alimudinharahap.files.wordpress.com · Web viewRoda gigi penukar dengan jumlah 127 mempunyai...
42
BAB II ISI / MATERI 2.1. MESIN BUBUT 2.1.1Pengertian Mesin Bubut adalah suatu Mesin perkakas yang digunakan untuk memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan.Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan poros spindel dengan poros ulir. Roda gigi penukar disediakan secara khusus untuk memenuhi keperluan pembuatan ulir. Jumlah gigi pada masing-masing roda gigi penukar bervariasi besarnya mulai dari jumlah 15 sampai dengan jumlah gigi maksimum 127. Roda gigi penukar dengan jumlah 127 mempunyai 3
Transcript of alimudinharahap.files.wordpress.com · Web viewRoda gigi penukar dengan jumlah 127 mempunyai...
BAB II
ISI / MATERI
2.1. MESIN BUBUT2.1.1 Pengertian
Mesin Bubut adalah suatu Mesin perkakas yang digunakan untuk
memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan
benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja
kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan
sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak
potong relatif dan gerakkan translasi dari pahat disebut gerak umpan.Dengan
mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat
maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal
ini dapat dilakukan dengan jalan menukar roda gigi translasi yang
menghubungkan poros spindel dengan poros ulir.
Roda gigi penukar disediakan secara khusus untuk memenuhi keperluan
pembuatan ulir. Jumlah gigi pada masing-masing roda gigi penukar bervariasi
besarnya mulai dari jumlah 15 sampai dengan jumlah gigi maksimum 127. Roda
gigi penukar dengan jumlah 127 mempunyai kekhususan karena digunakan untuk
konversi dari ulir metrik ke ulir inci.
2.1.2 Jenis-jenis Mesin Bubut
Dilihat dari segi dimensinya, mesin bubut dibagi dalam beberapa kategori,
yaitu mesin bubut ringan, mesin bubut sedang, dan mesin bubut standar.
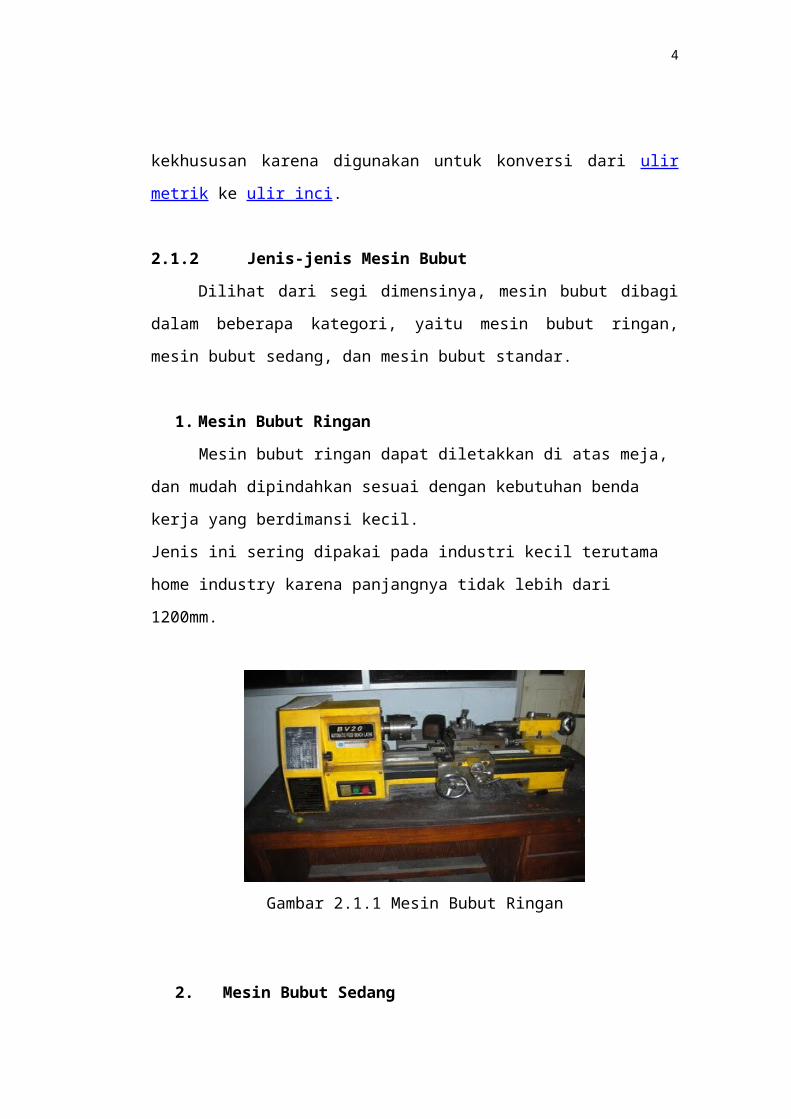
1. Mesin Bubut Ringan
Mesin bubut ringan dapat diletakkan di atas meja, dan mudah dipindahkan
sesuai dengan kebutuhan benda kerja yang berdimansi kecil.
3
4
Jenis ini sering dipakai pada industri kecil terutama home industry karena
panjangnya tidak lebih dari 1200mm.
Gambar 2.1.1 Mesin Bubut Ringan
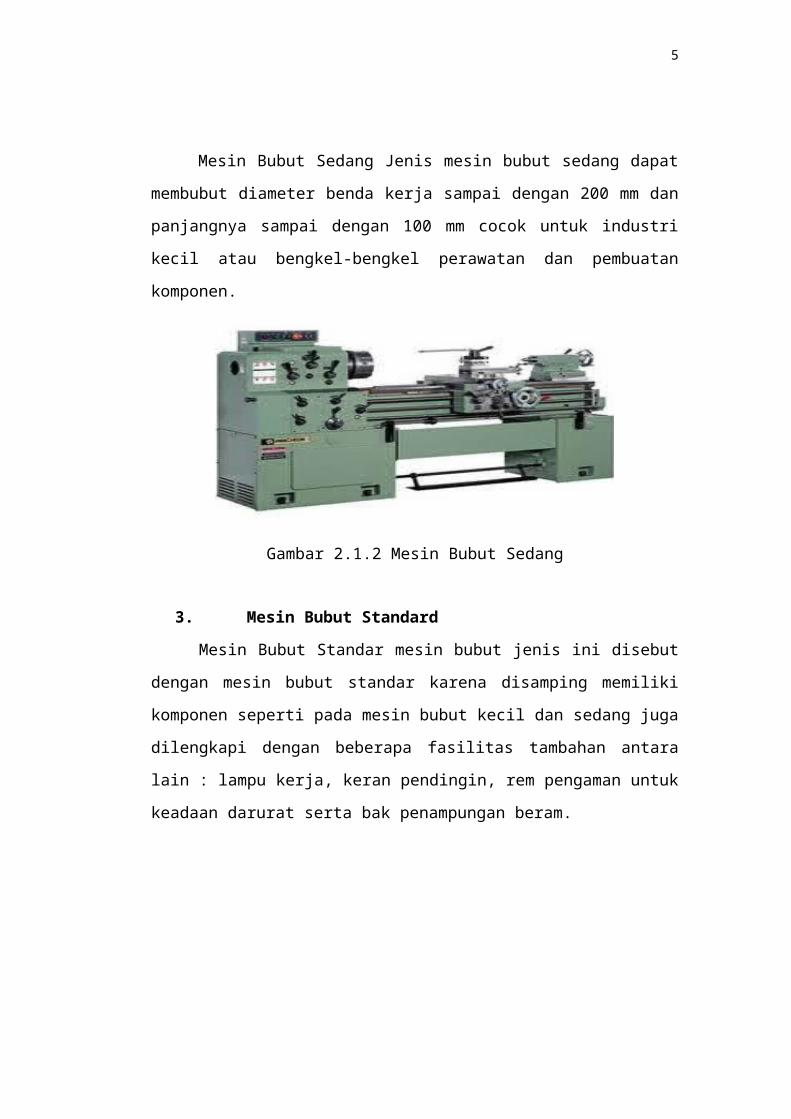
2. Mesin Bubut Sedang
Mesin Bubut Sedang Jenis mesin bubut sedang dapat membubut diameter
benda kerja sampai dengan 200 mm dan panjangnya sampai dengan 100 mm
cocok untuk industri kecil atau bengkel-bengkel perawatan dan pembuatan
komponen.
Gambar 2.1.2 Mesin Bubut Sedang
3. Mesin Bubut Standard
5
Mesin Bubut Standar mesin bubut jenis ini disebut dengan mesin bubut
standar karena disamping memiliki komponen seperti pada mesin bubut kecil dan
sedang juga dilengkapi dengan beberapa fasilitas tambahan antara lain : lampu
kerja, keran pendingin, rem pengaman untuk keadaan darurat serta bak
penampungan beram.
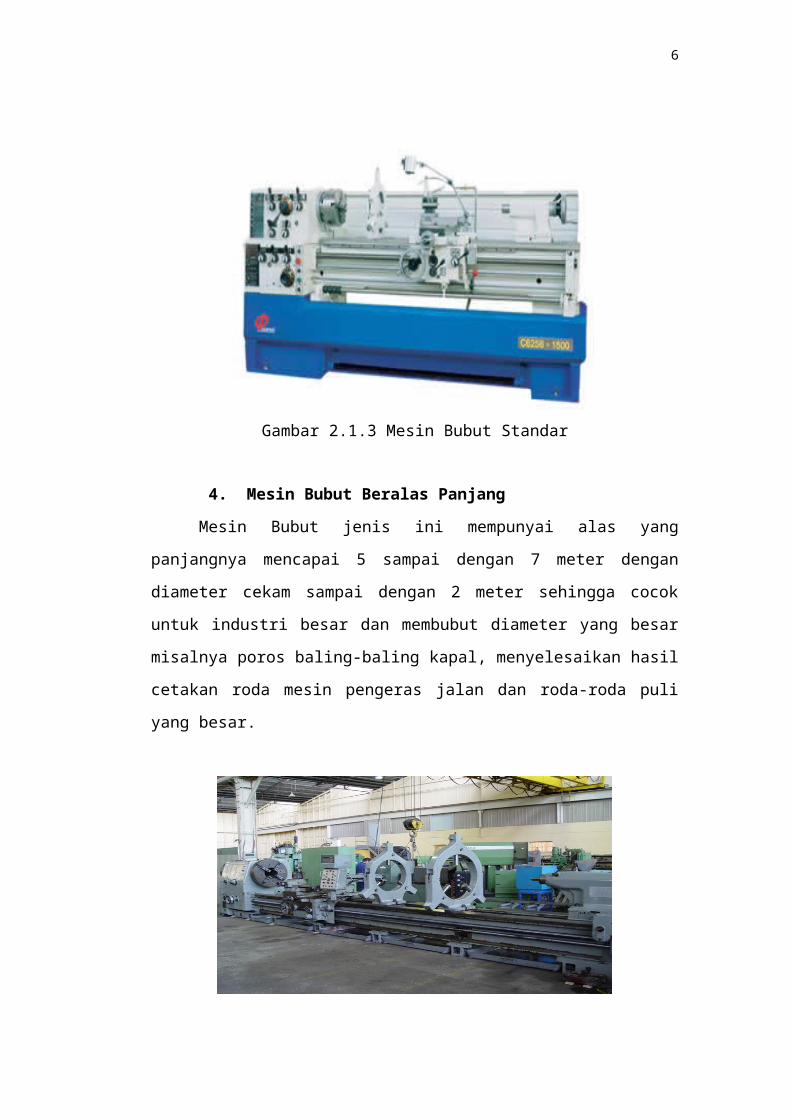
Gambar 2.1.3 Mesin Bubut Standar
4. Mesin Bubut Beralas Panjang
Mesin Bubut jenis ini mempunyai alas yang panjangnya mencapai 5
sampai dengan 7 meter dengan diameter cekam sampai dengan 2 meter sehingga
cocok untuk industri besar dan membubut diameter yang besar misalnya poros
baling-baling kapal, menyelesaikan hasil cetakan roda mesin pengeras jalan dan
roda-roda puli yang besar.
