906) - HK (0. 0906)
- Ketrampilan (0.0263)
- Pengetahuan (0.0246)
- Pengalaman (0.0249)
- Kedisiplinan (0.0578)
- Tanggung jawab (0.0403)
- Kebijakan pemerintah (0.0309)
- Daya tawar petani tinggi (0.0223)
- Daya saing perusahaan lain (0.0208)
- Kebijakan dan tujuan mutu (0.349)
- SOP yang baku (0.0315)
- Fasilitas proses (0.0542)
Mesin & Peralatan 0.359
Kemampuan Proses 0.272
SDM 0.174
Manajemen 0.121
Eksternal 0.074
Identifikasi Faktor Pengendalian Proses Produksi
Fokus
Alternatif Pengendalian
Faktor
Kriteria Faktor
Proses Pra pengolahan & Penggilingan
(0.214)
Proses Pemurnian
(0.194)
Proses Kristalisasi
(0.208)
Proses Sentrifugasi
(0.183)
Proses Penguapan
(0.202)
- Keamanan (0.0534) - Life Support (0.0434) - Commercial (0.022) - Keandalan (0.034) - Vendor availability
(0.0179) - Spare Part Lead Time
(0.0199) - Applicability of Condition
Monitoring Technique (0.0216)
- Mean Down Time (0.0187)
- Jam henti (0.016) - Kapasitas (0.0158)
- Briks (0.0819) - Pol (0.0819) - HK (0.0819)
- Ketrampilan (0.0506)
- Pengetahuan (0.0385)
- Pengalaman (0.0411)
- Kedisiplinan (0.0658)
- Tanggung jawab (0.0459)
- Kebijakan pemerintah (0.033)
- Daya tawar petani tinggi (0.0164)
- Daya saing perusahaan lain (0.0156)
- Kebijakan dan tujuan mutu (0.0892)
- SOP yang baku (0.0491)
- Fasilitas proses (0.0456)
Mesin & Peralatan 0.263
Kemampuan Proses 0.246
SDM 0.242
Manajemen 0.184
Eksternal 0.065
Identifikasi Faktor Pengendalian Proses Produksi
Gambar 32. Hirarki Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal

Kedisiplinan menjadi kriteria yang paling penting, diduga karena proses
produksi gula kristal merupakan proses yang kompleks dan berjalan secara
kontinyu sehingga setiap tahapan prosesnya harus diperhatikan dengan
seksama. Seperti yang diungkapkan oleh bagian pabrikasi Pabrik Gula Jati
Tujuh bahwa hal yang paling penting untuk diperhatikan selama proses pada
dasarnya menyangkut tiga hal utama, yaitu waktu, suhu dan pH (kadar
keasaman). Selain kedisiplinan, ketrampilan dan tanggungjawab serta
pengalaman dari para operator juga merupakan kriteria yang menentukan
kondisi proses. Tenaga yang terampil akan cepat tanggap dalam mengerjakan
tugasnya selama proses yang apabila didukung dengan rasa tanggung jawab
maka dia tidak akan melalaikan tugas dan melakukan pekerjaan dengan
sungguh-sungguh sesuai dengan bidangnya.
Faktor manajemen dan eksternal masing-masing memiliki tiga
kriteria. Peringkat pertama pada faktor manajemen adalah fasilitas proses
dengan bobot sebesar 0,0542 kemudian diikuti oleh kebijakan dan tujuan mutu
dengan bobot sebesar 0,0349; dan yang terakhir adalah SOP yang baku
dengan bobot sebesar 0,0315. Manajemen memberi kontribusi terhadap
efisien tidaknya suatu pabrik gula. Seperti yang diungkapkan Ketua Umum
Asosiasi Petani Tebu Rakyat Indonesia (APTRI) Arum Sabil, industri gula
belum efisien karena manajemen kurang baik dan teknologi masih lemah.
Kebanyakan pabrik gula memiliki karakter manajemen yang merupakan
kombinasi antara gaya feodalistik dipadu dengan paternalistik badan usaha
milik negara, dengan demikian akan makin mempersulit upaya revitalisasi dan
restrukturisasi industri gula dalam negeri (http://www.kompas.com/kompas-
cetak/0407/10/Fokus/1138684.htm).
Kebijakan dan tujuan mutu yang ingin dicapai oleh manajemen
perusahaan akan mengatur segala sesuatu yang menyangkut kegiatan
produksi, sehingga arah yang ingin dicapai perusahaan jelas kemudian
didukung oleh adanya SOP yang baku maka proses harus sedapat mungkin
berjalan sesuai dengan yang tercantum dalam SOP. Fasilitas proses juga
merupakan dukungan manajemen untuk mencapai tujuan mutu proses dan
produk yang dikehendaki.

Faktor eksternal terdiri dari kebijakan pemerintah di peringkat pertama
dengan bobot sebesar 0,309; peringkat kedua adalah kriteria daya tawar petani
yang tinggi dengan bobot sebesar 0,0223; dan yang terakhir adalah daya saing
produk impor dengan bobot sebesar 0,0208. Kebijakan pemerintah merupakan
hal yang juga penting untuk diperhatikan karena hal tersebut merupakan
dukungan dan peraturan bagi kelangsungan dan kemajuan industri gula pada
umumnya, sehingga perusahaan dapat melakukan penyesuaian terhadap
kebijakan yang berlaku. Daya tawar petani yang tinggi akan mempengaruhi
proses produksi gula kristal karena apabila harga yang ditawarkan oleh petani
terlalu tinggi, perusahaan harus mengeluarkan anggaran lebih untuk memasok
bahan baku. Apabila tidak memasok tebu petani kemungkinan kegiatan
produksi produksi akan tersendat-sendat karena aliran bahan baku tidak
lancar. Ditambah pula apabila rendemen tebu petani yang rendah akan
menyebabkan perusahaan berusaha lebih keras selama proses untuk
mempertahankan rendemen dan menekan kehilangan selama proses. Tetapi
pada Pabrik Gula Jati Tujuh peran petani hanya sebagai pendukung, karena
sebagian besar bahan baku adalah dari kebun milik perusahaan sendiri (HGU).
Di pasar internasional, Indonesia merupakan salah satu negara importer
gula terbesar. Adanya daya saing produk impor yang didukung dengan
kebijakan pemerintah membuat perusahaan terpacu untuk selalu
meningkatkan kinerjanya. Untuk itu di hilir diperlukan pengembangan
teknologi pengolahan tebu menjadi gula yang lebih efisien dan bermutu baik,
sehingga diharapkan gula nasional dapat bersaing dengan gula impor baik
dipasar dalam negeri maupun global.
Hasil pembobotan pada tingkat terakhir hirarki identifikasi faktor
pengendalian proses produksi Pabrik Gula Jati Tujuh menunjukkan dari
berbagai faktor yang telah dibobotkan secara pairwise (berpasangan), stasiun
gilingan adalah tahapan yang harus segera mendapat perhatian dan
pengendalian dengan bobot sebesar 0,308; kemudian berturut-turut diikuti
oleh stasiun pemurnian dengan bobot sebesar 0,239; stasiun penguapan
dengan bobot sebesar 0,216; stasiun kristalisasi dengan bobot sebesar 0,148;
dan stasiun sentrifugasi dengan bobot sebesar 0,089.

Pada stasiun gilingan faktor paling penting untuk mendapat perhatian
adalah dari segi SDM-nya terlebih dahulu yaitu dengan bobot sebesar 0,342
yang kemudian diikuti oleh faktor mesin dan peralatan dengan bobot sebesar
0,331; faktor kemampuan proses dengan bobot sebesar 0,154; faktor
manajemen dengan bobot sebesar 0,121; dan faktor eksternal dengan bobot
sebesar 0,054. Hal ini menunjukkan bahwa sebagian besar keadaan proses di
stasiun gilingan yang tidak terkontrol disebabkan oleh SDM yang kurang baik
dalam bekerja. Kondisi mesin dan peralatan juga tergolong kritis, sesuai
dengan perhitungan komponen kritis dengan menggunakan ECR pada bahasan
sebelumya. Setelah mesin dan peralatan, kemampuan atau kinerja proses pada
stasiun gilingan yang diperhatikan. Tetapi dari hasil analisa kemampuan
proses sebelumnya menunjukkan kinerja briks, pol, HK nira mentah yang
merupakan keluaran stasiun gilingan memenuhi standar sehingga tidak perlu
dikendalikan. Faktor manajemen dan eksternal adalah dua hal terakhir yang
harus diperhatikan pada stasiun gilingan apabila performance atau kinerja
gilingan menunjukkan keadaan tidak terkendali.
Stasiun pemurnian mendapat posisi ke dua untuk dikendalikan, dan hal
yang paling penting mendapat perhatian adalah faktor mesin dan peralatan
dengan bobot sebesar 0,471; kemudian faktor kemampuan proses dengan
bobot sebesar 0,257; SDM dengan bobot sebesar 0,145; manajemen dengan
bobot sebesar 0,084; dan faktor eksternal dengan bobot sebesar 0,043.
Keseluruhan hirarki sistem penunjang keputusan pengendalian gula
kristal menunjukkan bobot kriteria mana yang paling penting diperhatikan
oleh para pengambil keputusan manajerial untuk meningkatkan produktivitas
dan efisiensi keseluruhan proses produksi yang didukung oleh adanya setiap
model yang menampilkan analisis lebih mendalam bagi setiap kriteria. Hirarki
pengendalian proses juga menunjukkan tingkat kepentingan faktor-faktor yang
mempengaruhi terkendalinya suatu proses yang tidak dapat diukur secara
kuantitatif seperti faktor SDM, manajemen, dan eksternal, tetapi dengan
adanya pembobotan faktor tersebut oleh pakar maka dapat ditentukan
seberapa besar pengaruhnya terhadap kelangsungan proses.

Hasil identikasi keragaan PG Jatitujuh secara keseluruhan menunjukkan
bahwa PG Jatitujuh secara umum memiliki kinerja yang cukup baik bila
dibandingkan dengan pabrik gula lainnya di Jawa, dilihat dari keluaran yang
dihasilkan, walaupun masih terdapat ketidakefisienan dalam beberapa aspek.
Hal ini didukung dengan fasilitas yang dimiliki oleh PG Jatitujuh yang
memiliki lahan HGU yang cukup luas didukung dengan kebijakan manajemen
yang baik sehingga dapat mengalokasikan sumberdaya yang dimiliki
semaksimal mungkin untuk keperluan proses produksi. Tersedianya lahan
HGU akan menjaga kontinuitas bahan baku dan kewenangan perusahaan
dalam mengatur strategi di tingkat usahatani guna meningkatkan rendemen
yang ingin dicapai, sedangkan kebanyakan pabrik gula di Indonesia bahan
bakunya masih berasal dari petani dimana kualitas dan kontinuitas bahan
bakunya tidak terjamin. Demikian halnya pada aspek mesin dan peralatan
dimana umumnya pabrik gula di Indonesia berusia cukup tua sehingga
kinerjanya tidak lagi bagus, tetapi dengan manajemen yang baik maka secara
bertahap dilakukan perawatan dan penggantian mesin dan peralatan dengan
yang baru apabila mesin dan peralatan tersebut sudah benar-benar tidak dapat
berfungsi secara efisien.
B. IMPLIKASI MANAJERIAL
Sistem penunjang keputusan pengendalian proses produksi gula kristal
(SWEETCON.PROSION) ini diharapkan dapat membantu dan mempermudah
dalam pemantauan kegiatan proses produksi gula kristal baik dari
kemampuan/kinerja proses masing-masing stasiun maupun dari mesin dan
peralatan masing-masing stasiun. Informasi yang dihasilkan oleh sistem
penunjang keputusan pengendalian proses produksi gula kristal berguna bagi
pihak perusahaan terutama bagi bagian pabrikasi dan instalasi. Bagi Pabrik
Gula Jati Tujuh, informasi hasil keluaran model pada SWEETCON.PROSION
berguna bagi General Manajer, kepala pabrikasi, dan kepala bagian instalasi
dalam memantau proses yang terjadi pada setiap stasiun serta dapat segera
melakukan tindakan pengendalian apabila dalam proses terlihat adanya
penyimpangan atau bagi pihak instalasi dapat segera mempersiapkan suku

cadang ataupun peralatan pendukung dan segera melakukan tindakan
perbaikan apabila terjadi kerusakan pada mesin dan peralatan produksi.
Dengan terkendalinya semua kegiatan proses produksi maka akan dapat
mencapai tujuan kualitas produk akhir yang diinginkan oleh perusahaan.
Model kemampuan proses merupakan memberikan input yang berupa
parameter atau indikator penting pada tiap proses dan keluaran yang
memberikan keputusan bagi pihak pabrik perlu atau tidaknya dilakukan
tindakan perbaikan. Pabrik Gula Jati Tujuh selama ini hanya melakukan
kegiatan monitoring secara manual dan periodik. Selain itu dokumentasi data
yang selama ini dilakukan belum terorganisir dengan baik. Dengan adanya
model penilaian kemampuan/kinerja proses ini dapat memberikan informasi
secara cepat bagi pihak pabrikasi dan dapat dilakukan evaluasi dengan hanya
membuka data yang telah tersimpan dengan mudah.
Mesin dan peralatan merupakan faktor yang juga penting bagi kelancaran
proses produksi. Model komponen kritis memberikan informasi mesin dan
peralatan dari stasiun mana yang dinilai paling kritis. Melalui model ini dapat
dilakukan perencanaan persediaan suku cadang atau pemantauan lebih pada
mesin dan peralatan yang dinilai kritis. Apabila salah satu mesin dan peralatan
kritis dapat menyebabkan seluruh proses produksi terhenti sehingga target
produksi tidak tercapai dan dapat dikatakan bahwa proses tidak berjalan secara
efisien. Dengan adanya model ini juga diharapkan bagian instalasi dan
produksi dapat merancang program perawatan mesin dan peralatan baik di
luar masa giling maupun dalam masa giling
Model efisiensi produksi memberikan suatu kemudahan bagi perusahaan
untuk menganalisa keefisienan perusahaan baik secara teknis maupun secara
ekonomis. Efisiensi produksi yang dinilai oleh model ini berdasarkan pada
lima indikator yang sesuai dengan kondisi perusahaan. Keluaran dari model
ini dapat digunakan sebagai evaluasi dan kegiatan peningkatan produktivitas
atau kinerja bagi perusahaan. Selain itu, model efisiensi produksi dapat
dijadikan rekomendasi bagi periode giling selanjutnya.
Model pengendalian proses merupakan integrasi dari model kemampuan
proses dan model komponen proses dengan ditambah faktor-faktor lain

pendukung proses. Model yang menggunakan metode AHP ini dapat selalu di-
up grade apabila salah satu faktor pendukung proses produksi mengalami
perubahan prioritas atau tingkat kepentingan bagi manajemen perusahaan.
Dari keseluruhan tingkat prioritas yang didapat, maka perusahaan dapat
mengambil keputusan tahapan produksi mana yang dinilai paling kritis kritis
berdasarkan faktor-faktor pendukungnya sehingga pihak perusahaan dapat
meningkatkan efisiensi, efektivitas, dan produktivitas demi kemajuan
perusahaan.

VII. KESIMPULAN DAN SARAN
A. KESIMPULAN
Penelitian ini dapat disimpulkan sebagai berikut:
1. Proses produksi dipengaruhi oleh beberapa faktor, yaitu mesin dan
peralatan produksi, kemampuan masing-masing tahapan proses, SDM,
manajemen, dan faktor eksternal. Sistem penunjang keputusan
pengendalian proses produksi gula kristal dirancang dengan nama
SWEETCON.PROSION yang terdiri dari empat model yaitu kemampuan
proses, komponen kritis, efisiensi produksi, dan pengendalian produksi.
2. Model kemampuan proses merupakan memberikan input yang berupa
parameter atau indikator penting pada tiap proses dan keluaran yang
memberikan keputusan bagi pihak pabrik perlu atau tidaknya dilakukan
tindakan perbaikan pengendalian. Hasil penilaian kemampuan atau kinerja
proses menunjukkan bahwa secara umum setiap stasiun memiliki kinerja
yang baik dan tidak ada yang perlu mendapat tindakan pengendalian.
3. Perhitungan komponen kritis proses menggunakan metode ECR
(Equipment Critically Rating) dimana mesin dan peralatan yang memiliki
nilai tertinggi merupakan komponen paling kritis untuk diperhatikan dan
diintensifkan perawatannya. Hasil perhitungan ECR total didapatkan
komponen pendukung proses yang paling kritis adalah mesin gilingan
dengan nilai sebesar 81,49 diikuti dengan mesin penguapan (79,69),
kristalisasi (76,59), pemurnian (75,80), dan yang paling tidak kritis adalah
mesin putaran (72,64).
4. Hasil perhitungan efisiensi absolut didapatkan hasil siklus energi,
lingkungan produk akhir dan masukan belum efisien secara teknis dengan
masing-masing tingkat efisiensi sebesar 41,52 persen, 31,90 persen, dan
43,24 persen. Sedangkan dari segi ekonomis siklus energi inefisien
sebesar 140,86 persen, lingkungan produk akhir inefisien sebesar 72,76
persen, dan masukan inefisien sebesar 125,5 persen

5. Hasil perhitungan efisiensi relatif antar indikator menunjukkan indikator
siklus bahan baku dan pengoperasian peralatan statis telah efisien secara
relatif, sedangkan indikator siklus energi dan lingkungan produk akhir
tidak efisien secara relatif.
6. Sistem penunjang keputusan yang dimulai dengan mengidentifikasi faktor-
faktor yang mempengaruhi proses. Dari pembobotan kriteria
menggunakan metode AHP didapatkan bahwa mesin dan peralatan
memiliki bobot paling tinggi yang mempengaruhi efisiensi dan kinerja
proses produksi, kemudian faktor kemampuan proses, SDM, manajemen,
dan eksternal. Dari keseluruhan analisa masing-masing faktor pendukung
proses, didapatkan bahwa gilingan merupakan stasiun yang harus
dikendalikan karena merupakan yang paling kritis berdasarkan hasil
pembobotannya yaitu sebesar 0,308.
B. SARAN
Penelitian ini menyarankan babarapa hal sebagai berikut:
1. Perusahaan hendaknya lebih memperhatikan faktor-faktor pendukung
proses yang digunakan dalam sistem ini yaitu mesin dan peralatan,
kemampuan proses, SDM, manajemen, dan faktor eksternal yang saling
berkaitan satu sama lain.
2. Sistem monitoring dan dokumentasi data perlu lebih terinci dan dilakukan
evaluasi secara periodik agar mengetahui variasi dan kinerja dari masing-
masing stasiun proses dan dengan sistem yang terintegrasi ini dapat
membantu penyimpanan data tersebut karena menggunakan metode
Stastistical Process Control yang selama ini sudah dinilai cukup efektif
dalam mengukur kinerja proses produksi.
3. Hendaknya perusahaan mempergunakan ECR untuk monitoring mesin dan
peralatan pendukung proses seperti yang terdapat pada sistem
SWEETCON.PROSION ini karena sangat fleksibel, dinamis dan dapat
digunakan sebagai dasar untuk merencanakan program penjadwalan
perawatan mesin sehingga jam henti pada proses produksi dapat ditekan.

4. Kelancaran dan efisiensi pada proses produksi gula kristal perlu
melibatkan semua pihak yang berkaitan dengan proses dan hendaknya
peningkatan kualitas SDM diperlukan untuk menuingkatkan produktivitas
dan tujuan pabrik gula.
5. Aplikasi SWEETCON.PROSION perlu dievaluasi lebih lanjut dan
disesuaikan dengan perubahan-perubahan yang terjadi pada kondisi nyata
di perusahaan. Faktor-faktor yang berpengaruh terhadap kelancaran dan
peningkatan kinerja proses produksi yang digunakan dalam paket program
SWEETCON.PROSION harus selalu di-up date dan dikembangkan agar
sesuai dengan kondisi mendatang.

DAFTAR PUSTAKA
Abduh.Abduh, M. 1999. Aplikasi Model Program Sasaran pada Optimasi Produksi Gula di Pabrik Gula Takalar Sulawesi Selatan. Tesis. Program Pasca Sarjana, IPB
Adiyatna dan Marimin. 2001. Jurnal Teknologi dan Industri Pangan. Vol XII No.I.
__________. 1994. Pembudidayaan Tebu di Lahan Sawah dan Tegalan. Penebar Swadaya, Jakarta
Ariani, D. W. 1999.Manajemen Kualitas. Andi Offset, Jakarta
Assauri. 1999. Manajemen Produksi dan Operasi. Lembaga Penerbit Fakultas Ekonomi Universitas Indonesia, Jakarta
Barbiroli, R. 1996. New Indicators for Measuring The Manifold Aspects of Technical and Economics Efficiency of Production Processes and Technologies. J. Tech-Inovation Vol 16 (9): 191:203
Cahyadi. 2005. Model Penilaian Cepat Kinerja Industri Gula. Skripsi. Fakultas Teknologi Pertanian, Institut Pertanian Bogor
Charnes, A. W. W. Cooper dan Rhodes. 1978. Measuring The Efficiency of Decision Making Units. J. Operation Research Vol. 2: 429-444
Charnes, A. W. W, A. Y. Lewin dan L. M. Seiford. 1994. Data Envelopment Analysis : Theory, Methodology and Application. Kluwer Academic Publishers, Boston.
Emrouzenad, A. 1999. Tutorial in DEA. http://www.DEAZone.com
Eriyatno. 1998. Analisa Sistem Industri Pangan. Pusat Antar Universitas Pangan dan Gizi, Institut Pertanian Bogor
Eriyatno. 1999. Ilmu Sistem: Meningkatkan Mutu dan Efektifitas Manajemen. IPB Press, Bogor
Fink, S. 1986. Crisis Management, Planning for Inevitable. American Management Association. New York, USA
Gautara dan Wijandi. 1973. Dasar Pengolahan Gula I dan II. Departemen Teknologi Hasil Pertanian Institut Pertanian Bogor, Bogor
Hendra dan Maseleno. 2004. http://www.ies.eepis-its.edu/ies2004paper/48.pdf
Juwita.Juwita, M. 2006. Kajian Strategi Peningkatan Kualitas Proses dan Produk Teh di PT. Perkebunan Nusantara VIII Gunung Mas, Cisarua Bogor. Skripsi. Fakultas Teknologi Pertanian. Institut Pertanian Bogor, Bogor.
Kroenke, D. 1989. Management Information System. McGraw-Hill, New York Lipsey, R. 1987. Pengantar Mikro Ekonomi. Edisi Kedelapan. Jilid I. Erlangga,
Jakarta.
Marimin. 2004. Teknik dan Aplikasi Pengambilan Keputusan Kriteria Majemuk. Grasindo, Jakarta
Martoharsono, S. 1997. Pengolahan Tebu Menjadi Gula. Yayasan Pembina Fakultas Teknologi Pertanian Universitas Gajah Mada, Yogyakarta
Masyhuri dan Rahayu,L. W. 2004. Neraca Gula tahun 2004 dan Proyeksi tahun 2005. UGM, Yogyakarta
Muliaman D. H., W. Santoso, D. Ilyas dan E. Mardanugraha. 2003. Analisis Efisiensi Industri Perbankan Indonesia : Penggunaan Metode Non Parametrik Data Envelopment Analysis (DEA), Riset Bank Indonesia Jakarta. http://www.bi.go.id/web/id/Riset+Survey+Dan+Publikasi/Riset/Riset+Terkait+sistem+Keuangan/Penggunaan+Metode+Nonparametrik+Data+Envelopment+Analysis+(DEA).htm
Natalia. 2002. Analisis Manajemen Mutu Terpadu pada Perusahaan Agroindustri Gula Cair PT Puncak Gunung Mas, Ciracas, Jakarta Timur. Skripsi. Jurusan Ilmu-ilmu Sosial Ekonomi Pertanian, IPB
PTP XXI-XXII (Persero). 1984. Uraian Cara Pengolahan Tebu Menjadi Gula Kristal. PTP XXI-XXII (Persero), Surabaya
Rianggoro dan Daryanto. 1984. Proses Pembuatan Gula dan Ketel Uap. Tarsito, Bandung
Saaty,Saaty. 1993. Pengambilan Keputusan Bagi Para Pemimpin: Proses Hirarki Analitik untuk Pengambilan Keputusan dan Situasi yang Komplek. Terjemahan. PT Pustaka Binaman Pressindo, Jakarta
Saputra, A dan P. Mahardika. 2003. Analisis Kinerja Pemerintah Daerah: Suatu Pendekatan dengan Mempergunakan Data Envelopment Analysis di Seluruh Daerah Kota dan Kabupaten di Propinsi Bali. J. Ekonomi Vol. 7(2): 159-172
Sartono. 1988. Pengantar Metode Pengawasan Pabrik Gula. Lembaga Pendidikan Perkebunan, Yogyakarta
Soerjadi. 1985. Alat Pengolahan Pabrik gula. Lembaga Pendidikan Perkebunan, Yogyakarta
Sudiatso. 1988. Bertanam Tebu. Departemen Agronomi. Fakultas Pertanian. IPB Press, Bogor
Supranto, J. 1988. Riset Operasi untuk Pengambilan Keputusan. UI Press, Jakarta
Supriyadi. 1983. Rendemen Tebu dan Liku-liku Permasalahannya. Kanisius, Yogyakarta
Trisyulianti. 2003. Desain Sistem Pakar untuk Interpretasi Bagan Kendali Mutu Pakan. Tesis. Program Pasca Sarjana, IPB
http://groups.yahoo.com/group/kasma1, 2005 http://www.kompas.com/kompas-cetak/0407/10/Fokus/1138684.htm) http://www.kompas.com/kompas-cetak/0407/10/Fokus/1138684.htm http:// www. iptek. net. id/ ind/ jurnal/ jurnal_idx. php?doc= VIII.IIB.10.htm
LAMPIRAN