6
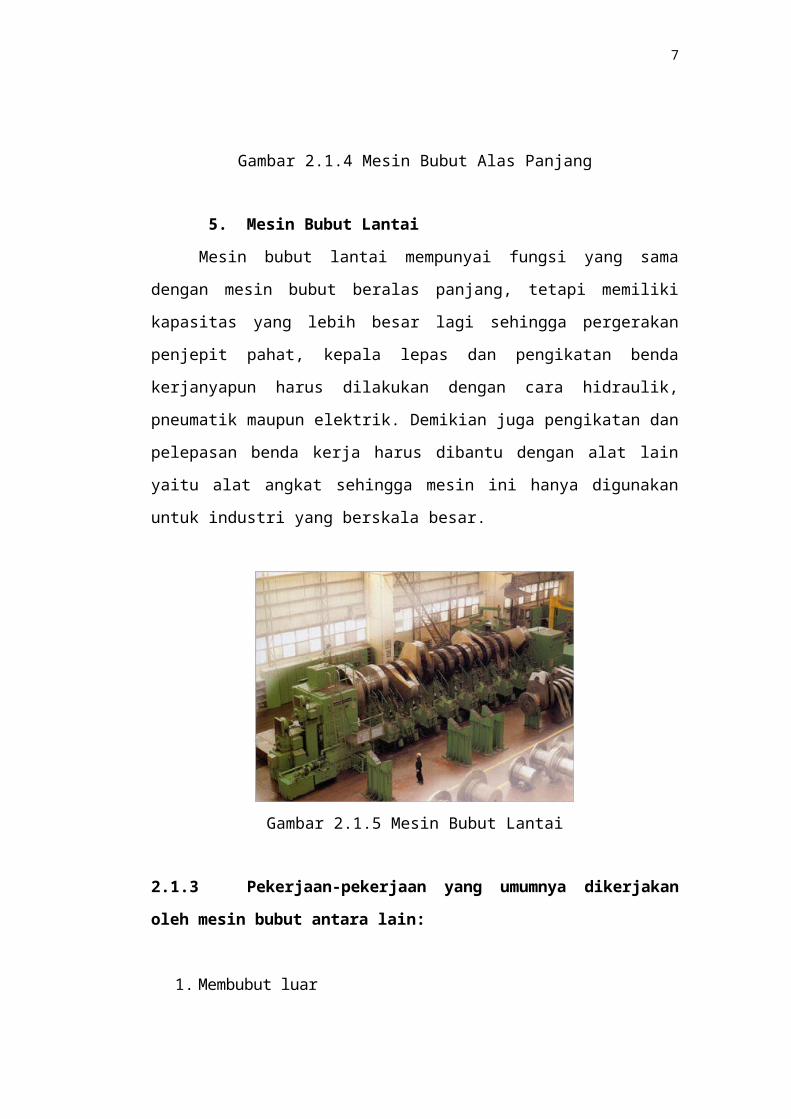
Gambar 2.1.4 Mesin Bubut Alas Panjang
5. Mesin Bubut Lantai
Mesin bubut lantai mempunyai fungsi yang sama dengan mesin bubut
beralas panjang, tetapi memiliki kapasitas yang lebih besar lagi sehingga
pergerakan penjepit pahat, kepala lepas dan pengikatan benda kerjanyapun harus
dilakukan dengan cara hidraulik, pneumatik maupun elektrik. Demikian juga
pengikatan dan pelepasan benda kerja harus dibantu dengan alat lain yaitu alat
angkat sehingga mesin ini hanya digunakan untuk industri yang berskala besar.
Gambar 2.1.5 Mesin Bubut Lantai
2.1.3 Pekerjaan-pekerjaan yang umumnya dikerjakan oleh mesin bubut
antara lain:
7
1. Membubut luar
2. Membubut dalam
3. Membubut tirus
4. Membubut permukaan
5. Memotong
6. Membuat ulir
Pada gambar 2.1.6 dapat dilihat bentuk-bentuk benda kerja yang dibuat oleh
mesin bubut tersebut. Meskipun ada juga kemampuan-kemampuan lain yang
dapat dikerjakan oleh mesin tersebut.
Gambar 2.1.6 Hasil-hasil dari pembubutan
2.1.4 Bagian-bagian Mesin BubutBagian-bagian mesin bubut yang umum diketahui adalah seperti berikut ini
yaitu :
a. Landasan (Bed)
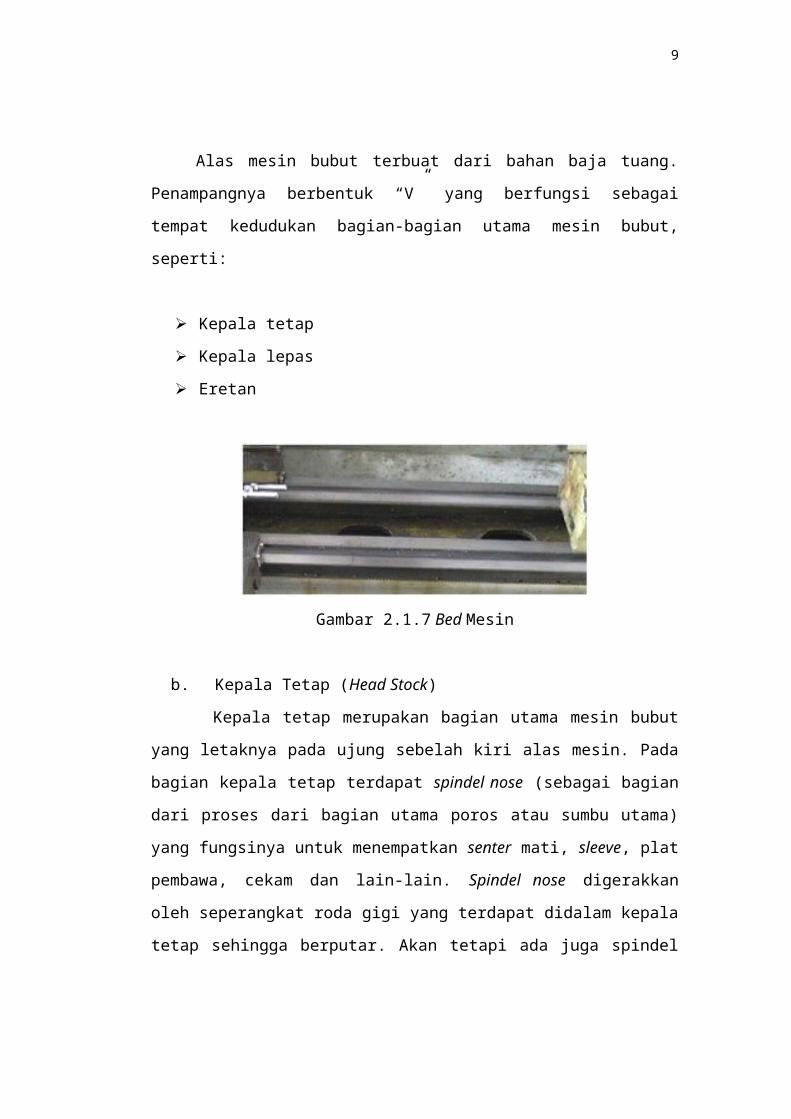
Alas mesin bubut terbuat dari bahan baja tuang. Penampangnya berbentuk
“V” yang berfungsi sebagai tempat kedudukan bagian-bagian utama mesin bubut,
seperti:

8
Kepala tetap
Kepala lepas
Eretan
Gambar 2.1.7 Bed Mesin
b. Kepala Tetap (Head Stock)
Kepala tetap merupakan bagian utama mesin bubut yang letaknya pada
ujung sebelah kiri alas mesin. Pada bagian kepala tetap terdapat spindel nose
(sebagai bagian dari proses dari bagian utama poros atau sumbu utama) yang
fungsinya untuk menempatkan senter mati, sleeve, plat pembawa, cekam dan lain-
lain. Spindel nose digerakkan oleh seperangkat roda gigi yang terdapat didalam
kepala tetap sehingga berputar. Akan tetapi ada juga spindel nose yang digerakkan
melalui cakra dan sabuk. Mesin ini umumnya disebut mesin bubut sabuk
penggerak.
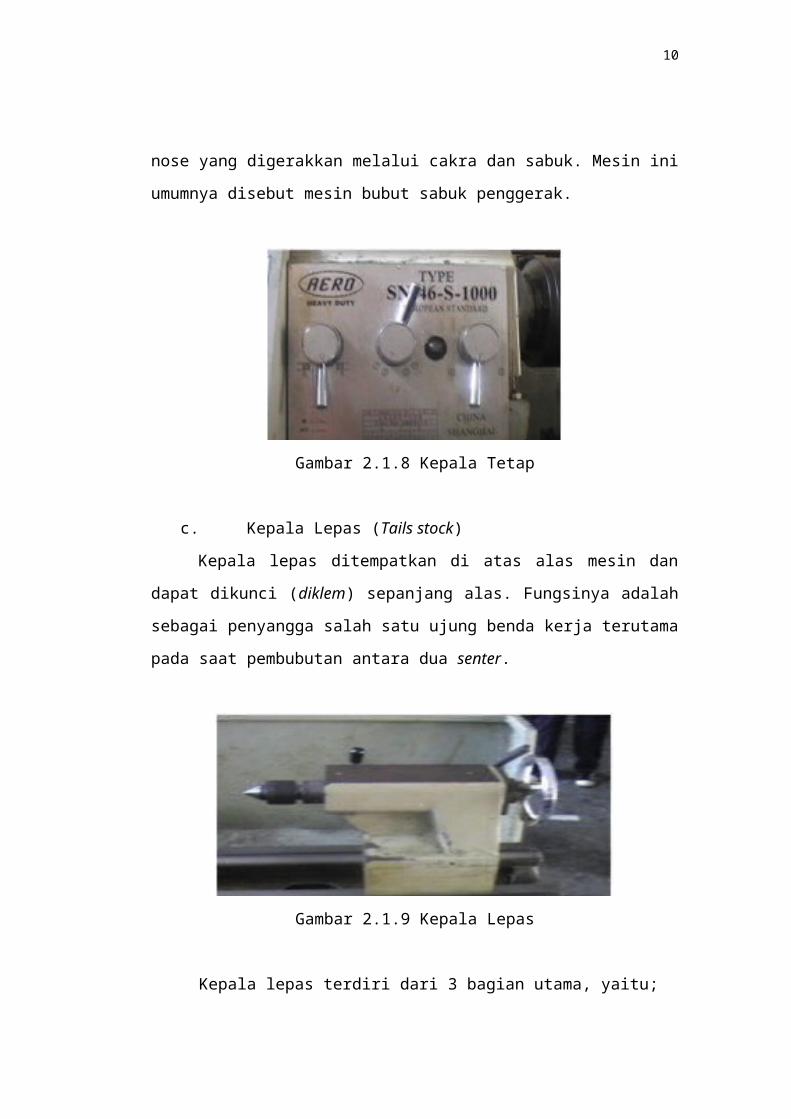
Gambar 2.1.8 Kepala Tetap
9
c. Kepala Lepas (Tails stock)
Kepala lepas ditempatkan di atas alas mesin dan dapat dikunci (diklem)
sepanjang alas. Fungsinya adalah sebagai penyangga salah satu ujung benda kerja
terutama pada saat pembubutan antara dua senter.
Gambar 2.1.9 Kepala Lepas
Kepala lepas terdiri dari 3 bagian utama, yaitu;
1) Alas
Mempunyai luncuran sudut siku-siku dan dapat meluncur pada garis
sumbu alas mesin
2) Badan
Bagian badan terpasang di atas alas yang kedudukannya dapat diatur
dengan menggunakan baut penyetel.
3) Spindel
Spindel kepala lepas dapat bergerak memanjang (longitudinally) dengan
memutar roda tangan yang ada pada kepala lepas.
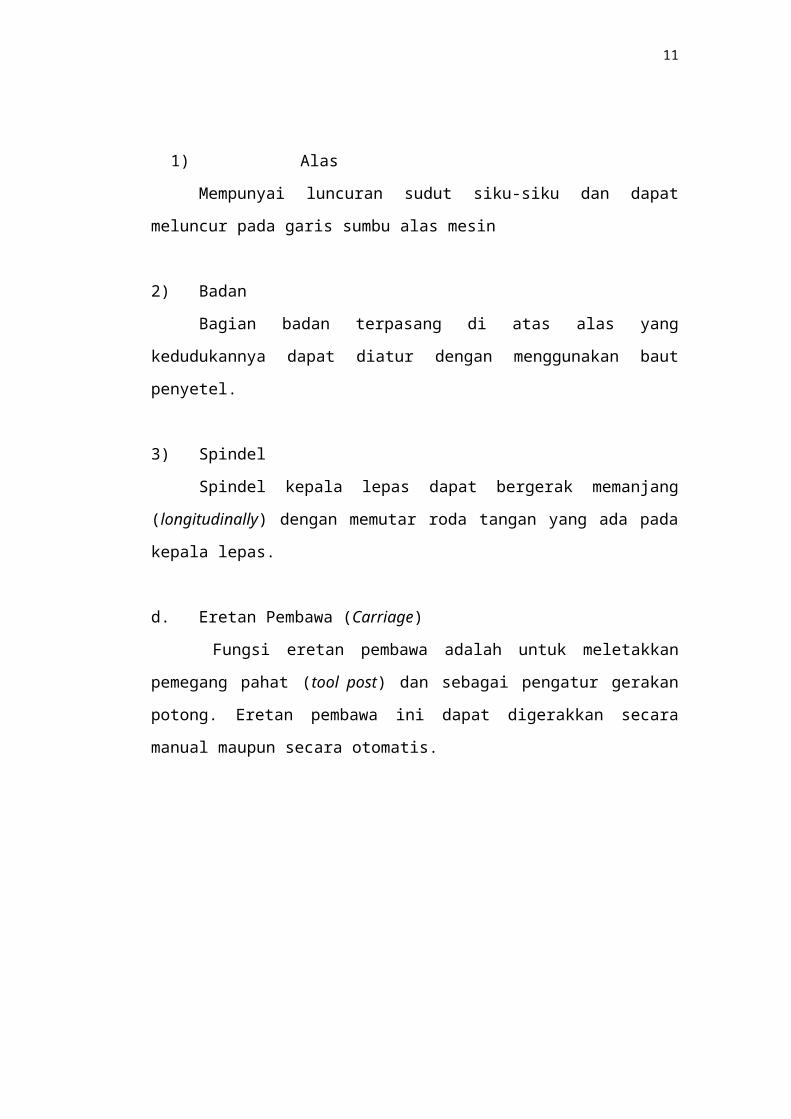
d. Eretan Pembawa (Carriage)
10
Fungsi eretan pembawa adalah untuk meletakkan pemegang pahat (tool
post) dan sebagai pengatur gerakan potong. Eretan pembawa ini dapat digerakkan
secara manual maupun secara otomatis.