STRUKTUR ORGANISASI KARYAWAN PIMPINAN PT. PG RAJAWALI II
UNIT PG JATITUJUHTAHUN 2005
Kepala Tanaman I
Kepala Unit
DIREKSI PT. PG RAJAWALI II
GENERAL MANAGER
Kepala Tanaman IIKepala Tanaman II
HTO/SKK HTO/SKK
Kabag Mekanisasi
Kep. Tebang/Angkut
Kep. BST
Kabag TU & K Kabag SDM & Umum Kabag Instalasi Kabag Pabrikasi
Kasie keuanganKasie AkuntansiKep. Gd. MaterialKep. Gd. Hasil
Kasie SDM & Umum Staf Instalasi Staf Pabrikasi Staf Tanaman Staf Tanaman Staf Mekanisasi
Staf Tebang/Angkut
Staf BST
Lam
piran 1. Struktur Organisasi PG
Jatitujuh
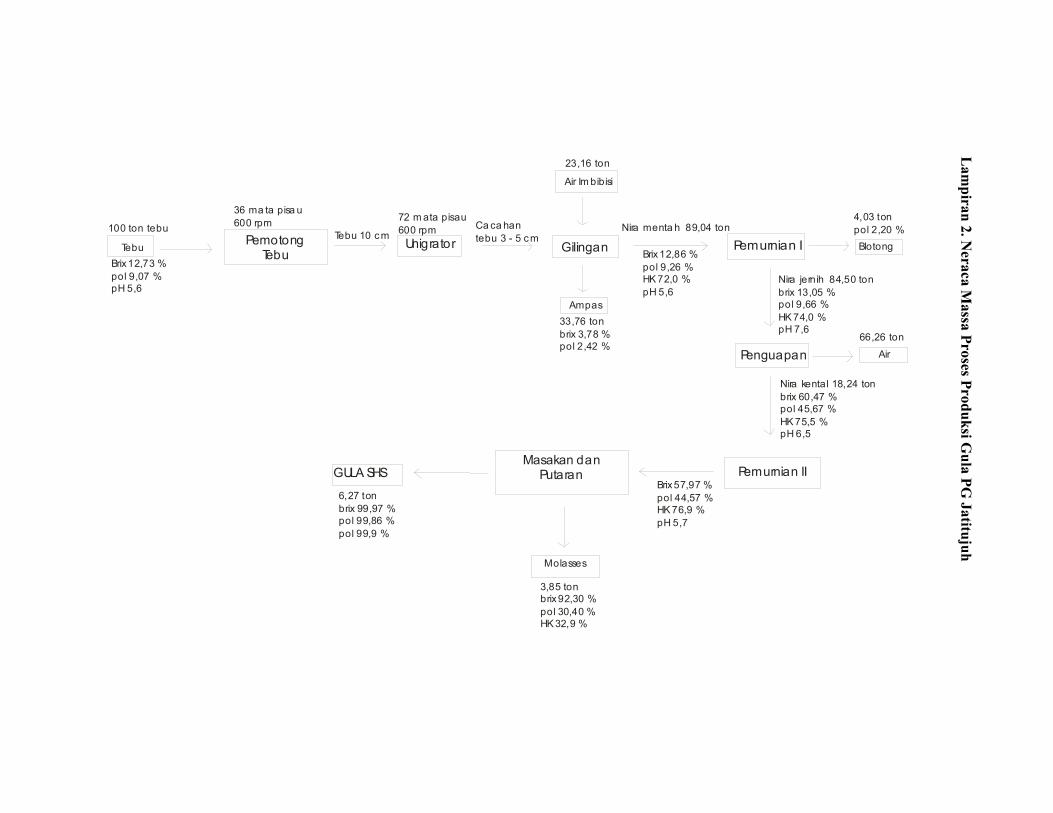
Tebu
100 ton tebu
Brix 12,73 %pol 9,07 %pH 5,6
PemotongTebu
36 ma ta pisa u600 rpm
UnigratorTebu 10 cm
72 m ata pisau600 rpm
Gilingan
Ca ca hantebu 3 - 5 cm
Air Im bibisi
23,16 ton
GULA SHS
Ampas33,76 tonbrix 3,78 %pol 2,42 %
Nira menta h 89,04 ton
Brix 12,86 %pol 9,26 %HK 72,0 %pH 5,6
Pemurnian I Blotong
4,03 tonpol 2,20 %
Nira jernih 84,50 tonbrix 13,05 %pol 9,66 %HK 74,0 %pH 7,6
Masakan danPutaran
Penguapan Air
66,26 ton
Nira kental 18,24 tonbrix 60,47 %pol 45,67 %HK 75,5 %pH 6,5
Pemurnian IIBrix 57,97 %pol 44,57 %HK 76,9 %pH 5,7
Molasses
6,27 tonbrix 99,97 %pol 99,86 %pol 99,9 %
3,85 tonbrix 92,30 %pol 30,40 %HK 32,9 %
Lam
piran 2. Neraca M
assa Proses Produksi Gula PG
Jatitujuh

Lam
piran 3. Skema Pohon Industri T
anaman T
ebu

Lampiran 4. Perkembangan Produksi Tahunan PG Jatitujuh Periode Tahun 1999-2005
PERKEMBANGAN PRODUKSI TAHUNANPG JATITUJUH PERIODE TAHUN 1999-2005
0
20
40
60
80
TAHUN
Luas 8.088 8.911 8.042 6.834 7.275 7.575
Tebu ton/Ha 67.7 59.5 35.2 62.5 71.4 73.5
Rendemen 5.17 4.94 6.46 7.4 7.6 7.8
Gula (ton) 28.406 26.266 18.325 31.701 39.587 43.221
Gula ton/ha 3.51 2.95 2.28 4.64 5.45 5.73
Tebu (Juta ku) 5.47802 5.3012 2.828142 4.271106 5.196486 5.56762
2000 2001 2002 2003 2004 2005

No Nama Alat / Mesin Tempat Pemakaian Fungsi Keterangan
1 Meja Tebu Stasiun Pendahuluan Menerina tebu hasil tebang angkut dan membawa tebu yang digiling ke dalam cane carrier secara konstan agar pembebanan pada alat-alat di stasiun gilingan juga konstan
Jumlah 2 buah (memenuhi sistem FIFO), kemiringan 20o. Panjang 12 m, lebar 8 m. Dilengkapi leveler/perata. Kecepatan gerak 160 m/s
2 Cane Carrier Stasiun Pendahuluan Mengangkut tebu dari meja tebu ke pisau tebu dan unigrator untuk dicacah
Panjang 41 m, tinggi 2,134 m, kecepatan gerak 0-0,3 m/s (dapat diatur), memiliki 300 lembar lempeng pembawa tebu
3 Pisau Tebu Stasiun Pendahuluan Memotong/memperkecil tebu menjadi bagian-bagian yang lebih pendek agar memudahkan proses selanjutnya di unigrator
Jumlah 36 mata pisau dala 1 silinder. Ukuran tiap mata pisau 56 x 17,8 x 1,6 cm (panjang, lebar, tebal). Merek FCB France.
4 Unigrator Stasiun Pendahuluan Menghancurkan potongan-potongan batang tebu menjadi bentuk serabut sehingga memperbesar luas permukaan agar diperoleh pemerahan nira sebanyak-banyaknya
Terdiri dari 72 buah palu dari bahan block casting dengan kecepatan putar tinggi (600 rpm)
5 Leveler (Perata Tebu Halus)
Stasiun Pendahuluan Meratakan tebu agar tidak melebihi batas yang diizinkan sehingga pemasukan tebu ke gilingan menjadi teratur
Memiliki 30 tangan perata, bekerja berlawanan arah aliran tebu
6 Belt Conveyor Stasiun Pendahuluan Mengangkut/membawa hasil pencacahan ke stasiun gilingan dari unigrator
Memiliki kemiringan 10o, gaya gesek yang besar dan anti korosi, terbuat dari bahan karet
7 Gilingan (4-Three Roller Mill)
Stasiun Gilingan Memerah nira dalam tebu (sabut tebu) sebanyak-banyaknya melalui proses penekanan
Jumlah alat 4 buah terdiri dari 3 baterai/unit. Tiap unit gilingan terdiri dari 3 roll, yaitu roll atas (d=980 mm, p=2140 mm) yang berputar berlawanan arah dengan roll depan (d=980 mm, p=2134 mm) dan roll belakang (d=1033 mm, p=2134 mm). Terdapat pula roll pengisi untuk membantu proses. Pada tiap gilingan terdapat alur V untuk mempertinggi efek pemerahan serta tempat mengalirnya nira hasil perahan.
8 Turbin Gilingan Stasiun Gilingan Menggerakkan gilingan Jumlah 1 unit per unit gilingan, memakai tenaga uap dengan suhu 340o C
9 Hydraulic Gilingan Stasiun Gilingan Menekan atau mengatur penekanan gilingan terhadap sabut tebu
Mengakibatkan roll gilingan bergerak naik turun berdasarkan dari ketebalan sabut yang masuk ke gilingan
10 Elektromotor gilingan Stasiun Gilingan Menggerakkan gilingan Jumlah 2 unit pada gilingan I dan IV, menggunakan tenaga listrik, menggerakkan roll belakang.
Lam
piran 5. Mesin dan Peralatan Produksi Pengolahan G
ula di PG. Jatitujuh
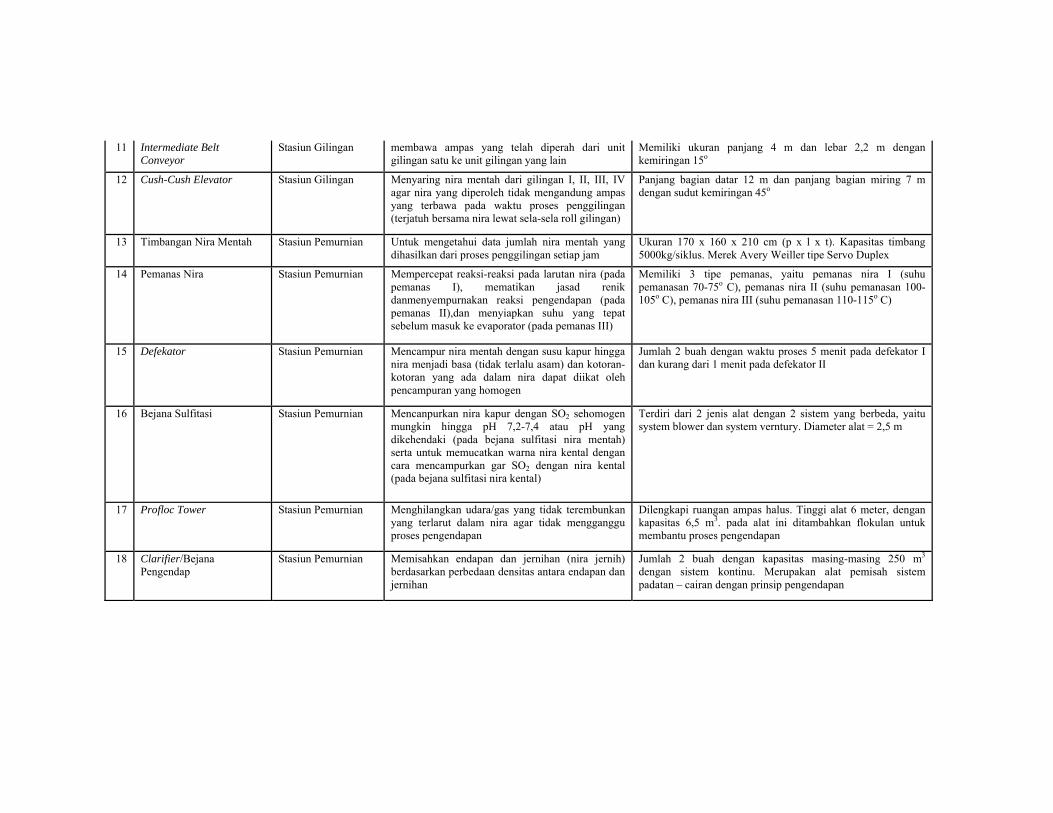
11 Intermediate Belt Conveyor
Stasiun Gilingan membawa ampas yang telah diperah dari unit gilingan satu ke unit gilingan yang lain
Memiliki ukuran panjang 4 m dan lebar 2,2 m dengan kemiringan 15o
12 Cush-Cush Elevator Stasiun Gilingan Menyaring nira mentah dari gilingan I, II, III, IV agar nira yang diperoleh tidak mengandung ampas yang terbawa pada waktu proses penggilingan (terjatuh bersama nira lewat sela-sela roll gilingan)
Panjang bagian datar 12 m dan panjang bagian miring 7 m dengan sudut kemiringan 45o
13 Timbangan Nira Mentah Stasiun Pemurnian Untuk mengetahui data jumlah nira mentah yang dihasilkan dari proses penggilingan setiap jam
Ukuran 170 x 160 x 210 cm (p x l x t). Kapasitas timbang 5000kg/siklus. Merek Avery Weiller tipe Servo Duplex
14 Pemanas Nira Stasiun Pemurnian Mempercepat reaksi-reaksi pada larutan nira (pada pemanas I), mematikan jasad renik danmenyempurnakan reaksi pengendapan (pada pemanas II),dan menyiapkan suhu yang tepat sebelum masuk ke evaporator (pada pemanas III)
Memiliki 3 tipe pemanas, yaitu pemanas nira I (suhu pemanasan 70-75o C), pemanas nira II (suhu pemanasan 100-105o C), pemanas nira III (suhu pemanasan 110-115o C)
15 Defekator Stasiun Pemurnian Mencampur nira mentah dengan susu kapur hingga nira menjadi basa (tidak terlalu asam) dan kotoran-kotoran yang ada dalam nira dapat diikat oleh pencampuran yang homogen
Jumlah 2 buah dengan waktu proses 5 menit pada defekator I dan kurang dari 1 menit pada defekator II
16 Bejana Sulfitasi Stasiun Pemurnian Mencanpurkan nira kapur dengan SO2 sehomogen mungkin hingga pH 7,2-7,4 atau pH yang dikehendaki (pada bejana sulfitasi nira mentah) serta untuk memucatkan warna nira kental dengan cara mencampurkan gar SO2 dengan nira kental (pada bejana sulfitasi nira kental)
Terdiri dari 2 jenis alat dengan 2 sistem yang berbeda, yaitu system blower dan system verntury. Diameter alat = 2,5 m
17 Profloc Tower Stasiun Pemurnian Menghilangkan udara/gas yang tidak terembunkan yang terlarut dalam nira agar tidak mengganggu proses pengendapan
Dilengkapi ruangan ampas halus. Tinggi alat 6 meter, dengan kapasitas 6,5 m3. pada alat ini ditambahkan flokulan untuk membantu proses pengendapan
18 Clarifier/Bejana Pengendap
Stasiun Pemurnian Memisahkan endapan dan jernihan (nira jernih) berdasarkan perbedaan densitas antara endapan dan jernihan
Jumlah 2 buah dengan kapasitas masing-masing 250 m3 dengan sistem kontinu. Merupakan alat pemisah sistem padatan – cairan dengan prinsip pengendapan

19 Rotary Vacuum Filter (RVF) / Penapis Nira Kotor
Stasiun Pemurnian Memisahkan/menapis kotoran dari nira menghasilkan nira jernih dan blotong secara kontinu dengan memakai prinsip penyaringan
Bagian utama dari alat ini terdiri dari suatu silinder yang berputar (tromol) dan dilapisi dengan saringan halus yang terbuat dari stainless steel dengan jumlah lubang 625 per m2 dengan diameter 0,5 mm. Silinder dari RVF terbagi menjadi 24 segmen yang dihubungkan dengan instalasi vakumtinggi (40-45 CmHg) dan vakum rendah (10-15 CmHg). Alat ini dilengkapi dengan pipa pemberi air panas, bak penampung nira kotor, dan skraper karet
20 Bagacillo Mixer Stasiun Pemurnian Mencampur nira kotor dengan ampas halus sebagai persiapan sebelum masuk ke RVF
-
21 Juice Syrup Purification (JSP)
Stasiun Pemurnian Memisahkan kotoran yang berbentuk buih (akibat penambahan udara) dari nira kental yang keluar dari evaporator sebelum dilakukan proses kristalisasi
Memiliki perlengkapan tambahan berupa aerator, pemanas nira (Juice Heater), reaktor pemroses, dan tanki bahan penunjang. Metode pemisahan kotoran yang dilakukan adalah metode floating (pengapungan). JSP dapat pula memproduksi nira yang dapat menghasilkan gula rafinasi (gula industri) dengan menambahkan flokulan kation
22 Evaporator / badan penguap
Stasiun penguapan Menguapkan air yang dikandung oleh nira jernih sehingga nira berubah menjadi nira kental
Total evaporator yang dimiliki PG Jatitujuh sejumlah 6 buah, 1 diantaranya telah rusak sehingga hanya 5 yang beroperasi. Dari 5 evaporator yang dapat beroperasi, setiap harinya digunakan 4 evaporator (quadruple effect), sedangkan 1 buah sisanya dibersihkan secara bergantian. Luas pemanas adalah 1600 m2 (pada evaporator 2, 3, dan 4) dan 1000 m2 (pada evaporator 5 dan 6)
23 Kondensor Stasiun penguapan Mengembunkan uap menjadi air kembali dengan cara menurunkan titik didih nira sehingga kecepatan penguapan tinggi
Tinggi alat 4050 mm dengan diameter sebesar 6000 mm
24 Penangkap nira Stasiun penguapan dan pemasakan
Memisahkan sebagian kecil nira yang ikut teruapkan bersama air agar tidak perusak peralatan dan menurunkan produksi nira
-
25 Pan masakan Stasiun pemasakan Mengkristalkan zat gula yang terkandung dalam nira kental dengan cara menaikkan konsentrasi nira kental serhingga sebagian besar sukrosa dipisahkan menjadi kristal gula dan cairan
Terdapat 6 buah pan masakan dengan luas pemanas sebesar 330 m2 per pan. Volume per pan masakan adalah 55 m3 dengan panjang pipa pemanas 460 mm berjumlah 1300 batang pipa.Dari 6 pan pemasakan yang ada, terdiri dari buah pan pemasak A, 1 pan pemasak C, 1 pan pemasak D, dan 1 pan pemasak C/D
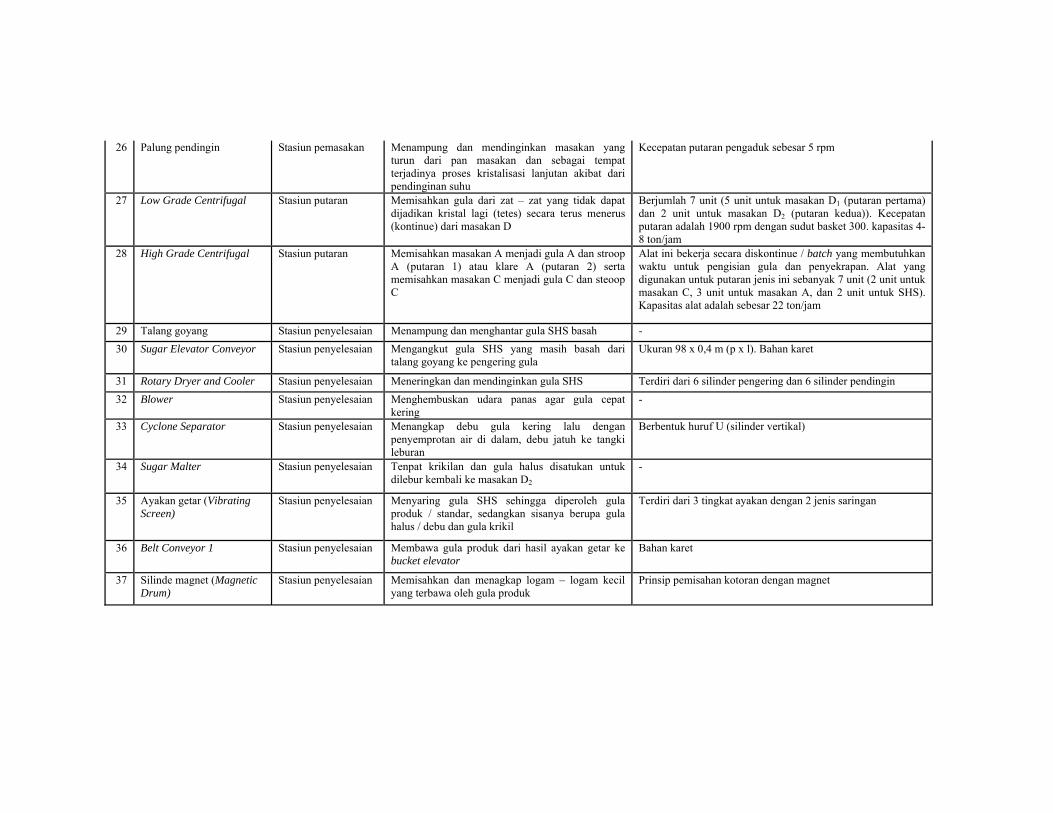
26 Palung pendingin Stasiun pemasakan Menampung dan mendinginkan masakan yang turun dari pan masakan dan sebagai tempat terjadinya proses kristalisasi lanjutan akibat dari pendinginan suhu
Kecepatan putaran pengaduk sebesar 5 rpm
27 Low Grade Centrifugal Stasiun putaran Memisahkan gula dari zat – zat yang tidak dapat dijadikan kristal lagi (tetes) secara terus menerus (kontinue) dari masakan D
Berjumlah 7 unit (5 unit untuk masakan D1 (putaran pertama) dan 2 unit untuk masakan D2 (putaran kedua)). Kecepatan putaran adalah 1900 rpm dengan sudut basket 300. kapasitas 4-8 ton/jam
28 High Grade Centrifugal Stasiun putaran Memisahkan masakan A menjadi gula A dan stroop A (putaran 1) atau klare A (putaran 2) serta memisahkan masakan C menjadi gula C dan steoop C
Alat ini bekerja secara diskontinue / batch yang membutuhkan waktu untuk pengisian gula dan penyekrapan. Alat yang digunakan untuk putaran jenis ini sebanyak 7 unit (2 unit untuk masakan C, 3 unit untuk masakan A, dan 2 unit untuk SHS). Kapasitas alat adalah sebesar 22 ton/jam
29 Talang goyang Stasiun penyelesaian Menampung dan menghantar gula SHS basah - 30 Sugar Elevator Conveyor Stasiun penyelesaian Mengangkut gula SHS yang masih basah dari
talang goyang ke pengering gula Ukuran 98 x 0,4 m (p x l). Bahan karet
31 Rotary Dryer and Cooler Stasiun penyelesaian Meneringkan dan mendinginkan gula SHS Terdiri dari 6 silinder pengering dan 6 silinder pendingin 32 Blower Stasiun penyelesaian Menghembuskan udara panas agar gula cepat
kering -
33 Cyclone Separator Stasiun penyelesaian Menangkap debu gula kering lalu dengan penyemprotan air di dalam, debu jatuh ke tangki leburan
Berbentuk huruf U (silinder vertikal)
34 Sugar Malter Stasiun penyelesaian Tenpat krikilan dan gula halus disatukan untuk dilebur kembali ke masakan D2
-
35 Ayakan getar (Vibrating Screen)
Stasiun penyelesaian Menyaring gula SHS sehingga diperoleh gula produk / standar, sedangkan sisanya berupa gula halus / debu dan gula krikil
Terdiri dari 3 tingkat ayakan dengan 2 jenis saringan
36 Belt Conveyor 1 Stasiun penyelesaian Membawa gula produk dari hasil ayakan getar ke bucket elevator
Bahan karet
37 Silinde magnet (Magnetic Drum)
Stasiun penyelesaian Memisahkan dan menagkap logam – logam kecil yang terbawa oleh gula produk
Prinsip pemisahan kotoran dengan magnet
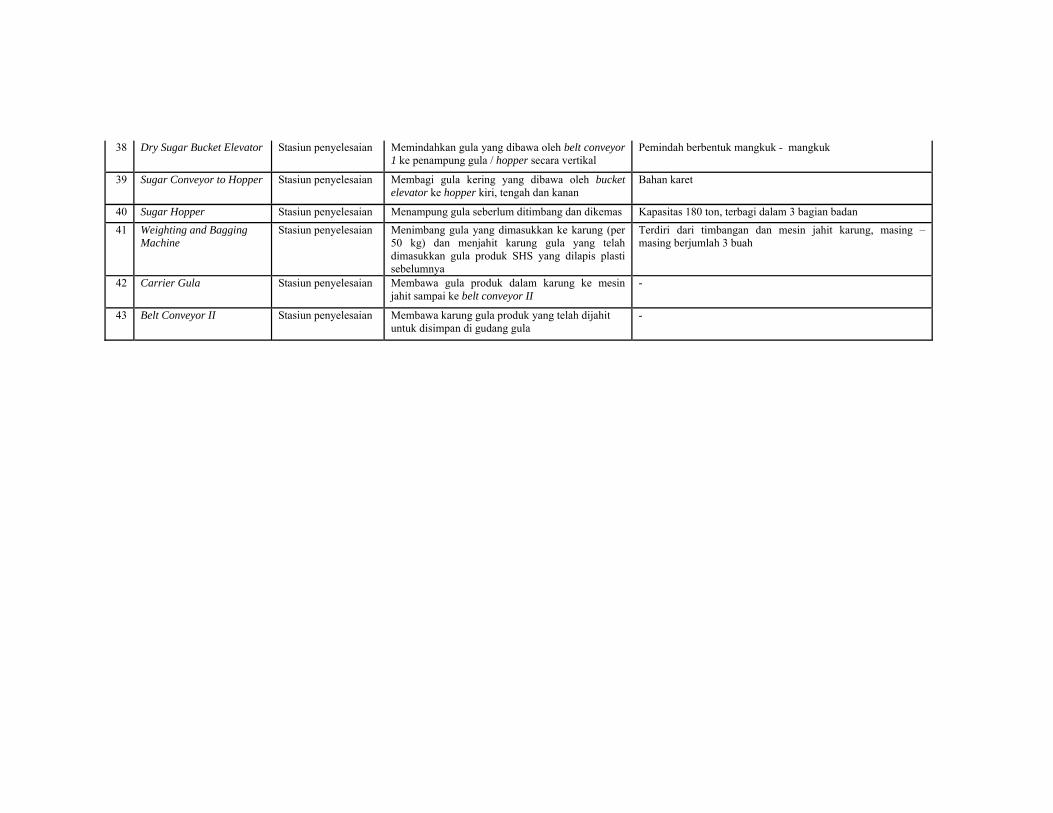
38 Dry Sugar Bucket Elevator Stasiun penyelesaian Memindahkan gula yang dibawa oleh belt conveyor 1 ke penampung gula / hopper secara vertikal
Pemindah berbentuk mangkuk - mangkuk
39 Sugar Conveyor to Hopper Stasiun penyelesaian Membagi gula kering yang dibawa oleh bucket elevator ke hopper kiri, tengah dan kanan
Bahan karet
40 Sugar Hopper Stasiun penyelesaian Menampung gula seberlum ditimbang dan dikemas Kapasitas 180 ton, terbagi dalam 3 bagian badan 41 Weighting and Bagging
Machine Stasiun penyelesaian Menimbang gula yang dimasukkan ke karung (per
50 kg) dan menjahit karung gula yang telah dimasukkan gula produk SHS yang dilapis plasti sebelumnya
Terdiri dari timbangan dan mesin jahit karung, masing – masing berjumlah 3 buah
42 Carrier Gula Stasiun penyelesaian Membawa gula produk dalam karung ke mesin jahit sampai ke belt conveyor II
-
43 Belt Conveyor II Stasiun penyelesaian Membawa karung gula produk yang telah dijahit untuk disimpan di gudang gula
-
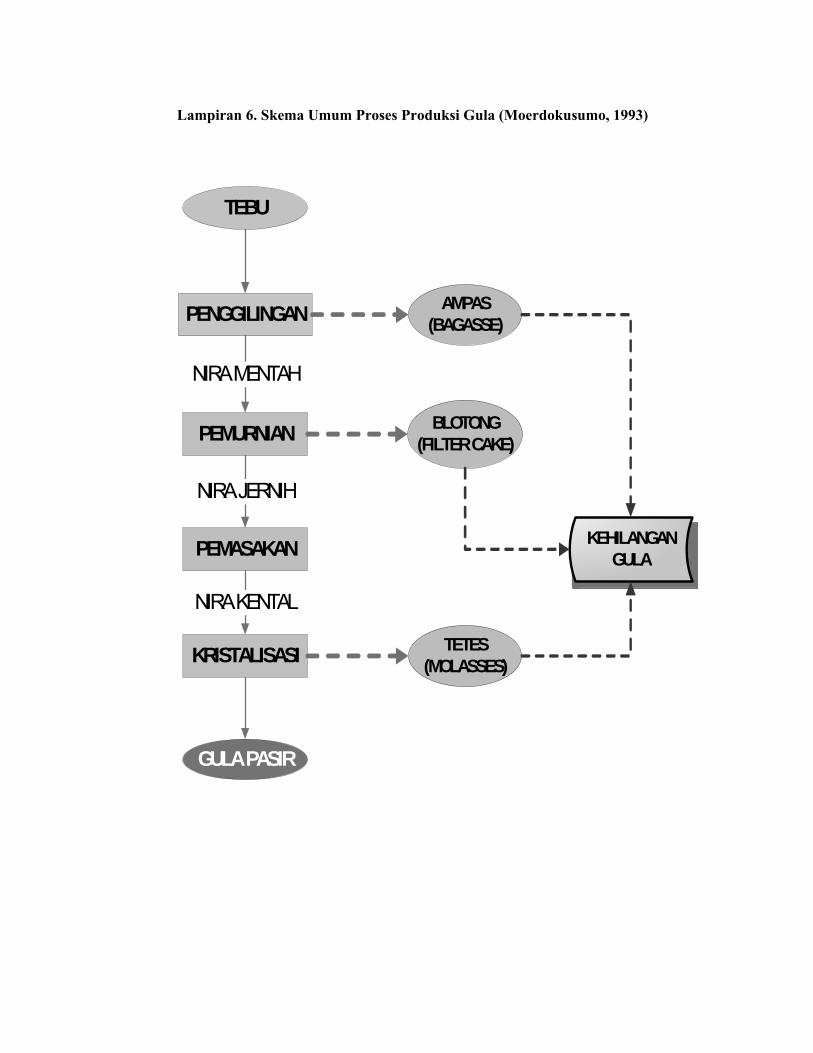
Lampiran 6. Skema Umum Proses Produksi Gula (Moerdokusumo, 1993)
TEBU
PENGGILINGAN
PEMURNIAN
PEMASAKAN
KRISTALISASI
GULA PASIR
AMPAS(BAGASSE)
BLOTONG(FILTER CAKE)
TETES(MOLASSES)
KEHILANGAN GULA
NIRA MENTAH
NIRA JERNIH
NIRA KENTAL

Lampiran 7. Syarat Gula Kristal Putih (SNI – 2001)
Kriteria Uji Satuan Persyaratan
GKP 1 GKP 2 GKP 3
Warna kristal
Warna larutan
Besar Jenis Butir
Susut
pengeringan
Polarisasi ( 20oC)
Gula pereduksi
Abu konduktivity
Bahan asing
tidak larut
Bahan tambahan
makanan (SO2)
Cemaran logam:
• Timbal (Pb)
• Tembaga
(Cu)
• Arsen (As)
%
IU
mm
% b/b
%b/b
%b/b
derajat
mg/kg
mg/kg
mg/kg
mg/kg
Min, 70
Maks, 250
0,8 – 1,2
Maks, 0,1
Min, 99,6
Maks, 0,10
Maks, 0,10
Maks, 5
Maks, 30
Maks, 2,0
Maks, 2,0
Maks, 1,0
Min, 65
Maks, 350
0,8 – 1,2
Maks, 0,15
Min, 99,5
Maks, 0,15
Maks, 0,15
Maks, 5
Maks, 30
Maks, 2,0
Maks, 2,0
Maks, 1,0
Min, 60
Maks,450
0,8 – 1,2
Maks, 0,2
Min, 99,4
Maks, 0,20
Maks, 0,20
Maks, 5
Maks, 30
Maks, 2,0
Maks, 2,0
Maks, 1,0
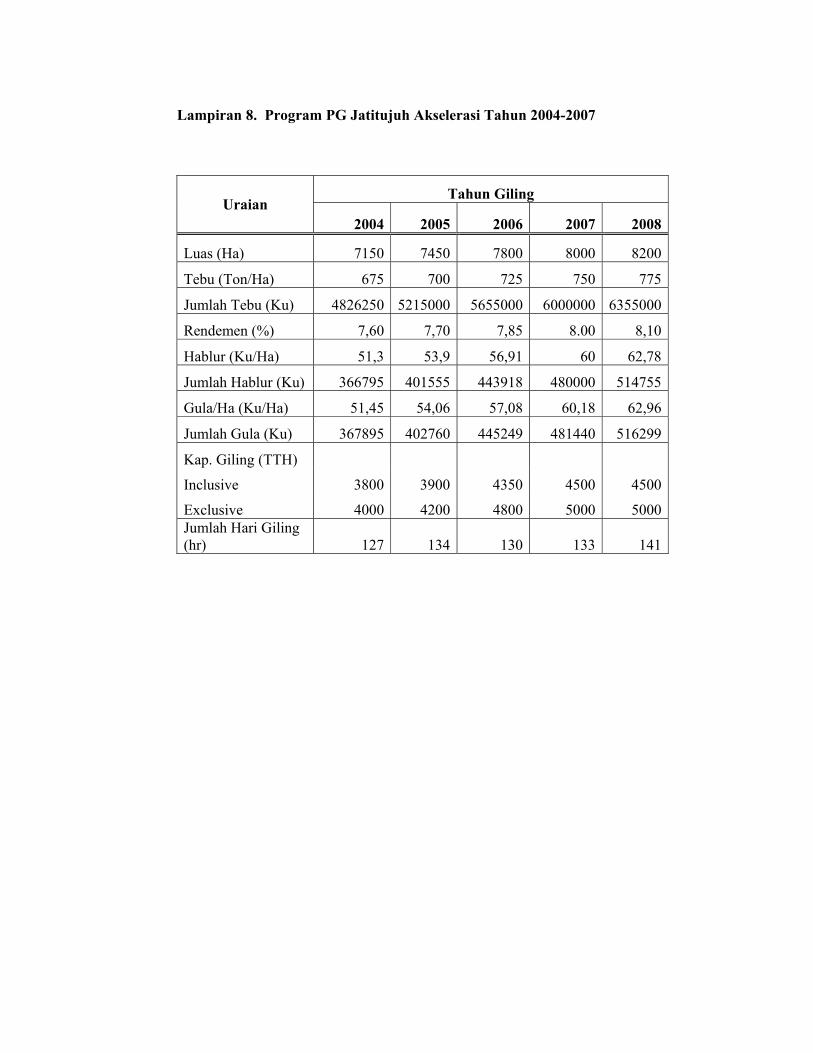
Lampiran 8. Program PG Jatitujuh Akselerasi Tahun 2004-2007
Uraian Tahun Giling
2004 2005 2006 2007 2008
Luas (Ha) 7150 7450 7800 8000 8200
Tebu (Ton/Ha) 675 700 725 750 775
Jumlah Tebu (Ku) 4826250 5215000 5655000 6000000 6355000
Rendemen (%) 7,60 7,70 7,85 8.00 8,10
Hablur (Ku/Ha) 51,3 53,9 56,91 60 62,78
Jumlah Hablur (Ku) 366795 401555 443918 480000 514755
Gula/Ha (Ku/Ha) 51,45 54,06 57,08 60,18 62,96
Jumlah Gula (Ku) 367895 402760 445249 481440 516299
Kap. Giling (TTH)
Inclusive 3800 3900 4350 4500 4500
Exclusive 4000 4200 4800 5000 5000Jumlah Hari Giling (hr) 127 134 130 133 141

Lampiran 9. Konsumsi Energi di PG. Jatitujuh Tabel Konsumsi Uap di PG. Jatitujuh
Stasiun
Masukan Uap Baru
Masukan Uap Bekas
Total Uap
Kg uap / ton tebu
MJ / Kg gula
Kg uap / ton tebu
MJ / Kg gula
MJ / Kg gula
%
Turbin Generator 378,76 18,29 - - 18,29 34,34Turbin Gilingan 401,31 19,38 - - 19,38 36,39Turbin Air Pengisi Ketel
53,54 2,58 - - 2,58 4,84
Pemurnian - - 69,21 3,34 3,34 6,27 Penguapan - - 146,99 7,10 7,10 13,33Masakan - - 42,06 2,03 2,03 3,81 Putaran - - 11,18 0,54 0,54 1,01 Total 833,61 40,25 269,44 13,01 53,26 100 Output Ketel Uap
944,06 kg uap/ ton tebu giling
Tabel Konsumsi Energi Listrik Pada Proses Produksi Gula
Stasiun Masukan Energi (MJ/kg gula tebu)
Persentase
Stasiun Gilingan 0,11989 12,03 Stasiun Pemurnian 0,01969 1,98 Stasiun Penguapan 0,23944 24,03 Stasiun Masakan 0,01435 1,44 Stasiun Putaran dan Palung Pendingin 0,26331 26,42 Stasiun Pengering dan Pengemasan 0,02383 2,39 Stasiun Ketel Uap 0,23830 23,91 Unit Pengolahan Air 0,07499 7,52 Penerangan 1,35671 x 10-6 1,36 x 10-6 Total 0,99644 100

Lampiran 10. Sasaran PG Jatitujuh Tahun 2006
No Uraian Sat Real 2004
Real 2005
AP/Sasaran2006
1. 2. 3.
4. 5. 6. 7. 8. 9. 10 11 12
Kapasitas giling Inclusif Kapasitas giling Exclusif
Jam berhenti giling : - Luar Pabrik (A)
- Dalam Pabrik (B)Pemakaian Residu
HPB I HPB Total
HPG HPG 12,5
PSHK % Pol Ampas
Bahan kering ampas Uap % tebu
TonTonJamJamJamLtr % % % % % % % %
3.755,4 4.171,7
11,50
170,25 1.652.300
60,87 91,56 92,56 94,77 95,22 2,02
49,40 0,67
3.387,1 3.888,4
136,50 366,92
2.240.988 59,84 89,42 90,42 92,65 95,28 2,54
49,10 0,65
4300 4400
4% 6%
1.140.000 61.11 91.79 92.81 95.11 95.11 ≤ 2.0 ≥ 50 0.65

Lampiran 11. Rencana Pemeliharaan Mesin dan Peralatan Tahun 2006
Rencana bobot dan Beban Pekerjaan Pemeliharaan Tahun 2006 PG Jatitujuh
Stasiun %
Ketelan Gilingan Pemurnian Penguapan Masakan Pendingin Puteran Besali Listrik & Instrumen
18.30 36.86 4.87 10.04 4.78 3.78 7.57 1.66 21.55
Upaya Peningkatan Sasaran Produksi Th 2006 Bagian Instalasi PG
Jatitujuh
URAIAN ACTION PLAN SARANA PENDUKUNG1. Mengoperasikan
pabrik sebagai kapasitas rencana
- Mengupayakan keajegan gil 3A (Ajeg, Antep, Anteng)
- Optimalisasi operasional truk tipper + side carrier
2. Menekan jam berhenti gil ≤ 6%
- Optimalisasi perawatan + maintenance dlm pabrik
- Peremajaan/replacement
mesin/alat yg sudah aus/rusak karena pemakaian
- Optimalisasi preventive
maintenance
- Pembuatan kartu perbaikan dan perawatan alat & mesin u/ masing-masing unit alt/mesin
- Penyempurnaan beberapa peralatan seperti : belt cane shradded conveyor, bagasse belt conveyor, auto water level control boiler, pemasangan auto syncrone pd alternator
- Penyediaan suku cadang alat/mesin-mesin kritis
3. Minimal pemakaian BBM/IDO dgn sasaran 0,15 lt/kw tebu
- Optimalisasi kinerja gil dgn pol ampas ≤ 2 dan bhn kering ampas ≥50
- Penyediaan uap sesuai
kebutuhan & pd tekanan kerja 26 kg/cm2, 350 oC
- Diupayakan operasional full bagasse
- Penggantian accumulator unit gil 4 telah dilaksanakan & rekondisi linner, piston hydraulic gil 4 unit (8 buah)
- Penanganan serius perangkat bagasse handling di bagasse storage
- Tersedianya stok ampas ball sebanyak 30 ribu ball yang layak pakai setara dengan 138.157 lt IDO/residu

Lampiran 12. Data untuk perhitungan efisiensi teknis (basis : tahun 2006)
Jenis Data yang Diperlukan Untuk Perhitungan Efisiensi Teknis Nilai
Satuan
Jumlah bahan baku yang masuk proses 522.386,3 ton Rata-rata kadar air tebu 26,16 % Jumlah produk gula yang keluar proses 37.974,21 ton Rata-rata kadar air produk 0,03 % Konsumsi listrik untuk proses produksi 1.064.827.748,49 Kkal Konsumsi solar 250 kg Konsumsi IDO (International Diesel Oil) 218.562 ton Konsumsi ampas 172.702,8 ton Konsumsi listrik perusahaan 1.064.827.748 Kkal Konsumsi solar perusahaan 49.396.133,74 Kkal Waktu kerja optimal peralatan proses 24 jam Waktu kerja peralatan aktual proses 21,52 jam Waktu henti 1,86 jam
Data untuk perhitungan efisiensi ekonomis (basis : tahun 2006)
Jenis Data yang Diperlukan Untuk Perhitungan Efisiensi Ekonomis Nilai
Satuan
Biaya Listrik proses produksi 1.921.878.302,33 Rp Biaya Ampas 58.069.000 Rp Biaya IDO proses produksi 999.846.000 Rp Biaya Listrik yang dipakai perusahaan 656.395.290 Rp Biaya Solar yang dipakai perusahaan 1.540.697,67 Rp Total energi terpakai untuk proses produksi
2.930.657.328,39 Kkal
Total konsumsi energi keseluruhan yang digunakan perusahaan 2.977.470.142
Kkal
Biaya untuk pemeliharaan tanaman 2.526.680.633 Rp Biaya panen dan pengangkutan bahan baku
22.403.669.000 Rp
Biaya produksi aktual per ton 30763,29 Rp Biaya produksi optimal per ton 13642,22 Rp Waktu henti 218,92 Jam Gaji pekerja per hari 10.824,59 Rp Jumlah pekerja @shift 81 orang Biaya pengoperasian 27.637.202.000 Rp Biaya produksi optimal per kg 8.366,57 Rp Biaya produksi aktual per kg 13.650,02 Rp Sumber : PG Jatitujuh, Majalengka

Lampiran 13. Tampilan Hasil Pengolahan Data Kemampuan Proses
11.0 11.5 12.0 12.5 13.0 13.5 14.0 14.5
LSL USLTarget
Process Capability Analysis for C1
USLTargetLSLMeanSample NStDev (Within)StDev (Overall)
CpCPUCPLCpk
Cpm
PpPPUPPLPpk
PPM < LSLPPM > USLPPM Total
PPM < LSLPPM > USLPPM Total
PPM < LSLPPM > USLPPM Total
13.10012.00012.35012.724
1150.4385770.549672
0.290.290.280.28
0.14
0.230.230.230.23
200000.00200000.00400000.00
196896.56195634.32392530.88
248123.84246973.65495097.48
Process Data
Potential (Within) Capability
Overall Capability Observed Performance Exp. "Within" Performance Exp. "Overall" Performance
Within
Overall
Gambar 1.Briks Nira Mentah
8.5 9.0 9.5 10.0 10.5 11.0
LSL USLTarget
Process Capability Analysis for C1
USLTargetLSLMeanSample NStDev (Within)StDev (Overall)
CpCPUCPLCpk
Cpm
PpPPUPPLPpk
PPM < LSLPPM > USLPPM Total
PPM < LSLPPM > USLPPM Total
PPM < LSLPPM > USLPPM Total
10.1100 9.0000 9.4400 9.7670
1150.3127470.433915
0.360.370.350.35
0.13
0.260.260.250.25
234782.61200000.00434782.61
147847.12136409.67284256.79
225513.25214653.52440166.76
Process Data
Potential (Within) Capability
Overall Capability Observed Performance Exp. "Within" Performance Exp. "Overall" Performance
Within
Overall
Gambar 2.Pol Nira Mentah

828078767472
TargetUSLLSL
Process Capability Analysis for C1
PPM TotalPPM > USLPPM < LSL
PPM TotalPPM > USLPPM < LSL
PPM TotalPPM > USLPPM < LSL
PpkPPLPPUPp
Cpm
CpkCPLCPUCp
StDev (Overall)StDev (Within)Sample NMeanLSLTargetUSL
555977.27278095.37277881.89
178346.12 89290.36 89055.76
600000.00313043.48286956.52
0.200.200.200.20
0.19
0.450.450.450.45
1.502990.65757
11576.765575.880077.000077.6500
Exp. "Overall" PerformanceExp. "Within" PerformanceObserved PerformanceOverall Capability
Potential (Within) Capability
Process Data
Within
Overall
Gambar 3.HK Nira Mentah
11 12 13 14 15 16 17 18 19
LSL USLTarget
Process Capability Analysis for C1
USLTargetLSLMeanSample NStDev (Within)StDev (Overall)
CpCPUCPLCpk
Cpm
PpPPUPPLPpk
PPM < LSLPPM > USLPPM Total
PPM < LSLPPM > USLPPM Total
PPM < LSLPPM > USLPPM Total
16.510016.000014.350015.4287
1150.758561.02250
0.470.480.470.47
0.31
0.350.350.350.35
182608.70139130.43321739.13
77508.88 77010.94
154519.82
145721.82145139.16290860.98
Process Data
Potential (Within) Capability
Overall Capability Observed Performance Exp. "Within" Performance Exp. "Overall" Performance
Within
Overall
Gambar 4. Sabut%tebu
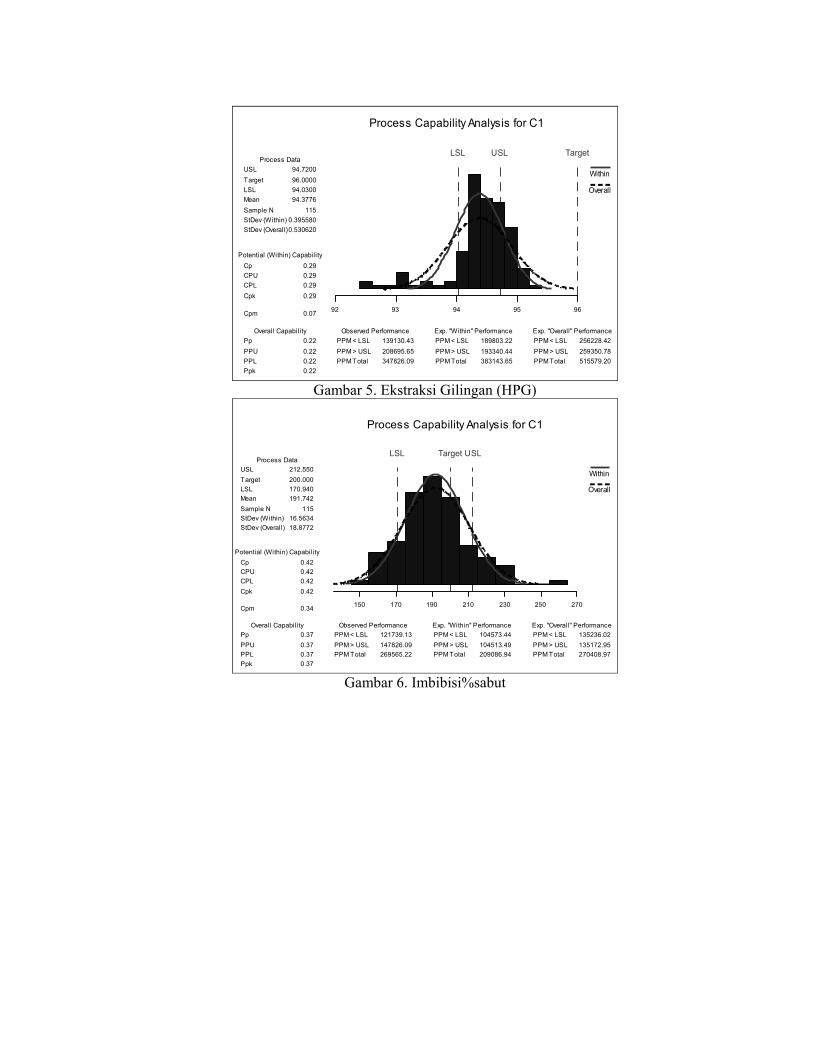
9695949392
TargetUSLLSL
Process Capability Analysis for C1
PPM TotalPPM > USLPPM < LSL
PPM TotalPPM > USLPPM < LSL
PPM TotalPPM > USLPPM < LSL
PpkPPLPPUPp
Cpm
CpkCPLCPUCp
StDev (Overall)StDev (Within)Sample NMeanLSLTargetUSL
515579.20259350.78256228.42
383143.65193340.44189803.22
347826.09208695.65139130.43
0.220.220.220.22
0.07
0.290.290.290.29
0.5306200.395580
11594.377694.030096.000094.7200
Exp. "Overall" PerformanceExp. "Within" PerformanceObserved PerformanceOverall Capability
Potential (Within) Capability
Process Data
Within
Overall
Gambar 5. Ekstraksi Gilingan (HPG)
270250230210190170150
Target USLLSL
Process Capability Analysis for C1
PPM TotalPPM > USLPPM < LSL
PPM TotalPPM > USLPPM < LSL
PPM TotalPPM > USLPPM < LSL
PpkPPLPPUPp
Cpm
CpkCPLCPUCp
StDev (Overall)StDev (Within)Sample NMeanLSLTargetUSL
270408.97135172.95135236.02
209086.94104513.49104573.44
269565.22147826.09121739.13
0.370.370.370.37
0.34
0.420.420.420.42
18.877216.5634
115191.742170.940200.000212.550
Exp. "Overall" PerformanceExp. "Within" PerformanceObserved PerformanceOverall Capability
Potential (Within) Capability
Process Data
Within
Overall
Gambar 6. Imbibisi%sabut
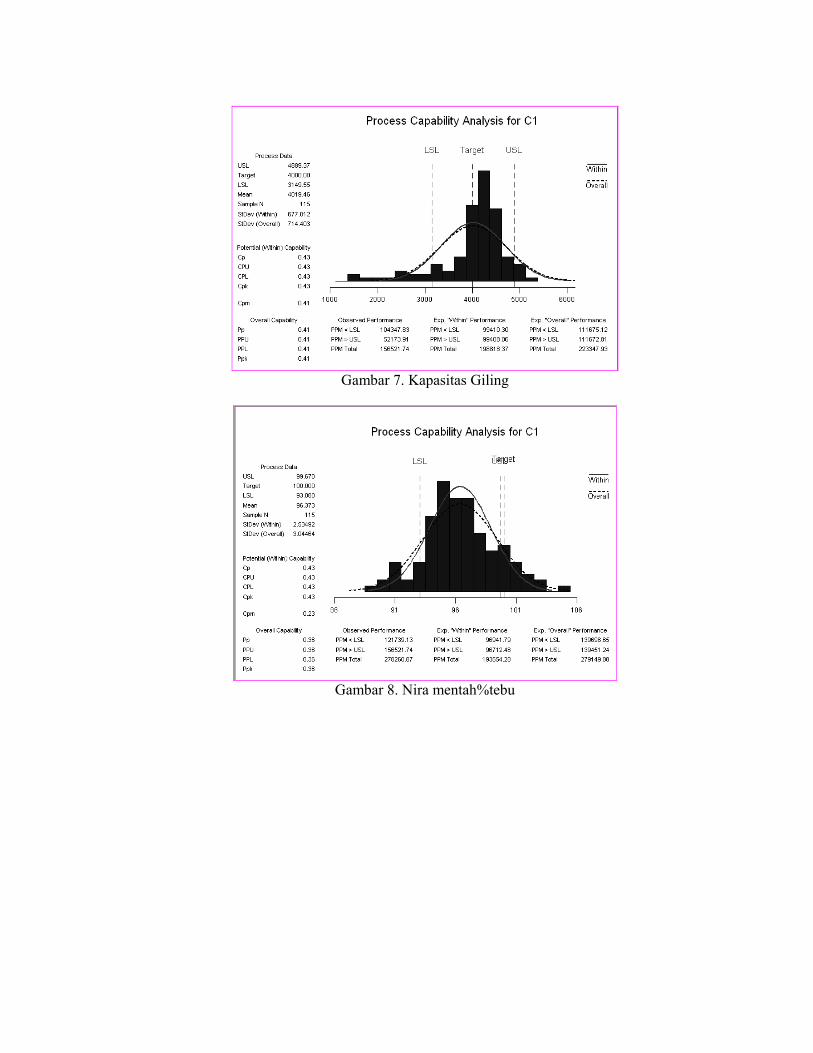
Gambar 7. Kapasitas Giling
Gambar 8. Nira mentah%tebu
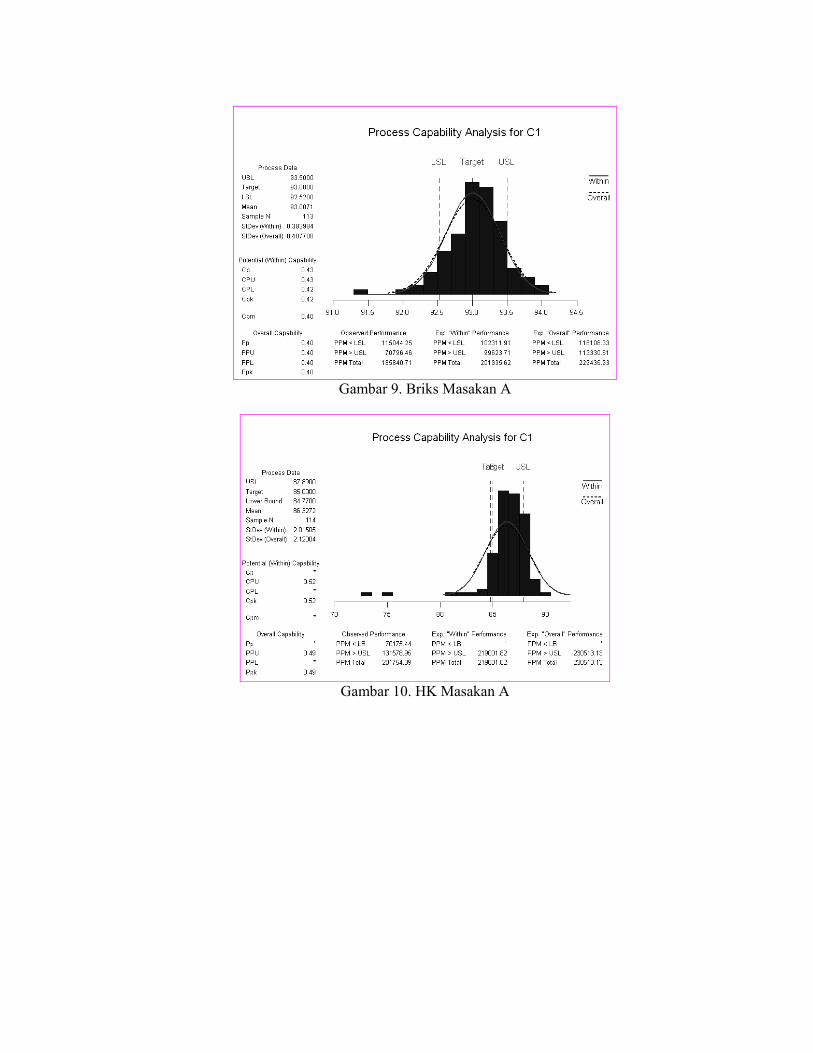
Gambar 9. Briks Masakan A
Gambar 10. HK Masakan A
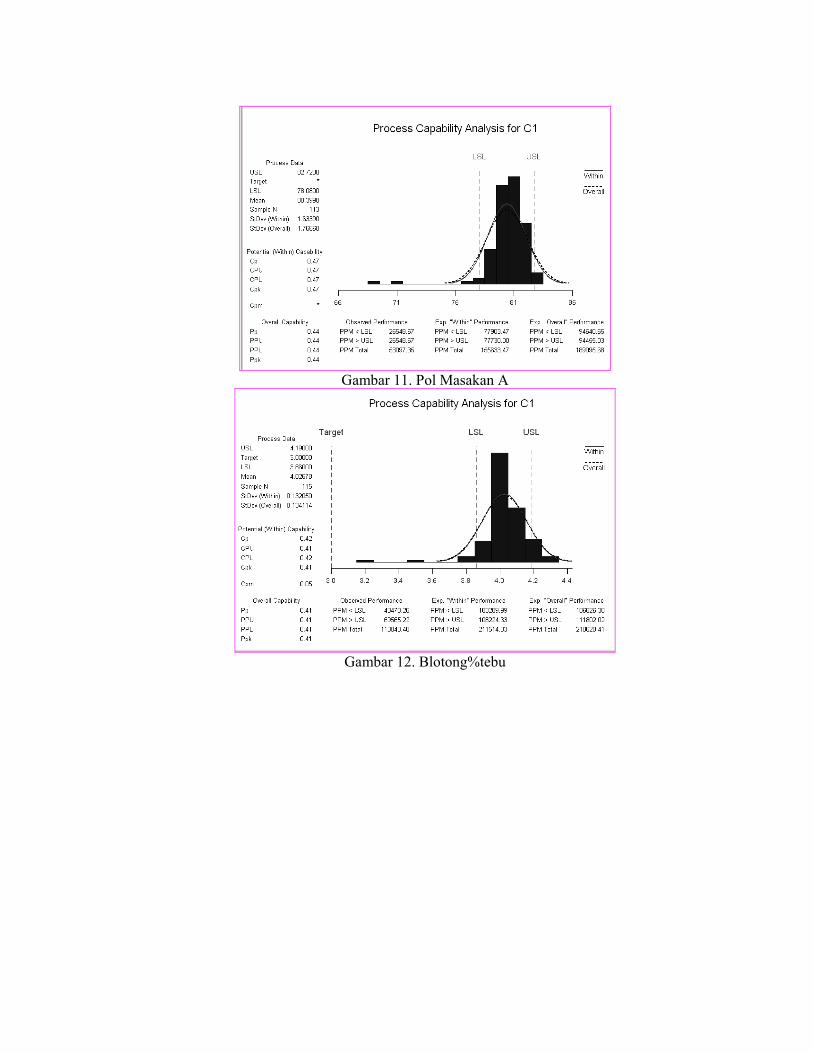
Gambar 11. Pol Masakan A
Gambar 12. Blotong%tebu
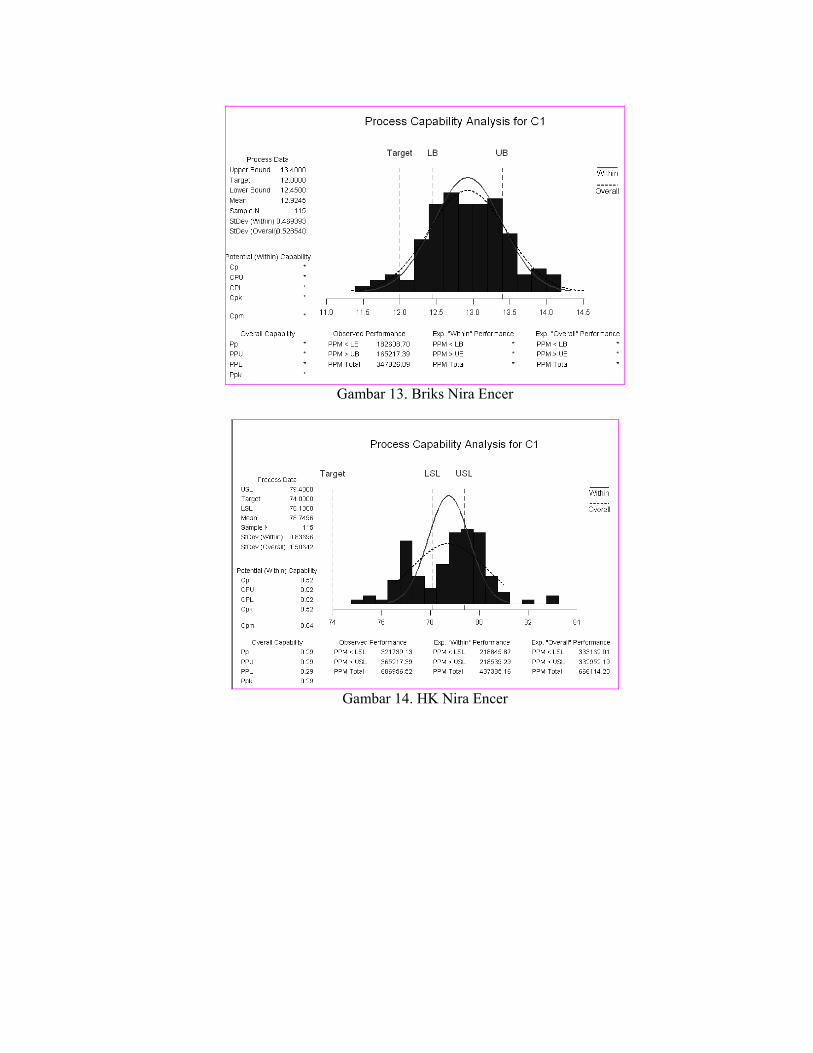
Gambar 13. Briks Nira Encer
Gambar 14. HK Nira Encer