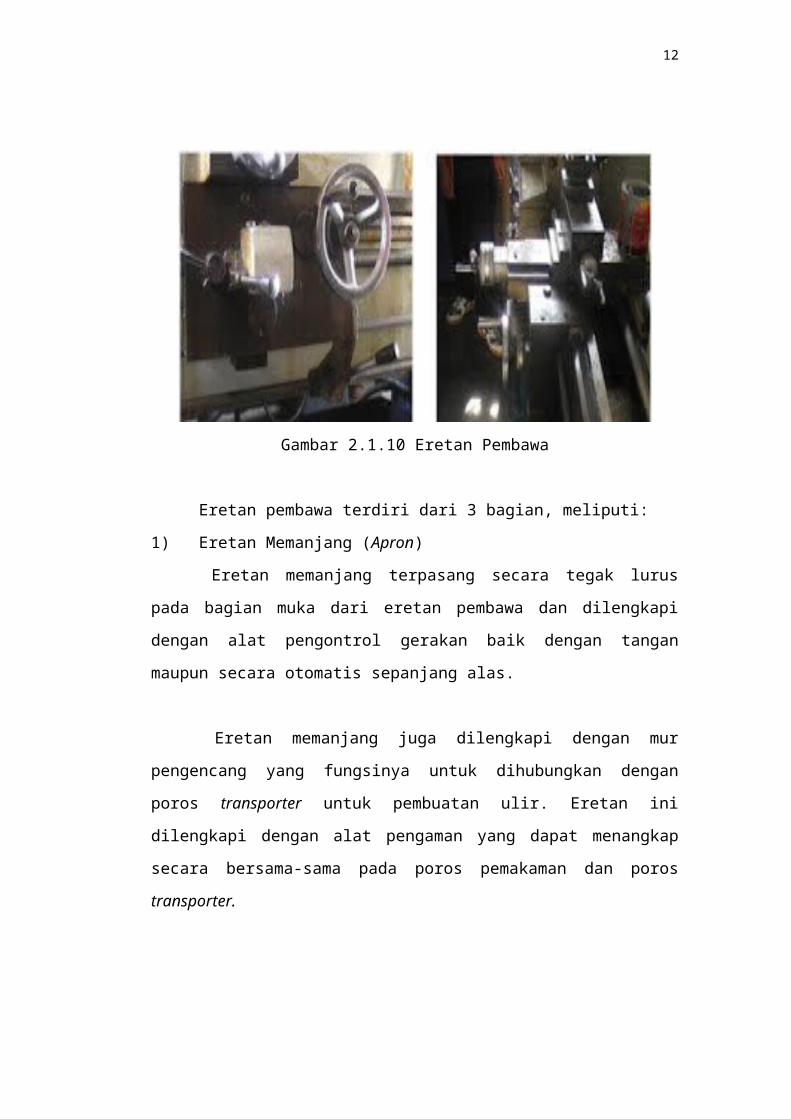
Gambar 2.1.10 Eretan Pembawa
Eretan pembawa terdiri dari 3 bagian, meliputi:
1) Eretan Memanjang (Apron)
Eretan memanjang terpasang secara tegak lurus pada bagian muka dari
eretan pembawa dan dilengkapi dengan alat pengontrol gerakan baik dengan
tangan maupun secara otomatis sepanjang alas.
Eretan memanjang juga dilengkapi dengan mur pengencang yang
fungsinya untuk dihubungkan dengan poros transporter untuk pembuatan ulir.
Eretan ini dilengkapi dengan alat pengaman yang dapat menangkap secara
bersama-sama pada poros pemakaman dan poros transporter.
Selain secara otomatis, juga gerakan eretan ini dapat dilakukan secara
manual oleh sebuah roda tangan yang dihubungkan pada roda gigi lurus dan roda
gigi pinion yang berpasangan dengan gigi rack yang terpasang pada alas mesin
bubut tersebut.
11
2). Eretan Lintang (Cross Slide)
Eretan Lintang Terpasang pada pelana, berfungsi untuk menggerakkan
pahat kea rah melintang, baik pada waktu menyetel pahat, menentukan tebal
pembubutan maupun dalam pembubutan melintang.
Gerakannya dapat secara manual maupun secara otomatis.
3). Eretan Atas
Terletak di atas eretan melintang, arah gerakannya sejajar dengan meja
landasan. Eretan atas ini dapat diputar 360o dan diikat oleh dua baut pengikat.
Pada bagian bawah eretan ini terdapat pembagian skala dalam derajat yang
gunanya untuk menentukan tangan dan di control oleh skala nonius. Ketelitian
skala ini sampai 0,01 mm.
e. Gear Box
Kotak pengatur ini terletak di bagian depan landasan dan di bawah kepala
tetap. Berisi rangkaian roda-roda gigi yang berbeda untuk mengatur gerakan poros
pembaut dan poros transporter (pengulir) dipergunakan untuk mengatur gerakan
eretan pembawa dan pembuatan ulir. Untuk pembuatan ulir dan pemakanan
(pemotogan biasanya diletakkan di dekat kotak pengatur roda gigi).
12
Gambar 2.1.11 Gear Box
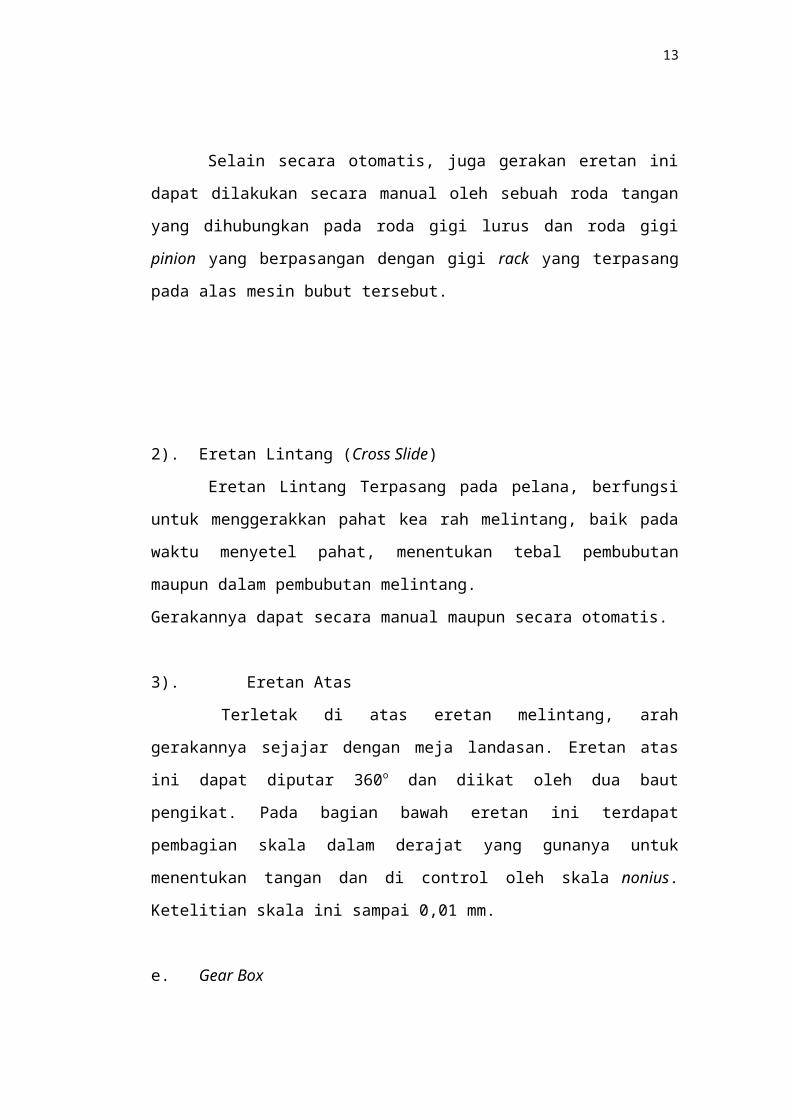
f. Motor
Motor sebagai sumber tenaga (penggerak) mesin bubut.
Gambar 2.1 12 Motor
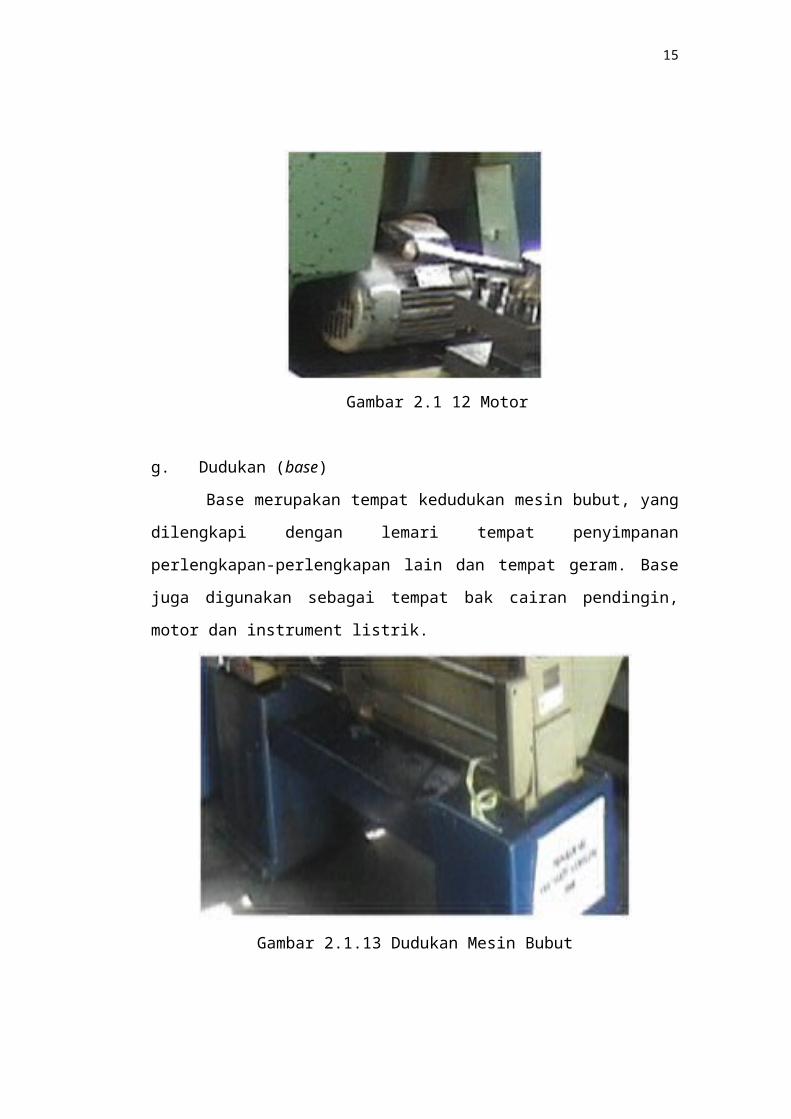
g. Dudukan (base)
Base merupakan tempat kedudukan mesin bubut, yang dilengkapi dengan
lemari tempat penyimpanan perlengkapan-perlengkapan lain dan tempat geram.
Base juga digunakan sebagai tempat bak cairan pendingin, motor dan instrument
listrik.
13
Gambar 2.1.13 Dudukan Mesin Bubut
2.1.5 Ukuran Mesin Bubut
Gambar 2.1.4 Mesin Bubut
Ukuran mesin bubut di tentukan oleh : Panjang jarak kedua senterya dalam
inchi Tinggi di ukur ujung senternya terhadap alasnya.Pasang atau stel kedudukan
pahat bubut agar posisi ujung potong pahat tepat pada titik senter dari kepala
lepas. Untuk mengatur posisi tersebut dapat menggunakan ganjal plat tipis atau

14
dengan menggunakan tempat pahat model perahu (American tool post). Kemudian
lanjutkan membubut benda kerja sesuai dengan ukuran yang telah ditentukan.
2.1.6 Cara Membubut Tirus
Untuk membuat tirus luar maupun dalam caranya sama yaitu dengan
menggunakan cara-cara sebagai berikut :
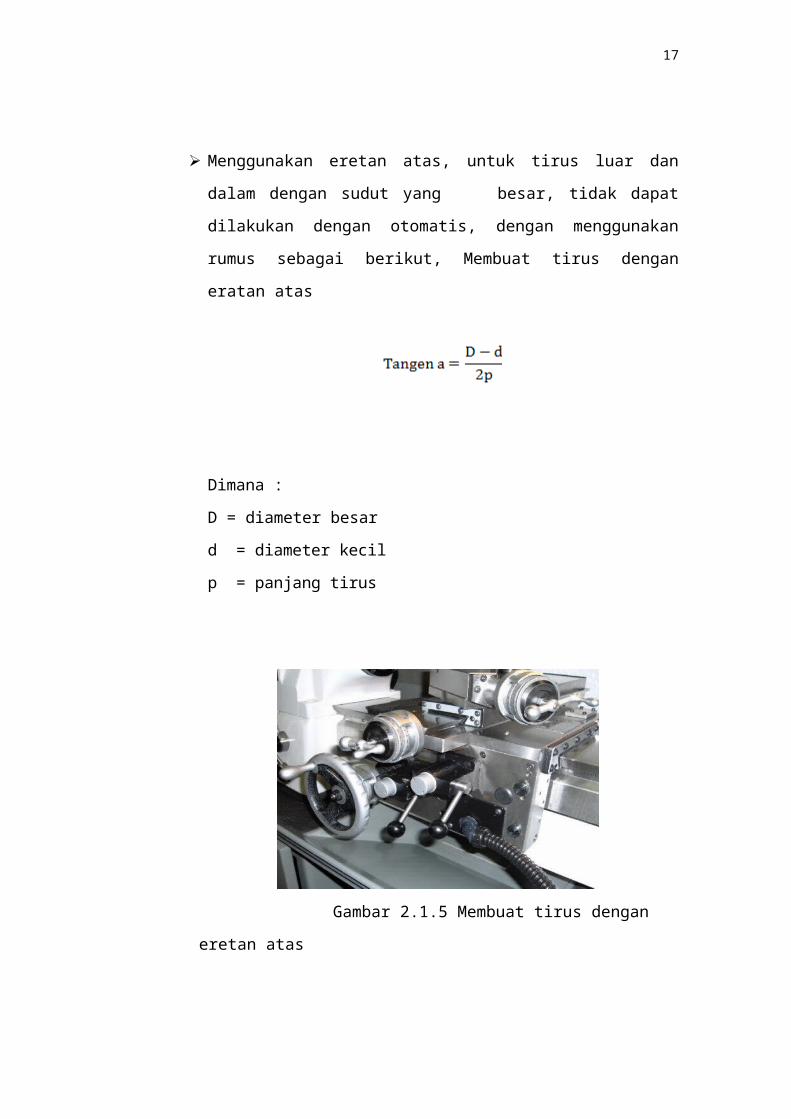
Menggunakan eretan atas, untuk tirus luar dan dalam dengan sudut yang
besar, tidak dapat dilakukan dengan otomatis, dengan menggunakan
rumus sebagai berikut, Membuat tirus dengan eratan atas
Dimana :
D = diameter besar
d = diameter kecil
p = panjang tirus
Gambar 2.1.5 Membuat tirus dengan eretan atas
15
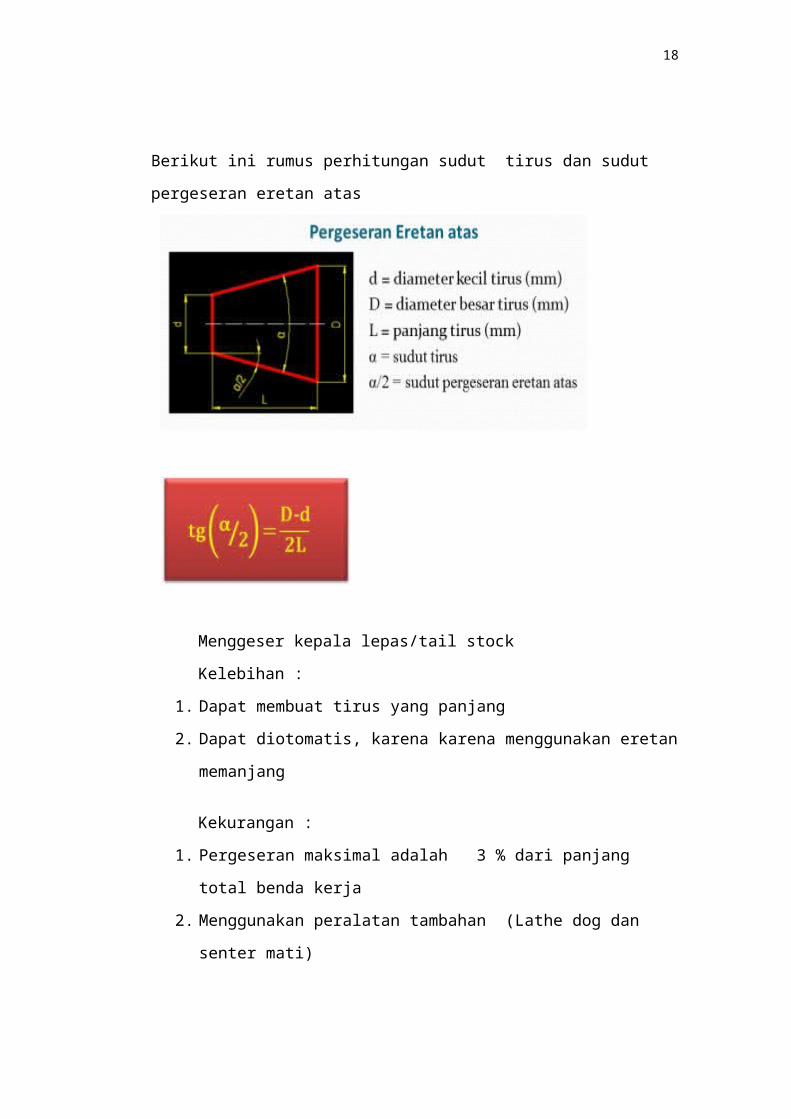
Berikut ini rumus perhitungan sudut tirus dan sudut pergeseran eretan atas
Menggeser kepala lepas/tail stock
Kelebihan :
1. Dapat membuat tirus yang panjang
2. Dapat diotomatis, karena karena menggunakan eretan memanjang
Kekurangan :
1. Pergeseran maksimal adalah 3 % dari panjang total benda kerja
2. Menggunakan peralatan tambahan (Lathe dog dan senter mati)
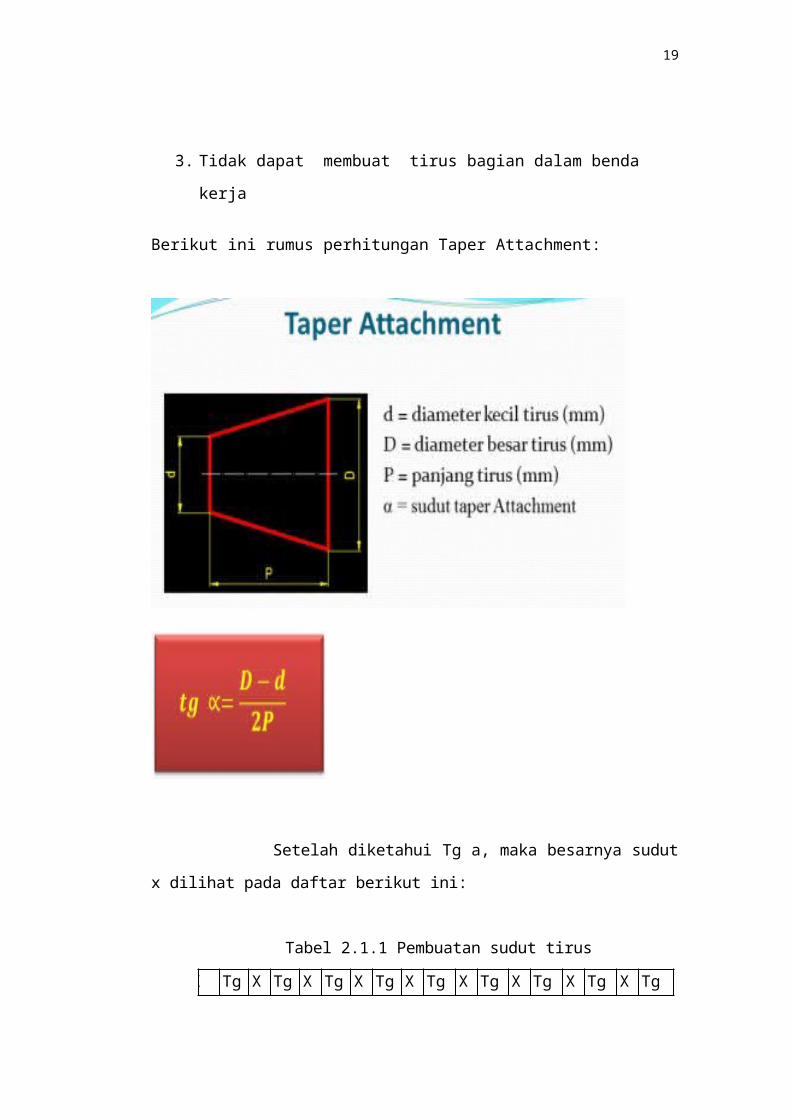
3. Tidak dapat membuat tirus bagian dalam benda kerja
Berikut ini rumus perhitungan Taper Attachment:

16
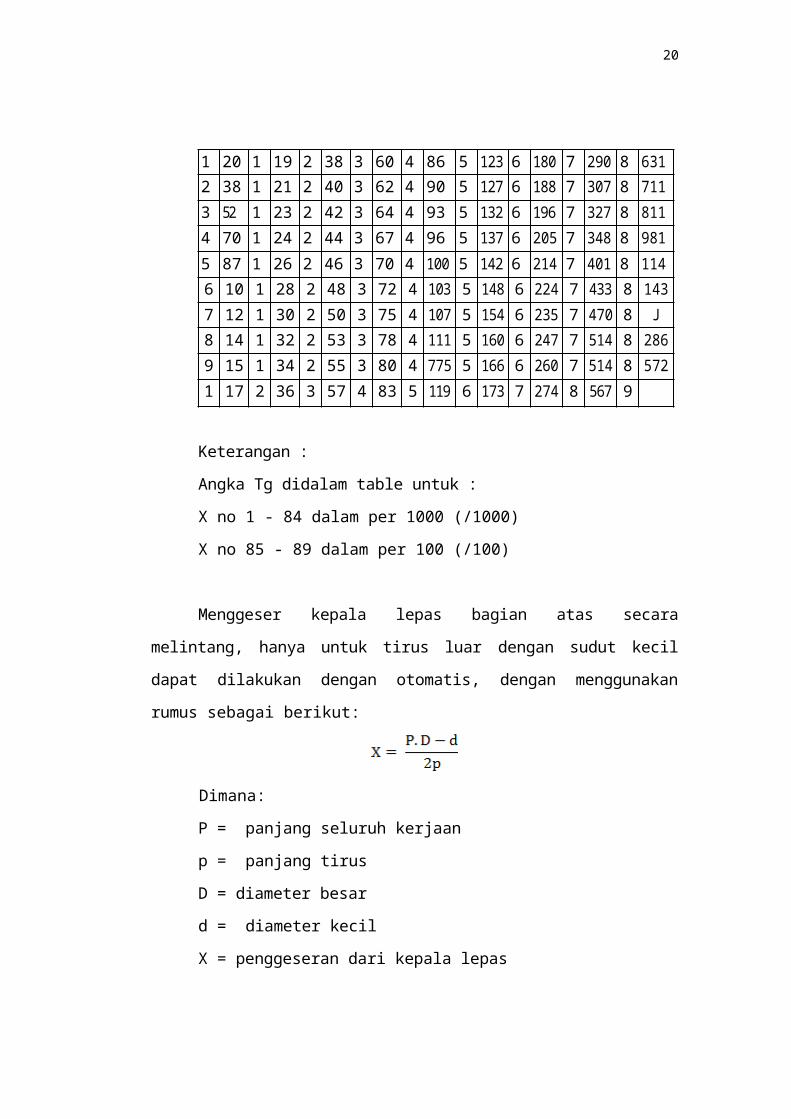
Setelah diketahui Tg a, maka besarnya sudut x dilihat pada daftar berikut ini:
Tabel 2.1.1 Pembuatan sudut tirus
X Tg X Tg X Tg X Tg X Tg X Tg X Tg X Tg X Tg
1 20 11 194 21 383 31 600 41 869 51 123
4
61 1804 71 2904 81 63132 38 12 212 22 404 32 624 42 900 52 1279 62 1880 72 3077 82 71153 52 i 13 230 23 424 33 649 43 932 53 1327 63 1962 73 3270 83 8114
4 70 14 249 24 445 34 674 44 965 54 1378 64 2050 74 3487 84 9814
5 87 15 267 25 466 35 700 45 1000 55 1428 65 2144 75 4010 85 11436 105 16 286 26 487 36 726 46 1035 56 1482 66 2246 76 4331 86 14307 122 17 305 27 509 37 753 47 1072 57 1540 67 2355 77 4704 87 J 9088 140 18 324 28 531 38 781 48 1110 58 160
0
68 2475 78 5144 88 2863
17
9 158 19 344 29 554 39 809 49 7750 59 166
4
69 2605 79 5144 89 572910 178 20 364 30 577 40 839 50 1191 60 1732 70 2747 80 5671 90
Keterangan :
Angka Tg didalam table untuk :
X no 1 - 84 dalam per 1000 (/1000)
X no 85 - 89 dalam per 100 (/100)
Menggeser kepala lepas bagian atas secara melintang, hanya untuk tirus luar
dengan sudut kecil dapat dilakukan dengan otomatis, dengan menggunakan rumus
sebagai berikut:
Dimana:
P = panjang seluruh kerjaan
p = panjang tirus
D = diameter besar
d = diameter kecil
X = penggeseran dari kepala lepas
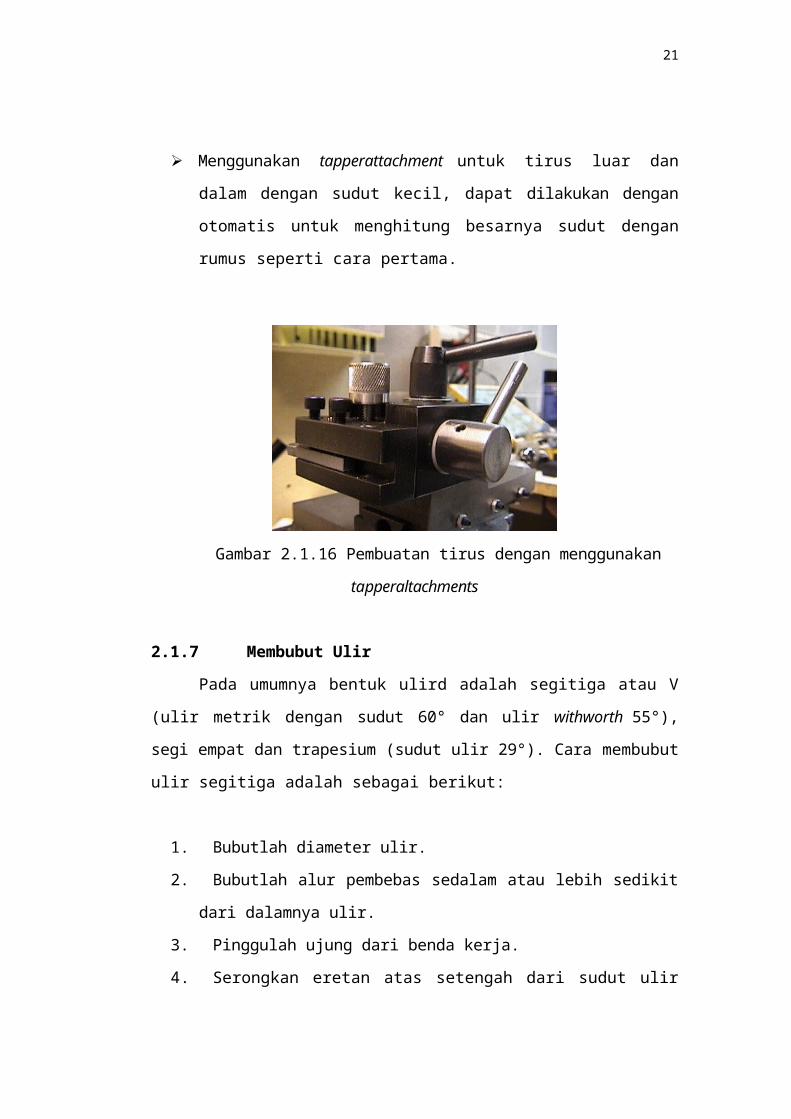
Menggunakan tapperattachment untuk tirus luar dan dalam dengan sudut
kecil, dapat dilakukan dengan otomatis untuk menghitung besarnya sudut
dengan rumus seperti cara pertama.