Gambar 15. Pol Blotong
Gambar 16. Pol Nira Encer

Gambar 17. Briks Nira Kental
Gambar 18. Pol Nira Kental

Gambar 19. HK Nira Kental
Gambar 20.Briks Tetes
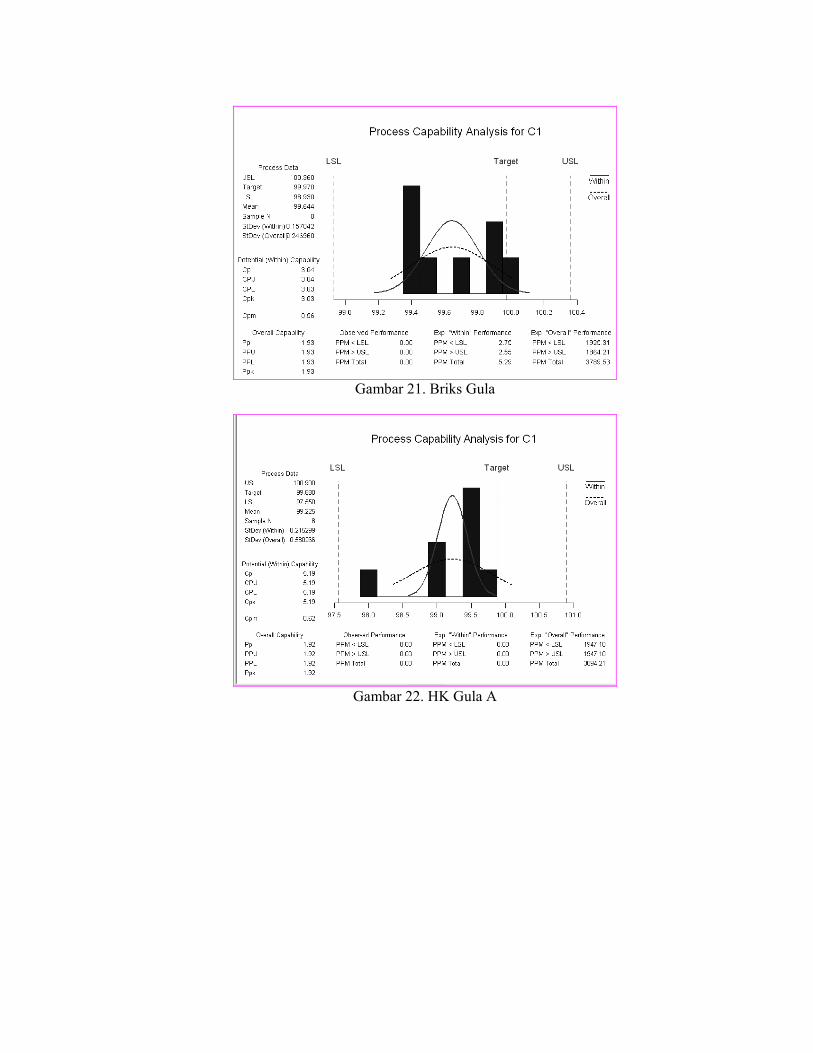
Gambar 21. Briks Gula
Gambar 22. HK Gula A
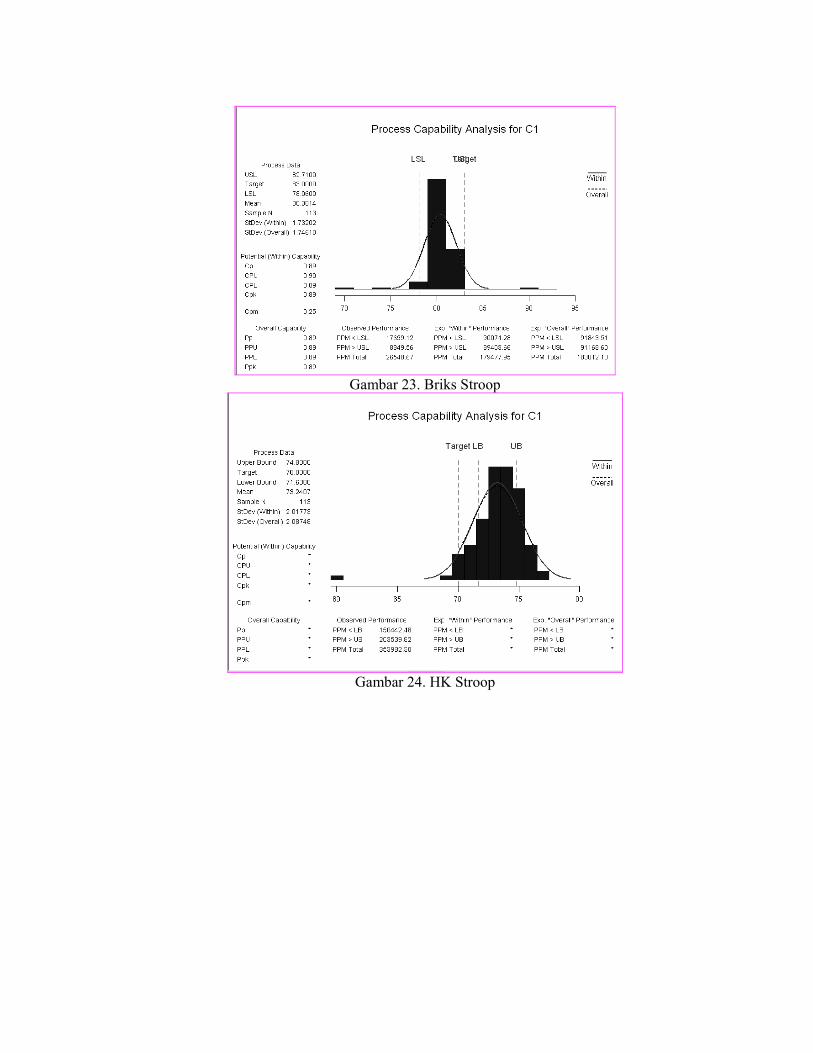
Gambar 23. Briks Stroop
Gambar 24. HK Stroop

Gambar 25. HK Tetes
Gambar 26. Pol Gula A
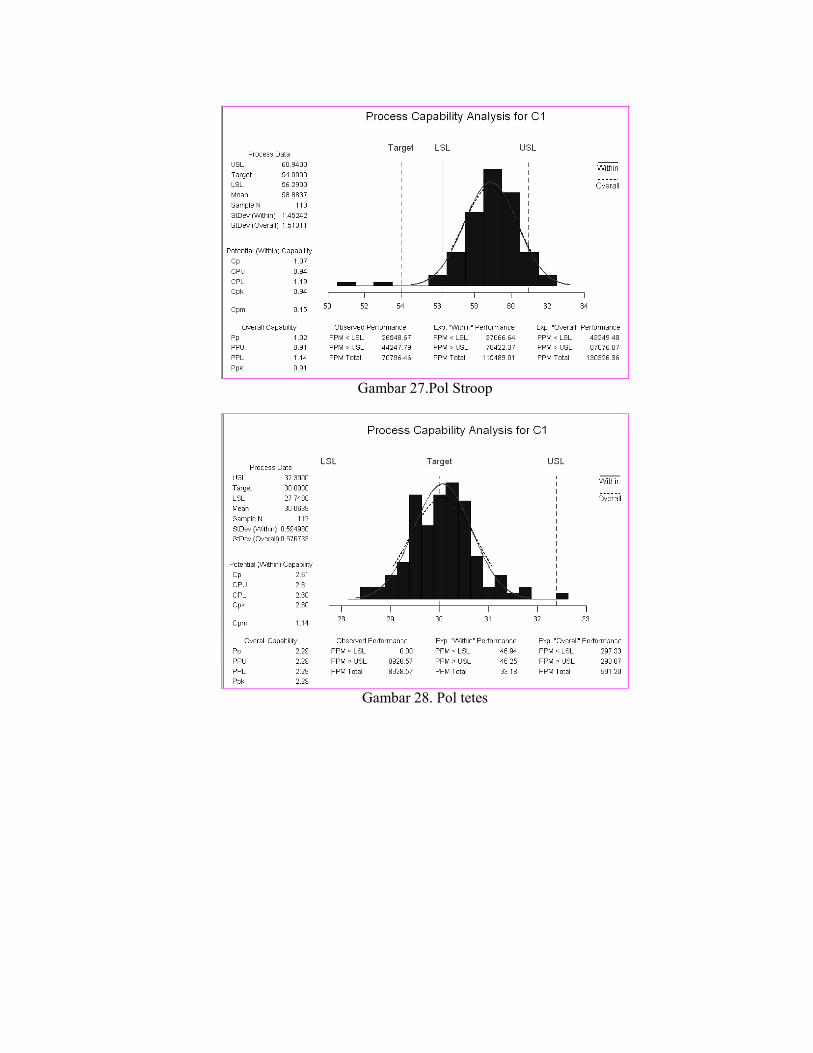
Gambar 27.Pol Stroop
Gambar 28. Pol tetes
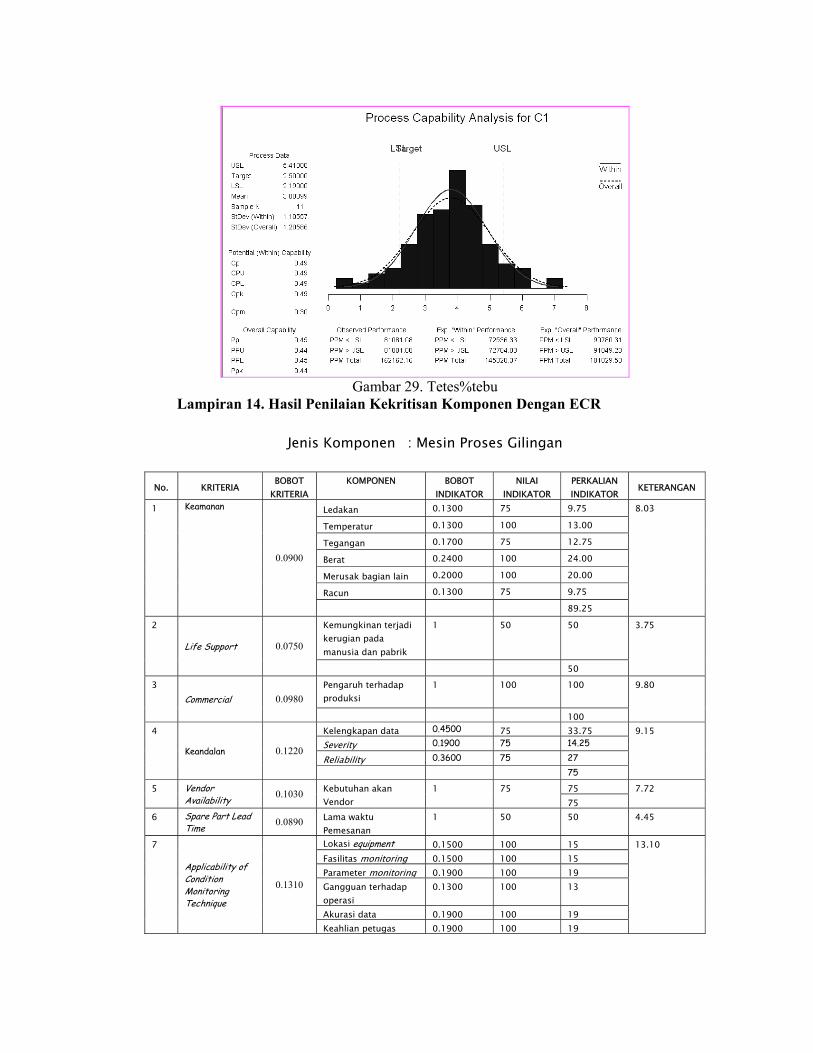
Gambar 29. Tetes%tebu
Lampiran 14. Hasil Penilaian Kekritisan Komponen Dengan ECR
Jenis Komponen : Mesin Proses Gilingan
No. KRITERIA BOBOT
KRITERIA KOMPONEN BOBOT
INDIKATOR NILAI
INDIKATOR PERKALIAN INDIKATOR
KETERANGAN
1 Keamanan
0.0900
Ledakan 0.1300 75 9.75 8.03
Temperatur 0.1300 100 13.00
Tegangan 0.1700 75 12.75
Berat 0.2400 100 24.00
Merusak bagian lain 0.2000 100 20.00
Racun 0.1300 75 9.75
89.25
2
Life Support 0.0750
Kemungkinan terjadi kerugian pada manusia dan pabrik
1 50 50 3.75
50
3 Commercial 0.0980
Pengaruh terhadap produksi
1 100 100 9.80
100 4
Keandalan 0.1220
Kelengkapan data 0.4500 75 33.75 9.15 Severity 0.1900 75 14.25
Reliability 0.3600 75 27
75
5 Vendor Availability
0.1030 Kebutuhan akan Vendor
1 75 75 7.72 75
6 Spare Part Lead Time
0.0890 Lama waktu Pemesanan
1 50 50 4.45
7
Applicability of Condition Monitoring Technique
0.1310
Lokasi equipment 0.1500 100 15 13.10 Fasilitas monitoring 0.1500 100 15 Parameter monitoring 0.1900 100 19 Gangguan terhadap operasi
0.1300 100 13
Akurasi data 0.1900 100 19 Keahlian petugas 0.1900 100 19
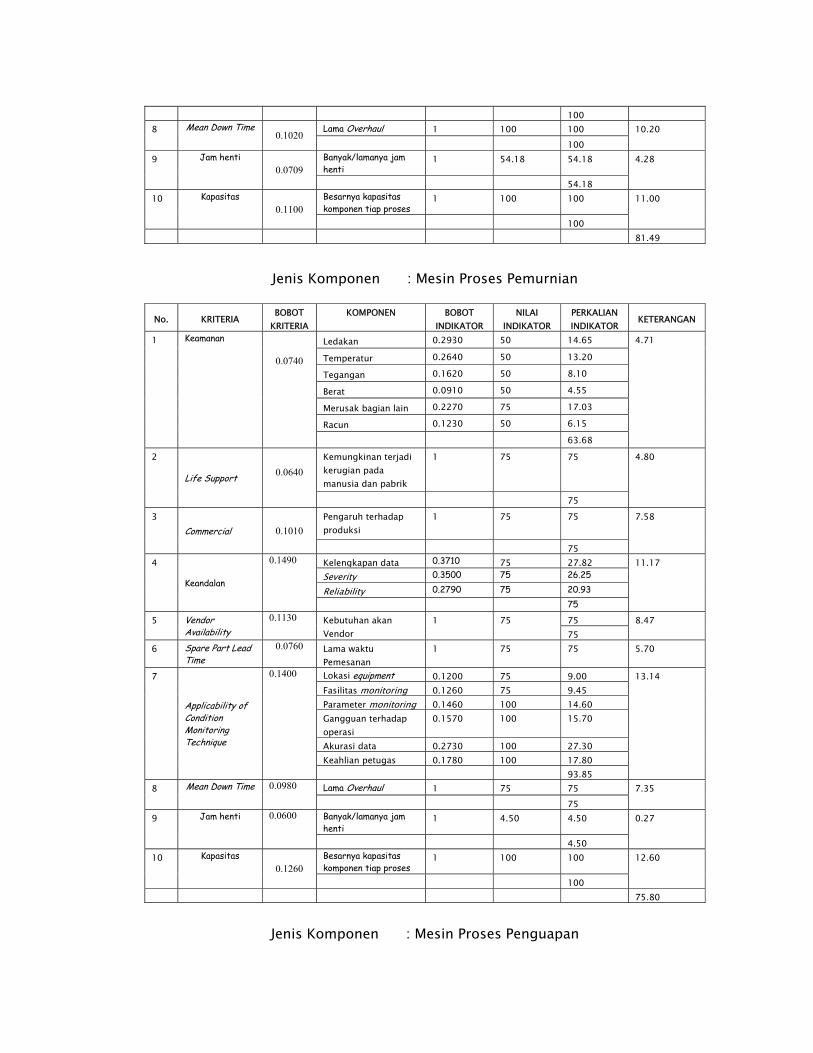
100 8 Mean Down Time
0.1020 Lama Overhaul 1 100 100 10.20 100
9 Jam henti 0.0709
Banyak/lamanya jam henti
1 54.18 54.18 4.28
54.18 10 Kapasitas
0.1100 Besarnya kapasitas komponen tiap proses
1 100 100 11.00
100 81.49
Jenis Komponen : Mesin Proses Pemurnian
No. KRITERIA
BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR
KETERANGAN
1 Keamanan
0.0740
Ledakan 0.2930 50 14.65 4.71
Temperatur 0.2640 50 13.20
Tegangan 0.1620 50 8.10
Berat 0.0910 50 4.55
Merusak bagian lain 0.2270 75 17.03
Racun 0.1230 50 6.15
63.68
2
Life Support 0.0640
Kemungkinan terjadi kerugian pada manusia dan pabrik
1 75 75 4.80
75
3 Commercial 0.1010
Pengaruh terhadap produksi
1 75 75 7.58
75 4
Keandalan
0.1490 Kelengkapan data 0.3710 75 27.82 11.17 Severity 0.3500 75 26.25
Reliability 0.2790 75 20.93
75
5 Vendor Availability
0.1130 Kebutuhan akan Vendor
1 75 75 8.47 75
6 Spare Part Lead Time
0.0760
Lama waktu Pemesanan
1 75 75 5.70
7
Applicability of Condition Monitoring Technique
0.1400 Lokasi equipment 0.1200 75 9.00 13.14 Fasilitas monitoring 0.1260 75 9.45 Parameter monitoring 0.1460 100 14.60 Gangguan terhadap operasi
0.1570 100 15.70
Akurasi data 0.2730 100 27.30 Keahlian petugas 0.1780 100 17.80 93.85
8 Mean Down Time 0.0980 Lama Overhaul 1 75 75 7.35 75
9 Jam henti 0.0600 Banyak/lamanya jam henti
1 4.50 4.50 0.27
4.50 10 Kapasitas
0.1260 Besarnya kapasitas komponen tiap proses
1 100 100 12.60
100 75.80
Jenis Komponen : Mesin Proses Penguapan

No. KRITERIA
BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR
KETERANGAN
1 Keamanan
0.0810
Ledakan 0.0870 25 2.17 3.80
Temperatur 0.2210 50 11.05
Tegangan 0.1230 50 6.15
Berat 0.2140 75 16.05
Merusak bagian lain 0.2660 25 6.65
Racun 0.0890 50 4.90
46.98
2
Life Support
0.0720
Kemungkinan terjadi kerugian pada manusia dan pabrik
1 50 50 3.60
50
3 Commercial 0.1040
Pengaruh terhadap produksi
1 100 100 10.40
100 4
Keandalan
0.1300
Kelengkapan data 0.4210 100 42.10 12.03
Severity 0.3010 75 22.57
Reliability 0.2790 100 27.90
92.58
5 Vendor Availability
0.1110
Kebutuhan akan Vendor
1 75 75 75 8.32
6 Spare Part Lead Time
0.0860 Lama waktu Pemesanan
1 75 75 6.45
7
Applicability of Condition Monitoring Technique
0.1230 Lokasi equipment 0.1170 100 11.70 10.69 Fasilitas monitoring 0.1300 50 6.60 Parameter monitoring 0.1290 50 6.45 Gangguan terhadap operasi
0.1580 100 15.80
Akurasi data 0.1700 100 17.00 Keahlian petugas 0.2950 100 29.50 86.95
8 Mean Down Time 0.0980 Lama Overhaul 1 100 100 9.80 100
9 Jam henti 0.0750 Banyak/lamanya jam henti
1 33.08 33.08 2.48
33.08 10 Kapasitas 0.1210 Besarnya kapasitas
komponen tiap proses 1 100 100 12.10
100 79.69
Jenis Komponen : Mesin Proses Masakan
No. KRITERIA
BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR
KETERANGAN
1 Keamanan
0.0840
Ledakan 0.0990 75 2.48 3.20
Temperatur 0.1630 50 8.15
Tegangan 0.1150 50 5.75
Berat 0.2450 50 12.25
Merusak bagian lain 0.2890 25 7.22
Racun 0.0890 25 2.23
38.08

2
Life Support 0.0730
Kemungkinan terjadi kerugian pada manusia dan pabrik
1 100 100 7.30
100
3 Commercial 0.1050
Pengaruh terhadap produksi
1 75 75 7.88
75 4
Keandalan 0.1300
Kelengkapan data 0.2880 75 21.60 9.75 Severity 0.4090 75 30.67
Reliability 0.3030 75 22.72
75
5 Vendor Availability
0.1030 Kebutuhan akan Vendor
1 75 75 7.72 75
6 Spare Part Lead Time
0.0840 Lama waktu Pemesanan 1 75 75 6.30
7
Applicability of Condition Monitoring Technique
0.1250
Lokasi equipment 0.1560 75 11.70 11.16 Fasilitas monitoring 0.1100 100 11.00 Parameter monitoring 0.1000 75 7.50 Gangguan terhadap operasi
0.1280 100 12.80
Akurasi data 0.1730 75 12.98 Keahlian petugas 0.3330 100 33.30 89.28
8 Mean Down Time 0.0960
Lama Overhaul 1 100 100 9.60 100
9 Jam henti 0.0710
Banyak/lamanya jam henti
1 11 11 0.78
11 10 Kapasitas
0.1290 Besarnya kapasitas komponen tiap proses
1 100 100 12.90
100 76.59
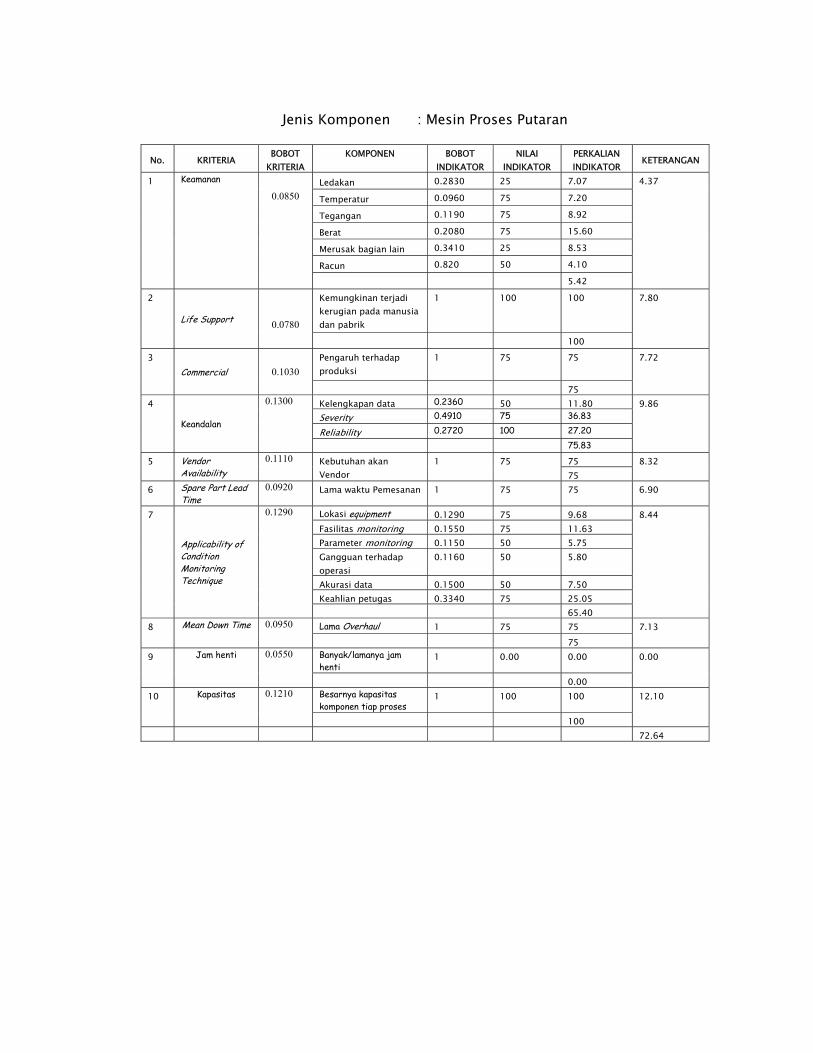
Jenis Komponen : Mesin Proses Putaran
No. KRITERIA BOBOT
KRITERIA KOMPONEN BOBOT
INDIKATORNILAI
INDIKATORPERKALIAN INDIKATOR
KETERANGAN
1 Keamanan
0.0850
Ledakan 0.2830 25 7.07 4.37
Temperatur 0.0960 75 7.20
Tegangan 0.1190 75 8.92
Berat 0.2080 75 15.60
Merusak bagian lain 0.3410 25 8.53
Racun 0.820 50 4.10
5.42
2
Life Support 0.0780
Kemungkinan terjadi kerugian pada manusia dan pabrik
1 100 100 7.80
100
3 Commercial 0.1030
Pengaruh terhadap produksi
1 75 75 7.72
75 4
Keandalan
0.1300 Kelengkapan data 0.2360 50 11.80 9.86 Severity 0.4910 75 36.83
Reliability 0.2720 100 27.20
75.83
5 Vendor Availability
0.1110 Kebutuhan akan Vendor
1 75 75 8.32 75
6 Spare Part Lead Time
0.0920 Lama waktu Pemesanan 1 75 75 6.90
7
Applicability of Condition Monitoring Technique
0.1290 Lokasi equipment 0.1290 75 9.68 8.44 Fasilitas monitoring 0.1550 75 11.63 Parameter monitoring 0.1150 50 5.75 Gangguan terhadap operasi
0.1160 50 5.80
Akurasi data 0.1500 50 7.50 Keahlian petugas 0.3340 75 25.05 65.40
8 Mean Down Time 0.0950 Lama Overhaul 1 75 75 7.13 75
9 Jam henti 0.0550 Banyak/lamanya jam henti
1 0.00 0.00 0.00
0.00 10 Kapasitas 0.1210 Besarnya kapasitas
komponen tiap proses 1 100 100 12.10
100 72.64