18
Gambar 2.1.16 Pembuatan tirus dengan menggunakan tapperaltachments
2.1.7 Membubut Ulir
Pada umumnya bentuk ulird adalah segitiga atau V (ulir metrik dengan
sudut 60° dan ulir withworth 55°), segi empat dan trapesium (sudut ulir 29°). Cara
membubut ulir segitiga adalah sebagai berikut:
1. Bubutlah diameter ulir.
2. Bubutlah alur pembebas sedalam atau lebih sedikit dari dalamnya ulir.
3. Pinggulah ujung dari benda kerja.
4. Serongkan eretan atas setengah dari sudut ulir yang akan dibuat dan
pasanglah pahat ulir.
5. Ambillah mal ulir yang akan dibuat.
6. Tempatkanlah ujung pahat tegak lurus terhadap benda kerja.
7. Kencangkan baut-baut penjepit bila pahat sudah sama tinggi dengan senter
dan lurus dengan benda kerja.
8. Tempatkan tuas-tuas pengatur transporter menurut table sesuai dengan
banyaknya ulir yang akan dibuat.
9. Masukkan roda gigi agar mesin jalannya secara ganda.
10. Jalankan mesin dan kenakan ujung pahat sampai benda kerja tersentuh.
11. Hentikan mesin dan tariklah eretan kekanan.
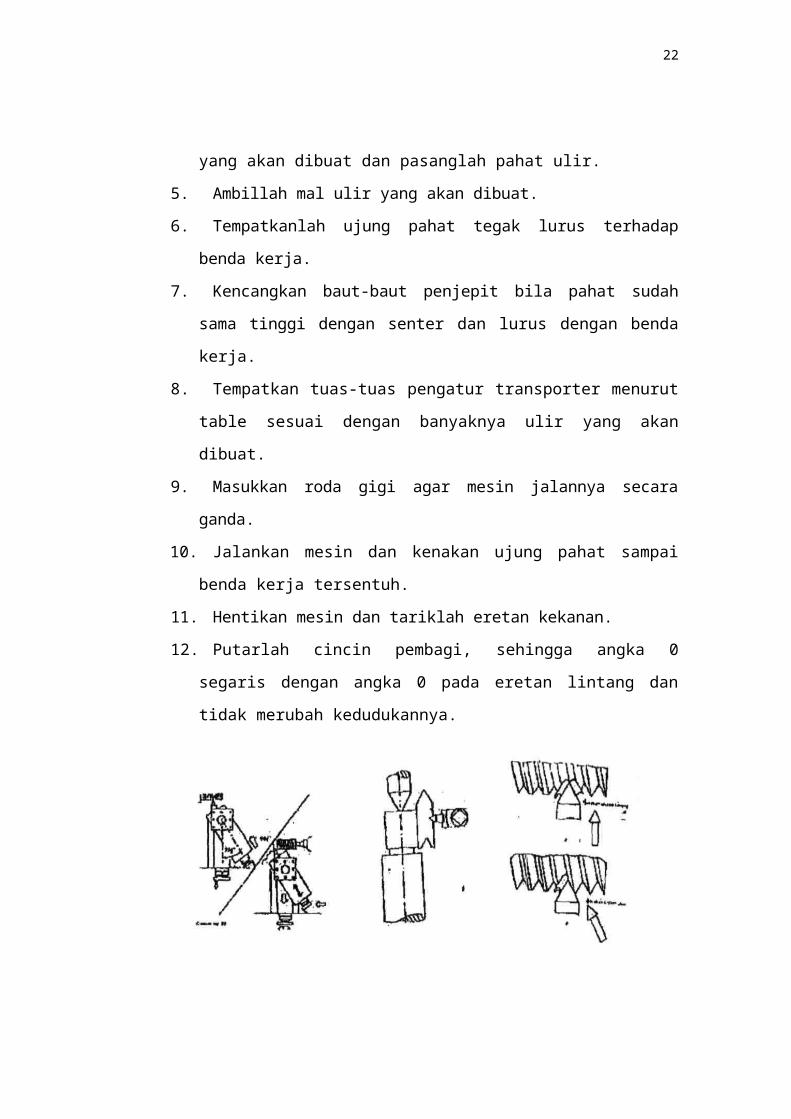
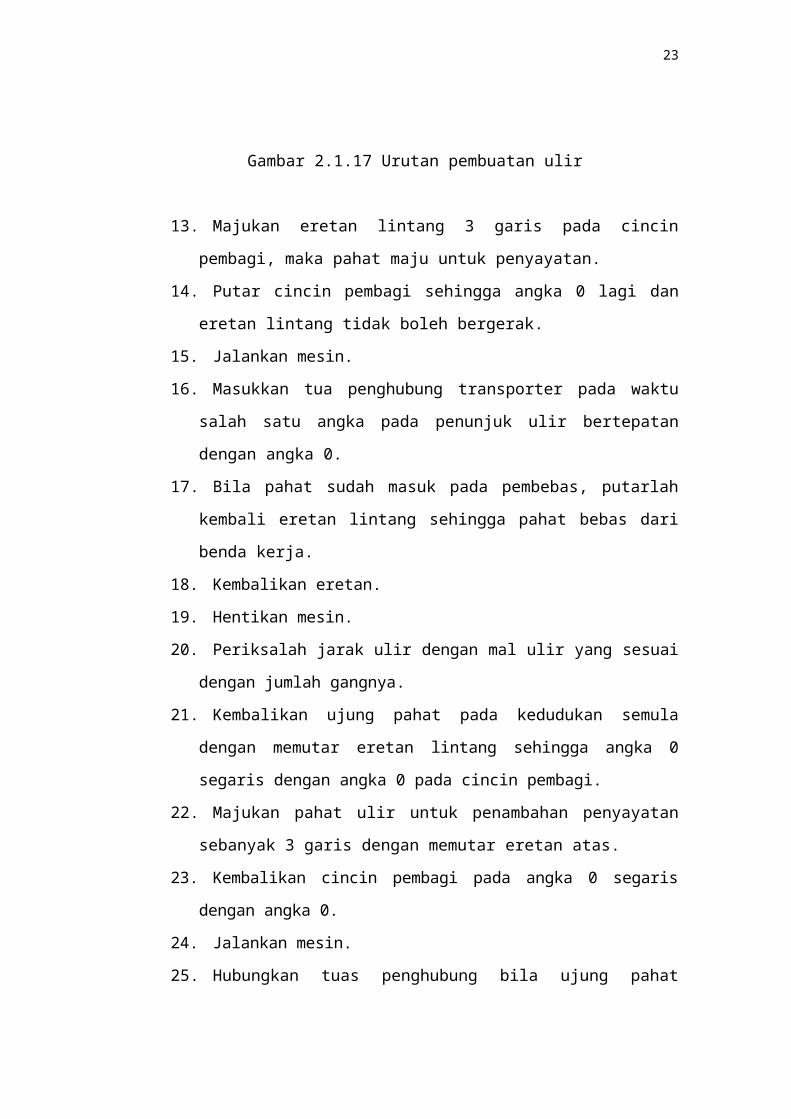
12. Putarlah cincin pembagi, sehingga angka 0 segaris dengan angka 0 pada
eretan lintang dan tidak merubah kedudukannya.
19
Gambar 2.1.17 Urutan pembuatan ulir
13. Majukan eretan lintang 3 garis pada cincin pembagi, maka pahat maju
untuk penyayatan.
14. Putar cincin pembagi sehingga angka 0 lagi dan eretan lintang tidak boleh
bergerak.
15. Jalankan mesin.
16. Masukkan tua penghubung transporter pada waktu salah satu angka pada
penunjuk ulir bertepatan dengan angka 0.
17. Bila pahat sudah masuk pada pembebas, putarlah kembali eretan lintang
sehingga pahat bebas dari benda kerja.
18. Kembalikan eretan.
19. Hentikan mesin.
20. Periksalah jarak ulir dengan mal ulir yang sesuai dengan jumlah gangnya.
21. Kembalikan ujung pahat pada kedudukan semula dengan memutar eretan
lintang sehingga angka 0 segaris dengan angka 0 pada cincin pembagi.
22. Majukan pahat ulir untuk penambahan penyayatan sebanyak 3 garis
dengan memutar eretan atas.
23. Kembalikan cincin pembagi pada angka 0 segaris dengan angka 0.
24. Jalankan mesin.
25. Hubungkan tuas penghubung bila ujung pahat sampai pada saat angka
semula berhadap dengan angka 0.
26. Lepaskan tuas penghubung bila ujung pahat sampai pada alur pembebas
20
sambil eretan lintang kebelakang.
27. Kembalikan eretan lintang pada kedudukan semula dengan tangan.
28. Lakukan berulang-ulang seperti yang diterangkan dalam no. 21 s/d 27
sampai selesai.
Catatan :
Dengan memajukan pahat ulir oleh eretan lintang, maka mengurangi
gesekan pahat. Untuk penghalusan pembuatan ulir, eretan lintang kita gerakan
cukup dengan menambah 1 garis dari cincin pembagi dari kedudukan semula dan
eretan atas tidak dirubah kedudukannya, sehingga penyayatan seluruh bidang dari
ulir mendapat gesekan yang kecil. Lakukan hal ini 2 sampai 3 kali dengan
menambah penyayatan sehingga hasil dari ulir akan bagus.
Setiap memulai pembubutan harus menggunakan lonccng (thread dial)
yaitu pada saat akan memulai pembubutan, jarum dengan angka yang telah
ditentukan harus tepat bertemu, langsung handle otomatis dijalankan, bila sampai
ulir, handle dilepas.