PENGGUNAAN PROSES HIRARKI ANALITIK DALAM
SISTEM PENUNJANG KEPUTUSAN
PENGENDALIAN PROSES PRODUKSI GULA KRISTAL
Tanggal Pengisian
Nama Responden
Pekerjaan/Jabatan
No Telp.
Tanda Tangan
: .................................................
: .................................................
: .................................................
: .................................................
:
..................................................
Dilakukan Oleh:
Annastia Lohjayanti
F34102072
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
2006
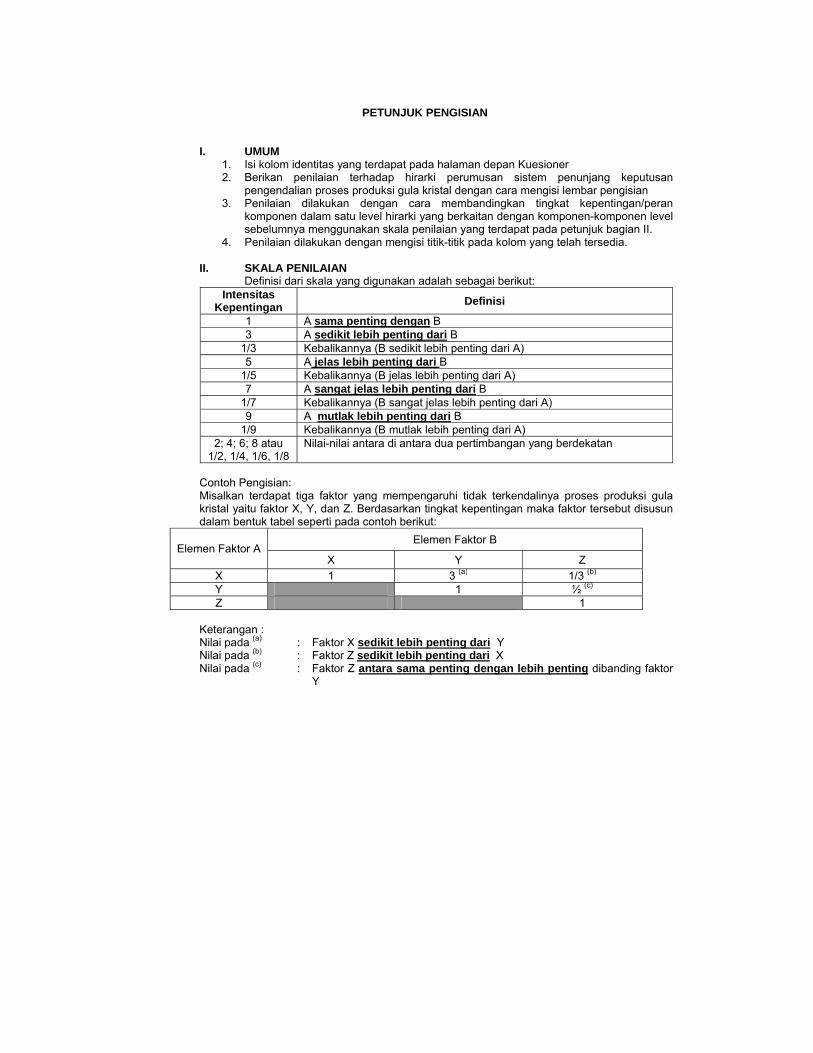
PETUNJUK PENGISIAN
I. UMUM 1. Isi kolom identitas yang terdapat pada halaman depan Kuesioner 2. Berikan penilaian terhadap hirarki perumusan sistem penunjang keputusan
pengendalian proses produksi gula kristal dengan cara mengisi lembar pengisian 3. Penilaian dilakukan dengan cara membandingkan tingkat kepentingan/peran
komponen dalam satu level hirarki yang berkaitan dengan komponen-komponen level sebelumnya menggunakan skala penilaian yang terdapat pada petunjuk bagian II.
4. Penilaian dilakukan dengan mengisi titik-titik pada kolom yang telah tersedia. II. SKALA PENILAIAN
Definisi dari skala yang digunakan adalah sebagai berikut: Intensitas
Kepentingan Definisi
1 A sama penting dengan B 3 A sedikit lebih penting dari B
1/3 Kebalikannya (B sedikit lebih penting dari A) 5 A jelas lebih penting dari B
1/5 Kebalikannya (B jelas lebih penting dari A) 7 A sangat jelas lebih penting dari B
1/7 Kebalikannya (B sangat jelas lebih penting dari A) 9 A mutlak lebih penting dari B
1/9 Kebalikannya (B mutlak lebih penting dari A) 2; 4; 6; 8 atau
1/2, 1/4, 1/6, 1/8 Nilai-nilai antara di antara dua pertimbangan yang berdekatan
Contoh Pengisian: Misalkan terdapat tiga faktor yang mempengaruhi tidak terkendalinya proses produksi gula kristal yaitu faktor X, Y, dan Z. Berdasarkan tingkat kepentingan maka faktor tersebut disusun dalam bentuk tabel seperti pada contoh berikut:
Elemen Faktor A Elemen Faktor B
X Y Z X 1 3 (a) 1/3 (b)
Y 1 ½ (c)
Z 1 Keterangan : Nilai pada (a) : Faktor X sedikit lebih penting dari Y Nilai pada (b) : Faktor Z sedikit lebih penting dari X Nilai pada (c) : Faktor Z antara sama penting dengan lebih penting dibanding faktor
Y
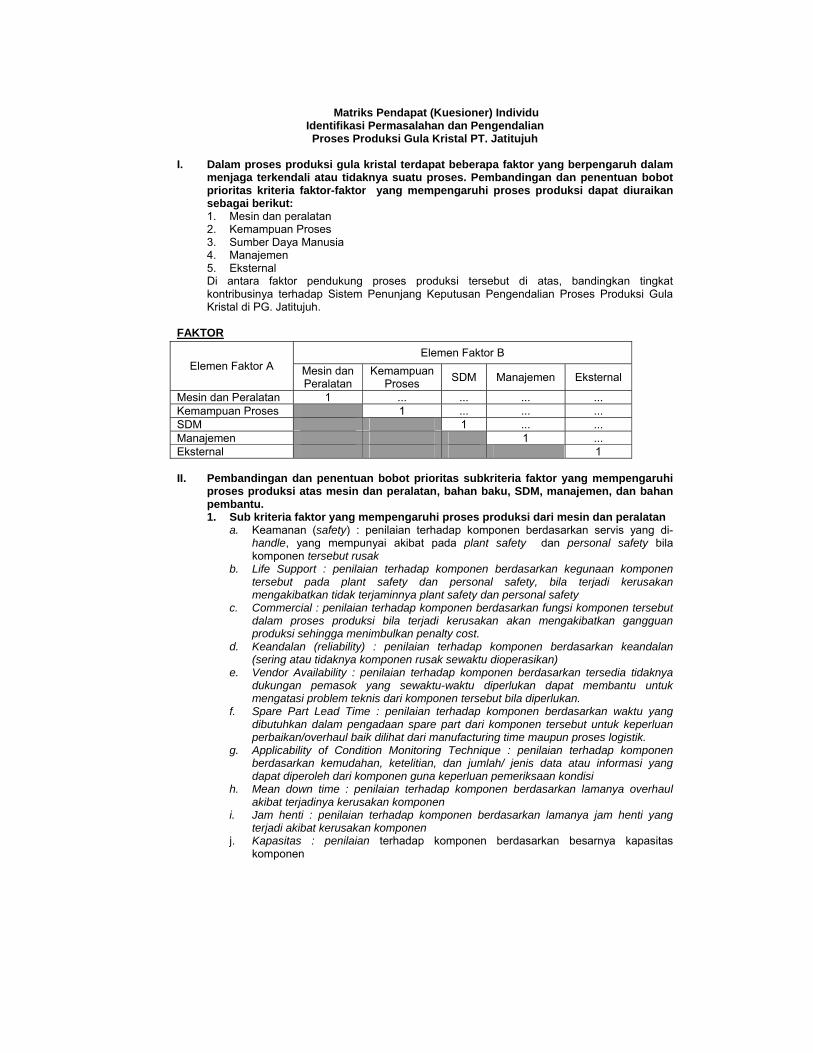
Matriks Pendapat (Kuesioner) Individu Identifikasi Permasalahan dan Pengendalian Proses Produksi Gula Kristal PT. Jatitujuh
I. Dalam proses produksi gula kristal terdapat beberapa faktor yang berpengaruh dalam
menjaga terkendali atau tidaknya suatu proses. Pembandingan dan penentuan bobot prioritas kriteria faktor-faktor yang mempengaruhi proses produksi dapat diuraikan sebagai berikut: 1. Mesin dan peralatan 2. Kemampuan Proses 3. Sumber Daya Manusia 4. Manajemen 5. Eksternal Di antara faktor pendukung proses produksi tersebut di atas, bandingkan tingkat kontribusinya terhadap Sistem Penunjang Keputusan Pengendalian Proses Produksi Gula Kristal di PG. Jatitujuh.
FAKTOR
Elemen Faktor A Elemen Faktor B
Mesin dan Peralatan
Kemampuan Proses SDM Manajemen Eksternal
Mesin dan Peralatan 1 ... ... ... ... Kemampuan Proses 1 ... ... ... SDM 1 ... ... Manajemen 1 ... Eksternal 1
II. Pembandingan dan penentuan bobot prioritas subkriteria faktor yang mempengaruhi
proses produksi atas mesin dan peralatan, bahan baku, SDM, manajemen, dan bahan pembantu. 1. Sub kriteria faktor yang mempengaruhi proses produksi dari mesin dan peralatan
a. Keamanan (safety) : penilaian terhadap komponen berdasarkan servis yang di-handle, yang mempunyai akibat pada plant safety dan personal safety bila komponen tersebut rusak
b. Life Support : penilaian terhadap komponen berdasarkan kegunaan komponen tersebut pada plant safety dan personal safety, bila terjadi kerusakan mengakibatkan tidak terjaminnya plant safety dan personal safety
c. Commercial : penilaian terhadap komponen berdasarkan fungsi komponen tersebut dalam proses produksi bila terjadi kerusakan akan mengakibatkan gangguan produksi sehingga menimbulkan penalty cost.
d. Keandalan (reliability) : penilaian terhadap komponen berdasarkan keandalan (sering atau tidaknya komponen rusak sewaktu dioperasikan)
e. Vendor Availability : penilaian terhadap komponen berdasarkan tersedia tidaknya dukungan pemasok yang sewaktu-waktu diperlukan dapat membantu untuk mengatasi problem teknis dari komponen tersebut bila diperlukan.
f. Spare Part Lead Time : penilaian terhadap komponen berdasarkan waktu yang dibutuhkan dalam pengadaan spare part dari komponen tersebut untuk keperluan perbaikan/overhaul baik dilihat dari manufacturing time maupun proses logistik.
g. Applicability of Condition Monitoring Technique : penilaian terhadap komponen berdasarkan kemudahan, ketelitian, dan jumlah/ jenis data atau informasi yang dapat diperoleh dari komponen guna keperluan pemeriksaan kondisi
h. Mean down time : penilaian terhadap komponen berdasarkan lamanya overhaul akibat terjadinya kerusakan komponen
i. Jam henti : penilaian terhadap komponen berdasarkan lamanya jam henti yang terjadi akibat kerusakan komponen
j. Kapasitas : penilaian terhadap komponen berdasarkan besarnya kapasitas komponen
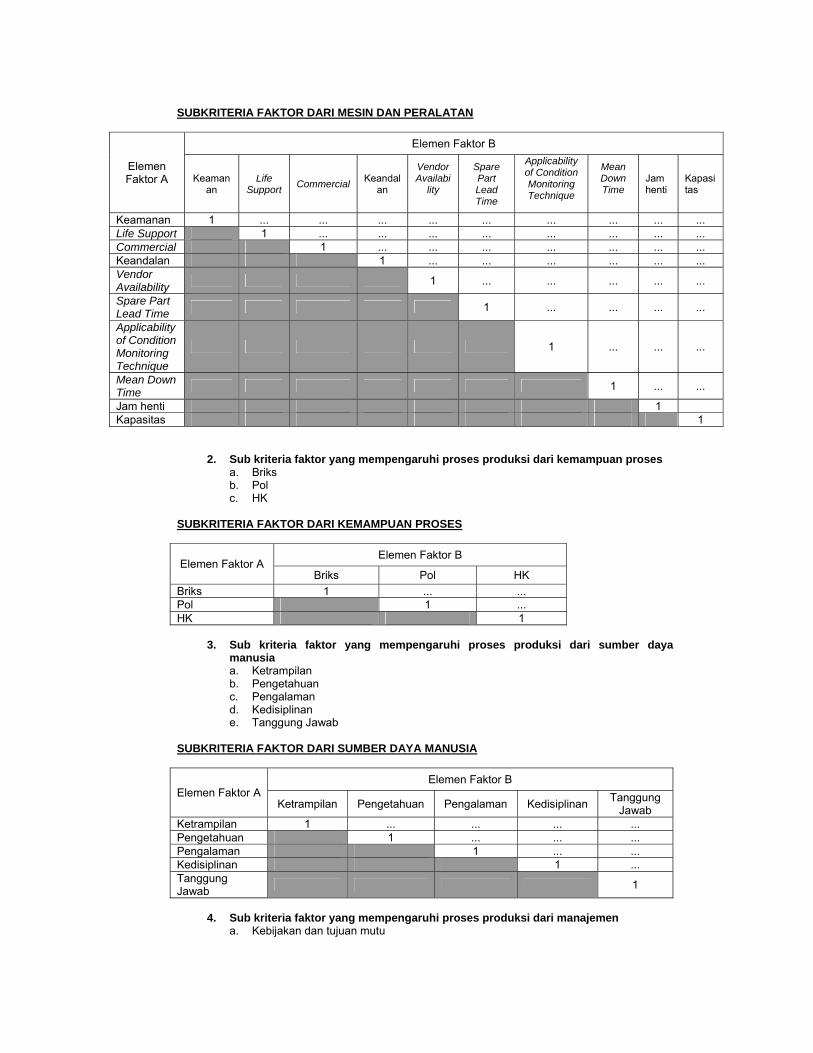
SUBKRITERIA FAKTOR DARI MESIN DAN PERALATAN
Elemen Faktor A
Elemen Faktor B
Keamanan
Life Support Commercial Keandal
an
Vendor Availabi
lity
Spare Part Lead Time
Applicability of Condition Monitoring Technique
Mean Down Time
Jam henti
Kapasitas
Keamanan 1 ... ... ... ... ... ... ... ... ... Life Support 1 ... ... ... ... ... ... ... ... Commercial 1 ... ... ... ... ... ... ... Keandalan 1 ... ... ... ... ... ... Vendor Availability 1 ... ... ... ... ...
Spare Part Lead Time 1 ... ... ... ...
Applicability of Condition Monitoring Technique
1 ... ... ...
Mean Down Time 1 ... ...
Jam henti 1 Kapasitas 1
2. Sub kriteria faktor yang mempengaruhi proses produksi dari kemampuan proses a. Briks b. Pol c. HK
SUBKRITERIA FAKTOR DARI KEMAMPUAN PROSES
Elemen Faktor A Elemen Faktor B
Briks Pol HK Briks 1 ... ... Pol 1 ... HK 1
3. Sub kriteria faktor yang mempengaruhi proses produksi dari sumber daya
manusia a. Ketrampilan b. Pengetahuan c. Pengalaman d. Kedisiplinan e. Tanggung Jawab
SUBKRITERIA FAKTOR DARI SUMBER DAYA MANUSIA
Elemen Faktor A Elemen Faktor B
Ketrampilan Pengetahuan Pengalaman Kedisiplinan Tanggung Jawab
Ketrampilan 1 ... ... ... ... Pengetahuan 1 ... ... ... Pengalaman 1 ... ... Kedisiplinan 1 ... Tanggung Jawab 1
4. Sub kriteria faktor yang mempengaruhi proses produksi dari manajemen
a. Kebijakan dan tujuan mutu

b. SOP yang baku c. Fasilitas Proses
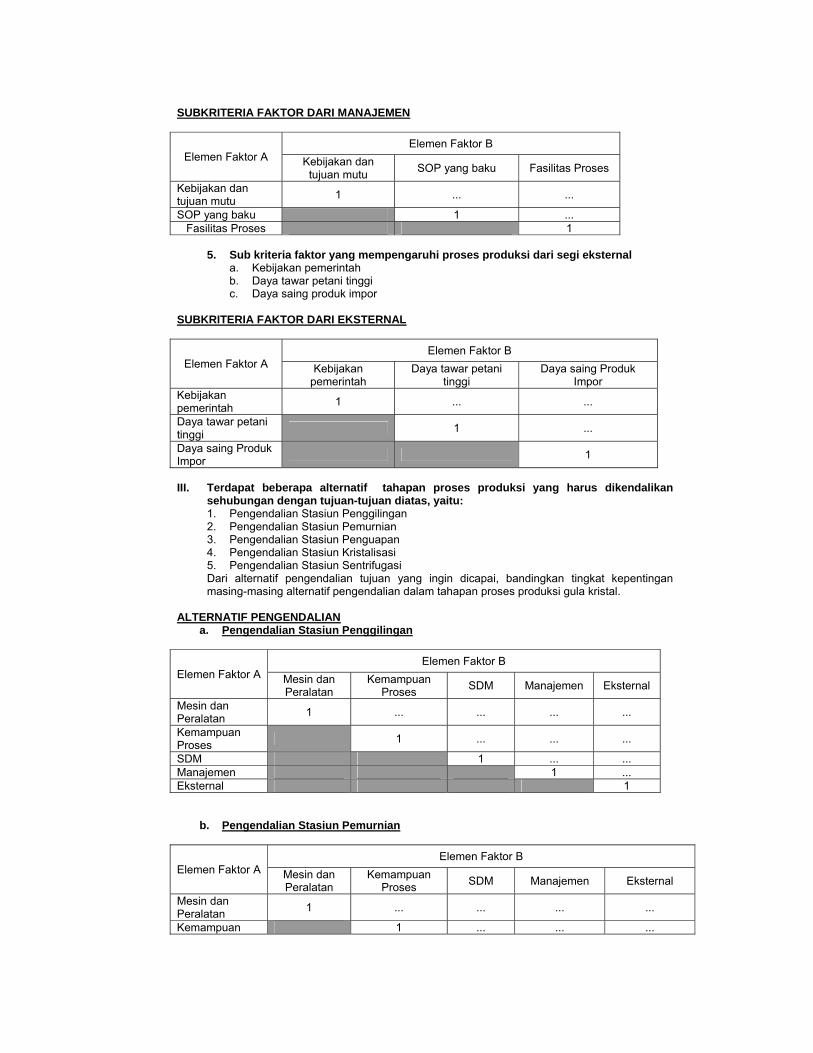
SUBKRITERIA FAKTOR DARI MANAJEMEN
Elemen Faktor A Elemen Faktor B
Kebijakan dan tujuan mutu SOP yang baku Fasilitas Proses
Kebijakan dan tujuan mutu 1 ... ...
SOP yang baku 1 ... Fasilitas Proses 1
5. Sub kriteria faktor yang mempengaruhi proses produksi dari segi eksternal
a. Kebijakan pemerintah b. Daya tawar petani tinggi c. Daya saing produk impor
SUBKRITERIA FAKTOR DARI EKSTERNAL
Elemen Faktor A Elemen Faktor B
Kebijakan pemerintah
Daya tawar petani tinggi
Daya saing Produk Impor
Kebijakan pemerintah 1 ... ...
Daya tawar petani tinggi 1 ...
Daya saing Produk Impor 1
III. Terdapat beberapa alternatif tahapan proses produksi yang harus dikendalikan
sehubungan dengan tujuan-tujuan diatas, yaitu: 1. Pengendalian Stasiun Penggilingan 2. Pengendalian Stasiun Pemurnian 3. Pengendalian Stasiun Penguapan 4. Pengendalian Stasiun Kristalisasi 5. Pengendalian Stasiun Sentrifugasi Dari alternatif pengendalian tujuan yang ingin dicapai, bandingkan tingkat kepentingan masing-masing alternatif pengendalian dalam tahapan proses produksi gula kristal.
ALTERNATIF PENGENDALIAN
a. Pengendalian Stasiun Penggilingan
Elemen Faktor A Elemen Faktor B
Mesin dan Peralatan
Kemampuan Proses SDM Manajemen Eksternal
Mesin dan Peralatan 1 ... ... ... ...
Kemampuan Proses 1 ... ... ...
SDM 1 ... ... Manajemen 1 ... Eksternal 1
b. Pengendalian Stasiun Pemurnian
Elemen Faktor A Elemen Faktor B
Mesin dan Peralatan
Kemampuan Proses SDM Manajemen Eksternal
Mesin dan Peralatan 1 ... ... ... ...
Kemampuan 1 ... ... ...
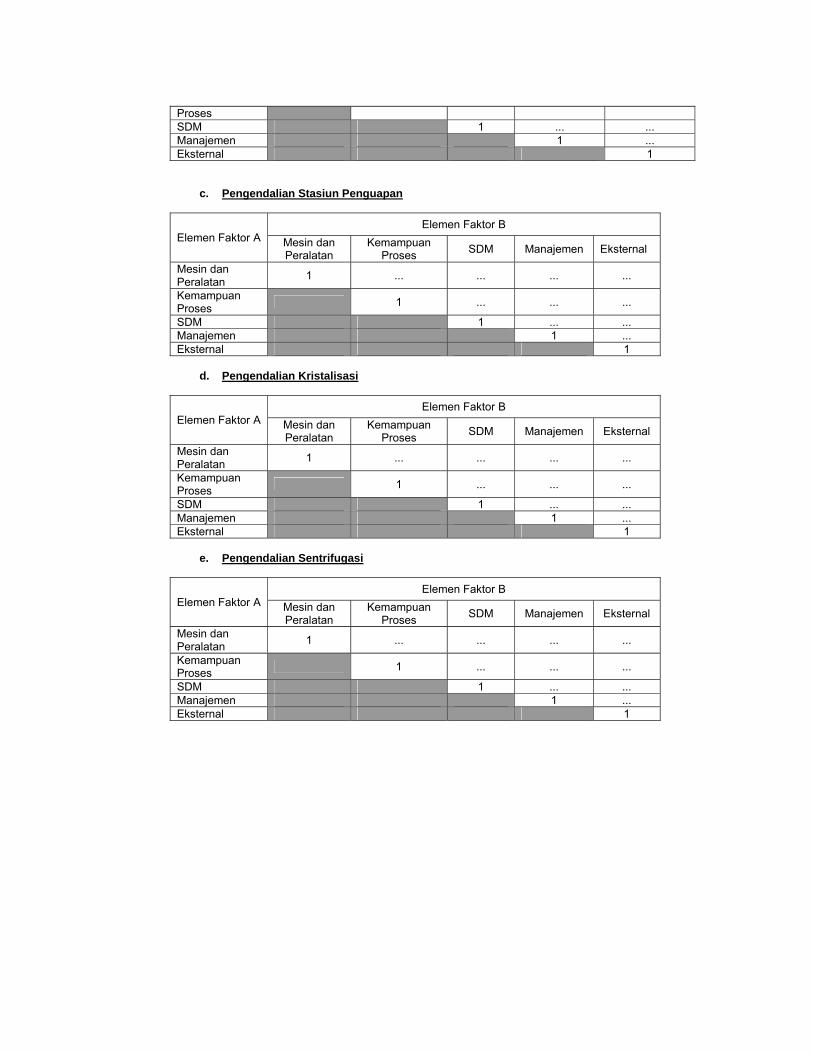
Proses SDM 1 ... ... Manajemen 1 ... Eksternal 1
c. Pengendalian Stasiun Penguapan
Elemen Faktor A Elemen Faktor B
Mesin dan Peralatan
Kemampuan Proses SDM Manajemen Eksternal
Mesin dan Peralatan 1 ... ... ... ...
Kemampuan Proses 1 ... ... ...
SDM 1 ... ... Manajemen 1 ... Eksternal 1
d. Pengendalian Kristalisasi
Elemen Faktor A Elemen Faktor B
Mesin dan Peralatan
Kemampuan Proses SDM Manajemen Eksternal
Mesin dan Peralatan 1 ... ... ... ...
Kemampuan Proses 1 ... ... ...
SDM 1 ... ... Manajemen 1 ... Eksternal 1
e. Pengendalian Sentrifugasi
Elemen Faktor A Elemen Faktor B
Mesin dan Peralatan
Kemampuan Proses SDM Manajemen Eksternal
Mesin dan Peralatan 1 ... ... ... ...
Kemampuan Proses 1 ... ... ...
SDM 1 ... ... Manajemen 1 ... Eksternal 1