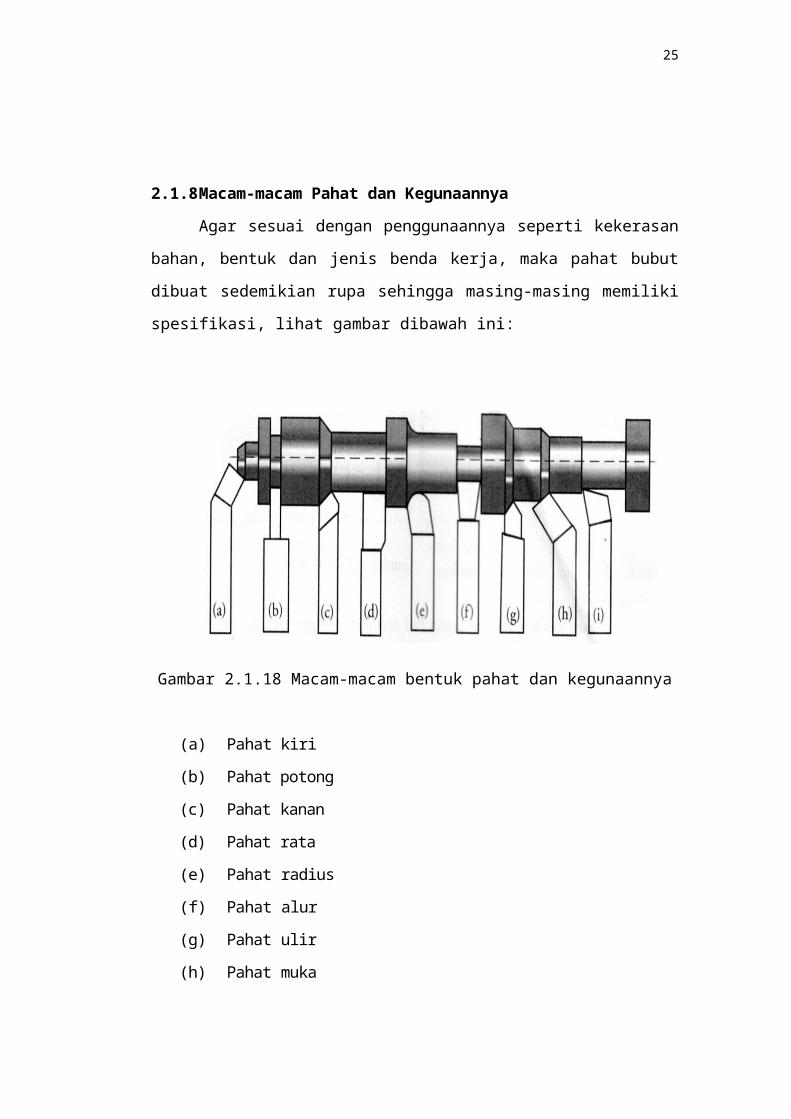
2.1.8 Macam-macam Pahat dan Kegunaannya
Agar sesuai dengan penggunaannya seperti kekerasan bahan, bentuk dan
jenis benda kerja, maka pahat bubut dibuat sedemikian rupa sehingga masing-
masing memiliki spesifikasi, lihat gambar dibawah ini:
21
Gambar 2.1.18 Macam-macam bentuk pahat dan kegunaannya
(a) Pahat kiri
(b) Pahat potong
(c) Pahat kanan
(d) Pahat rata
(e) Pahat radius
(f) Pahat alur
(g) Pahat ulir
(h) Pahat muka
(i) Pahat kasar
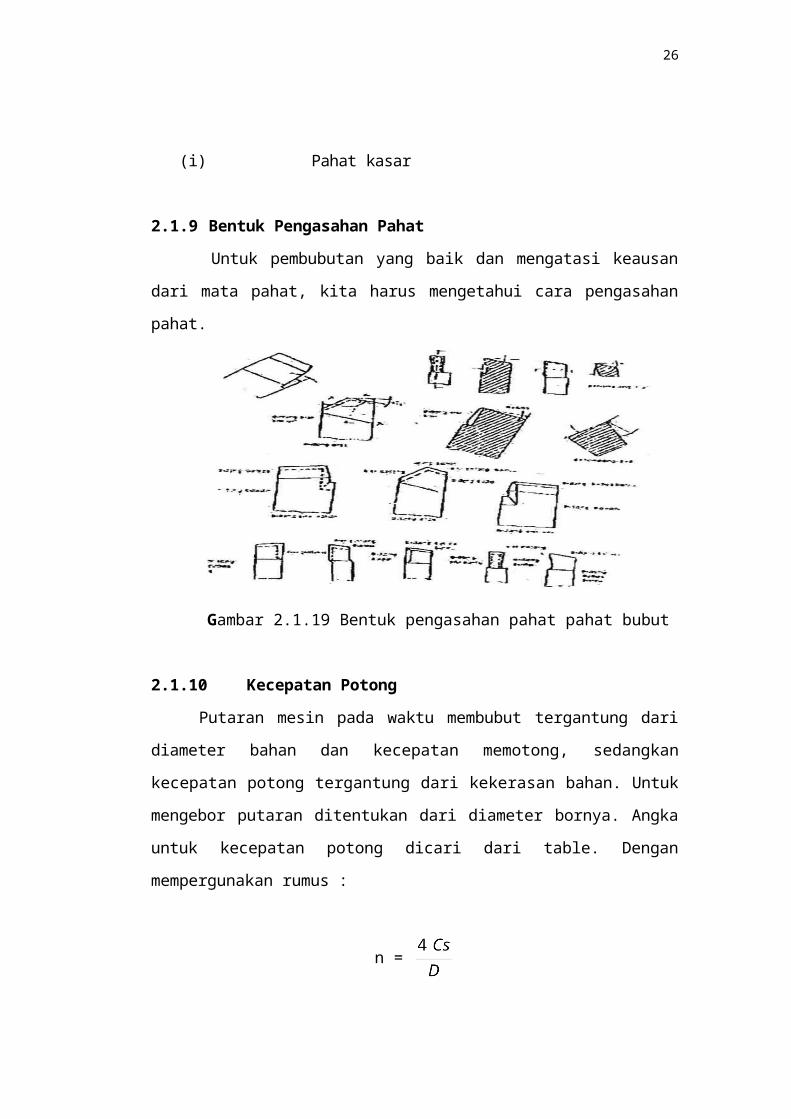
2.1.9 Bentuk Pengasahan Pahat
Untuk pembubutan yang baik dan mengatasi keausan dari mata pahat, kita
harus mengetahui cara pengasahan pahat.
22
Gambar 2.1.19 Bentuk pengasahan pahat pahat bubut
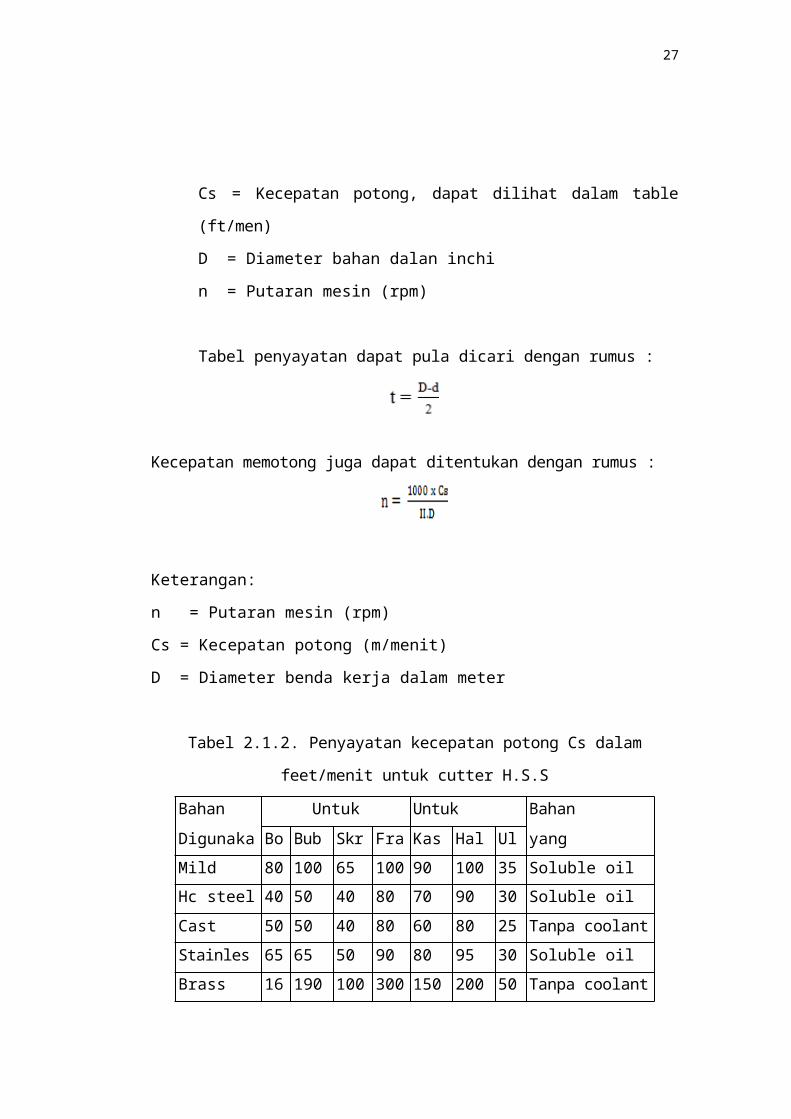
2.1.10 Kecepatan Potong
Putaran mesin pada waktu membubut tergantung dari diameter bahan dan
kecepatan memotong, sedangkan kecepatan potong tergantung dari kekerasan
bahan. Untuk mengebor putaran ditentukan dari diameter bornya. Angka untuk
kecepatan potong dicari dari table. Dengan mempergunakan rumus :
n =
Cs = Kecepatan potong, dapat dilihat dalam table (ft/men)
D = Diameter bahan dalan inchi
n = Putaran mesin (rpm)
Tabel penyayatan dapat pula dicari dengan rumus :
Kecepatan memotong juga dapat ditentukan dengan rumus :
23
Keterangan:
n = Putaran mesin (rpm)
Cs = Kecepatan potong (m/menit)
D = Diameter benda kerja dalam meter
Tabel 2.1.2. Penyayatan kecepatan potong Cs dalam feet/menit untuk cutter H.S.S
Bahan yang
digunakan
Untuk pekerjaan Untuk memotong Bahan pendingin
yang digunakanDigunakan Bor Bubu
t
Skra
p
Frais Kasar Halus Ulir yang digunakan
Mild steel 80 100 65 100 90 100 35 Soluble oil
Hc steel 40 50 40 80 70 90 30 Soluble oil
Cast iron 50 50 40 80 60 80 25 Tanpa coolant
Stainles steel 65 65 50 90 80 95 30 Soluble oil
Brass 160 190 100 300 150 200 50 Tanpa coolant
Capper 180 100 100 300 180 250 50 Terpenting/korosin
Bronze 65 65 50 100 30 100 25
Alumunium 100 330 130 500 200 300 50 -
Zink 100 130 100 260 150 200 45
Plastic 160 160 180 200 140 200 40
Tol steel 30 50 30 50 50 75 20 Soluble oil
2.1.11 Pengaruh pemakanan (feed) terhadap geometri dan kekerasan
logam.
2.1.11.1 Pembentukan geram (Chip Formation)
Geram merupakan bagian dari material yang terbuang ketika dilakukan
sebuah proses pemesinan. Dalam proses metal cutting akan selalu dijumpai istilah
kecepatan potong (Speed), kecepatan makan (Feed) dan kedalaman potong (Depth
of Cut) untuk menjelaskan masalah tersebut ilustrasinya akan menggunakan
proses bubut (turning).
24
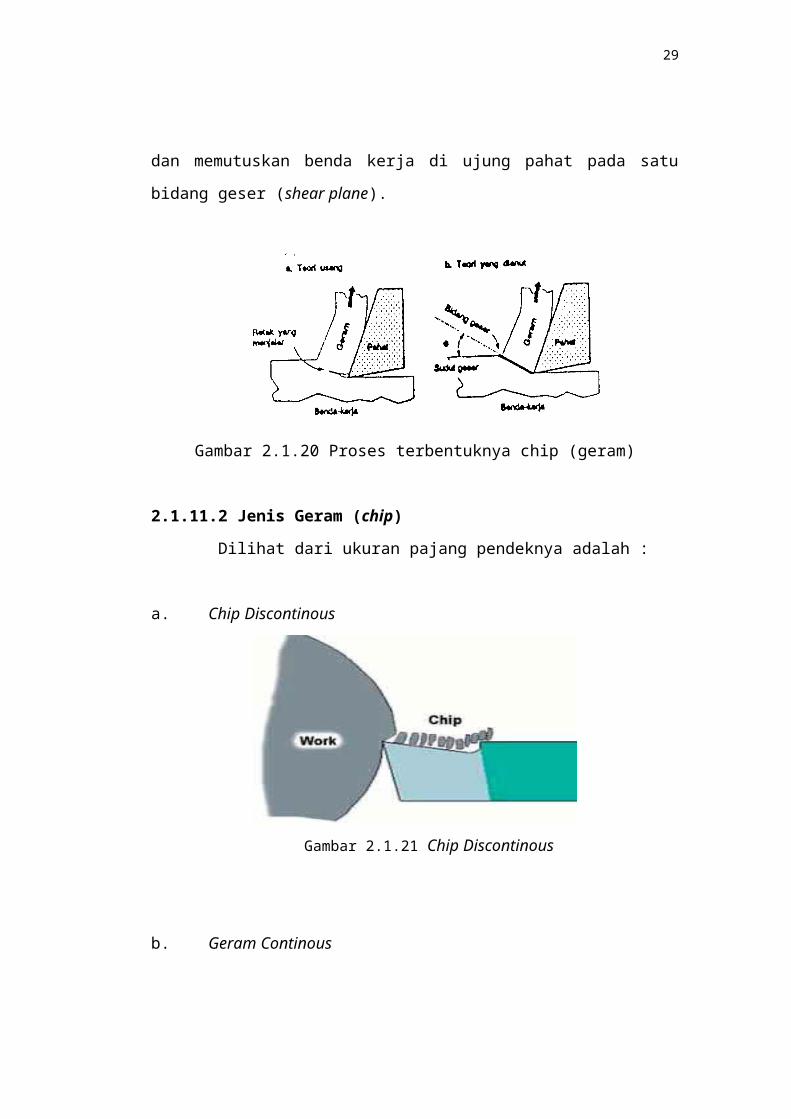
Geram terbentuk akibat timbulnya tegangan (stress) di daerah di sekitar
konsentrasi gaya penekanan mata potong pahat. Tegangan pada benda kerja
tersebut pada salah satu arah akan terjadi tegangan geser (shearing stress) yang
maksimum. Apabila tegangangeser ini melebihi kekuatan logam yang
bersangkutan maka akan terjadi deformasi plastis (perubahan bentuk) yang
menggeser dan memutuskan benda kerja di ujung pahat pada satu bidang geser
(shear plane).
Gambar 2.1.20 Proses terbentuknya chip (geram)
2.1.11.2 Jenis Geram (chip)
Dilihat dari ukuran pajang pendeknya adalah :
a. Chip Discontinous
Gambar 2.1.21 Chip Discontinous
25
b. Geram Continous
Gambar 2.1.22 Geram Continous
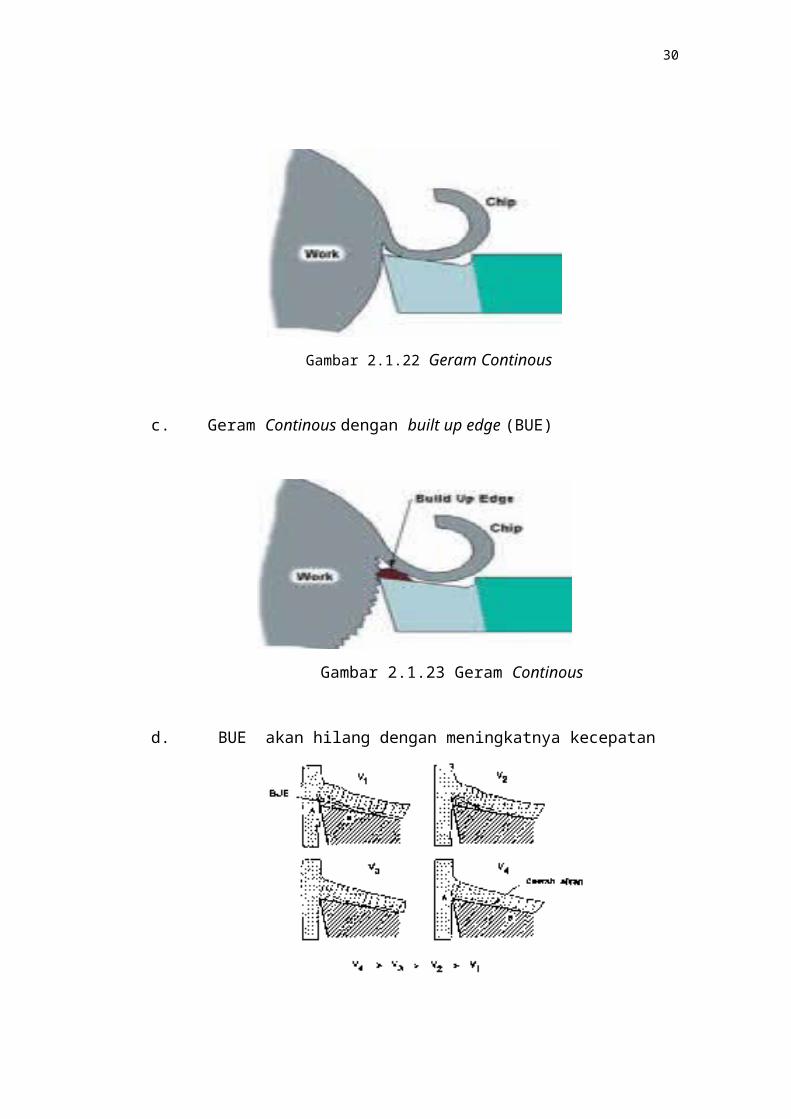
c. Geram Continous dengan built up edge (BUE)
Gambar 2.1.23 Geram Continous
d. BUE akan hilang dengan meningkatnya kecepatan
26
Gambar 2.1.24 BUE akan hilang
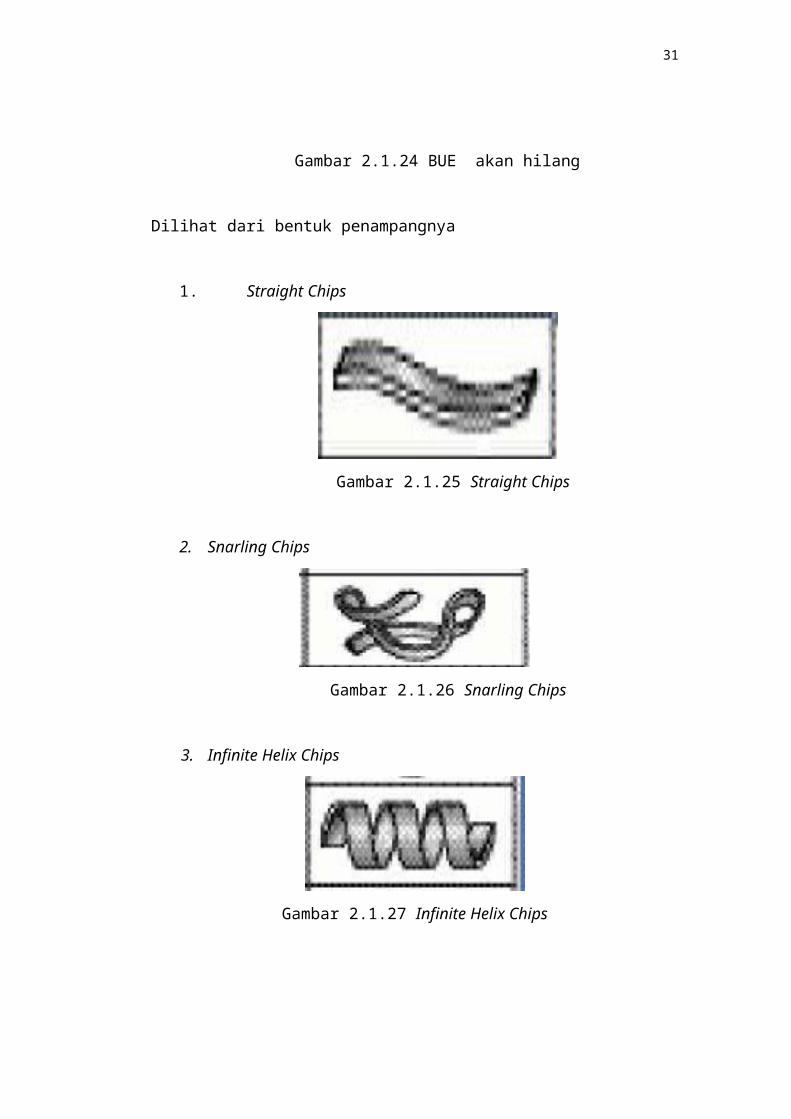
Dilihat dari bentuk penampangnya
1. Straight Chips
Gambar 2.1.25 Straight Chips
2. Snarling Chips
Gambar 2.1.26 Snarling Chips
3. Infinite Helix Chips
Gambar 2.1.27 Infinite Helix Chips
27
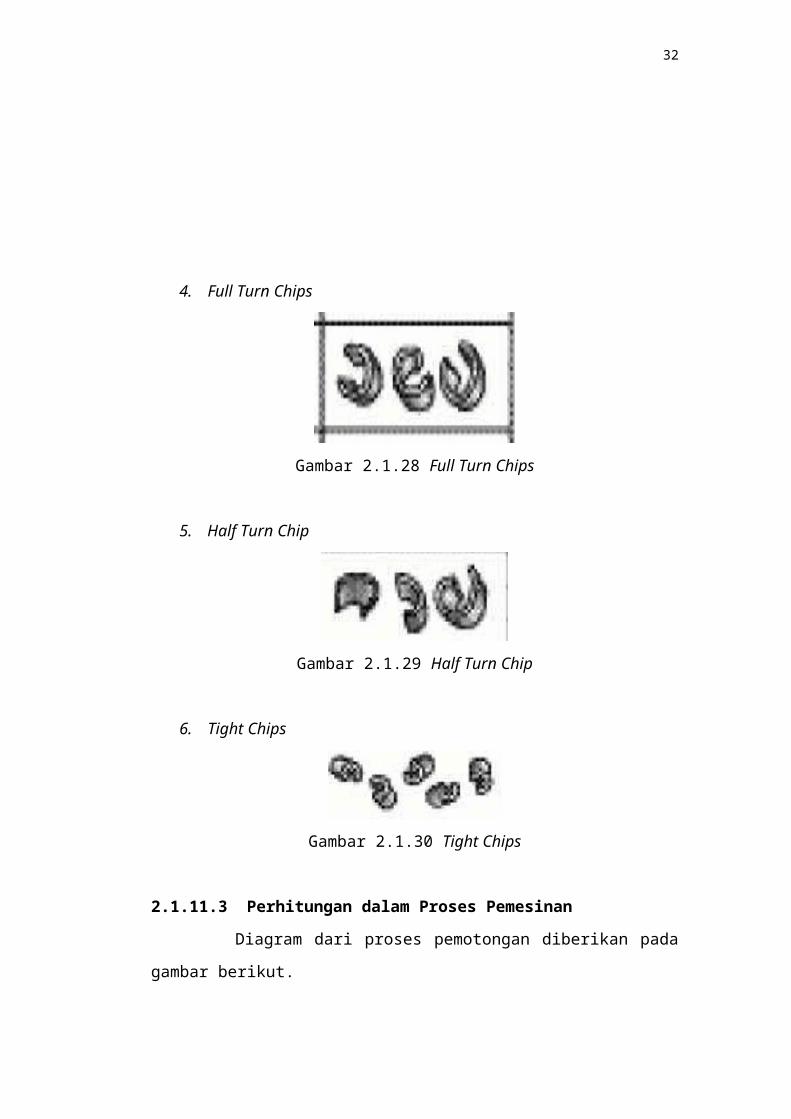
4. Full Turn Chips
Gambar 2.1.28 Full Turn Chips
5. Half Turn Chip
Gambar 2.1.29 Half Turn Chip
6. Tight Chips
Gambar 2.1.30 Tight Chips
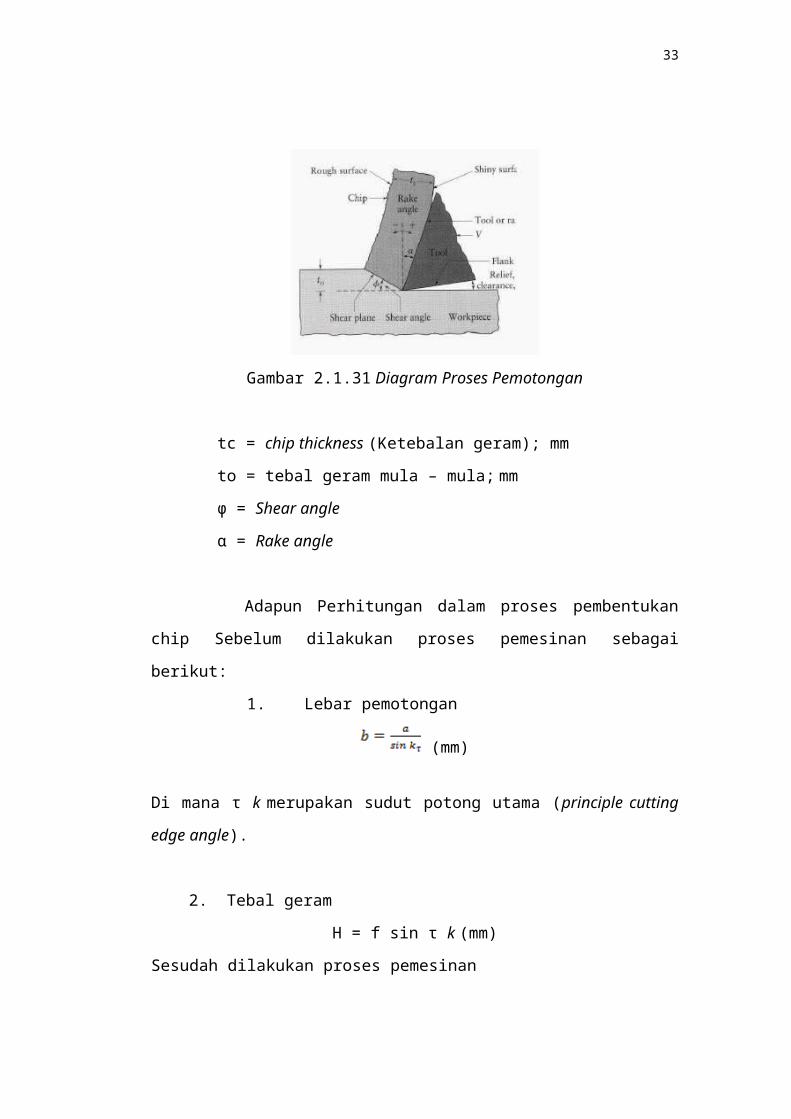
2.1.11.3 Perhitungan dalam Proses Pemesinan
Diagram dari proses pemotongan diberikan pada gambar berikut.

28
Gambar 2.1.31 Diagram Proses Pemotongan
tc = chip thickness (Ketebalan geram); mm
to = tebal geram mula – mula; mm
φ = Shear angle
α = Rake angle
Adapun Perhitungan dalam proses pembentukan chip Sebelum dilakukan
proses pemesinan sebagai berikut:
1. Lebar pemotongan
(mm)
Di mana τ k merupakan sudut potong utama (principle cutting edge angle).
2. Tebal geram
H = f sin τ k (mm)
Sesudah dilakukan proses pemesinan
1. Rasio Pemampatan geram
Rasio pemampatan geram dirumuskan dengan:
Jika rasio pemampatan geram semakin tinggi maka nilai sudut geser
semakin besar pula.
2. Shear plane angle (sudut geser)
Sudut geser (shear angle) dirumuskan
di mana:
tc= lebar geram sesudah pemotongan (mm)
29
t0= tebal geram mula-mula (mm)
Dalam proses pemotongan sudut geser sangat ditentukan oleh sudut
geram (rake angle).