Lampiran 17. Kuesioner ECR Proses Produksi Gula Kristal
KUESIONER
PENGGUNAAN PROSES HIRARKI EQUIPMENT
CRITICALLY RATING DALAM SISTEM PENUNJANG
KEPUTUSAN PENGENDALIAN PROSES PRODUKSI GULA
KRISTAL DI PT JATITUJUH-MAJALENGKA
Tanggal Pengisian
Nama Responden
Pekerjaan Responden
Jabatan
Tanda Tangan
: .................................................
: .................................................
: .................................................
: .................................................
:
..................................................
Dilakukan Oleh:
Annastia Lohjayanti
F34102072
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
2006
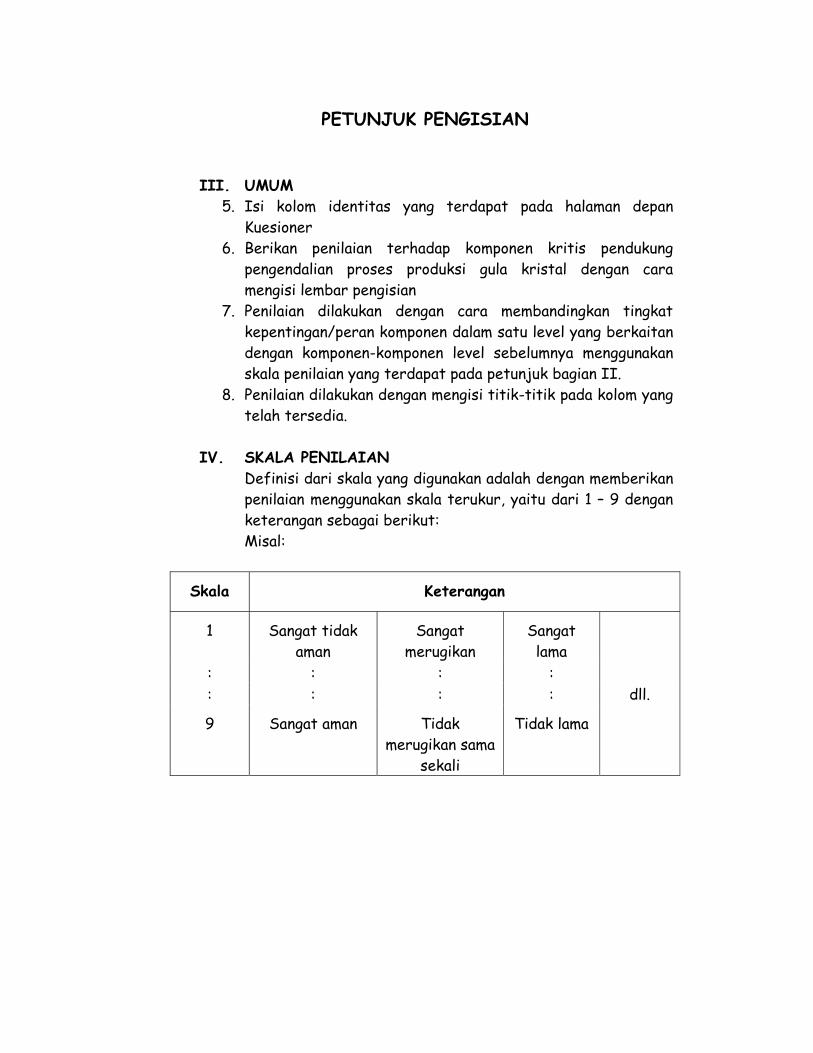
PETUNJUK PENGISIAN
III. UMUM 5. Isi kolom identitas yang terdapat pada halaman depan
Kuesioner 6. Berikan penilaian terhadap komponen kritis pendukung
pengendalian proses produksi gula kristal dengan cara mengisi lembar pengisian
7. Penilaian dilakukan dengan cara membandingkan tingkat kepentingan/peran komponen dalam satu level yang berkaitan dengan komponen-komponen level sebelumnya menggunakan skala penilaian yang terdapat pada petunjuk bagian II.
8. Penilaian dilakukan dengan mengisi titik-titik pada kolom yang telah tersedia.
IV. SKALA PENILAIAN
Definisi dari skala yang digunakan adalah dengan memberikan penilaian menggunakan skala terukur, yaitu dari 1 – 9 dengan keterangan sebagai berikut: Misal:
Skala Keterangan
1 Sangat tidak aman
Sangat merugikan
Sangat lama
dll. : : : : : : : :
9 Sangat aman Tidak merugikan sama
sekali
Tidak lama
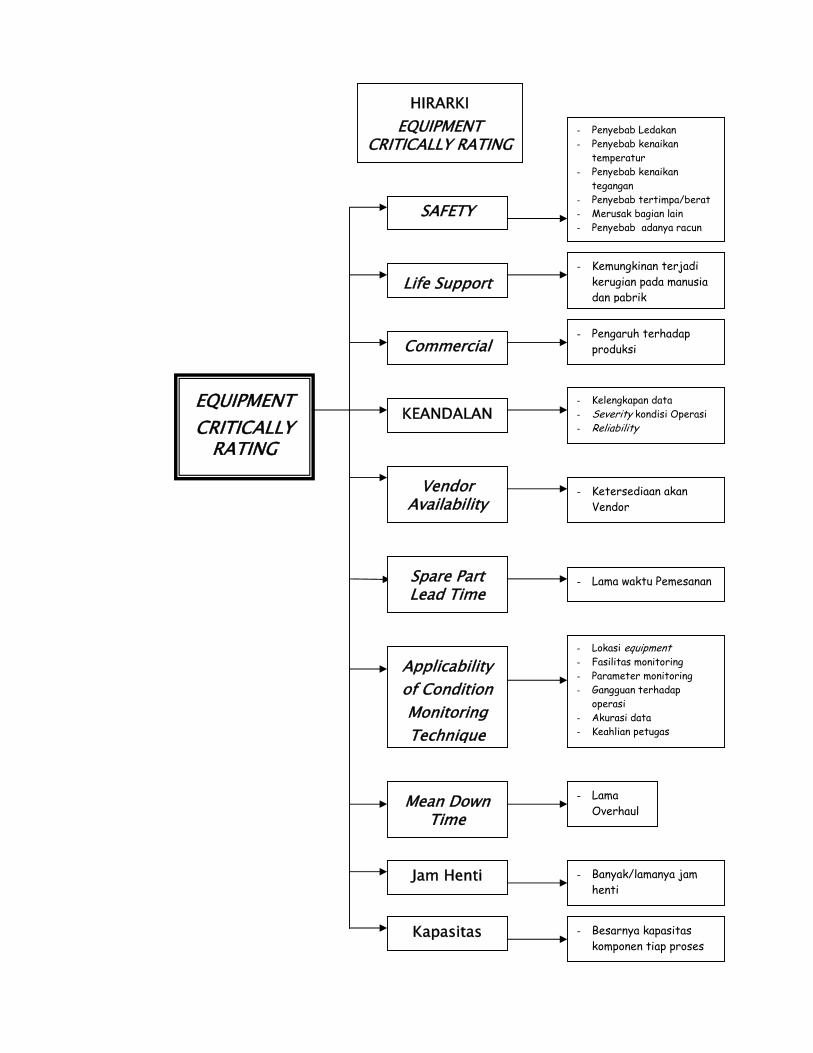
EQUIPMENT CRITICALLY
RATING
- Penyebab Ledakan - Penyebab kenaikan
temperatur - Penyebab kenaikan
tegangan - Penyebab tertimpa/berat - Merusak bagian lain - Penyebab adanya racun
- Kemungkinan terjadi kerugian pada manusia dan pabrik
- Pengaruh terhadap produksi
- Ketersediaan akan Vendor
- Kelengkapan data - Severity kondisi Operasi - Reliability
- Lama waktu Pemesanan
- Lokasi equipment - Fasilitas monitoring - Parameter monitoring - Gangguan terhadap
operasi - Akurasi data - Keahlian petugas
SAFETY
Life Support
Commercial
KEANDALAN
Vendor Availability
Spare Part Lead Time
Applicability of Condition Monitoring Technique
HIRARKI EQUIPMENT
CRITICALLY RATING
Mean Down Time
Jam Henti
Kapasitas
- Lama Overhaul
- Banyak/lamanya jam henti
- Besarnya kapasitas komponen tiap proses
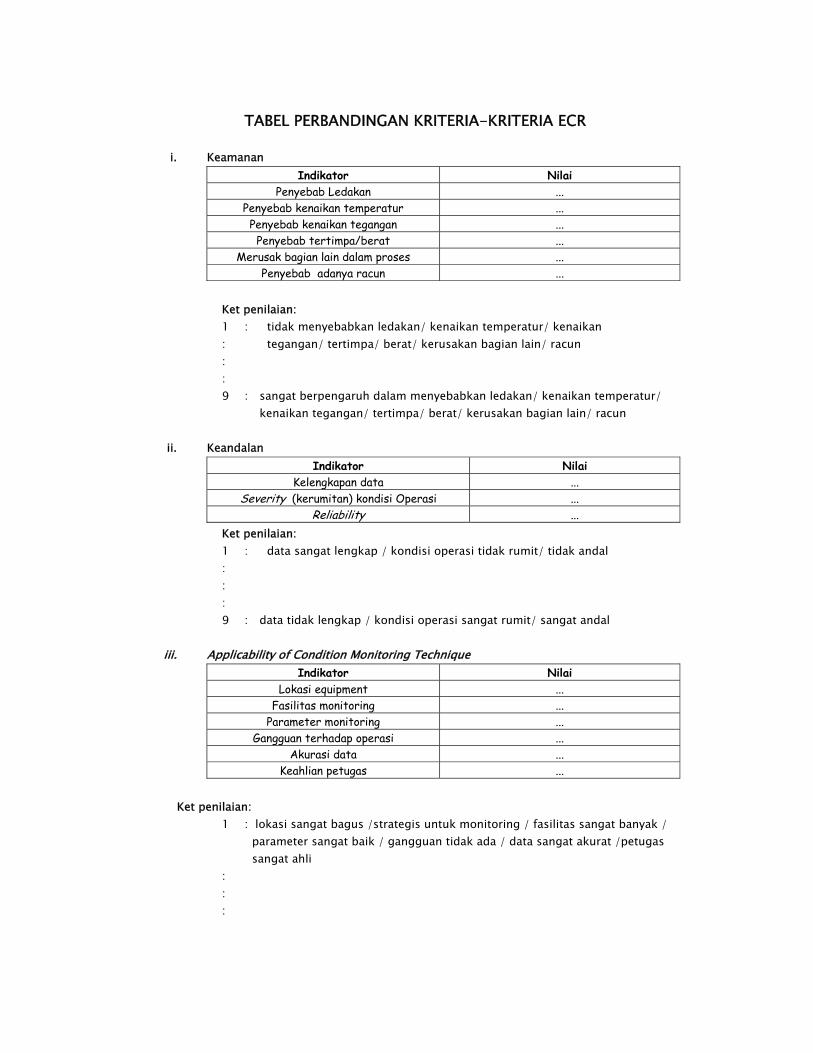
TABEL PERBANDINGAN KRITERIA-KRITERIA ECR
i. Keamanan Indikator Nilai
Penyebab Ledakan ... Penyebab kenaikan temperatur ... Penyebab kenaikan tegangan ...
Penyebab tertimpa/berat ... Merusak bagian lain dalam proses ...
Penyebab adanya racun ... Ket penilaian:
1 : tidak menyebabkan ledakan/ kenaikan temperatur/ kenaikan : tegangan/ tertimpa/ berat/ kerusakan bagian lain/ racun : : 9 : sangat berpengaruh dalam menyebabkan ledakan/ kenaikan temperatur/
kenaikan tegangan/ tertimpa/ berat/ kerusakan bagian lain/ racun
ii. Keandalan Indikator Nilai
Kelengkapan data ... Severity (kerumitan) kondisi Operasi ...
Reliability ... Ket penilaian:
1 : data sangat lengkap / kondisi operasi tidak rumit/ tidak andal : : : 9 : data tidak lengkap / kondisi operasi sangat rumit/ sangat andal
iii. Applicability of Condition Monitoring Technique
Indikator Nilai Lokasi equipment ...
Fasilitas monitoring ... Parameter monitoring ...
Gangguan terhadap operasi ... Akurasi data ...
Keahlian petugas ... Ket penilaian:
1 : lokasi sangat bagus /strategis untuk monitoring / fasilitas sangat banyak / parameter sangat baik / gangguan tidak ada / data sangat akurat /petugas sangat ahli
: : :

9 : lokasi tidak bagus /strategis untuk monitoring / fasilitas tidak tersedia / parameter tidak baik / gangguan sangat banyak / data tidak akurat /petugas tidak ahli

Tabel Check List Penentuan Bobot Komponen Tanggal : Jenis Komponen : Mesin Proses Gilingan
No. KRITERIA BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR KETERANGAN
1 Keamanan Ledakan
Temperatur
Tegangan
Berat
Merusak bagian lain
Racun
2 Life Support
Kemungkinan terjadi kerugian pada manusia dan pabrik
3 Commercial
Pengaruh terhadap produksi
4
Keandalan
Kelengkapan data
Severity
kondisi Operasi Reliability
5 Vendor Availability
Kebutuhan akan Vendor
6 Spare Part Lead Time
Lama waktu Pemesanan
7
Applicability of Condition Monitoring Technique
Lokasi equipment
Fasilitas monitoring
Parameter monitoring
Gangguan terhadap operasi
Akurasi data
Keahlian petugas
8 Mean Down Time
Lama Overhaul
9 Jam henti Banyak/lamanya jam henti
10 Kapasitas Besarnya kapasitas komponen tiap proses
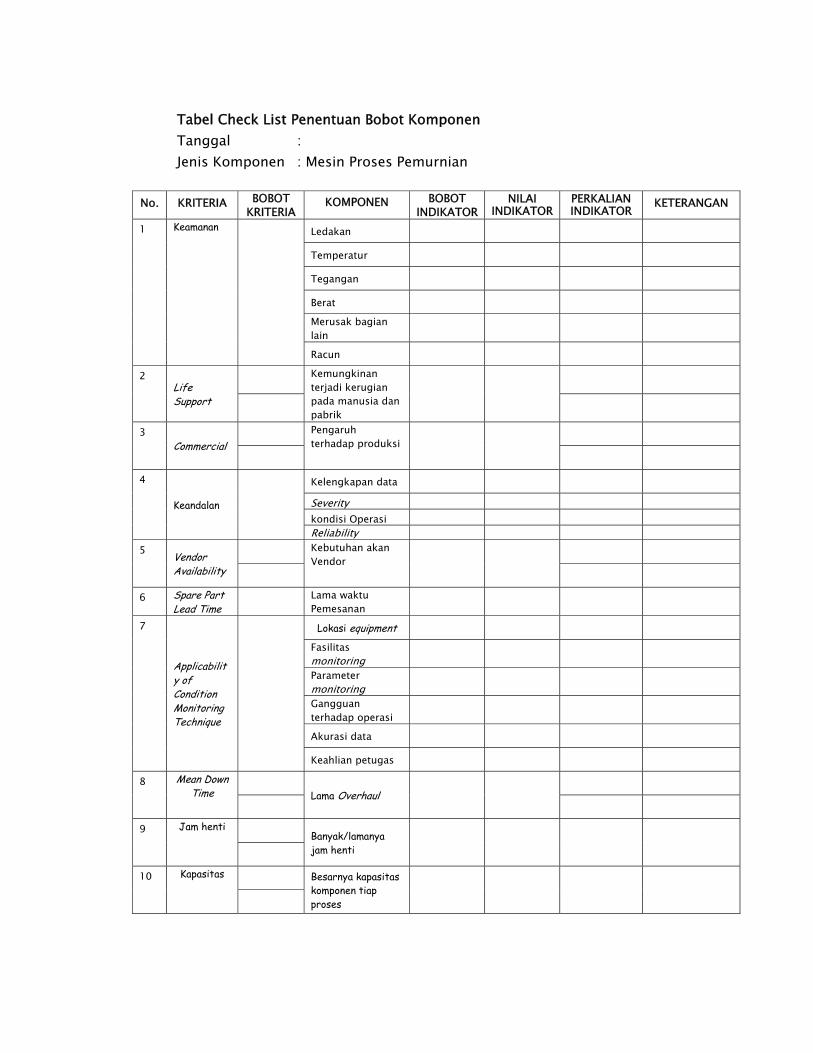
Tabel Check List Penentuan Bobot Komponen Tanggal : Jenis Komponen : Mesin Proses Pemurnian
No. KRITERIA BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR KETERANGAN
1 Keamanan Ledakan
Temperatur
Tegangan
Berat
Merusak bagian lain
Racun
2 Life Support
Kemungkinan terjadi kerugian pada manusia dan pabrik
3 Commercial
Pengaruh terhadap produksi
4
Keandalan
Kelengkapan data
Severity
kondisi Operasi Reliability
5 Vendor Availability
Kebutuhan akan Vendor
6 Spare Part Lead Time
Lama waktu Pemesanan
7
Applicability of Condition Monitoring Technique
Lokasi equipment
Fasilitas monitoring
Parameter monitoring
Gangguan terhadap operasi
Akurasi data
Keahlian petugas
8 Mean Down Time
Lama Overhaul
9 Jam henti Banyak/lamanya jam henti
10 Kapasitas Besarnya kapasitas komponen tiap proses

Tabel Check List Penentuan Bobot Komponen Tanggal : Jenis Komponen : Mesin Proses Evaporasi (Penguapan)
No. KRITERIA BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR KETERANGAN
1 Keamanan Ledakan
Temperatur
Tegangan
Berat
Merusak bagian lain
Racun
2 Life Support
Kemungkinan terjadi kerugian pada manusia dan pabrik
3 Commercial
Pengaruh terhadap produksi
4
Keandalan
Kelengkapan data
Severity
kondisi Operasi Reliability
5 Vendor Availability
Kebutuhan akan Vendor
6 Spare Part Lead Time
Lama waktu Pemesanan
7
Applicability of Condition Monitoring Technique
Lokasi equipment
Fasilitas monitoring
Parameter monitoring
Gangguan terhadap operasi
Akurasi data
Keahlian petugas
8 Mean Down Time
Lama Overhaul
9 Jam henti Banyak/lamanya jam henti
10 Kapasitas Besarnya kapasitas komponen tiap proses
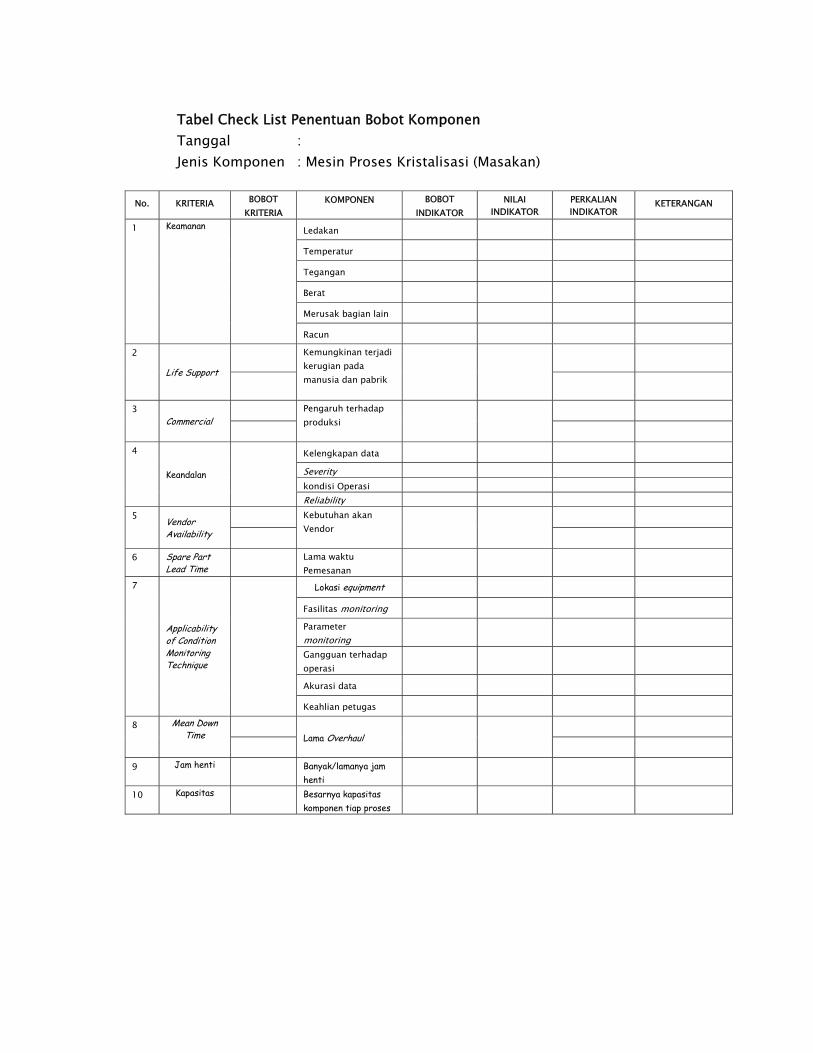
Tabel Check List Penentuan Bobot Komponen Tanggal : Jenis Komponen : Mesin Proses Kristalisasi (Masakan)
No. KRITERIA BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR
KETERANGAN
1 Keamanan Ledakan
Temperatur
Tegangan
Berat
Merusak bagian lain
Racun
2
Life Support
Kemungkinan terjadi kerugian pada manusia dan pabrik
3 Commercial
Pengaruh terhadap produksi
4
Keandalan
Kelengkapan data
Severity
kondisi Operasi
Reliability
5 Vendor Availability
Kebutuhan akan Vendor
6 Spare Part Lead Time
Lama waktu Pemesanan
7
Applicability of Condition Monitoring Technique
Lokasi equipment
Fasilitas monitoring
Parameter monitoring
Gangguan terhadap operasi
Akurasi data
Keahlian petugas
8 Mean Down Time
Lama Overhaul
9 Jam henti Banyak/lamanya jam henti
10 Kapasitas Besarnya kapasitas komponen tiap proses
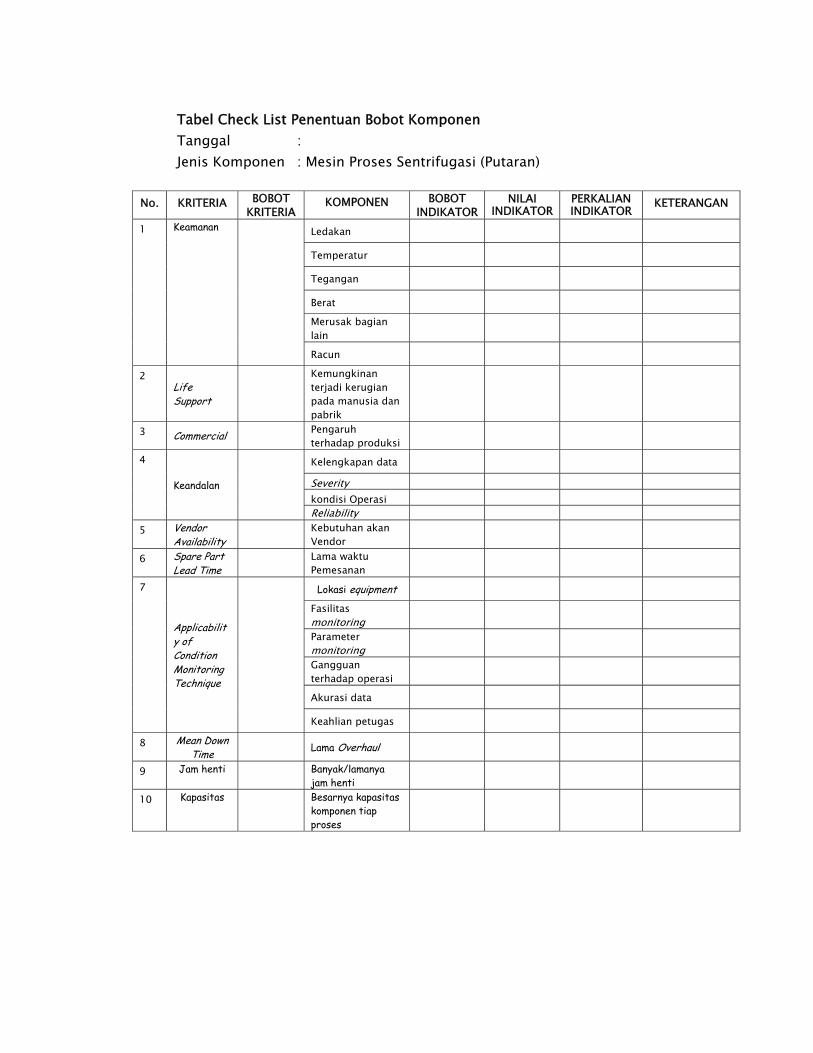
Tabel Check List Penentuan Bobot Komponen Tanggal : Jenis Komponen : Mesin Proses Sentrifugasi (Putaran)
No. KRITERIA BOBOT KRITERIA
KOMPONEN BOBOT INDIKATOR
NILAI INDIKATOR
PERKALIAN INDIKATOR KETERANGAN
1 Keamanan Ledakan
Temperatur
Tegangan
Berat
Merusak bagian lain
Racun
2 Life Support
Kemungkinan terjadi kerugian pada manusia dan pabrik
3 Commercial Pengaruh terhadap produksi
4
Keandalan
Kelengkapan data
Severity
kondisi Operasi Reliability
5 Vendor Availability
Kebutuhan akan Vendor
6 Spare Part Lead Time
Lama waktu Pemesanan
7
Applicability of Condition Monitoring Technique
Lokasi equipment
Fasilitas monitoring
Parameter monitoring
Gangguan terhadap operasi
Akurasi data
Keahlian petugas
8 Mean Down Time
Lama Overhaul
9 Jam henti Banyak/lamanya jam henti
10 Kapasitas Besarnya kapasitas komponen tiap proses

Lampiran 18. Petunjuk Penggunaan SWEETCON.PROSION
1. Tentang Program: Program SWEETCON.PROSION dikembangkan untuk mengkaji keragaan suatu pabrik gula dan sistem penunjang keputusan pengendalian proses produksi gula Kristal. SWEETCON.PROSION dirancang dengan menggunakan bahasa pemrograman Microsoft Visual Basic 6.0 dan DEA for Windows. Basis data yang dikembangkan terintegrasi dengan program-program lain seperti Minitab 13.0, Microsoft Frontpage, dan Expert Choice 2000.
2. Persyaratan Instalasi: Software:
Microsoft Visual Basic 6.0 DEA for Windows Minitab 13.0 Microsoft Frontpage Expert Choice 2000
Hardware:
Satu unit PC dengan minimal RAM 128 MB Monitor dengan resolusi 1024x768 pixels Sistem operasi Microsoft Windows 98/Windows 2000/Windows ME/Windows
XP CD room dengan kecepatan 52x Ruang kosong pada hardisk sebesar 5 MB
3. Instalasi program
Ada beberapa tahapan yang perlu diperhatikan dalam proses instalasi SWEETCON.PROSION Untuk melakukan prosedur instalasi disediakan sebuah CD yang berisi 3 (tiga) buah file, diantaranya: Sweetcon.cab, setup.exe, dan setup.lst. Berikut adalah beberapa tahapan prosedur instalasi SWEETCON.PROSION:
Hapus Versi Sebelumnya Instalasi tidak dapat menghapus secara otomatis aplikasi SWEETCON.PROSION yang telah terinstal pada waktu sebelumnya. Lakukan penghapusan jika sebelumnya anda telah meng-instal Aplikasi SWEETCON.PROSION sesuai prosedur Menghapus Aplikasi SWEETCON.PROSION dari Windows.
Jalankan File Instalasi

Jalankan file instalasi SWEETCON.PROSION dengan meng-klik ganda setup.exe pada direktori / drive dimana file ini ditempatkan. Ikuti semua petunjuk yang ditayangkan pada proses selanjutnya, biasanya pengguna hanya melakukan persetujuan dengan menekan tombol [Enter] pada setiap dialog yang ditampilkan.
Update File System (Jika Diperlukan) Untuk kasus tertentu terkadang sistem operasi harus melakukan prosedur updating file system terlebih dahulu sebelum proses instalasi dilanjutkan. Tetapi jangan khawatir, konfigurasi ini dilakukan secara otomatis, dan instalasi akan meminta windows untuk di-restart sebelum progres dilanjutkan. Setujui permintaan ini dengan menekan tombol [Enter], windows secara otomatis akan melakukan booting ulang, jika tidak - lakukan booting ulang secara manual. Ulangi lagi prosedur instalasi dari awal.
Instalasi Selesai Jika proses instalasi berjalan dengan lancar, windows akan membuat program group baru dengan nama SWEETCON.PROSION. Untuk mengaktifkannya, klik shortcut pada Start|Programs|Sweetcon.Prosion System Files|Sweetcon.Prosion System Files.
4. Penggunaan Program a. Program SWEETCON.PROSION dimulai dengan munculnya loading
splash sebagai berikut:
b. Setelah tampilan loading splash, untuk masuk kedalam menu utama program maka harus terlebih dahulu mengisi password seperti tampilan berikut:

c. Model Informasi Model informasi berisikan informasi statis tentang proses umum produksi gula, beserta mesin dan peralatan yang digunakan dalam proses.

d. Model Kemampuan Proses Model kemampuan proses digunakan untuk menilai kinerja masing-masing proses, yaitu dengan melihat besar variasi dan penyimpangannya. Langkah pertama yang dilakukan adalah dengan mengklik menu model Komponen Kritis sehingga akan keluar tampilan seperti berikut:
Kemudian dipilih pada submenu yaitu salah satu stasiun proses yang akan dinilai, misalnya pada stasiun gilingan akan muncul pilihan model yang dapat dipilih. Misalkan dipilih model untuk menilai HK nira mentah, kemudian tekan tombol ‘klik disini untuk melanjutkan’ sehingga muncul tampilan seperti berikut:
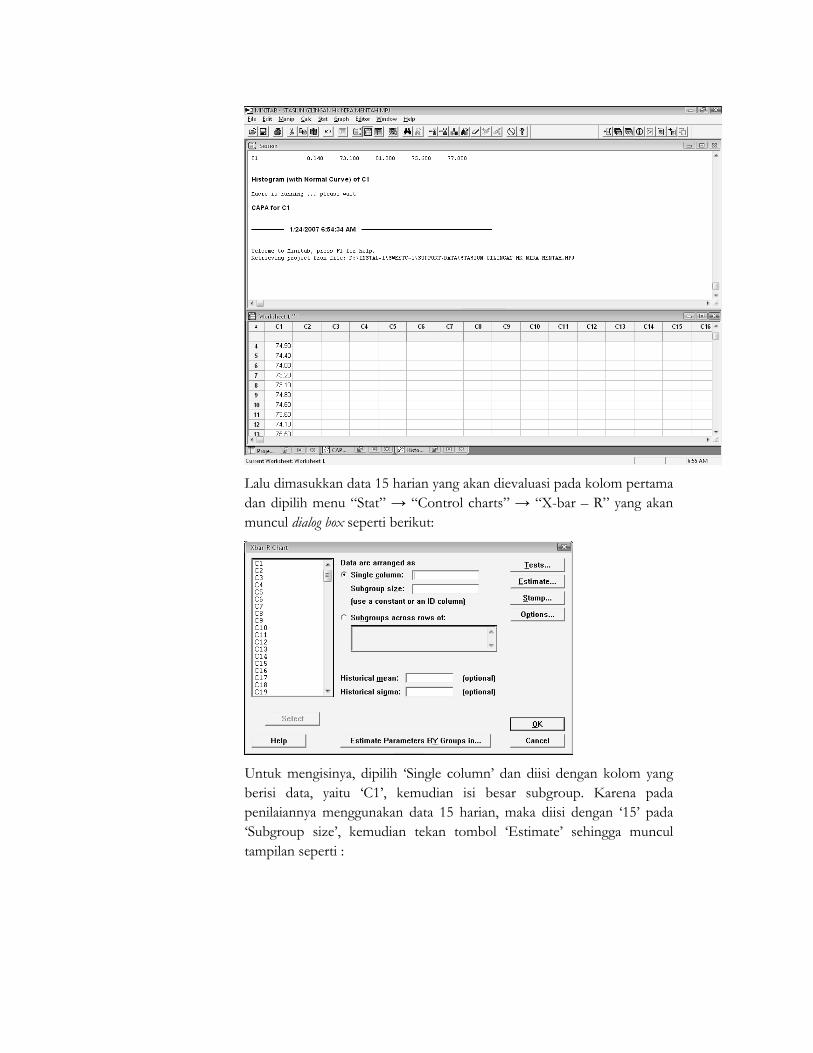
Lalu dimasukkan data 15 harian yang akan dievaluasi pada kolom pertama dan dipilih menu “Stat” → “Control charts” → “X-bar – R” yang akan muncul dialog box seperti berikut:
Untuk mengisinya, dipilih ‘Single column’ dan diisi dengan kolom yang berisi data, yaitu ‘C1’, kemudian isi besar subgroup. Karena pada penilaiannya menggunakan data 15 harian, maka diisi dengan ‘15’ pada ‘Subgroup size’, kemudian tekan tombol ‘Estimate’ sehingga muncul tampilan seperti :

Diklik pada button ‘Subgroup size’ dan diisi dengan ’15’ lalu tekan ‘OK’. Setelah kembali pada dialog box yang pertama, tekan ‘OK’ lagi sehingga muncul tampilan seperti:
Dari gambar dapat dilihat tingkat variasi dan tren data yang terbentuk dari stasiun tersebut. Untuk melihat besar deviasi terhadap rata-rata proses, dipilih menu ‘’“Stat” → “Quality tools” → “Capability analysis (Normal)” sehingga muncul tampilan:

Kemudian diisi lagi kolom yang terdapat data yang akan dinilai, yaitu ‘C1’ dan ‘Subgroup size’ sebesar ‘15’. Setelah itu diisi batas bawah (Lower spec) dan batas atas (upper spec) yang didapatkan pada diagram-X sebelumnya, kemudian klik ‘Options’ yang akan muncul tampilan seperti berikut:
Apabila pada perusahaan terdapat taget yang ingin dicapai, maka pada ‘target’ diisi dengan angka yang ditetapkan perusahaan, kemudian besar sigma yang digunakan, apakah 3-sigma atau 6-sigma dan klik ‘OK’. Setelah kembali pada dialog box sebelumnya, klik ‘OK’ sehingga muncul grafik seperti berikut:
Dari gambar dapat dilihat besar deviasi rata-rata proses dan kondisi proses diantara target.
Setelah rata-rata proses dan deviasi didapatkan, program tersebut ditutup untuk kembali pada menu utama model kemampuan proses pada
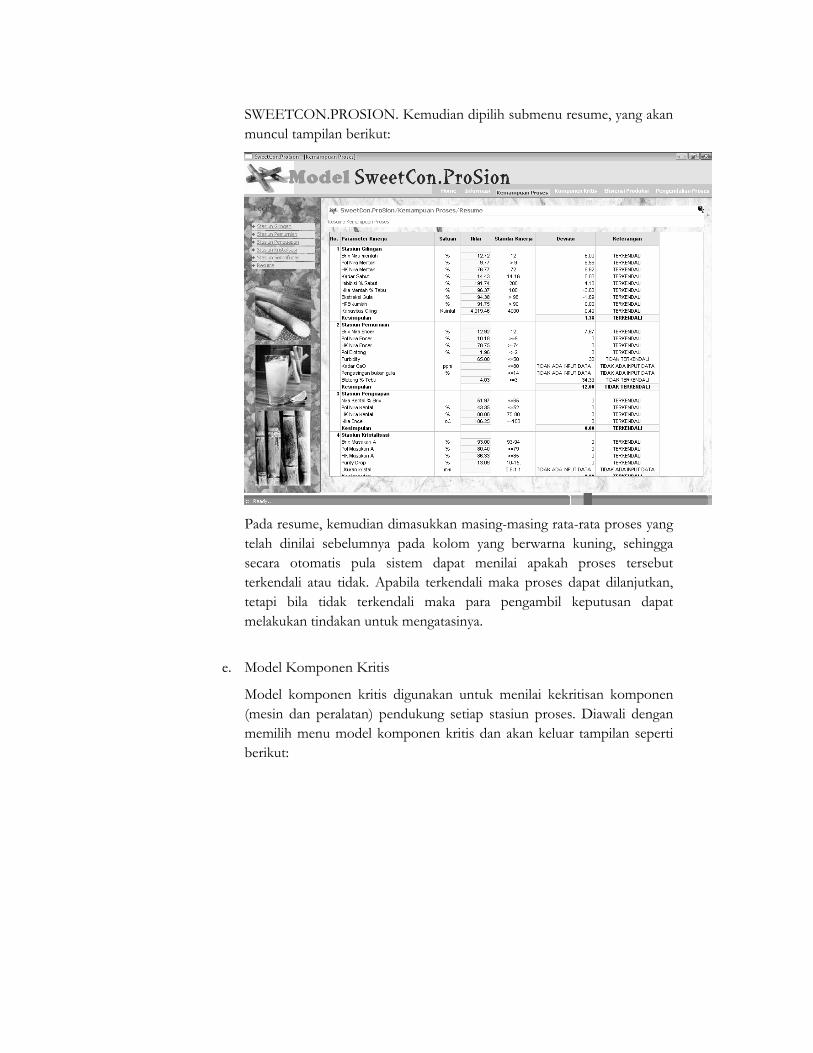
SWEETCON.PROSION. Kemudian dipilih submenu resume, yang akan muncul tampilan berikut:
Pada resume, kemudian dimasukkan masing-masing rata-rata proses yang telah dinilai sebelumnya pada kolom yang berwarna kuning, sehingga secara otomatis pula sistem dapat menilai apakah proses tersebut terkendali atau tidak. Apabila terkendali maka proses dapat dilanjutkan, tetapi bila tidak terkendali maka para pengambil keputusan dapat melakukan tindakan untuk mengatasinya.
e. Model Komponen Kritis
Model komponen kritis digunakan untuk menilai kekritisan komponen (mesin dan peralatan) pendukung setiap stasiun proses. Diawali dengan memilih menu model komponen kritis dan akan keluar tampilan seperti berikut:

Kemudian dapat dipilih model yang akan dibobotkan berdasarkan kuesioner yang telah diberi pembobotan oleh pakar ysng juga telah dirata-ratakan. Misalkan dipilih ‘ECR Mesin’ lalu tekan ‘klik disini untuk melanjutkan’ dan akan muncul tampilan berikut:
Setelah dialog box muncul, isikan goal atau tujuan pembobotan dan klik ‘OK’. Untuk membuat cabang-cabang dari goal tersebut adalah dengan mengklik kanan pada goal dan pilih ‘edit node’, begitu juga node-node dibawahnya.

Setelah itu dilakukan perbandingan berpasangan dengan mengklik pada
gambar sehingga muncul tampilan dibawah ini. Kemudian isikan masing-masing bobot. Apabila yang berwarna hitam adalah suatu angka ‘x’ maka yang berwarna merah adalah ‘1/x’. dari tabel juga dapat dilihat nilai inkonsistensinya.
Setelah dilakukan pembobotan pada masing-masing kriteria dan alternatifnya, maka muncul tampilan akhir hasil pembobotan rata-rata pakar seperti berikut:

Program pembobotan tersebut ditutup, kemudian kembali ke menu model komponen kritis pada SWEETCON.PROSION dan dipilih submenu ‘ECR Keseluruhan’ sehingga muncul tampilan berikut:
Pada submenu ini terdapat tabel pembobotan kriteria, bobot indikator, dan nilai indikator yang kesemuanya telah diberikan oleh pakar. Untuk pembobotan kriteria dan indikator sebelumnya telah dianalisa pada submodel ‘Kritis Proses’ sebelumnya. Secara otomatis hasil perhitungan didapatkan nilai ECR pada masing-masing komponen maupun resume yang merupakan nilai kekritisan semua komponen.
f. Model Efisiensi Produksi Model efisiensi proses produksi digunakan untuk melakukan perhitungan efisiensi absolut dan efisiensi relatif proses produksi dengan menggunakan indikator Barbiroli. 1) Model efisiensi absolut
Langkah pertama yang harus dilakukan adalah mengklik menu efisiensi produksi kemudian mengklik menu indikator. Tambahkan satu persatu indikator yang akan digunakan lalu lanjutkan dengan menekan tombol [Enter]. Tampilan akan terlihat seperti berikut:

Tambahkan aspek-aspek yang akan digunakan di dalam analisa yang dilanjutkan dengan mengklik menu aspek lalu dilanjutkan dengan menekan tombol [Enter]. Tampilan yang terlihat adalah:
Nilai input dari setiap aspek yang digunakan untuk masing-masing indikator dimasukkan dengan mengklik menu input. Nilai yang dimasukkan tidak boleh bernilai negatif. Tampilannya adalah sebagai berikut:
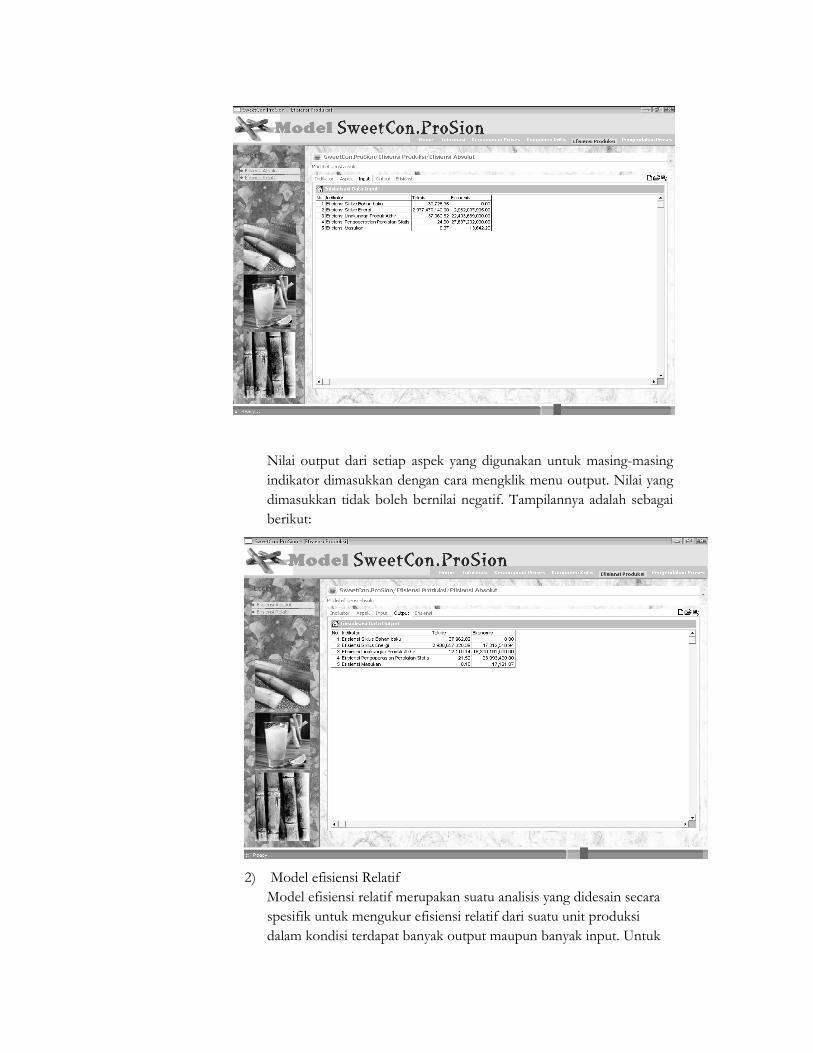
Nilai output dari setiap aspek yang digunakan untuk masing-masing indikator dimasukkan dengan cara mengklik menu output. Nilai yang dimasukkan tidak boleh bernilai negatif. Tampilannya adalah sebagai berikut:
2) Model efisiensi Relatif
Model efisiensi relatif merupakan suatu analisis yang didesain secara spesifik untuk mengukur efisiensi relatif dari suatu unit produksi dalam kondisi terdapat banyak output maupun banyak input. Untuk

melakukan analisis efisiensi relatif, klik menu Efisiensi Relatif yang akan terlihat tampilan seperti berikut:
Selanjutnya mengklik tombol ‘klik disini untuk melanjutkan’. Program DEA for Windows akan terpanggil pada program SWEETCON.PROSION.
Data dimasukkan dengan mengklik menu edit, kemudian pilih insert column dan insert row. Jumlah tabel dapat diatur sesuai dengan kebutuhan data. Lalu data dimasukkan kedalam baris dan kolom yang sudah terbentuk.
Klik menu run dilanjutkan mengklik tombol select IO untuk menentukan data yang bertindak sebagai input dan output lalu dipilih select unit untuk menentukanindikator-indikator yang digunakan. Setelah itu diklik tombol run dilanjutkan dengan execute. Pilih jenis tabel dan keluaran yang diinginkan dan sesuaikan pengaturan lainnya dilanjutkan dengan menekan tombol OK sehingga hasil perhitungan efisiensi relative akan muncul seperti tampilan berikut:

g. Model Pengendalian Proses Aplikasi model Pengendalian Proses menggunakan metode AHP dengan penilaian fuzzy dalam rentang 1 (satu) sampai 9 (sembilan). Menu model pengendalian proses dibagi lagi kedalam dua submenu, yaitu pembobotan kriteria dan pembobotan alternatif yang keduanya dianalisa menggunakan metode yang sama. Aplikasi model menggunakan proses hirarki analisa memiliki 2 (dua) bagian panel dialog utama yaitu area struktur jaringan yang merupakan halaman muka dan matriks pendapat pakar. Disamping itu model ini dilengkapi dengan panel resume analisis serta beberapa tombol perintah yang terdapat pada masing-masing panel. Visualisasi halaman utama model AHP dapat dilihat dilihat pada tampilan berikut:
Hirarki/layer
Grup elemen
Elemen
Area struktur jaringan
Konektor
Informasi hasil analisis
Kumpulan tombol perintah
Informasi dokumen aktif
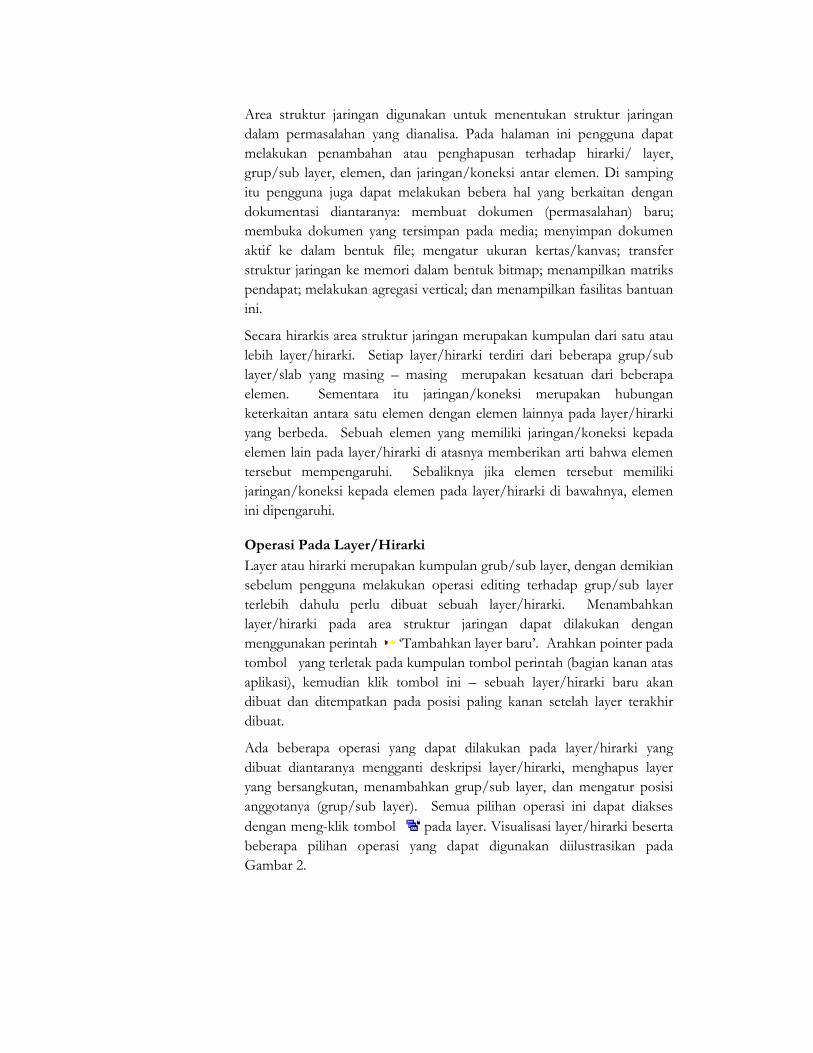
Area struktur jaringan digunakan untuk menentukan struktur jaringan dalam permasalahan yang dianalisa. Pada halaman ini pengguna dapat melakukan penambahan atau penghapusan terhadap hirarki/ layer, grup/sub layer, elemen, dan jaringan/koneksi antar elemen. Di samping itu pengguna juga dapat melakukan bebera hal yang berkaitan dengan dokumentasi diantaranya: membuat dokumen (permasalahan) baru; membuka dokumen yang tersimpan pada media; menyimpan dokumen aktif ke dalam bentuk file; mengatur ukuran kertas/kanvas; transfer struktur jaringan ke memori dalam bentuk bitmap; menampilkan matriks pendapat; melakukan agregasi vertical; dan menampilkan fasilitas bantuan ini.
Secara hirarkis area struktur jaringan merupakan kumpulan dari satu atau lebih layer/hirarki. Setiap layer/hirarki terdiri dari beberapa grup/sub layer/slab yang masing – masing merupakan kesatuan dari beberapa elemen. Sementara itu jaringan/koneksi merupakan hubungan keterkaitan antara satu elemen dengan elemen lainnya pada layer/hirarki yang berbeda. Sebuah elemen yang memiliki jaringan/koneksi kepada elemen lain pada layer/hirarki di atasnya memberikan arti bahwa elemen tersebut mempengaruhi. Sebaliknya jika elemen tersebut memiliki jaringan/koneksi kepada elemen pada layer/hirarki di bawahnya, elemen ini dipengaruhi.
Operasi Pada Layer/Hirarki
Layer atau hirarki merupakan kumpulan grub/sub layer, dengan demikian sebelum pengguna melakukan operasi editing terhadap grup/sub layer terlebih dahulu perlu dibuat sebuah layer/hirarki. Menambahkan layer/hirarki pada area struktur jaringan dapat dilakukan dengan menggunakan perintah ‘Tambahkan layer baru’. Arahkan pointer pada tombol yang terletak pada kumpulan tombol perintah (bagian kanan atas aplikasi), kemudian klik tombol ini – sebuah layer/hirarki baru akan dibuat dan ditempatkan pada posisi paling kanan setelah layer terakhir dibuat.
Ada beberapa operasi yang dapat dilakukan pada layer/hirarki yang dibuat diantaranya mengganti deskripsi layer/hirarki, menghapus layer yang bersangkutan, menambahkan grup/sub layer, dan mengatur posisi anggotanya (grup/sub layer). Semua pilihan operasi ini dapat diakses dengan meng-klik tombol pada layer. Visualisasi layer/hirarki beserta beberapa pilihan operasi yang dapat digunakan diilustrasikan pada Gambar 2.

Gambar 2. Layer/hirarki dan beberapa pilihan operasinya.
Mengganti deskripsi layer/hirarki Desksipsi layer/hirarki dapat diganti sesuai kebutuhan seperti tujuan, aktor, faktor, strategi dan seterusnya. Untuk mengganti deskripsi layer/hirarki, aktifkan menu pilihan layer/hirarki dengan meng-klik tombol pada layer, kemudian pilih perintah ‘Edit Keterangan Layer Ini’. Sekali perintah ini dijalankan, judul layer akan berubah menjadi mode edit. Gantilah keterangan layer/hirarki sesuai keperluan kemudian diakhiri dengan menekan [Enter] untuk menyetujui perubahan. Untuk membatalkannya, tekan tombol [Esc] pada keyboard. Persiapan mengganti deskripsi layer/hirarki juga dapat diaktifkan dengan meng-klik ganda judul layer/hirarki yang bersangkutan.
Menghapus layer/hirarki Layer/hirarki dapat dihapus jika layer/hirarki ini tidak diperlukan. Klik tombol pada layer, kemudian pilih perintah ‘Hapus Layer Ini’. Perlu diketahui bahwa penghapusan layer akan mengakibatkan semua grup/sub layer beserta elemen – elemen yang ada pada layer/hirarki ini akan dihapus. Di samping itu penghapusan ini tidak dapat dibatalkan, karena itu yakinkan terlebih dahulu sebelum melakukan operasi ini.
Menambahkan grup/sub layer pada layer/hirarki Grup/sub layer dapat ditambahkan melalui operasi ‘Tambahkan Grup/Sub Layer’ pada menu pilihan layer. Arahkan pointer pada tombol
, kemudian klik tombol ini untuk menampilkan menu pilihan layer. Pilihlah perintah yang bersesuaian untuk menambahkan.
Mengatur posisi grup secara otomatis Posisi grup/sub layer yang terdapat pada sebuah layer/hirarki dapat disusun secara otomatis. Kegiatan ini dapat dilakukan dengan meng-klik perintah ‘Susun Kembali Posisi Semua Grup’ yang ada pada menu pilihan layer.
Klik di sini untuk menampilkan menu utama
Keterangan layer/hirarki
Mengganti deskripsi/keterangan layer/hirarki Menghapus layer
Menambahkan grup/sub layer baru
Menyusun posisi grup/sub layer secara otomatis