3. Shear strain
Shear strain menunjukkan banyaknya deformasi plastis yang terjadi,
dirumuskan dengan
4. Luas penampang bidang geser
Luas penampang bidang geser yang terjadi dirumuskan dengan
Ashi (mm2)
Dimana :
A = b.h (mm2)
B = lebar geram (mm)
h = tebal geram sebelum dilakukan pemotongan (mm)
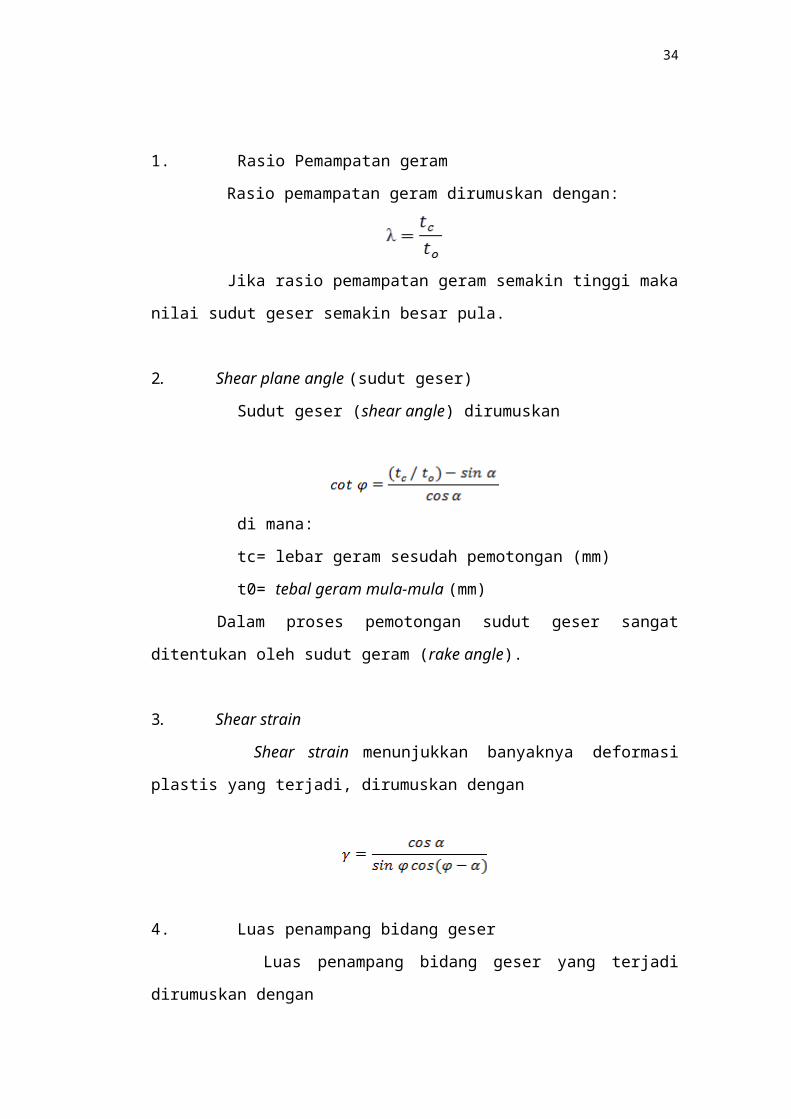
2.1.11.4 Temperatur Pemotongan
Pada proses pemotongan hampir seluruh energi pemotongan diubah
menjadi panas melalui proses gesekan antara geram dengan pahat dan antara pahat
dengan benda kerja, serta perusakan molekuler atau ikatan atom pada bidang
geser (shear plane). Ada tiga sumber panas yang dihasilkan ketika melakukan
proses pemotongan :
30
1. Panas yang dihasilkan ketika tool mengubah bentuk ( bekerja) pada
logam
2. Friksi pada muka potong (cutting face)
3. Friksi pada tool flank
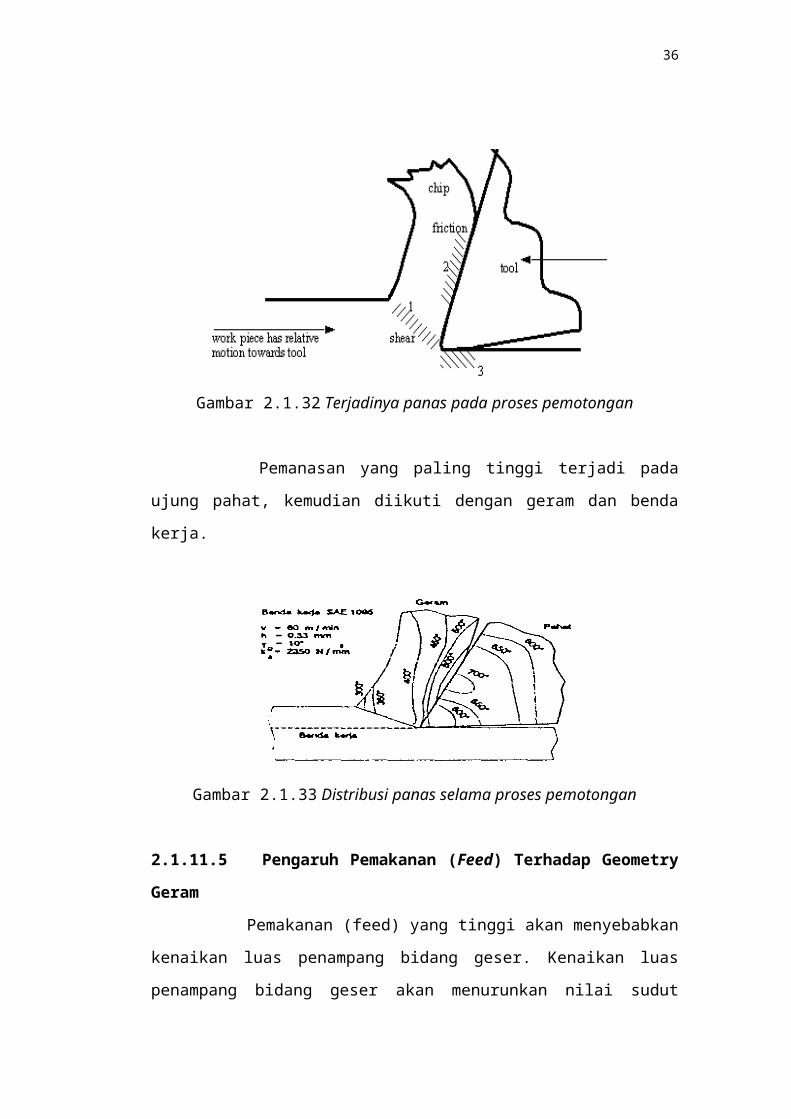
Gambar 2.1.32 Terjadinya panas pada proses pemotongan
Pemanasan yang paling tinggi terjadi pada ujung pahat, kemudian
diikuti dengan geram dan benda kerja.
Gambar 2.1.33 Distribusi panas selama proses pemotongan
2.1.11.5 Pengaruh Pemakanan (Feed) Terhadap Geometry Geram
Pemakanan (feed) yang tinggi akan menyebabkan kenaikan luas
penampang bidang geser. Kenaikan luas penampang bidang geser akan
31
menurunkan nilai sudut geser (shear angle). Turunnya sudut geser justru akan
menaikkan rasio pemampatan geram.
Dengan demikian feed yang tinggi akan menaikkan rasio pemampatan
geram. Rasio pemampatan geram sendiri merupakan perbandingan tebal geram
yang dihasilkan dengan tebal geram mulamula.
dengan bertambahnya feed akan menambah pula luas penampang
geram. Sedangkan dilihat dari bentuk geram yang dihasilkan dapat diketahui
bahwa pemakanan (feed) bepengaruh terhadap bentuk geram yang dihasilkan.
Continous chip terjadi pada proses pemesinan dengan pemakanan (feed) yang
tinggi. Sedangkan discontinous chip terjadi pada pemakanan(feed) rendah. Tetapi
hal ini juga dipengaruhi oleh sifat material benda kerja.
2.1.11.6 Pengaruh Pemakanan (feed) Terhadap Sifat Mekanik Geram
Dengan bertambahnya Pemakanan (feed) akan menurunkan temperatur
pemotongan.. Padahal bertambahnya temperatur akan menyebabkan terjadinya
pelunakan oleh sebab tidak mantapnya struktur sel. Proses pelunakan ini dikenal
dengan proses annealing.
gambar 2.1.34 Hubungan Temperatur dan sifat material pada pengerjaan dingin
32
Keterangan :
a = Regangan Iintern
b = Kekuatan
c = Keuletan
d =Ukuran Butir
2.1.11.7 Mampu Mesin (Machinability)
Mampu mesin dapat didefinisikan dengan mudah tidaknya suatu
material untuk di mesin atau dengan kata lain kemampuan material untuk di
mesin. Mampu mesin suatu benda kerja sering diiukur dengan jumlah komponen
yang
Mampu dihasilkan perjam, biaya proses pemensinan, atau kualitas akhir
dari proses pemesinan. Mampu mesin dari suatu material dapat diukur dengan
salah satu faktor di bawah ini.
1. Tool life : umur pahat .
2. Limiting rate pada metal removal hal ini berkaitan dengan laju
maksimum material yang dapat dimesin dengan standar pendeknya
umur pahat.
3. Gaya pemotongan (cutting force) menyatakan gaya yang bekerja pada
pahat yang diukur denganmenggunakan dynamometer.
4. Permukaan akhir (surface finish) menunjukkan permukaan akhir yang
mampu dicapai pada kondisi pemesinan tertentu.
5. Geram yang terbentuk.
33
Gambar 2.1.35 Faktor yang mempengaruhi Machinability
2.1.11.8 Geram Yang Dihasilkan Dalam Proses permesinan
Dari penelitian yang dilakukan di dapat jenis geram pada putaran 2500
Rpm untuk feed 0.045, 0.09, 0.18 mm/rev
1. Pada feed 0.045 mm/put
(A) (B) (C) (D)
Gambar 2.1.36 geram pada feed 0.045 mm/put
34
2. Pada feed 0.09 mm/put
(A) (B) (C) (D)
Gambar 2.1.37 geram pada feed 0.09 mm/put
3. Pada feed 0.18 mm/put
(A) (B) (C) (D)
Gambar 2.1.38 geram Pada feed 0.18 mm/put
Pada geram yang dihasilkan pada St 40 sebenarnya seluruhnya
continous. Namun terputusputus karena geram melilit pada benda kerja dan pada
pahat. Geram yang terbentuk adalah straight chip (seperti pita), yang menandakan
bahwa material tersebut lunak. Pada Geram Stainless Steel 304 sebagian memiliki
bentuk
infinite helix chip (berbentuk spiral) yang memiliki jari –jari spiral yang
kecil. Pada St 60 dan St 90 geram yang terbentuk memiliki bentuk snarling chip
(keriting) yang menunjukkan bahwa material tersebut adalah keras. Pada benda
kerja yang ulet menghasilkan geram yang continuous. Keuntungannya
membutuhkan gaya permesinan yang lebih rendah.

35
Namun yang mengakibatkan luas bidang geram semakin besar, hal ini
membuat gesekan terus menerus dengan pahat yang mengakibatkan pahat cepat
aus sehingga tool life rendah. Pada benda kerja yang keras dihasilkan geram yang
discontinuous serta dibutuhkan gaya yang lebih besar.
Tapi memiliki keuntungan yaitu dari hasil geram yang discontinous
maka dihasilkan luas permukaan geram yang lebih kecil sehingga penetrasi
dengan pahat lebih sedikit yang mengakibatkan umur pahat lebih lama. Mampu
mesin (machinability) dari benda kerja dapat diketahui dari umur pahat dan gaya
pemotongan.
Makin tinggi umur pahat maka mampu mesinnya akan semakin baik.
Sedang untuk gaya pemesinan, makin rendah gaya yang dibutuhkan maka mampu
mesinnya justru akan semakin baik. Namun kondisi pahat menjadi hal yang lebih
dipertimbangkan, karena kalau pahat mengalami keausan justru akan
menyebabkan timbulnya beberapa kerugian antara lain:
- Gaya pemotongan akan naik
- Kualitas permukaan benda kerja menurun/tidak halus
- Perubahan dimensi produk
Geram discontinous terdiri dari beberapa tipe berdasarkan ukuran
radiusnya. Makin besar radius kurva dari geram, maka makin besar pula gaya
yang dibutuhkan dalam proses pemesinan. Dari keempat benda kerja yang
dipakai, dengan melihat bentuk geram yang dihasilkan terlihat Stainless Steel
menghasilkan geram yang discontinous dengan radius kurva yang lebih kecil.
Sehingga dapat dikatakan bahwa Stainless Steel memiliki mampu mesin
(machinability) yang lebih baik dibanding dengan benda kerja yang lain jika
dilihat dari bentukgeramnya.
36
2.1.11.9 Hubungan Gaya Geser Laju Regangan dan Kerja pada Bidang
Geser
Geram terputus karena adanya tegangan geser (shearing stress) yang
bekerja pada bidang geser (shear plane) dan melebihi kekuatan logam/benda
kerja. Apabila gaya geser besar maka kerja yang terjadi pada bidang geser juga
akan semakin besar.
F = Ashi .τshi
di mana :
Ashi = luas penampang bidang geser
τ = tegangan geser (shear stress) pada bidang geser, sehingga gaya
geser dapat ditulis dengan,
Dari rumus di atas maka dapat diketahui bahwa nilai gaya geser
dipengaruhi oleh :
Luas penampang geram sebelum terpotong (A = a.f) apabila nilainya
semakin besar maka gaya juga akan semakin besar.
Padahal luas penampang geram dipengaruhi oleh pemakanan (feed).
Maka jika pemakanan semakin besar maka akan mengakibatkan gaya
geser semakin besar pula Tegangan geser dari benda kerja nilainya
tergantung dari kekuatan tarik benda kerja, Sudut geser yang semakin
besar akan memberikan gaya potong yang besar.