Operasi Pada Grup/Sub Layer Grup/sub layer yang merupakan anggota dari sebuah layer diartikan sebagai kumpulan elemen – elemen. Dengan demikian penambahan elemen tidak dapat dilakukan sebelum grup/sub layer-nya dibuat. Pembuatan grup/sub layer dapat dilakukan dengan mengikuti prosedur yang telah dijelaskan pada bagian operasi pada layer/hirarki.
Ada beberapa operasi dasar yang dapat dilakukan pada grup/sub layer ini di antaranya mengganti deskripsi/keterangan sub layer, menghapus grup, menambahkan elemen pada grup, dan mengkopi grup beserta elemen – elemennya ke memori. Operasi – operasi ini dapat diakses dengan meng-klik tombol pada grup/sub layer.
Gambar 3. Visualisasi grup/sub layer beserta pilihan operasinya.
Mengganti deskripsi grup/sub layer Deskripsi atau keterangan dari sebuah grup dapat diganti sesuai kebutuhan. Aktifkan pilihan grup/sub layer dengan mengklik tombol pada grup/sub layer, kemudian pilih ‘Edit Keterangan Grup/Sub Layer Ini’. Sekali perintah ini dijalankan, judul grup/sub layer berubah menjadi mode edit. Gantilah deskripsi/keterangan sesuai keperluan kemudian tekan [Enter] untuk menyetujui atau [Esc] untuk membatalkan.
Menghapus grup/sub layer Grup/sub layer dapat dihapus jika tidak dipergunakan dalam analisa. Aktifkan pilihan operasi grup/sub layer dengan meng-klik tombol pada grup/sub layer, kemudian klik – perintah ‘Hapus Grup/sub Layer Ini’. Perlu diketahui bahwa kegiatan ini tidak dapat dibatalkan. Di samping itu penghapusan grup/sub layer mengakibatkan semua elemen yang ada pada grup/sub layer ini juga dihapus. Dengan demikian yakinkan terlebih dahulu sebelum melakukan operasi ini.
Menambahkan elemen pada grup Elemen pada grup/sub layer dapat ditambahkan melalui operasi ‘Tambahkan Elemen Pada Grup/Sub Layer Ini’ pada menu pilihan
Klik di sini untuk menampilkan pilihan grup/sub layer
Keterangan grup/sub layer
Mengganti deskripsi/keterangan grup/sub layer Menghapus grup/sub layer Menambahkan elemen pada grup Mengkopi gambar grup & elemennya ke memori

grup/sub layer. Arahkan pointer di atas tombol pada grup/sub layer, kemudian klik tombol ini untuk menampilkan menu pilihan grup/sub layer. Pilihlah perintah yang bersesuaian untuk menambahkan.
Mengkopi tampilan grup Sebuah grup beserta elemen – elemennya dapat dikopi ke memori untuk kemudian digunakan pada aplikasi windows lainnya dalam bentuk bitmap. Klik tombol pada grup/sub layer untuk mengaktifkan pilihan operasi grup/sub layer – kemudian gunakan perintah ‘Kopi Grup Ini Ke Memori’. Sekali perintah ini dijalankan, visualisasi grup beserta elemen – elemennya tersimpan di memori. Gunakan operasi ‘Paste’ pada aplikasi dimana laporan anda dibuat untuk menempelkan gambar ini.
Operasi pada Elemen dan Jaringannya Secara taksis elemen merupakan entitas akhir dalam arsitektur jaringan AHP. Elemen – elemen berkumpul dalam sebuah grup/sub layer dan grup/sub layer ini berkumpul dalam sebuah layer/hirarki. Elemen juga merupakan objek terpenting dalam jaringan AHP, karena jaringan AHP pada prinsipnya menghubungkan elemen – elemen ini tanpa memperhatikan grup/sub layer atau layer/hirarki-nya.
Beberapa operasi dasar yang dapat dilakukan terhadap sebuah elemen di antaranya mengganti deskripsi/keterangan elemen, menghapus elemen, menambahkan dan menghapus koneksi, menampilkan matriks pendapat, dan memilih warna teks dan warna konektor. Penambahan elemen dapat dilakukan dengan mengikuti prosedur pada bagian operasi pada grup/sub layer.
Gambar 4. Visualisasi pilihan operasi pada objek elemen.
Mengganti deskripsi elemen Deskripsi atau keterangan elemen dapat diganti sesuai keperluan analisa. Aktifkan pilihan operasi elemen dengan meng-klik kanan elemen tersebut
Klik kanan area elemen ini untuk menampilkan pilihan operasi elemen
Keterangan grup/sub layer
Mengganti deskripsi/keterangan elemen Menghapus elemen Menambahkan elemen yang dipengaruhi Menambahkan elemen yang mempengaruhi Menghapus elemen yang dipengaruhi Menghapus elemen yang mempengaruhi

kemudian klik perintah ‘Edit Keterangan Elemen Ini’. Pada dialog yang ditampilkan, silahkan ganti deskripsi/keterangan elemen tersebut, kemudian tekan [Enter] atau klik [OK] untuk melanjutkan dan tekan [Esc] atau klik [Cancel] untuk membatalkan. Untuk meyakinkan hasil editing anda, arahkan kembali pointer ke wilayah elemen tersebut, tunggu beberapa saat sampai ditayangkan informasi singkat mengenai elemen ini.
Gambar 5. Visualisasi dialog editing deskripsi/keterangan elemen.
Menghapus elemen Sebuah elemen dapat dihapus apabila tidak diperlukan dalam jaringan AHP. Menghapus elemen dapat dilakukan dengan menggunakan perintah yang disediakan pada menu pilihan elemen. Klik-kanan elemen yang akan dihapus, kemudian klik perintah ‘Hapus Elemen Ini’. Perlu diketahui bahwa perintah ini tidak dapat dibatalkan, yakinkan terlebih dahulu bahwa elemen tersebut betul – betul akan di hapus. Operasi penghapusan elemen secara otomatis akan menghapus semua konektor yang terhubung dengan elemen yang bersangkutan.
Menambah koneksi elemen Koneksi antar elemen dapat dibuat dengan memberikan perintah ‘Tambahkan koneksi dari elemen...’ atau ‘Tambahkan koneksi ke elemen...’. Kedua perintah ini terdapat pada menu pilihan elemen. Aktifkan menu pilihan elemen dengan cara meng-klik kanan elemennya, kemudian klik perintah yang bersesuaian. Perintah ‘Tambahkan koneksi dari elemen...’ artinya menambahkan elemen – elemen yang dipengaruhi, dan perintah ‘Tambahkan koneksi ke elemen...’ berarti menambahkan elemen – elemen yang mempengaruhi elemen tersebut. Koneksi antar elemen ditandai dengan adanya sebuah garis penghubung atara dua elemen tersebut.
Penambahan konektor antar elemen juga dapat dilakukan dengan cara melakukan operasi drag – drop. Seretlah elemen yang dipengaruhi ke elemen lain yang mempengaruhinya. Jika berhasil / diperbolehkan, konektor akan dibuat.

Menghapus koneksi antar elemen Koneksi antara dua elemen dapat dihapus apabila tidak diperlukan. Aktifkan menu pilihan operasi elemen dengan cara meng-klik kanan salah satu elemen yang berhubungan kemudian klik perintah yang bersesuaian. Untuk menghapus koneksi ke elemen sebelumnya (elemen yang dipengaruhi) gunakan perintah ‘Hapus Koneksi dari Elemen…’ dan untuk menghapus koneksi ke elemen berikutnya (elemen yang mempengaruhi) gunakan perintah ‘Hapus Koneksi Ke Elemen…’.
Perlu diketahui bahwa penghapusan konektor ini akan menghapus beberapa data penilaian pakar pada matriks pendapat karena matriks pendapat sebetulnya dibuat berdasarkan koneksi yang terbentuk antara beberapa elemen. Di samping itu operasi ini tidak dapat dibatalkan, karena itu yakinkan terlebih dahulu jika anda akan menghapusnya.
Menampilkan matriks pendapat Untuk menampilkan matriks pendapat pakar yang mempengaruhi sebuah elemen, pengguna dapat menggunakan perintah yang disediakan pada menu pilihan operasi elemen. Klik – kanan elemen tersebut kemudian pilih perintah ‘Tampilkan Matriks Pendapat Pakar Terhadap Elemen x’, x adalah elemen anda pilih. Petunjuk operasional pada matriks pendapat pakar dibahas khusus pada bagian Matriks Pendapat Pakar.
Mengatur warna teks dan konektor Warna teks pada elemen dan warna konektor antar elemen dapat diganti sesuai selera pengguna. Perintah – perintah ini disediakan pada menu pilihan operasi elemen yang dapat ditayangkan dengan meng-klik kanan elemen yang bersangkutan.
Untuk mengganti warna teks pada elemen, gunakan perintah ‘Memilih Warna Huruf dan Konektor|Pilih Warna Huruf...’. Pada dialog yang ditampilkan, pilihlah warna sesuai selera kemudian klik [OK] untuk menyetujui atau [Esc] untuk membatalkan. Jika dialog pilihan warna teks ini disetujui maka warna teks akan berubah sesuai pilihan anda.
Warna konektor juga dapat diganti sesuai selera pengguna. Klik kanan elemen yang merupakan awal koneksi kemudian gunakan perintah ‘Memilih Warna Huruf dan Konektor|Pilih Warna Konektor...’. Pada dialog yang ditampilkan pilihlah warna sesuai selera kemudian klik [OK] untuk menyetujui atau [Esc] untuk membatalkan. Jika dialog pilihan warna ini disetujui, maka semua konektor yang berasal dari elemen ini (menuju elemen – elemen pada layer/hirarki yang lebih tinggi) warnanya akan diganti sesuai pilihan pengguna.
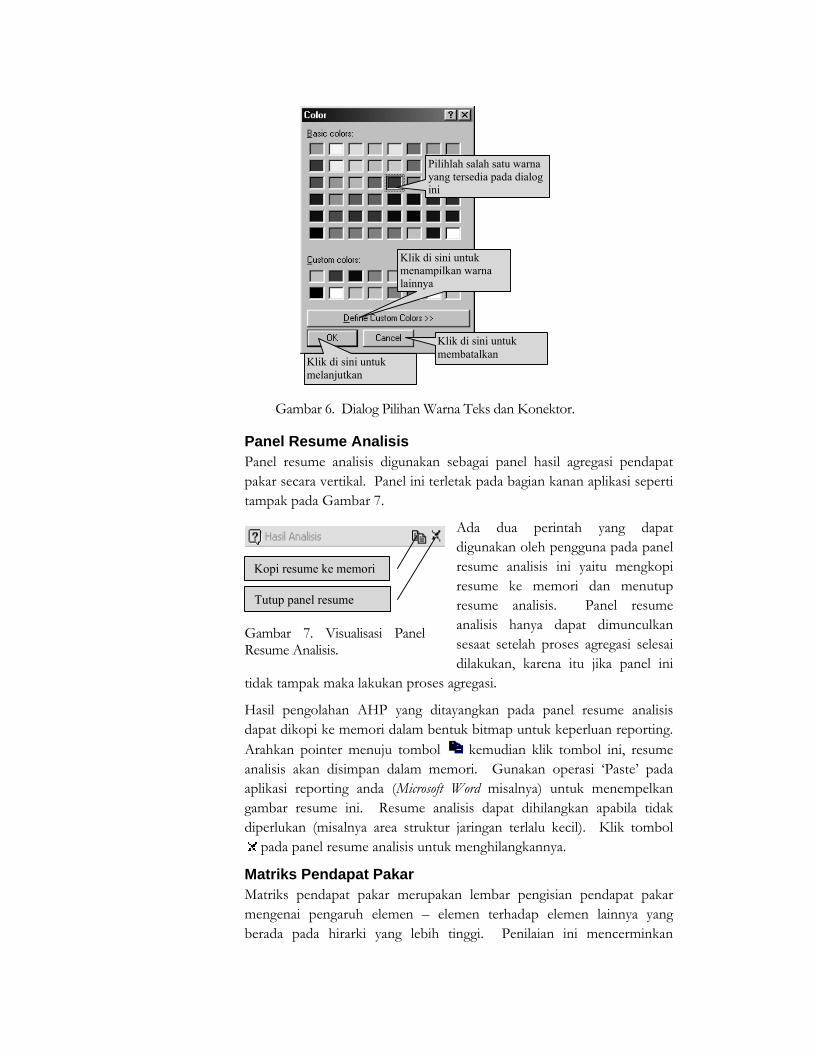
Gambar 6. Dialog Pilihan Warna Teks dan Konektor.
Panel Resume Analisis Panel resume analisis digunakan sebagai panel hasil agregasi pendapat pakar secara vertikal. Panel ini terletak pada bagian kanan aplikasi seperti tampak pada Gambar 7.
Ada dua perintah yang dapat digunakan oleh pengguna pada panel resume analisis ini yaitu mengkopi resume ke memori dan menutup resume analisis. Panel resume analisis hanya dapat dimunculkan sesaat setelah proses agregasi selesai dilakukan, karena itu jika panel ini
tidak tampak maka lakukan proses agregasi.
Hasil pengolahan AHP yang ditayangkan pada panel resume analisis dapat dikopi ke memori dalam bentuk bitmap untuk keperluan reporting. Arahkan pointer menuju tombol kemudian klik tombol ini, resume analisis akan disimpan dalam memori. Gunakan operasi ‘Paste’ pada aplikasi reporting anda (Microsoft Word misalnya) untuk menempelkan gambar resume ini. Resume analisis dapat dihilangkan apabila tidak diperlukan (misalnya area struktur jaringan terlalu kecil). Klik tombol
pada panel resume analisis untuk menghilangkannya.
Matriks Pendapat Pakar Matriks pendapat pakar merupakan lembar pengisian pendapat pakar mengenai pengaruh elemen – elemen terhadap elemen lainnya yang berada pada hirarki yang lebih tinggi. Penilaian ini mencerminkan
Klik di sini untuk melanjutkan
Klik di sini untuk membatalkan
Pilihlah salah satu warna yang tersedia pada dialog ini
Klik di sini untuk menampilkan warna lainnya
Kopi resume ke memori
Tutup panel resume
Gambar 7. Visualisasi PanelResume Analisis.

kekuatan perbandingan kekuatan 2 (dua) buah elemen terhadap elemen lain yang dipengaruhinya, karena itu dialog pendapat pakar disajikan dalam bentuk matriks.
Gambar 8. Visualisasi Matriks Pendapat Pakar.
Halaman matriks pendapat pakar terdiri dari dua bagian utama yaitu matriks pendapat individu dan matriks pendapat agregat. Matriks pendapat individu adalah matriks pendapat dimana pengguna dapat melakukan input data berdasarkan hasil pengamatan. Matriks pendapat individu terletak pada bagian kiri layar dan terdiri dari satu atau lebih matriks yang disediakan untuk satu atau lebih responden. Di sisi lain (sebelah kanan) terdapat sebuah matriks pendapat yang merupakan matriks pendapat agregat.
Menambah dan Menghapus Matriks Pendapat Secara default model AHP menyediakan sebuah matriks yakni untuk seorang responden/pakar. Akan tetapi pakar/responden ini dapat ditambah atau dikurangi sesuai keperluan.
Untuk menambahkan responden, arahkan pointer pada tombol yang terletak di sebelah kanan atas halaman matriks pendapat. Klik tombol ini – sebuah matriks baru ditambahkan dengan nama responden/pakar yang secara default diberikan inisial R. Gantilah informasi responden/pakar ini sesuai keperluan dengan menggunakan prosedur mengganti informasi responden.
Untuk menghapus pendapat pakar, gunakan perintah ‘Hapus Matriks Pendapat Ini’. Arahkan pointer di atas tombol yang terdapat pada baris terbawah matriks pendapat yang bersangkutan. Klik tombol ini – pendapat pakar akan dihapus. Perlu diketahui bahwa perintah ini tidak dapat dibatalkan, yakinkan terlebih dahulu sebelum anda menghapusnya.
Informasi mengenai elemen yang berpengaruh
Pendapat Agregat dari Keseluruhan Pakar
Informasi Konsistensi Pendapat
Kopi pendapat ke memori
Kopi semua pendapat ke memori
Tambahkan responden baru
Tutup matriks pendapat
Informasi Pakar

Mengganti Informasi Responden Informasi responden dapat diganti sesuai keperluan pengguna. Klik ganda pada area informasi responden kemudian masukan informasi responden sesuai keperluan. Tekan [Enter] untuk menyetujui atau [Esc] untuk membatalkan. Catatan : Dianjurkan untuk memberikan informasi responden yang unik dan singkat untuk menghindari kemungkinan konfliknya variabel dalam sistem.
Mengkopi Pendapat ke Memori Pendapat pakar dapat dikopi ke memori windows dalam bentuk bitmap. Fasilitas ini dirancang khusus untuk keperluan reporting atau dokumentasi lainnya. Untuk mengkopi pendapat masing – masing pakar, arahkan pointer pada tombol ‘Kopi matriks pendapat ke memori’ yang terdapat pada baris terbawah matriks pendapat yang bersangkutan. Klik tombol ini, pendapat akan disimpan dalam memori untuk kemudian digunakan pada aplikasi windows lainnya. Untuk mengkopi semua pendapat sekaligus, gunakan tombol kopi yang terdapat pada bagian kanan atas halaman matriks pendapat.
Melakukan Prosedur Agregasi Horisontal Agregasi horisontal merupakan serangkaian prosedur iteratif untuk menghasilkan vektor yang stasioner (lamda maksimum). Prosedur ini pada prinsipnya melibatkan operasi perkalian matriks berulang sehingga menghasilkan nilai vektor dalam ketelitian 4 (empat) desimal. Klik tombol pada matriks pendapat untuk melakukan prosedur agregasi. Hasil perhitungannya ditayangkan dalam kolom vektor. Perintah ini juga melibatkan perhitungan agregat dari pendapat – pendapat pakar dengan menggunakan rata – rata geometris, hasilnya ditayangkan pada matriks pendapat agregat (matriks pendapat yang ditempatkan pada bagian kanan halaman).
Matriks Pendapat dan Vektor Prioritas Pengisian matriks pendapat terdiri dari 2 (dua) bagian yaitu pengisian pendapat dengan membandingkan masing – masing elemen (non direct) dan pengisian secara langsung (direct). Pengisian pendapat non direct dilakukan dengan cara membandingkan kekuatan pengaruh antar elemen pada baris terhadap elemen – elemen pada kolom. Apabila pengaruh elemen baris lebih besar dari pada pada kolom maka nilai yang diberikan adalah x, sebaliknya jika elemen kolom lebih besar daripada elemen baris maka nilai yang diberikan adalah 1/x. x didefinisikan sebagai tingkat kekuatan pengaruh yang nilainya antara 1 dan 9.
Untuk pengisian pendapat non direct, arahkan pointer pada tombol pada sel yang diperbandingkan, kemudian klik tombol ini. Pada menu
penilaian yang muncul disediakan beberapa pilihan nilai, klik salah satu

Klik tombol ini untuk menampilkan pilihan nilai
Aktifkan ceklis ini jika pendapat direct
Klik ganda di kolom ini untuk penilaian direct
perintah sesuai penilaian pakar terhadap sel tersebut. Tidak semua sel diperbolehkan untuk diisi karena secara beberapa sel akan diisi secara otomatis. Untuk diagonal utama misalnya secara otomatis akan diberi nilai 1 (satu) dan untuk diagonal yang berlawanan akan diberi nilai inversi dari data masukan.
Gambar 9. Visualisasi Penilaian Matriks Pendapat Pakar
Pendapat direct dimaksudkan untuk mengisi pendapat pakar secara langsung tanpa membandingkan antara elemen – elemennya. Dengan demikian penilaian kekuatan diberikan secara langsung oleh pengguna dengan memasukan nilai numerik. Perhitungan vektor untuk pendapat direct disini cukup sederhana yaitu dengan membuat proporsi dari nilai totalnya.
Untuk penilaian direct dari sebuah elemen dapat dilakukan dengan cara meng-klik ganda kolom ‘Direct’ pada baris yang bersesuaian dengan elemennya. Masukkan penilaian sesuai pengamatan kemudian tekan [Enter] untuk melanjutkan atau [Esc] untuk membatalkan.
Menutup Halaman Matriks Pendapat Menutup halaman matriks pendapat pakar untuk kembali ke halaman utama dapat dilakukan dengan cara mengklik tombol sebelah kanan halaman matriks pendapat. Arahkan pointer pada tombol tersebut, kemudian lakukan klik kiri pada mouse anda.
Informasi Elemen – Elemen Yang Berpengaruh Informasi elemen pada baris dan kolom yang ditampilkan hanya berupa nomor elemen dan bukan informasi elemen sebenarnya. Informasi elemen – elemen ini diletakan pada bagian bawah kanan atau setelah matriks pendapat agregat.
Interpretasi Pendapat Direct dan Non Direct Bagaimana pendapat direct dan non direct digunakan dalam pengolahan vertikal ?. Pada agregasi/pengolahan vertikal pendapat yang diperhitungkan adalah pendapat geometris dari keseluruhan pakar. Pendapat ini tergantung dari opsi yang ditetapkan pengguna pada saat pengisian matriks pendapat. Jika semua opsi ‘Direct?’ yang ada pada
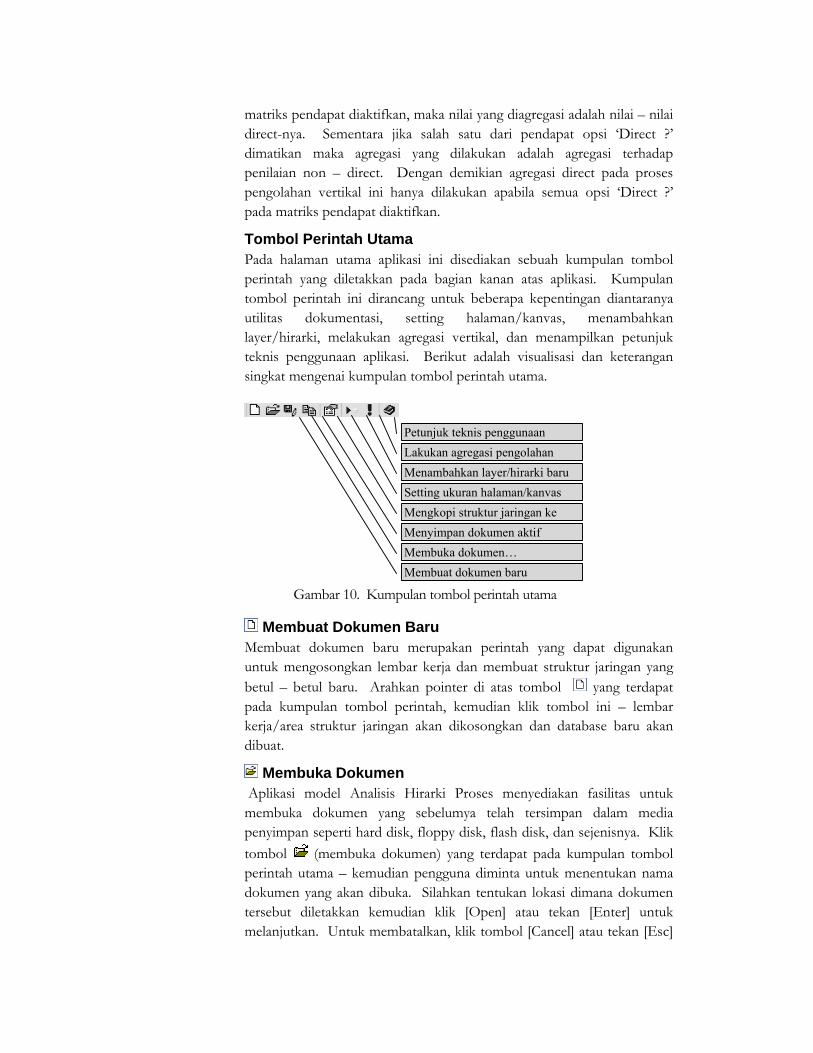
Petunjuk teknis penggunaan Lakukan agregasi pengolahan Menambahkan layer/hirarki baruSetting ukuran halaman/kanvasMengkopi struktur jaringan ke Menyimpan dokumen aktifMembuka dokumen…Membuat dokumen baru
matriks pendapat diaktifkan, maka nilai yang diagregasi adalah nilai – nilai direct-nya. Sementara jika salah satu dari pendapat opsi ‘Direct ?’ dimatikan maka agregasi yang dilakukan adalah agregasi terhadap penilaian non – direct. Dengan demikian agregasi direct pada proses pengolahan vertikal ini hanya dilakukan apabila semua opsi ‘Direct ?’ pada matriks pendapat diaktifkan.
Tombol Perintah Utama Pada halaman utama aplikasi ini disediakan sebuah kumpulan tombol perintah yang diletakkan pada bagian kanan atas aplikasi. Kumpulan tombol perintah ini dirancang untuk beberapa kepentingan diantaranya utilitas dokumentasi, setting halaman/kanvas, menambahkan layer/hirarki, melakukan agregasi vertikal, dan menampilkan petunjuk teknis penggunaan aplikasi. Berikut adalah visualisasi dan keterangan singkat mengenai kumpulan tombol perintah utama.
Gambar 10. Kumpulan tombol perintah utama
Membuat Dokumen Baru Membuat dokumen baru merupakan perintah yang dapat digunakan untuk mengosongkan lembar kerja dan membuat struktur jaringan yang betul – betul baru. Arahkan pointer di atas tombol yang terdapat pada kumpulan tombol perintah, kemudian klik tombol ini – lembar kerja/area struktur jaringan akan dikosongkan dan database baru akan dibuat.
Membuka Dokumen Aplikasi model Analisis Hirarki Proses menyediakan fasilitas untuk membuka dokumen yang sebelumya telah tersimpan dalam media penyimpan seperti hard disk, floppy disk, flash disk, dan sejenisnya. Klik tombol (membuka dokumen) yang terdapat pada kumpulan tombol perintah utama – kemudian pengguna diminta untuk menentukan nama dokumen yang akan dibuka. Silahkan tentukan lokasi dimana dokumen tersebut diletakkan kemudian klik [Open] atau tekan [Enter] untuk melanjutkan. Untuk membatalkan, klik tombol [Cancel] atau tekan [Esc]

pada keyboard. Semua dokumen Analisis Hirarki Proses secara default disimpan dalam file berekstensi *.eatp. Visualisasi Dialog pembukaan dokumen dapat dilihat pada Gambar 11.
Gambar 11. Visualisasi dialog membuka dokumen
Menyimpan dokumen aktif Ada kemungkinan pengguna tidak dapat melanjutkan pekerjaan karena satu dan lain hal sementara simulasi atau bahkan entri data belum selesai. Dalam kondisi ini pengguna dapan menunda pekerjaan tersebut kemudian dilanjutkan pada kesempatan lain. Simpanlah dokumen tersebut dalam bentuk file. Klik tombol (Menimpan dokumen aktif) yang terletak pada kumpulan tombol perintah utama. Jika dokumen yang sedang aktif belum memiliki nama dokumen, maka dialog permintaan nama dokumen akan ditampilkan. Tetapkan lokasi dan nama dokumen pada dialog tersebut, kemudian klik [OK] atau tekan [Enter] untuk melanjutkan dan klik [OK] atau tekan [Esc] untuk membatalkan. Jika dokumen tersebut sudah mempunyai nama file, sistem tidak lagi meminta nama dokumen.
Pilih lokasi file di sini
Klik nama file yang akan dibuka
Klik di sini untuk melanjutkan
Klik di sini untuk membatalkan

Gambar 12. Dialog menyimpan dokumen
Kopi ke memori Untuk keperluan laporan mengenai struktur jaringan dan vektor – vektornya, pengguna dapat menggunakan fasilitas kopi struktur jaringan ke memori. Perintah ini digunakan untuk mengkopi struktur jaringan ke memori untuk kemudian ditempelkan pada aplikasi pelaporan lain seperti Microsoft Word, Microsoft Excel, Microsoft Powerpoint, dan sejenisnya. Klik tombol yang bertanda yang diletakkan pada kumpulan tombol perintah utama, struktur jaringan beserta vektor – vektornya otomatis tersimpan di memori dalam bentuk bitmap. Gunakan fasilitas Paste pada aplikasi pelaporan anda untuk menempelkan struktur jaringan ini.
Setting ukuran halaman/kanvas Ukuran kertas/halaman/lembar kerja struktur jaringan dapat diubah sesuai keperluan. Gunakan perintah (Setting ukuran kertas/kanvas), kemudian pada dialog yang ditampilkan silahkan pilih jenis kertas sesuai keinginan anda. Jika jenis kertas tidak tersedia, pengguna dapat menentukan ukuran kertas secara manual dalam satuan cm. untuk menyetujui perubahan ukuran kertas/kanvas, klik [Lanjut] atau tekan [Enter], dan untuk membatalkannya klik [Batal] atau tekan [Esc] pada keyboard.
Gambar 13. Visualisasi pilihan ukuran kertas
Pilih lokasi file di sini
Tuliskan nama file di sini
Klik di sini untuk melanjutkan
Klik di sini untuk membatalkan
Klik di sini untuk melanjutkanKlik di sini untuk membatalkan
Ceklis ini menunjukkan bahwa dimensi horisontal ditukar dengan vertikal dan sebaliknya

Menambahkan layer/hirarki baru Tombol berikutnya yang disediakan pada kumpulan tombol perintah adalah tombol yang dapat digunakan untuk menambahkan layer/hirarki baru ( ). Klik tombol tersebut jika anda ingin menambahkan layer/hirarki baru, sebuah layer baru akan dibuat dan ditempatkan pada kolom paling kanan dalam struktur jaringan.
Melakukan prosedur agregasi vertikal Agregasi vertikal merupakan prosedur yang digunakan untuk menghitung nilai–nilai vektor semua elemen yang terlibat dalam analisis. Untuk melakukan prosedur agregasi vertikal, model AHP menyediakan sebuah tombol yang ditempatkan pada kumpulan tombol perintah utama. Arahkan pointer pada tombol yang bertanda , kemudian klik tombol ini. Silahkan tunggu beberapa saat lamanya sampai pointer berubah dalam posisi normal dan informasi vektor semua elemen telah ditampilkan.
Menampilkan petunjuk teknis penggunaan aplikasi Untuk menampilkan petunjuk teknis penggunaan model, pengguna dapat meng-klik tombol perintah yang bertanda pada kumpulan tombol perintah utama. Petunjuk penggunaan ini akan ditampilkan pada aplikasi windows help.